KR20170096167A - 스톡을 안내하기 위한 롤러 가이드 및 방법 - Google Patents
스톡을 안내하기 위한 롤러 가이드 및 방법 Download PDFInfo
- Publication number
- KR20170096167A KR20170096167A KR1020177019882A KR20177019882A KR20170096167A KR 20170096167 A KR20170096167 A KR 20170096167A KR 1020177019882 A KR1020177019882 A KR 1020177019882A KR 20177019882 A KR20177019882 A KR 20177019882A KR 20170096167 A KR20170096167 A KR 20170096167A
- Authority
- KR
- South Korea
- Prior art keywords
- stock
- guide
- guide rollers
- guiding
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/14—Guiding, positioning or aligning work
- B21B39/16—Guiding, positioning or aligning work immediately before entering or after leaving the pass
- B21B39/165—Guides or guide rollers for rods, bars, rounds, tubes ; Aligning guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/14—Guiding, positioning or aligning work
- B21B39/16—Guiding, positioning or aligning work immediately before entering or after leaving the pass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/16—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling wire rods, bars, merchant bars, rounds wire or material of like small cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2203/00—Auxiliary arrangements, devices or methods in combination with rolling mills or rolling methods
- B21B2203/18—Rolls or rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2273/00—Path parameters
- B21B2273/18—Presence of product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/04—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring thickness, width, diameter or other transverse dimensions of the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/08—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring roll-force
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Metal Extraction Processes (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
- Press Drives And Press Lines (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Description
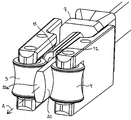
도 1은 제 1 포지션의 본 발명의 실시예에 따른 롤러 가이드의 개략도를 도시하며,
도 2는 제 2 포지션의 도 1의 롤러 가이드를 도시하며,
도 3은 제 3 포지션의 도 1의 롤러 가이드를 도시하며, 그리고
도 4는 제 4 포지션의 도 1의 롤러 가이드를 도시한다.
Claims (15)
- 스톡(stock)을 성형하기 위해 한 쌍의 롤들(rolls)을 향하여 길이 방향의 이송 방향(A)으로 스톡을 안내하기 위한 롤러 가이드(roller guide)(1)로서,
상기 롤러 가이드(1)는:
프레임 배열체(frame arrangement)(2),
상기 프레임 배열체(2) 상에 장착되는 한 쌍의 가이드 롤러들(guide rollers)(3, 4)─상기 가이드 롤러들은 폐쇄 포지션에서 상기 스톡의 반대쪽의 표면 부분들에 맞물리도록 구성되며, 상기 가이드 롤러들(3, 4)은 길이 방향의 이송 방향(A)에 대해 수직한, 평행한 회전축들(C3, C4)을 중심으로 회전가능함─, 및
상기 가이드 롤러들(3, 4) 사이의 측 방향 거리를 조절하기 위한 포지셔닝 수단(positioning means)을 포함하며,
상기 롤러 가이드는 상기 가이드 롤러들(3, 4)에 대해 스톡(20)의 피스의 길이 방향 포지션(longitudinal position)을 검출하도록 구성되는 검출 수단(13)을 더 포함하며, 그리고 상기 포지셔닝 수단은 상기 검출에 응답하여 상기 가이드 롤러들(3, 4) 사이의 측 방향 거리를 조절하도록 구성되는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향으로 스톡을 안내하기 위한 롤러 가이드(1).
- 제 1 항에 있어서,
상기 포지셔닝 수단은 폐쇄 포지션과 개방 포지션 사이에서 상기 가이드 롤러들(3, 4)을 이동시키도록 구성되며, 상기 가이드 롤러들(3, 4) 사이의 측 방향 거리는 상기 가이드 롤러들(3, 4) 사이의 상기 스톡의 자유로운 통과를 허용할 정도인,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향으로 스톡을 안내하기 위한 롤러 가이드(1).
- 제 2 항에 있어서,
상기 포지셔닝 수단은, 상기 스톡이 상기 가이드 롤러들(3, 4) 사이에서 검출되지 않을 때, 상기 가이드 롤러들(3, 4)을 개방 포지션으로 이동시키도록 구성되는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향으로 스톡을 안내하기 위한 롤러 가이드(1).
- 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 포지셔닝 수단은, 상기 스톡(20)의 피스의 제 1 단부가 상기 가이드 롤러들(3, 4) 사이를 통과하고 있는 것이 검출될 때, 상기 가이드 롤러들(3, 4)을 폐쇄 포지션으로 이동시키도록 구성되는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향으로 스톡을 안내하기 위한 롤러 가이드(1).
- 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 롤러 가이드(1)는 상기 가이드 롤러들(3, 4)을 향하여 상기 스톡을 안내하도록 구성되는 주요 안내 수단(9)을 더 포함하는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향으로 스톡을 안내하기 위한 롤러 가이드(1).
- 제 5 항에 있어서,
상기 주요 안내 수단(9)이 상기 가이드 롤러들(3, 4)을 향하여 상기 스톡을 안내하도록 구성되는 안내 포지션과 상기 주요 안내 수단이 상기 주요 안내 수단(9)을 통한 상기 스톡의 자유로운 통과를 허용하도록 구성되는 비-안내(non-guiding) 포지션 사이에서 주요 안내 수단(9)을 조절하기 위한 조절 수단(adjustment means)을 더 포함하는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향으로 스톡을 안내하기 위한 롤러 가이드(1).
- 제 6 항에 있어서,
상기 조절 수단은, 상기 스톡(20)의 피스가 상기 가이드 롤러들(3, 4) 사이에서 검출될 때, 상기 주요 안내 수단(9)을 상기 비-안내 포지션으로 조절하도록 구성되는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향으로 스톡을 안내하기 위한 롤러 가이드(1).
- 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 포지셔닝 수단은 기계식, 전기식, 유압식 또는 공압식 포지셔닝 수단의 형태인,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향으로 스톡을 안내하기 위한 롤러 가이드(1).
- 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 롤러 가이드(1)는 상기 롤러 가이드(1) 상에서 상기 스톡에 의해 적용된 힘을 감지하기 위한 감지 수단을 더 포함하는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향으로 스톡을 안내하기 위한 롤러 가이드(1).
- 제 9 항에 있어서,
상기 포지셔닝 수단은 상기 감지 수단에 의해 감지된 힘에 응답하여 상기 가이드 롤러들(3, 4)을 이동시키도록 구성되는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향으로 스톡을 안내하기 위한 롤러 가이드(1).
- 제 1 항 내지 제 10 항 중 어느 한 항에 있어서,
상기 스톡의 치수를 판정하기 위한 치수 측정 수단을 더 포함하는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향으로 스톡을 안내하기 위한 롤러 가이드(1).
- 스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향(A)으로 스톡을 안내하기 위한 방법으로서,
롤러 가이드(1)가 사용되며, 상기 롤러 가이드(1)는:
프레임 배열체(frame arrangement)(2),
상기 프레임 배열체(2) 상에 장착되는 한 쌍의 가이드 롤러들(guide rollers)(3, 4)을 포함하며, 상기 가이드 롤러들(3, 4)은 폐쇄 포지션에서 상기 스톡의 반대쪽의 표면 부분들에 맞물리도록 구성되며, 상기 가이드 롤러들(3, 4)은 길이 방향의 이송 방향(A)에 대해 수직한, 평행한 회전축들(C3, C4)을 중심으로 회전가능하며,
상기 방법은:
상기 가이드 롤러들(3, 4)에 대해 스톡(20)의 피스의 길이 방향 포지션을 검출하는 단계,
상기 검출에 응답하여, 상기 가이드 롤러들(3, 4) 사이의 측 방향 거리를 조절하는 단계를 포함하는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향(A)으로 스톡을 안내하기 위한 방법.
- 제 12 항에 있어서,
상기 스톡(20)의 피스가 상기 가이드 롤러들(3, 4) 사이에서 검출될 때, 상기 가이드 롤러들(3, 4) 사이의 상기 측 방향 거리는, 상기 가이드 롤러들(3, 4)이 상기 스톡의 상기 반대쪽의 표면 부분들에 맞물리도록 감소되는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향(A)으로 스톡을 안내하기 위한 방법.
- 제 12 또는 제 13 항에 있어서,
상기 스톡(20)의 피스가 상기 가이드 롤러들(3, 4) 사이에서 검출되지 않을 때, 상기 가이드 롤러들(3, 4) 사이의 상기 측 방향 거리는, 상기 가이드 롤러들(3, 4) 사이의 상기 스톡(20)의 피스의 제 1 단부(20a)의 자유로운 통과가 허용되도록 증가되는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향(A)으로 스톡을 안내하기 위한 방법.
- 제 12 항 내지 제 14 항 중 어느 한 항에 있어서,
상기 롤러 가이드는 상기 가이드 롤러들(3, 4)을 향하여 상기 스톡을 안내하도록 구성되는 주요 안내 수단(9)을 더 포함하며,
상기 방법은:
상기 스톡(20)의 피스의 길이 방향 포지션의 검출에 응답하여, 주요 안내 수단(9)이 상기 가이드 롤러들(3, 4)을 향하여 상기 스톡을 안내하도록 구성되는 안내 포지션과 상기 주요 안내 수단(9)이 상기 주요 안내 수단(9)을 통한 상기 스톡의 자유로운 통과를 허용하도록 구성되는 비-안내 포지션 사이에서 상기 주요 안내 수단(9)을 조절하는 단계를 더 포함하는,
스톡을 성형하기 위해 한 쌍의 롤들을 향하여 길이 방향의 이송 방향(A)으로 스톡을 안내하기 위한 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1451577A SE538558C2 (en) | 2014-12-18 | 2014-12-18 | A roller guide and a method for guiding stock |
| SE1451577-9 | 2014-12-18 | ||
| PCT/SE2015/050688 WO2016099370A1 (en) | 2014-12-18 | 2015-06-15 | A roller guide and a method for guiding stock |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170096167A true KR20170096167A (ko) | 2017-08-23 |
Family
ID=56127067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177019882A Ceased KR20170096167A (ko) | 2014-12-18 | 2015-06-15 | 스톡을 안내하기 위한 롤러 가이드 및 방법 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20170341118A1 (ko) |
| EP (1) | EP3233317B1 (ko) |
| JP (1) | JP2017538584A (ko) |
| KR (1) | KR20170096167A (ko) |
| CN (1) | CN107000004B (ko) |
| ES (1) | ES2804835T3 (ko) |
| PL (1) | PL3233317T3 (ko) |
| RU (1) | RU2695845C2 (ko) |
| SE (1) | SE538558C2 (ko) |
| WO (1) | WO2016099370A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE540328C2 (en) * | 2016-10-19 | 2018-06-26 | Morgaardshammar Ab | A guide roller assembly and a roller guide |
| CN109834119B (zh) * | 2019-04-02 | 2021-01-26 | 马鞍山钢铁股份有限公司 | 一种消除轧机导位磨损间隙的方法 |
| CN111659739A (zh) * | 2020-07-08 | 2020-09-15 | 山东钢铁股份有限公司 | 一种棒材轧机组件、棒材轧制系统和棒材轧制方法 |
| US11701694B2 (en) * | 2021-06-11 | 2023-07-18 | Primetals Technologies USA LLC | Automated calibration and realtime communication of data, problems, damage, manipulation, and failure from a network of battery powered smart guide nodes within a rolling mill |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU498996A1 (ru) * | 1974-09-23 | 1976-01-15 | Магнитогорский горно-металлургический институт им. Г.И.Носова | Роликовый проводковый стол с регулируемым рассто нием между роликами |
| JPS589709A (ja) * | 1981-07-10 | 1983-01-20 | Sumitomo Metal Ind Ltd | 棒材ミルのガイド制御装置 |
| JPS6040933B2 (ja) * | 1981-11-04 | 1985-09-13 | 新日本製鐵株式会社 | 圧延線棒材誘導方法 |
| JPS58147604A (ja) * | 1982-02-26 | 1983-09-02 | Nippon Steel Corp | 棒線材直径検査及び寸法制御方法 |
| DE8523750U1 (de) * | 1985-08-19 | 1985-10-10 | Badische Stahl-Engineering GmbH, 7640 Kehl | Rollenführung, insbesondere für Knüppel, Stab- und Drahtwalzgerüste |
| SU1378972A1 (ru) * | 1986-05-20 | 1988-03-07 | Днепродзержинский Индустриальный Институт Им.М.И.Арсеничева | Вводна роликова коробка прокатной клети |
| SU1449846A1 (ru) * | 1986-05-20 | 1989-01-07 | Специальное Конструкторско-Технологическое Бюро Львовского Объединения "Ювелирпром" | Устройство дл отбраковки дефектных изделий |
| JPH0729138B2 (ja) * | 1991-06-12 | 1995-04-05 | 新日本製鐵株式会社 | 圧延材誘導方法及び入口ローラガイド |
| JPH0771685B2 (ja) * | 1991-11-06 | 1995-08-02 | 寿産業株式会社 | 圧延線棒材の誘導案内装置の制御方法及び制御装置 |
| JP2657737B2 (ja) * | 1992-08-04 | 1997-09-24 | 寿産業株式会社 | 圧延材誘導方法およびローラガイド装置 |
| JPH0716698B2 (ja) * | 1993-02-16 | 1995-03-01 | 寿産業株式会社 | 圧延鋼材の誘導案内方法及び誘導案内装置 |
| JPH0771687B2 (ja) * | 1993-04-19 | 1995-08-02 | 寿産業株式会社 | ローラガイドの圧延材誘導方法 |
| JP3017633B2 (ja) * | 1993-12-06 | 2000-03-13 | 寿産業株式会社 | ローラガイドの圧延材誘導方法 |
| IT1280165B1 (it) * | 1995-05-04 | 1998-01-05 | Danieli Off Mecc | Procedimento di regolazione automatica dei rulli di guida laminato e relativo dispositivo |
| US5937689A (en) * | 1997-11-10 | 1999-08-17 | Fabris; Mario | Triple roller entry guide |
| JP4291479B2 (ja) * | 1999-03-11 | 2009-07-08 | 寿産業株式会社 | ローラーガイドによる圧延方法 |
| JP3905666B2 (ja) * | 1999-04-28 | 2007-04-18 | 大阪製鐵株式会社 | 入口ローラガイド装置 |
| TW522058B (en) * | 1999-05-03 | 2003-03-01 | Morgan Construction Co | Adjustable monitoring guide |
| DE10143617A1 (de) * | 2001-09-06 | 2003-03-27 | Sms Meer Gmbh | Rollenführung für die Drahtführung zwischen den Fertiggerüsten von Drahtwalzstraßen |
| EP2014380A1 (fr) * | 2007-06-11 | 2009-01-14 | ArcelorMittal France | Procédé de laminage d'une bande métallique avec régulation de sa position latérale d'une bande et laminoir adapté |
| MX2011013099A (es) * | 2009-06-23 | 2012-01-27 | Sms Siemag Ag | Dispositivo y procedimiento para el procesamiento de un desbaste. |
| JP5503944B2 (ja) * | 2009-11-02 | 2014-05-28 | 寿産業株式会社 | ローラーガイドによる圧延材の倒れ検出方法及び検出装置 |
| CN201848435U (zh) * | 2010-09-19 | 2011-06-01 | 合肥东方冶金设备有限公司 | 滚动导卫总成精确定位安装的限位装置 |
| CN202290792U (zh) * | 2011-10-10 | 2012-07-04 | 合肥市百胜科技发展股份有限公司 | 一种滚动进口导卫 |
| DE102012224505A1 (de) * | 2012-12-28 | 2014-07-03 | Sms Siemag Aktiengesellschaft | Vorrichtung und Verfahren zum seitlichen Führen eines Walz- oder Gießerzeugnisses auf einer Transportstraße |
| US20150298187A1 (en) * | 2014-04-17 | 2015-10-22 | Siemens Industry, Inc. | Automatic guide adjustment from feedback of rolling parameters |
-
2014
- 2014-12-18 SE SE1451577A patent/SE538558C2/en unknown
-
2015
- 2015-06-15 WO PCT/SE2015/050688 patent/WO2016099370A1/en not_active Ceased
- 2015-06-15 EP EP15870447.8A patent/EP3233317B1/en active Active
- 2015-06-15 JP JP2017522541A patent/JP2017538584A/ja active Pending
- 2015-06-15 RU RU2017125314A patent/RU2695845C2/ru active
- 2015-06-15 PL PL15870447T patent/PL3233317T3/pl unknown
- 2015-06-15 ES ES15870447T patent/ES2804835T3/es active Active
- 2015-06-15 KR KR1020177019882A patent/KR20170096167A/ko not_active Ceased
- 2015-06-15 CN CN201580068070.3A patent/CN107000004B/zh active Active
- 2015-06-15 US US15/537,102 patent/US20170341118A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP3233317A1 (en) | 2017-10-25 |
| JP2017538584A (ja) | 2017-12-28 |
| SE1451577A1 (en) | 2016-06-19 |
| EP3233317A4 (en) | 2018-07-18 |
| ES2804835T3 (es) | 2021-02-09 |
| RU2017125314A (ru) | 2019-01-18 |
| SE538558C2 (en) | 2016-09-20 |
| WO2016099370A1 (en) | 2016-06-23 |
| US20170341118A1 (en) | 2017-11-30 |
| PL3233317T3 (pl) | 2020-09-21 |
| EP3233317B1 (en) | 2020-04-15 |
| RU2695845C2 (ru) | 2019-07-29 |
| CN107000004A (zh) | 2017-08-01 |
| CN107000004B (zh) | 2019-12-10 |
| RU2017125314A3 (ko) | 2019-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105188973B (zh) | 用于侧面引导在运输线上的轧制或铸造产品的装置和方法 | |
| EP3233317B1 (en) | A roller guide and a method for guiding stock | |
| US20090116041A1 (en) | Device for measuring the width and/or the position of a metal strip or slab | |
| CA2765269C (en) | Method and device for processing a slab | |
| KR100775232B1 (ko) | 열연 조압연 공정의 사이드 가이드 장치 및 이를 이용한압연소재 가이드방법 | |
| US8616035B2 (en) | Method for controlling lateral guiding devices for a metal strip | |
| AU764476B2 (en) | Adjustable monitoring guide | |
| CN102089092A (zh) | 纵向引导轧件尤其是热轧带钢的方法以及用于执行该方法的热轧机 | |
| WO2013004715A1 (en) | Device and method for a shear | |
| US7374072B2 (en) | Slide adjustable assembly for monitoring widthwise travel of an uncoiling steel band through a feeder system associated with a progressive die | |
| KR101411865B1 (ko) | 소재 형상 측정장치 | |
| US6519990B1 (en) | Method and a device for controlling a rolling mill | |
| CN115103727B (zh) | 用于自动校准立式轧机机架的立式辊子的方法以及用于执行该方法的校准装置 | |
| KR101443102B1 (ko) | 소재 만곡 조정장치 | |
| KR101442890B1 (ko) | 롤 스큐 제어장치 및 그 방법 | |
| KR102718026B1 (ko) | 주행하는 금속 스트립의 측면 스트립 윤곽 또는 스트립 에지의 위치를 검출하기 위한 방법 및 장치 | |
| KR20090009994U (ko) | 코일 박스의 바 코일 가이드장치 | |
| CN206382332U (zh) | 安装有带材自动对中装置的四辊可逆轧机 | |
| JP3017633B2 (ja) | ローラガイドの圧延材誘導方法 | |
| KR20170021504A (ko) | 피드롤러유닛 | |
| KR100761740B1 (ko) | 스트립 센터링장치 | |
| KR20170012641A (ko) | 핀치롤 장치 및 이를 포함하는 스트립 권취 설비 | |
| CZ20031336A3 (cs) | Způsob ověřování seřízení rovnačky pro rovnání při působení tahu, a zařízení pro seřizování rovnačky | |
| KR20160077323A (ko) | 선재 치수 측정장치 및 이를 포함하는 압연시스템 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170717 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20200520 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20210513 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20211021 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20210513 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |