KR20170084196A - 조형 장치 및 조형 방법 - Google Patents
조형 장치 및 조형 방법 Download PDFInfo
- Publication number
- KR20170084196A KR20170084196A KR1020177015728A KR20177015728A KR20170084196A KR 20170084196 A KR20170084196 A KR 20170084196A KR 1020177015728 A KR1020177015728 A KR 1020177015728A KR 20177015728 A KR20177015728 A KR 20177015728A KR 20170084196 A KR20170084196 A KR 20170084196A
- Authority
- KR
- South Korea
- Prior art keywords
- molding
- optical system
- control device
- dimensional
- shaping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B22F3/1055—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/30—Platforms or substrates
- B22F12/33—Platforms or substrates translatory in the deposition plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/30—Platforms or substrates
- B22F12/37—Rotatable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/032—Observing, e.g. monitoring, the workpiece using optical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0648—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0665—Shaping the laser beam, e.g. by masks or multi-focusing by beam condensation on the workpiece, e.g. for focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
- B23K26/0734—Shaping the laser spot into an annular shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/144—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor the fluid stream containing particles, e.g. powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
- B23K26/705—Beam measuring devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/31—Calibration of process steps or apparatus settings, e.g. before or during manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/22—Driving means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/53—Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B22F2003/1056—
-
- B22F2003/1057—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/14—Titanium or alloys thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Toxicology (AREA)
- Health & Medical Sciences (AREA)
- Automation & Control Theory (AREA)
- Metallurgy (AREA)
- Analytical Chemistry (AREA)
- Organic Chemistry (AREA)
- Laser Beam Processing (AREA)
- Powder Metallurgy (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
Description
도 2 는, 이동 시스템의 구성을 계측 시스템과 함께 개략적으로 나타내는 도면이다.
도 3 은, 워크가 탑재된 이동 시스템을 나타내는 사시도이다.
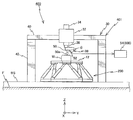
도 4 는, 빔 조형 시스템을 워크가 탑재된 테이블과 함께 나타내는 도면이다.
도 5 는, 빔 조형 시스템이 구비하는 빔 조사부의 일부를 구성하는 광원계의 구성의 일례를 나타내는 도면이다.
도 6 은, 광원계로부터의 평행 빔이 미러 어레이에 조사되고, 복수의 미러 소자 각각으로부터의 반사 빔의 집광 광학계에 대한 입사 각도가 개별적으로 제어되는 상태를 나타내는 도면이다.
도 7 은, 빔 조형 시스템이 구비하는 재료 처리부를 집광 광학계와 함께 나타내는 도면이다.
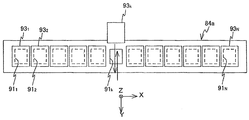
도 8 은, 재료 처리부의 노즐에 형성된 복수의 공급구와 그 복수의 공급구의 각각을 개폐하는 개폐 부재를 나타내는 도면이다.
도 9(A) 는, 도 4 의 원 A 내를 확대하여 나타내는 도면, 도 9(B) 는, 도 9(A) 에 나타내는 1 문자 영역과 스캔 방향의 관계를 나타내는 도면이다.
도 10 은, 조형면 상에 형성되는 빔의 조사 영역의 일례를 나타내는 도면이다.
도 11 은, 조형 장치의 제어계를 중심적으로 구성하는 제어 장치의 입출력 관계를 나타내는 블록도이다.
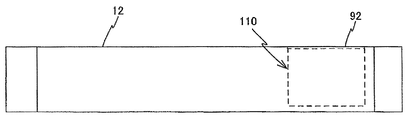
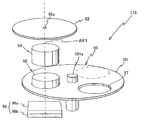
도 12 는, 테이블 상의 계측 장치의 배치를 나타내는 도면이다.
도 13 은, 계측 장치를 구성하는 테이블 내부에 배치된 구성 부분을 계측 부재와 함께 나타내는 도면이다.
도 14(A) 는, 집광 광학계의 후측 초점면에 있어서의 빔의 강도 분포를 계측할 때의 광학 배치를 나타내는 도면, 도 14(B) 는, 동면 (瞳面) 에 있어서의 빔의 강도 분포를 계측할 때의 광학 배치를 나타내는 도면이다.
도 15 는, 제어 장치의 일련의 처리 알고리즘에 대응하는 플로우 차트이다.
도 16(A) 및 도 16(B) 는, 일 실시형태에 관련된 조형 장치의 하나의 효과를 종래 기술과 비교하여 설명하기 위한 도면이다.
도 17 은, 조형면에 있어서의 빔의 강도 분포를 계측하기 위한 계측 장치의 일례를 나타내는 도면이다.
도 18(A) 및 도 18(B) 는, 1 문자 영역의 폭을 약간 굵게 함으로써 도포층의 두께를 두껍게 하는 예를 설명하기 위한 도면이다.
82…집광 광학계
83…로터리 인코더
91…공급구
85…제한 부재
89…검출 시스템
92…계측 부재
92a…개구
100…조형 장치
110…계측 장치
200…이동 시스템
300…반송 시스템
400…계측 시스템
401…삼차원 계측기
500…빔 조형 시스템
520…빔 조사부
530…재료 처리부
600…제어 장치
PD…조형 재료
LS…1 문자 영역
TA…목표 부위
TAS…대상면
W…워크
WP…용융지.
Claims (65)
- 대상면 상에 삼차원 조형물을 형성하는 조형 장치로서,
상기 대상면을 움직이는 이동 시스템과 ;
상기 이동 시스템에 의해 이동 가능한 상태로 상기 대상면의 위치 정보를 취득하기 위한 계측 시스템과 ;
빔을 사출하는 빔 조사부와, 상기 빔 조사부로부터의 빔으로 조사되는 조형 재료를 공급하는 재료 처리부를 갖는 빔 조형 시스템과 ;
상기 대상면과 상기 빔 조사부로부터의 빔을 상대적으로 이동시키면서 상기 조형 재료를 상기 재료 처리부로부터 공급함으로써 상기 대상면 상의 목표 부위에 조형이 실시되도록, 상기 대상면 상에 형성해야 할 삼차원 조형물의 3D 데이터와, 상기 계측 시스템을 사용하여 취득된 상기 대상면의 위치 정보에 기초하여, 상기 이동 시스템과 상기 빔 조형 시스템을 제어하는 제어 장치를 구비하는, 조형 장치. - 제 1 항에 있어서,
상기 계측 시스템은, 삼차원 계측기를 포함하는, 조형 장치. - 제 1 항 또는 제 2 항에 있어서,
상기 계측 시스템은, 상기 대상면의 적어도 3 점의 위치 정보를 계측 가능한, 조형 장치. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 계측 시스템은, 상기 대상면의 삼차원 형상을 계측 가능한, 조형 장치. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 제어 장치는, 상기 조형 후, 상기 조형에 의해 상기 대상면 상에 부가된 부분의 표면의 적어도 일부의 위치 정보를, 상기 계측 시스템을 사용하여 취득하는, 조형 장치. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 이동 시스템은, 워크를 유지 가능한 가동 부재를 갖고,
상기 대상면은, 상기 가동 부재에 유지된 상기 워크의 표면의 적어도 일부를 포함하는, 조형 장치. - 제 6 항에 있어서,
상기 가동 부재 상에, 가공 전의 상기 워크를 로드함과 함께, 가공 종료 후의 상기 워크를 상기 가동 부재로부터 언로드하는 반송 시스템을 추가로 구비하고,
상기 제어 장치는, 상기 반송 시스템을 제어하는, 조형 장치. - 제 6 항 또는 제 7 항에 있어서,
상기 가동 부재에 형성된 수광부에서 상기 빔을 수광하는 센서를 추가로 구비하는, 조형 장치. - 제 6 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 제어 장치는, 기준 좌표계하에서 상기 가동 부재의 위치 및 자세를 제어하고,
상기 위치 정보를 취득함으로써, 상기 대상면을 상기 기준 좌표계에 대해 관련짓는, 조형 장치. - 제 6 항 내지 제 9 항 중 어느 한 항에 있어서,
상기 제어 장치는, 상기 조형이 실시된 상기 워크를 상기 가동 부재로 유지한 채로, 상기 조형에 의해 상기 워크의 상기 대상면 상에 부가된 부분의 표면의 적어도 일부의 위치 정보를, 상기 계측 시스템을 사용하여 취득하는, 조형 장치. - 제 5 항 또는 제 10 항에 있어서,
상기 제어 장치는, 상기 계측 시스템을 사용하여 취득된 위치 정보에 기초하여, 상기 부가된 부분의 치수 오차를 구하는, 조형 장치. - 제 11 항에 있어서,
상기 제어 장치는, 상기 치수 오차를 사용하여 부가 가공의 합격 여부 판정을 실시하는, 조형 장치. - 제 12 항에 있어서,
상기 제어 장치는, 상기 합격 여부 판정의 결과, 불합격으로 판정된 워크에 대해서는, 상기 치수 오차에 기초하여, 상기 가동 부재로 유지한 채로, 상기 빔 조형 시스템을 사용하여 수정 가공을 실시하는, 조형 장치. - 제 13 항에 있어서,
상기 제어 장치는, 상기 빔 조사부로부터의 빔을 사용하여 상기 수정 가공을 실시하는, 조형 장치. - 제 5 항, 및 제 10 항 내지 제 14 항 중 어느 한 항에 있어서,
상기 제어 장치는, 상기 부가 부분의 표면의 적어도 일부의 위치 정보에 기초하여, 상기 빔 조형 시스템과 상기 이동 시스템을 제어하고, 상기 부가 부분의 표면의 적어도 일부를 포함하는 대상면 상의 목표 부위에 조형을 실시하는, 조형 장치. - 제 5 항, 및 제 10 항 내지 제 15 항 중 어느 한 항에 있어서,
상기 제어 장치는, 상기 부가 부분의 표면의 적어도 일부의 위치 정보에 기초하여, 상기 계측 시스템, 상기 빔 조형 시스템 및 상기 이동 시스템 중 적어도 1 개를 조정하는, 조형 장치. - 제 16 항에 있어서,
상기 제어 장치는, 상기 위치 정보에 기초하여, 상기 조형에 있어서의 장치의 드리프트의 경향을 구하고, 그 구한 결과에 따라 상기 계측 시스템, 상기 빔 조형 시스템 및 상기 이동 시스템 중 적어도 1 개를 조정하는, 조형 장치. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 빔을 수광부에서 수광하는 센서를 추가로 구비하는, 조형 장치. - 제 8 항 또는 제 18 항에 있어서,
상기 센서는, 상기 빔의 강도 분포를 계측 가능한, 조형 장치. - 제 8 항, 제 18 항 또는 제 19 항 중 어느 한 항에 있어서,
상기 제어 장치는, 상기 센서의 수광부를 이동하면서, 상기 빔을 상기 수광부에서 수광하는, 조형 장치. - 제 8 항, 및 제 18 항 내지 제 20 항 중 어느 한 항에 있어서,
상기 빔 조사부는, 상기 빔을 사출하는 집광 광학계를 갖고,
상기 센서의 수광부는, 상기 집광 광학계로부터 사출되는 빔을 수광 가능한, 조형 장치. - 제 21 항에 있어서,
상기 수광부는, 상기 집광 광학계의 후측 초점면, 또는 그 근방에서 상기 빔을 수광하도록 배치되는, 조형 장치. - 제 21 항 또는 제 22 항에 있어서,
상기 수광부는, 상기 집광 광학계의 사출면측의 광축에 평행한 방향과 상기 광축에 수직인 방향의 적어도 일방으로 이동하면서, 상기 집광 광학계로부터의 빔을 수광 가능한, 조형 장치. - 제 21 항 내지 제 23 항 중 어느 한 항에 있어서,
상기 센서는, 상기 집광 광학계의 사출면측의 광축에 수직인 제 1 면 내에 있어서의 상기 빔의 강도 분포를 계측 가능한, 조형 장치. - 제 24 항에 있어서,
상기 제 1 면은, 상기 집광 광학계의 후측 초점면, 또는 그 근방의 면인, 조형 장치. - 제 24 항 또는 제 25 항에 있어서,
상기 제어 장치는, 상기 센서를 사용한 계측의 결과에 기초하여, 상기 제 1 면에 있어서의 상기 빔의 강도 분포를 조정하는, 조형 장치. - 제 21 항 내지 제 26 항 중 어느 한 항에 있어서,
상기 제어 장치는, 상기 센서를 사용한 계측의 결과에 기초하여, 상기 집광 광학계의 입사면측의 광축에 수직인 제 2 면 내에 입사하는 적어도 하나의 입사 빔의 각도를 조정하는, 조형 장치. - 제 27 항에 있어서,
상기 제 2 면은, 상기 집광 광학계의 전측 초점면, 또는 그 근방의 면을 포함하는, 조형 장치. - 제 27 항 또는 제 28 항에 있어서,
상기 적어도 하나의 입사 빔은, 상기 제 2 면에 대한 입사 각도가 상이한 복수의 빔을 포함하는, 조형 장치. - 제 8 항, 및 제 18 항 내지 제 29 항 중 어느 한 항에 있어서,
상기 제어 장치는, 상기 센서를 사용하여 실시된 계측 결과에 기초하여, 상기 빔 조형 시스템과 상기 이동 시스템 중 적어도 일방의 조정을 실시하는, 조형 장치. - 제 30 항에 있어서,
상기 센서를 사용하여 실시된 계측 결과에 기초하는 상기 빔 조형 시스템의 조정은, 상기 재료 처리부의 조정을 포함하는, 조형 장치. - 제 31 항에 있어서,
상기 재료 처리부의 조정은, 상기 재료 처리부에 의한 상기 조형 재료의 공급 동작을 조정하는 것을 포함하는, 조형 장치. - 제 31 항 또는 제 32 항에 있어서,
상기 재료 처리부는, 상기 조형 재료를 공급하는 적어도 하나의 공급구를 갖고,
상기 센서를 사용하여 실시된 계측 결과에 기초하여, 상기 적어도 하나의 공급구로부터의 상기 조형 재료의 공급 상태가 조정되는, 조형 장치. - 제 33 항에 있어서,
상기 적어도 하나의 공급구는 가동이고,
상기 센서를 사용하여 실시된 계측 결과에 기초하여, 상기 적어도 하나의 공급구가 이동되는, 조형 장치. - 제 31 항 내지 제 34 항 중 어느 한 항에 있어서,
상기 재료 처리부는, 상기 조형 재료를 공급하는 복수의 공급구를 갖고,
상기 센서를 사용하여 실시된 계측 결과에 기초하여 상기 복수의 공급구로부터 적어도 하나의 공급구가 선택되고,
상기 선택된 적어도 하나의 공급구로부터 상기 조형 재료가 공급되는, 조형 장치. - 제 33 항 내지 제 35 항 중 어느 한 항에 있어서,
상기 적어도 하나의 공급구로부터의 상기 조형 재료의 단위 시간당 공급량은 조정 가능한, 조형 장치. - 제 36 항에 있어서,
상기 제어 장치는, 상기 센서를 사용하여 실시된 계측 결과에 기초하여, 상기 적어도 하나의 공급구로부터의 상기 공급량을 결정하는, 조형 장치. - 제 1 항 내지 제 37 항 중 어느 한 항에 있어서,
상기 빔 조사부는, 상기 빔을 사출하는 집광 광학계를 갖고,
상기 제어 장치는, 상기 계측 시스템의 계측 결과에 기초하여, 상기 집광 광학계의 사출면측의 광축에 수직인 제 1 면 내에 있어서의 상기 빔의 강도 분포를 조정하는, 조형 장치. - 제 38 항에 있어서,
상기 제 1 면은, 상기 집광 광학계의 후측 초점면, 또는 그 근방의 면인, 조형 장치. - 제 38 항 또는 제 39 항에 있어서,
상기 제어 장치는, 상기 집광 광학계의 입사면측의 광축에 수직인 제 2 면 내에 입사하는 적어도 하나의 입사 빔의 각도를 조정함으로써, 상기 제 1 면 내에 있어서의 상기 빔의 강도 분포를 조정하는, 조형 장치. - 제 40 항에 있어서,
상기 제 2 면은, 상기 집광 광학계의 전측 초점면, 또는 그 근방의 면을 포함하는, 조형 장치. - 제 40 항 또는 제 41 항에 있어서,
상기 적어도 하나의 입사 빔은, 상기 제 2 면에 대한 입사 각도가 상이한 복수의 빔을 포함하는, 조형 장치. - 제 1 항 내지 제 42 항 중 어느 한 항에 있어서,
상기 계측 시스템의 계측 결과에 기초하는 상기 빔 조형 시스템의 조정은, 상기 빔 조사부의 조정을 포함하는, 조형 장치. - 제 1 항 내지 제 43 항 중 어느 한 항에 있어서,
상기 계측 시스템의 계측 결과에 기초하는 상기 빔 조형 시스템의 조정은, 상기 재료 처리부의 조정을 포함하는, 조형 장치. - 제 44 항에 있어서,
상기 재료 처리부의 조정은, 상기 재료 처리부에 의한 상기 조형 재료의 공급 동작을 조정하는 것을 포함하는, 조형 장치. - 제 44 항 또는 제 45 항에 있어서,
상기 재료 처리부는, 상기 조형 재료를 공급하는 적어도 하나의 공급구를 갖고,
상기 계측 시스템의 계측 결과에 기초하여, 상기 적어도 하나의 공급구로부터의 상기 조형 재료의 공급 상태가 조정되는, 조형 장치. - 제 46 항에 있어서,
상기 적어도 하나의 공급구는 가동이고,
상기 센서를 사용하여 실시된 계측 결과에 기초하여, 상기 적어도 하나의 공급구의 위치가 조정되는, 조형 장치. - 제 46 항 또는 제 47 항에 있어서,
상기 재료 처리부는, 상기 조형 재료를 공급하는 복수의 공급구를 갖고,
상기 계측 시스템의 계측 결과에 기초하여 상기 복수의 공급구로부터 적어도 하나의 공급구가 선택되고, 상기 선택된 적어도 하나의 공급구로부터 상기 조형 재료가 공급되는, 조형 장치. - 제 46 항 내지 제 48 항 중 어느 한 항에 있어서,
상기 적어도 하나의 공급구로부터의 상기 조형 재료의 단위 시간당 공급량은 조정 가능한, 조형 장치. - 제 49 항에 있어서,
상기 제어 장치는, 상기 계측 시스템의 계측 결과에 기초하여, 상기 적어도 하나의 공급구로부터의 상기 공급량을 결정하는, 조형 장치. - 제 1 항 내지 제 50 항 중 어느 한 항에 있어서,
상기 빔 조사부로부터 사출되는 빔으로 조사되도록 상기 조형 재료를 공급함으로써, 상기 조형 재료의 용융지를 형성하는, 조형 장치. - 제 51 항에 있어서,
상기 목표 부위 상에 상기 용융지를 형성하면서, 상기 대상면과 상기 빔 조사부로부터의 빔을 상대적으로 이동함으로써, 상기 목표 부위에 조형이 실시되는, 조형 장치. - 제 1 항 내지 제 52 항 중 어느 한 항에 있어서,
상기 삼차원 조형물은, 복수의 층이 적층되어 이루어지고,
상기 제어 장치는, 상기 삼차원 조형물의 3D 데이터로부터 얻어지는 다층의 적층 단면의 데이터에 기초하여, 상기 이동 시스템과 상기 빔 조형 시스템을 제어하는, 조형 장치. - 대상면 상에 삼차원 조형물을 형성하는 조형 방법으로서,
상기 대상면의 위치 정보를 계측하는 것과 ;
상기 대상면 상에 형성해야 할 삼차원 조형물의 3D 데이터와, 상기 계측된 상기 대상면의 위치 정보에 기초하여, 상기 대상면과 빔을 상대적으로 이동시키면서 상기 빔으로 조사되는 조형 재료를 공급하여 상기 대상면 상의 목표 부위에 조형을 실시하는 것을 포함하는, 조형 방법. - 제 54 항에 있어서,
상기 계측하는 것에서는, 상기 대상면의 적어도 일부의 삼차원적 위치 정보가 계측되는, 조형 방법. - 제 55 항에 있어서,
상기 삼차원적 위치 정보로서, 상기 대상면의 삼차원 형상이 계측되는, 조형 방법. - 제 54 항 내지 제 56 항 중 어느 한 항에 있어서,
상기 대상면은, 위치 및 자세가 기준 좌표계하에서 제어되는 가동 부재에 유지된 워크의 표면의 적어도 일부를 포함하고,
상기 계측된 위치 정보에 기초하여, 상기 대상면의 위치 및 자세를 상기 기준 좌표계에 대해 관련짓는 것을 추가로 포함하는, 조형 방법. - 제 57 항에 있어서,
상기 조형에 의해 상기 대상면 상에 부가된 부분의 표면의 적어도 일부의 위치 정보를, 상기 조형이 실시된 워크를 상기 가동 부재 상에 탑재한 채로 계측하는 것을 추가로 포함하는, 조형 방법. - 제 58 항에 있어서,
상기 조형에 의해 상기 대상면 상에 부가된 부분의 표면의 적어도 일부의 위치 정보로서, 삼차원 형상이 계측되는, 조형 방법. - 제 58 항 또는 제 59 항에 있어서,
계측된 상기 위치 정보에 기초하여, 상기 부가된 부분의 치수 오차를 구하는 것을 추가로 포함하는, 조형 방법. - 제 60 항에 있어서,
상기 치수 오차를 사용하여 부가 가공의 합격 여부 판정을 실시하는 것을 추가로 포함하는, 조형 방법. - 제 61 항에 있어서,
상기 합격 여부 판정의 결과, 불합격으로 판정된 워크에 대해서는, 상기 치수 오차에 기초하여, 상기 가동 부재로 유지한 채로, 상기 빔을 사용하여 수정 가공을 실시하는 것을 추가로 포함하는, 조형 방법. - 제 58 항 내지 제 62 항 중 어느 한 항에 있어서,
상기 부가 부분의 표면의 적어도 일부의 위치 정보에 기초하여, 상기 부가 부분의 표면의 적어도 일부를 포함하는 대상면 상의 목표 부위에 조형이 실시되는, 조형 방법. - 제 54 항 내지 제 56 항 중 어느 한 항에 있어서,
상기 대상면은, 위치 및 자세가 기준 좌표계하에서 제어되는 가동 부재의 표면의 적어도 일부를 포함하고,
상기 계측된 위치 정보에 기초하여, 상기 대상면의 위치 및 자세를 상기 기준 좌표계에 대해 관련짓는 것을 추가로 포함하는, 조형 방법. - 제 54 항 내지 제 64 항 중 어느 한 항에 있어서,
상기 삼차원 조형물은, 복수의 층이 적층되어 이루어지고,
상기 대상면 상의 목표 부위에 조형을 실시하는 것은, 상기 삼차원 조형물의 3D 데이터로부터 얻어지는 다층의 적층 단면의 데이터에 기초하여, 각 층에 대해 반복하여 실시되는, 조형 방법.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2014/080151 WO2016075802A1 (ja) | 2014-11-14 | 2014-11-14 | 造形装置及び造形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170084196A true KR20170084196A (ko) | 2017-07-19 |
| KR102280355B1 KR102280355B1 (ko) | 2021-07-21 |
Family
ID=55953915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177015728A Active KR102280355B1 (ko) | 2014-11-14 | 2014-11-14 | 조형 장치 및 조형 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (3) | US20170304947A1 (ko) |
| EP (2) | EP3766608A1 (ko) |
| JP (1) | JP6804298B2 (ko) |
| KR (1) | KR102280355B1 (ko) |
| CN (7) | CN117484866A (ko) |
| TW (2) | TWI705887B (ko) |
| WO (1) | WO2016075802A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240167261A (ko) * | 2023-05-19 | 2024-11-26 | 두산에너빌리티 주식회사 | 금속 3d 프린터 |
Families Citing this family (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5931946B2 (ja) * | 2014-03-18 | 2016-06-08 | 株式会社東芝 | 光照射装置および積層造形装置 |
| GB2533102B (en) * | 2014-12-09 | 2018-10-31 | Bae Systems Plc | Additive Manufacturing |
| WO2017047222A1 (ja) * | 2015-09-17 | 2017-03-23 | ソニー株式会社 | 光造形装置、および造形物の製造方法 |
| WO2017050360A1 (en) * | 2015-09-23 | 2017-03-30 | Carl Zeiss Smt Gmbh | Method of operating a microlithographic projection apparatus and illuminations system of such an apparatus |
| US10780523B1 (en) * | 2015-10-05 | 2020-09-22 | Lockheed Martin Corporation | Eddy current monitoring in an additive manufacturing continuous welding system |
| DE102016104180A1 (de) * | 2016-03-08 | 2017-09-14 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zur additiven Herstellung eines dreidimensionalen Objekts |
| US12172377B2 (en) | 2016-04-29 | 2024-12-24 | Nuburu, Inc. | Blue laser metal additive manufacturing system |
| JP6834198B2 (ja) * | 2016-07-05 | 2021-02-24 | 株式会社リコー | 造形装置、造形方法、及び、造形処理プログラム |
| JP6798826B2 (ja) * | 2016-08-31 | 2020-12-09 | 株式会社ミマキエンジニアリング | 三次元造形物製造方法 |
| TWI655080B (zh) * | 2017-01-05 | 2019-04-01 | 三緯國際立體列印科技股份有限公司 | 立體列印裝置以及列印校正方法 |
| EP3610971A4 (en) | 2017-03-31 | 2021-02-17 | Nikon Corporation | PROCESSING METHOD AND PROCESSING SYSTEM |
| JP7014226B2 (ja) * | 2017-05-01 | 2022-02-01 | 株式会社ニコン | 加工装置 |
| JP6535821B2 (ja) * | 2017-05-16 | 2019-06-26 | Dmg森精機株式会社 | 付加加工用ヘッドおよび加工機械 |
| CN110678282B (zh) | 2017-05-26 | 2022-02-22 | 株式会社Ihi | 三维层叠造形物制造装置、三维层叠造形物制造方法以及探伤器 |
| US20190022941A1 (en) * | 2017-07-21 | 2019-01-24 | Ackuretta Technologies Pvt. Ltd. | Digital light processing three-dimensional printing system and method |
| EP3597401B1 (en) | 2017-08-25 | 2022-09-28 | CL Schutzrechtsverwaltungs GmbH | Apparatus for additively manufacturing of three-dimensional objects |
| US11890807B1 (en) | 2017-08-31 | 2024-02-06 | Blue Origin, Llc | Systems and methods for controlling additive manufacturing processes |
| DE102017120750B4 (de) * | 2017-09-08 | 2022-07-28 | Technische Universität Chemnitz | Vorrichtung und Verfahren zur Herstellung eines Bauteils mittels 3D-Multimaterialdruck |
| WO2019082310A1 (ja) * | 2017-10-25 | 2019-05-02 | 株式会社ニコン | 加工装置、及び、移動体の製造方法 |
| US20200331061A1 (en) * | 2017-11-10 | 2020-10-22 | General Electric Company | Positioning system for an additive manufacturing machine |
| JP7120253B2 (ja) * | 2017-12-12 | 2022-08-17 | 株式会社ニコン | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 |
| GB201721309D0 (en) * | 2017-12-19 | 2018-01-31 | Renishaw Plc | Production and measurement of workpieces |
| WO2019150480A1 (ja) * | 2018-01-31 | 2019-08-08 | 株式会社ニコン | 加工システム、及び、加工方法 |
| JP7056411B2 (ja) * | 2018-06-29 | 2022-04-19 | 株式会社リコー | 読取装置および造形装置 |
| WO2020018605A1 (en) * | 2018-07-16 | 2020-01-23 | Massachusetts Institute Of Technology | Additive manufacturing via optical aperture division multiplexing |
| US11426818B2 (en) | 2018-08-10 | 2022-08-30 | The Research Foundation for the State University | Additive manufacturing processes and additively manufactured products |
| EP3613561B1 (en) | 2018-08-22 | 2023-07-26 | Concept Laser GmbH | Apparatus for additively manufacturing three-dimensional objects |
| KR102874697B1 (ko) * | 2018-08-24 | 2025-10-21 | 누부루 인크. | 청색 레이저 금속용 적층 제작 시스템 |
| JP2022503614A (ja) * | 2018-09-01 | 2022-01-12 | ヌブル インク | アドレス可能なレーザーのアレイを備える積層造形システム及び各光源のリアルタイムフィードバック制御 |
| JP7235054B2 (ja) * | 2018-10-31 | 2023-03-08 | 株式会社ニコン | 加工システム、及び、加工方法 |
| US11179927B2 (en) | 2018-12-21 | 2021-11-23 | Icon Technology, Inc. | Systems and methods for the construction of structures utilizing additive manufacturing techniques |
| US11465245B2 (en) | 2019-01-30 | 2022-10-11 | General Electric Company | Tooling assembly for magnetically aligning components in an additive manufacturing machine |
| US11144034B2 (en) | 2019-01-30 | 2021-10-12 | General Electric Company | Additive manufacturing systems and methods of generating CAD models for additively printing on workpieces |
| US11426799B2 (en) | 2019-01-30 | 2022-08-30 | General Electric Company | Powder seal assembly for decreasing powder usage in a powder bed additive manufacturing process |
| US11173574B2 (en) | 2019-01-30 | 2021-11-16 | General Electric Company | Workpiece-assembly and additive manufacturing systems and methods of additively printing on workpieces |
| US11407035B2 (en) | 2019-01-30 | 2022-08-09 | General Electric Company | Powder seal assembly for decreasing powder usage in a powder bed additive manufacturing process |
| US11198182B2 (en) | 2019-01-30 | 2021-12-14 | General Electric Company | Additive manufacturing systems and methods of additively printing on workpieces |
| US11458681B2 (en) | 2019-01-30 | 2022-10-04 | General Electric Company | Recoating assembly for an additive manufacturing machine |
| US11498132B2 (en) * | 2019-01-30 | 2022-11-15 | General Electric Company | Additive manufacturing systems and methods of calibrating for additively printing on workpieces |
| US11285538B2 (en) | 2019-01-30 | 2022-03-29 | General Electric Company | Tooling assembly and method for aligning components for a powder bed additive manufacturing repair process |
| US20200238386A1 (en) | 2019-01-30 | 2020-07-30 | General Electric Company | Tooling Assembly for Decreasing Powder Usage in a Powder Bed Additive Manufacturing Process |
| JP7165603B2 (ja) * | 2019-03-04 | 2022-11-04 | 三菱重工業株式会社 | 積層体成形装置の校正部材、積層体成形装置及び積層体成形方法 |
| WO2020194448A1 (ja) | 2019-03-25 | 2020-10-01 | 株式会社ニコン | 造形システム |
| US11819943B1 (en) * | 2019-03-28 | 2023-11-21 | Blue Origin Llc | Laser material fusion under vacuum, and associated systems and methods |
| WO2020208708A1 (ja) * | 2019-04-09 | 2020-10-15 | 株式会社ニコン | 造形ユニット |
| US11776072B2 (en) | 2019-04-25 | 2023-10-03 | Shibaura Machine Co., Ltd. | Machine learning method, information processing device, computer program product, and additive manufacturing monitoring system |
| JP7221777B2 (ja) * | 2019-04-25 | 2023-02-14 | 芝浦機械株式会社 | 積層造形監視システム |
| US20220065617A1 (en) | 2019-05-10 | 2022-03-03 | Nikon Corporation | Determination of a change of object's shape |
| US11298884B2 (en) | 2019-06-07 | 2022-04-12 | General Electric Company | Additive manufacturing systems and methods of pretreating and additively printing on workpieces |
| JP7274948B2 (ja) * | 2019-06-11 | 2023-05-17 | ニデックマシンツール株式会社 | 三次元積層装置および方法 |
| JP6797244B1 (ja) * | 2019-06-26 | 2020-12-09 | 株式会社神戸製鋼所 | 積層造形方法 |
| TWI744794B (zh) * | 2020-02-12 | 2021-11-01 | 財團法人工業技術研究院 | 掃描式光源模組 |
| TWI723773B (zh) * | 2020-02-13 | 2021-04-01 | 三緯國際立體列印科技股份有限公司 | 立體列印裝置與方法 |
| DE102020111509B4 (de) * | 2020-04-28 | 2023-04-20 | Carl Zeiss Industrielle Messtechnik Gmbh | Koordinatenmessgerät sowie Verfahren zum Messen von Koordinaten eines Werkstücks |
| JP7047864B2 (ja) * | 2020-06-22 | 2022-04-05 | 株式会社ニコン | 造形装置及び造形方法 |
| US20220176633A1 (en) * | 2020-08-06 | 2022-06-09 | MELD Manufacturing Corporation | Accessory device for a solid-state additive manufacturing system enabling printing of large and complex parts |
| WO2022093980A1 (en) * | 2020-10-29 | 2022-05-05 | Seurat Technologies, Inc. | Phase change light valve system |
| US12600091B2 (en) | 2021-02-19 | 2026-04-14 | Fujikura Ltd. | Optical shaping device and manufacturing method |
| EP4306299B1 (en) * | 2021-03-12 | 2025-06-25 | Fuji Corporation | Determination device |
| DE102021130289A1 (de) | 2021-11-19 | 2023-05-25 | Trumpf Laser- Und Systemtechnik Gmbh | Verfahren zum Laserauftragschweißen |
| CA3248182A1 (en) | 2022-04-13 | 2023-10-19 | Aprecia Pharmaceuticals LLC | SYSTEM AND METHOD FOR ADDITIVE MANUFACTURING USING AN OMNIDIRECTIONAL MAGNETIC DISPLACEMENT DEVICE |
| EP4522376A4 (en) * | 2022-05-09 | 2026-05-06 | Edison Welding Inst Inc | Scan field and work plane evaluation and orientation for high-speed laser motion systems |
| AT17910U1 (de) * | 2022-08-05 | 2023-07-15 | Ceratizit Austria Gmbh | 3d-druckverfahren und 3d-drucker |
| CN115401219B (zh) * | 2022-09-08 | 2024-02-02 | 南京航空航天大学 | 激光增材制造复杂金属构件的无支撑成形方法及其多自由度平台装置 |
| CN118002803A (zh) * | 2024-01-26 | 2024-05-10 | 中国海洋大学 | 一种宽束斑高通量增材制造及熔覆装置及其工作方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08156106A (ja) * | 1992-11-13 | 1996-06-18 | Japan Atom Energy Res Inst | 3次元物体製作法 |
| KR960705647A (ko) * | 1993-10-20 | 1996-11-08 | 트로젤 케이. 스나이더 | 복수 빔 레이저 신터링(multiple beam laser sintering) |
| JPH091674A (ja) * | 1995-06-22 | 1997-01-07 | C Met Kk | 光硬化造形方法 |
| JPH10211658A (ja) * | 1997-01-31 | 1998-08-11 | Toyota Motor Corp | 粉粒体積層造形方法及びその装置 |
| KR20030007553A (ko) * | 2000-04-27 | 2003-01-23 | 아켐 에이비 | 3차원 물체를 제조하기 위한 장치 및 방법 |
| US20030206820A1 (en) | 1999-07-07 | 2003-11-06 | Keicher David M. | Forming structures from CAD solid models |
| JP2004001500A (ja) * | 2002-04-26 | 2004-01-08 | Ts Corporation | シート積層造形装置およびシート積層造形方法 |
| JP2010265521A (ja) * | 2009-05-15 | 2010-11-25 | Panasonic Electric Works Co Ltd | 三次元形状造形物の製造方法 |
| JP2014153287A (ja) * | 2013-02-12 | 2014-08-25 | Wakayama Univ | 形状計測装置および形状計測方法 |
| KR101459284B1 (ko) * | 2014-04-18 | 2014-11-07 | 주식회사 스맥 | 삼차원 물체 제조장치 및 제조방법 |
Family Cites Families (84)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2890882B2 (ja) * | 1990-04-06 | 1999-05-17 | キヤノン株式会社 | 位置付け方法、半導体デバイスの製造方法及びそれを用いた投影露光装置 |
| JPH06317826A (ja) * | 1993-05-07 | 1994-11-15 | Nikon Corp | 絞り羽根とその製造方法 |
| JPH07304104A (ja) | 1994-05-11 | 1995-11-21 | Olympus Optical Co Ltd | 光造形品の形成方法および装置 |
| EP0706164A1 (en) | 1994-10-03 | 1996-04-10 | Texas Instruments Incorporated | Power management for display devices |
| JPH08179514A (ja) * | 1994-12-22 | 1996-07-12 | Canon Inc | 露光装置および露光方法 |
| US5837960A (en) | 1995-08-14 | 1998-11-17 | The Regents Of The University Of California | Laser production of articles from powders |
| CA2227672A1 (en) | 1997-01-29 | 1998-07-29 | Toyota Jidosha Kabushiki Kaisha | Method for producing a laminated object and apparatus for producing the same |
| JPH10270535A (ja) | 1997-03-25 | 1998-10-09 | Nikon Corp | 移動ステージ装置、及び該ステージ装置を用いた回路デバイス製造方法 |
| JP3516575B2 (ja) | 1997-08-29 | 2004-04-05 | 株式会社日平トヤマ | レーザ加工装置 |
| US6203861B1 (en) | 1998-01-12 | 2001-03-20 | University Of Central Florida | One-step rapid manufacturing of metal and composite parts |
| US5993554A (en) | 1998-01-22 | 1999-11-30 | Optemec Design Company | Multiple beams and nozzles to increase deposition rate |
| US6122564A (en) * | 1998-06-30 | 2000-09-19 | Koch; Justin | Apparatus and methods for monitoring and controlling multi-layer laser cladding |
| JP2000127251A (ja) * | 1998-10-30 | 2000-05-09 | Yamanashi Prefecture | 立体成形装置及びその成形方法 |
| US6180049B1 (en) * | 1999-06-28 | 2001-01-30 | Nanotek Instruments, Inc. | Layer manufacturing using focused chemical vapor deposition |
| KR100699241B1 (ko) | 1999-09-20 | 2007-03-27 | 가부시키가이샤 니콘 | 패럴렐 링크기구, 노광장치 및 그의 제조방법, 그리고디바이스 제조방법 |
| JP2001260329A (ja) * | 2000-03-22 | 2001-09-25 | Minolta Co Ltd | 立体物印刷装置および立体物印刷方法 |
| WO2001073883A2 (en) * | 2000-03-24 | 2001-10-04 | Cymbet Corporation | Low-temperature fabrication of thin-film energy-storage devices |
| KR100500343B1 (ko) | 2000-08-29 | 2005-07-12 | 미쓰비시덴키 가부시키가이샤 | 레이저 가공 장치 |
| JP2002069507A (ja) | 2000-09-01 | 2002-03-08 | Hitachi Ltd | 金属物品の製造方法及びその装置並びにレーザ光集光装置 |
| JP3446733B2 (ja) * | 2000-10-05 | 2003-09-16 | 松下電工株式会社 | 三次元形状造形物の製造方法及びその装置 |
| TW506868B (en) * | 2000-10-05 | 2002-10-21 | Matsushita Electric Works Ltd | Method of and apparatus for making a three-dimensional object |
| US6710280B2 (en) | 2001-05-22 | 2004-03-23 | The P.O.M. Group | Focusing optics for adaptive deposition in rapid manufacturing |
| JP4401060B2 (ja) | 2001-06-01 | 2010-01-20 | エーエスエムエル ネザーランズ ビー.ブイ. | リトグラフ装置、およびデバイス製造方法 |
| EP1412129A4 (en) | 2001-08-02 | 2008-04-02 | Skc Co Ltd | METHOD FOR PRODUCING A CHEMICAL-MECHANICAL POLISHING PILLOW USING LASER |
| WO2003017344A1 (en) * | 2001-08-20 | 2003-02-27 | Nikon Corporation | Mask replacement method and exposure device |
| JP2003080604A (ja) * | 2001-09-10 | 2003-03-19 | Fuji Photo Film Co Ltd | 積層造形装置 |
| WO2003042895A1 (ko) | 2001-11-17 | 2003-05-22 | Insstek Inc. | Method and system for real-time monitoring and controlling height of deposit by using image photographing and image processing technology in laser cladding and laser-aided direct metal manufacturing process |
| JP2003340924A (ja) | 2002-05-23 | 2003-12-02 | Fuji Photo Film Co Ltd | 積層造形装置 |
| KR20050003356A (ko) | 2002-04-10 | 2005-01-10 | 후지 샤신 필름 가부시기가이샤 | 노광헤드 및 노광장치와 그 응용 |
| JP2003321704A (ja) * | 2002-05-01 | 2003-11-14 | Hitachi Ltd | 積層造形法およびそれに用いる積層造形装置 |
| US7009717B2 (en) | 2002-08-14 | 2006-03-07 | Metris N.V. | Optical probe for scanning the features of an object and methods therefor |
| CN100377816C (zh) * | 2003-02-25 | 2008-04-02 | 松下电工株式会社 | 三维形状造型物的制造方法及制造装置 |
| US7379483B2 (en) | 2003-03-18 | 2008-05-27 | Loma Linda University Medical Center | Method and apparatus for material processing |
| DE10342882A1 (de) * | 2003-09-15 | 2005-05-19 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Vorrichtung und Verfahren zur Herstellung eines dreidimensionalen Formkörpers |
| JP4130813B2 (ja) * | 2004-05-26 | 2008-08-06 | 松下電工株式会社 | 三次元形状造形物の製造装置及びその光ビーム照射位置及び加工位置の補正方法 |
| JP4561187B2 (ja) * | 2004-05-26 | 2010-10-13 | パナソニック電工株式会社 | 三次元形状造形物の製造方法及び三次元形状造形物の製造における粉末材料再生装置 |
| JP4496354B2 (ja) * | 2004-06-18 | 2010-07-07 | 独立行政法人 宇宙航空研究開発機構 | カメラ校正のための透過型校正器具とその校正法 |
| WO2006016584A1 (ja) * | 2004-08-09 | 2006-02-16 | Nikon Corporation | 光学特性計測装置及び光学特性計測方法、露光装置及び露光方法、並びにデバイス製造方法 |
| JP4535260B2 (ja) | 2004-10-19 | 2010-09-01 | 株式会社ニコン | 照明光学装置、露光装置、および露光方法 |
| JP2006200030A (ja) * | 2005-01-24 | 2006-08-03 | Aisan Ind Co Ltd | 立体造形物の製造方法及び製造装置 |
| US20070008311A1 (en) | 2005-07-05 | 2007-01-11 | Kazutora Yoshino | High resolution and rapid three dimensional object generator advanced |
| US8267683B2 (en) | 2005-07-27 | 2012-09-18 | Shofu Inc. | Apparatus for forming layered object |
| JP5013699B2 (ja) | 2005-10-21 | 2012-08-29 | 株式会社キーエンス | 3次元加工データ設定装置、3次元加工データ設定方法、3次元加工データ設定プログラム、コンピュータで読み取り可能な記録媒体及び記録した機器並びにレーザ加工装置 |
| JP2007192675A (ja) | 2006-01-19 | 2007-08-02 | Canon Inc | 干渉計測方法、装置及びそれを搭載した露光装置 |
| JP2007301980A (ja) | 2006-04-10 | 2007-11-22 | Matsushita Electric Ind Co Ltd | レーザ積層方法およびレーザ積層装置 |
| US20080223832A1 (en) | 2006-11-16 | 2008-09-18 | Lijun Song | Real time implementation of generalized predictive control algorithm for the control of direct metal deposition (dmd) process |
| US8140179B2 (en) | 2007-01-19 | 2012-03-20 | S.E. Huffman Corp. | Method and apparatus for repairing turbine components |
| US8691329B2 (en) | 2007-01-31 | 2014-04-08 | General Electric Company | Laser net shape manufacturing using an adaptive toolpath deposition method |
| JP4258571B2 (ja) | 2007-05-14 | 2009-04-30 | パナソニック電工株式会社 | 三次元形状造形物の製造方法及び製造装置 |
| JP4258567B1 (ja) * | 2007-10-26 | 2009-04-30 | パナソニック電工株式会社 | 三次元形状造形物の製造方法 |
| CN101835554B (zh) * | 2007-10-26 | 2012-08-22 | 松下电器产业株式会社 | 金属粉末烧结部件的制造装置及制造方法 |
| EP2225090B1 (en) * | 2007-11-29 | 2018-10-03 | 3M Innovative Properties Company | Three-dimensional fabrication |
| TW200941010A (en) * | 2008-03-24 | 2009-10-01 | Promos Technologies Inc | Method and system for processing test wafer in photolithography process |
| EP2282188B1 (en) | 2008-05-28 | 2015-03-11 | Nikon Corporation | Illumination optical system and exposure apparatus |
| JP2009302208A (ja) | 2008-06-11 | 2009-12-24 | Omron Corp | レーザ転写式修復方法及び装置 |
| US8325325B2 (en) * | 2008-09-22 | 2012-12-04 | Nikon Corporation | Movable body apparatus, movable body drive method, exposure apparatus, exposure method, and device manufacturing method |
| JP2010255057A (ja) | 2009-04-27 | 2010-11-11 | Htl:Kk | 電子ビーム造形装置 |
| CN102666072B (zh) * | 2009-07-06 | 2016-04-06 | 3D系统公司 | 成像组件 |
| AU2010295585B2 (en) * | 2009-09-17 | 2015-10-08 | Sciaky, Inc. | Electron beam layer manufacturing |
| EP2322313A1 (de) | 2009-11-13 | 2011-05-18 | Siemens Aktiengesellschaft | Verfahren zum Schweissen von Werkstücken aus hochwarmfesten Superlegierungen mit besonderer Massenzufuhrrate des Schweisszusatzwerkstoffes |
| WO2011114296A1 (en) | 2010-03-18 | 2011-09-22 | Koninklijke Philips Electronics N.V. | Printing apparatus and method for controlling a printing apparatus |
| JP5700272B2 (ja) | 2010-04-13 | 2015-04-15 | 株式会社ニコン | 照明光学系、露光装置、およびデバイス製造方法 |
| JP5637526B2 (ja) | 2010-04-28 | 2014-12-10 | 株式会社ブイ・テクノロジー | レーザ加工装置 |
| JP5774825B2 (ja) * | 2010-08-19 | 2015-09-09 | ソニー株式会社 | 3次元造形装置及び造形物の製造方法 |
| CN103229018A (zh) | 2010-10-27 | 2013-07-31 | 株式会社尼康 | 形状测定装置、结构的制造方法以及结构制造系统 |
| GB201106623D0 (en) | 2011-04-20 | 2011-06-01 | Rolls Royce Plc | Laser beam intensity distribution |
| GB2490143B (en) | 2011-04-20 | 2013-03-13 | Rolls Royce Plc | Method of manufacturing a component |
| CN103561891B (zh) * | 2011-05-23 | 2015-11-25 | 松下电器产业株式会社 | 三维形状造型物的制造方法 |
| CN102383126B (zh) | 2011-11-09 | 2013-11-13 | 南昌航空大学 | 一种具有预热与后热功能且高效的三光束激光熔覆无裂纹涂层的方法 |
| DE102011086889A1 (de) | 2011-11-22 | 2013-05-23 | Mtu Aero Engines Gmbh | Generatives Herstellen eines Bauteils |
| FR2987293B1 (fr) | 2012-02-27 | 2014-03-07 | Michelin & Cie | Procede et appareil pour realiser des objets tridimensionnels a proprietes ameliorees |
| US9669584B2 (en) * | 2012-06-08 | 2017-06-06 | Solidscape, Inc. | Imaging monitoring method and apparatus for fabricating three dimensional models |
| CN102764889A (zh) * | 2012-07-13 | 2012-11-07 | 中国航空工业集团公司北京航空制造工程研究所 | 一种电子束同步送粉快速成形方法 |
| GB201212629D0 (en) | 2012-07-16 | 2012-08-29 | Prec Engineering Technologies Ltd | A machine tool |
| US9272369B2 (en) | 2012-09-12 | 2016-03-01 | Siemens Energy, Inc. | Method for automated superalloy laser cladding with 3D imaging weld path control |
| JP6099908B2 (ja) | 2012-09-13 | 2017-03-22 | キヤノン株式会社 | 2次元アブソリュートエンコーダおよびスケール |
| JP6056016B2 (ja) | 2012-09-14 | 2017-01-11 | 株式会社ミツトヨ | 三次元モデル生成方法、システム及びプログラム |
| DE112013006029B4 (de) * | 2012-12-17 | 2025-05-08 | Arcam Ab | Verfahren und Vorrichtung zum Ausbilden eines dreidimensionalen Gegenstands |
| WO2014144630A1 (en) | 2013-03-15 | 2014-09-18 | Matterfab Corp. | Cartridge for an additive manufacturing apparatus and method |
| CN103418985B (zh) * | 2013-07-30 | 2016-09-21 | 华南理工大学 | 一种复合制造设备制造具有随形冷却水路注塑模具的方法 |
| US9776364B2 (en) | 2013-08-09 | 2017-10-03 | Apple Inc. | Method for instructing a 3D printing system comprising a 3D printer and 3D printing system |
| WO2015128943A1 (ja) * | 2014-02-25 | 2015-09-03 | ギガフォトン株式会社 | レーザ装置 |
| CN203875342U (zh) | 2014-05-07 | 2014-10-15 | 中国科学院西安光学精密机械研究所 | 大倾斜角度零件3d打印装置、电控多功能分粉器 |
| CN104057612B (zh) * | 2014-06-17 | 2017-08-04 | 东莞远铸智能科技有限公司 | 3d打印机用自动调平装置及3d打印机及调平方法 |
-
2014
- 2014-11-14 JP JP2016558516A patent/JP6804298B2/ja active Active
- 2014-11-14 EP EP20184192.1A patent/EP3766608A1/en active Pending
- 2014-11-14 WO PCT/JP2014/080151 patent/WO2016075802A1/ja not_active Ceased
- 2014-11-14 CN CN202311673755.3A patent/CN117484866A/zh active Pending
- 2014-11-14 CN CN202010552015.4A patent/CN111687415A/zh active Pending
- 2014-11-14 CN CN202311673754.9A patent/CN117429052A/zh active Pending
- 2014-11-14 EP EP14905892.7A patent/EP3219411B1/en active Active
- 2014-11-14 CN CN201480083454.8A patent/CN106922135B/zh active Active
- 2014-11-14 CN CN202010552024.3A patent/CN111687416A/zh active Pending
- 2014-11-14 CN CN202010552032.8A patent/CN111702173B/zh active Active
- 2014-11-14 KR KR1020177015728A patent/KR102280355B1/ko active Active
- 2014-11-14 CN CN202311673753.4A patent/CN117484865A/zh active Pending
-
2015
- 2015-11-12 TW TW104137319A patent/TWI705887B/zh active
- 2015-11-12 TW TW108120318A patent/TWI760620B/zh active
-
2017
- 2017-05-09 US US15/590,312 patent/US20170304947A1/en not_active Abandoned
-
2021
- 2021-07-23 US US17/384,005 patent/US11806810B2/en active Active
-
2023
- 2023-10-03 US US18/376,012 patent/US20240033853A1/en active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08156106A (ja) * | 1992-11-13 | 1996-06-18 | Japan Atom Energy Res Inst | 3次元物体製作法 |
| KR960705647A (ko) * | 1993-10-20 | 1996-11-08 | 트로젤 케이. 스나이더 | 복수 빔 레이저 신터링(multiple beam laser sintering) |
| JPH091674A (ja) * | 1995-06-22 | 1997-01-07 | C Met Kk | 光硬化造形方法 |
| JPH10211658A (ja) * | 1997-01-31 | 1998-08-11 | Toyota Motor Corp | 粉粒体積層造形方法及びその装置 |
| US20030206820A1 (en) | 1999-07-07 | 2003-11-06 | Keicher David M. | Forming structures from CAD solid models |
| KR20030007553A (ko) * | 2000-04-27 | 2003-01-23 | 아켐 에이비 | 3차원 물체를 제조하기 위한 장치 및 방법 |
| JP2004001500A (ja) * | 2002-04-26 | 2004-01-08 | Ts Corporation | シート積層造形装置およびシート積層造形方法 |
| JP2010265521A (ja) * | 2009-05-15 | 2010-11-25 | Panasonic Electric Works Co Ltd | 三次元形状造形物の製造方法 |
| JP2014153287A (ja) * | 2013-02-12 | 2014-08-25 | Wakayama Univ | 形状計測装置および形状計測方法 |
| KR101459284B1 (ko) * | 2014-04-18 | 2014-11-07 | 주식회사 스맥 | 삼차원 물체 제조장치 및 제조방법 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240167261A (ko) * | 2023-05-19 | 2024-11-26 | 두산에너빌리티 주식회사 | 금속 3d 프린터 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3766608A1 (en) | 2021-01-20 |
| US11806810B2 (en) | 2023-11-07 |
| EP3219411B1 (en) | 2020-08-19 |
| US20210346988A1 (en) | 2021-11-11 |
| EP3219411A4 (en) | 2019-03-27 |
| JP6804298B2 (ja) | 2020-12-23 |
| CN111702173A (zh) | 2020-09-25 |
| CN117484865A (zh) | 2024-02-02 |
| WO2016075802A1 (ja) | 2016-05-19 |
| JPWO2016075802A1 (ja) | 2017-08-24 |
| TWI705887B (zh) | 2020-10-01 |
| TW201630708A (zh) | 2016-09-01 |
| CN106922135B (zh) | 2020-07-14 |
| CN117484866A (zh) | 2024-02-02 |
| KR102280355B1 (ko) | 2021-07-21 |
| CN117429052A (zh) | 2024-01-23 |
| EP3219411A1 (en) | 2017-09-20 |
| US20240033853A1 (en) | 2024-02-01 |
| TWI760620B (zh) | 2022-04-11 |
| US20170304947A1 (en) | 2017-10-26 |
| TW201938354A (zh) | 2019-10-01 |
| CN106922135A (zh) | 2017-07-04 |
| CN111702173B (zh) | 2023-12-19 |
| CN111687415A (zh) | 2020-09-22 |
| CN111687416A (zh) | 2020-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102280355B1 (ko) | 조형 장치 및 조형 방법 | |
| CN111151750B (zh) | 造形装置及造形方法 | |
| JP7639843B2 (ja) | 造形装置及び造形方法 | |
| WO2018203362A1 (ja) | 加工装置及び加工方法 | |
| JP7468559B2 (ja) | 造形装置及び造形方法 | |
| JP2019151931A (ja) | 造形装置及び造形方法 | |
| JP6886422B2 (ja) | 造形装置及び造形方法 | |
| JP2019137071A (ja) | 造形装置及び造形方法 | |
| JP6886423B2 (ja) | 造形装置及び造形方法 | |
| HK1233580A1 (en) | Shaping device and shaping method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170608 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20191112 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20201026 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20210423 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20210716 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20210716 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20250619 Start annual number: 5 End annual number: 5 |