KR20170129167A - 제1튜브 부재와 제2부재를 영구 접합하기 위한 용접 어셈블리 - Google Patents
제1튜브 부재와 제2부재를 영구 접합하기 위한 용접 어셈블리 Download PDFInfo
- Publication number
- KR20170129167A KR20170129167A KR1020177027444A KR20177027444A KR20170129167A KR 20170129167 A KR20170129167 A KR 20170129167A KR 1020177027444 A KR1020177027444 A KR 1020177027444A KR 20177027444 A KR20177027444 A KR 20177027444A KR 20170129167 A KR20170129167 A KR 20170129167A
- Authority
- KR
- South Korea
- Prior art keywords
- tube
- module
- assembly
- carrier ring
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0276—Carriages for supporting the welding or cutting element for working on or in tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0211—Carriages for supporting the welding or cutting element travelling on a guide member, e.g. rail, track
- B23K37/0217—Carriages for supporting the welding or cutting element travelling on a guide member, e.g. rail, track the guide member being fixed to the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0241—Attachments between the welding or cutting element and the carriage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0252—Steering means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0282—Carriages forming part of a welding unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/053—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work aligning cylindrical work; Clamping devices therefor
- B23K37/0533—External pipe alignment clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/032—Seam welding; Backing means; Inserts for three-dimensional [3D] seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/173—Arc welding or cutting making use of shielding gas and of a consumable electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
- B23K9/327—Means for transporting supplies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- B23K2201/04—
-
- B23K2203/04—
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Manipulator (AREA)
- Arc Welding In General (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
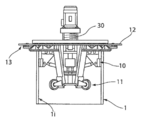
도 1은 본 발명에 따라 설계된 용접 어셈블리의 전체 투시도이다.
도 2a는 용접 어셈블리가 소구경을 가진 튜브 조인트 내에 배치된 모습을 도시한다.
도 2b는 용접 어셈블리가 대구경을 가진 튜브 조인트 내에 배치된 모습을 도시한다.
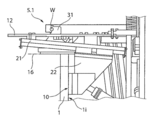
도 3a는 클램핑 모듈이 튜브 내벽과 해제 위치에 있는 모습을 도시한다.
도 3b는 클램핑 모듈이 튜브 내벽과 결합 위치에 있는 모습을 도시한다.
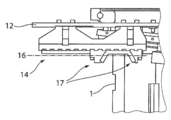
도 4a는 클램핑 모듈의 상세도를 도시하며, 지지 플랫폼의 하부에 대한 사시도이다.
도 4b는 클램핑 모듈의 지지 플랫폼에 대한 부분 종단면도이다.
도 4c는 클램핑 모듈의 지지 플랫폼에 대한 사시도이다.
도 4d는 클램핑 모듈의 지지 플랫폼에 대한 보다 상세한 부분 종단면도이다.
도 5a는 클램핑 모듈에 대한 정면도를 도시한다.
도 5b는 클램핑 모듈의 부분 확대 사시도이다.
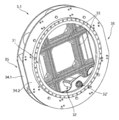
도 6은 캐리어 링 모듈을 도시한다.
도 7a는 선형 프레임을 도시한다.
도 7b는 유지 장치를 도시한다.
도7c는 프레임을 구비한 유지 장치에 대한 단면도이다.
도 8은 지지 구조체 상에 공급 모듈이 장착된 상태의 용접 어셈블리를 도시한다.
2 제2부재, 베이스 튜브(base tube)
3 3차원 교차 곡선
4 용접 어셈블리(Welding assembly)
5 고정 어셈블리
5.1 캐리어 링 모듈(Carrier ring module)
5.2 클램핑 모듈(Clamping module)
6 용접 툴(Welding tool)
7 매니퓰레이터 유닛(Manipulator unit)
8 선형 프레임(Linear frame)
9 보유 장치
10 마찰 부재
11 가이드 롤러
12 지지 플랫폼
13 지지 플랫폼의 하부
14 완충 부재
15 절연 부재
16 지지면
17 스페이서(Spacer)
18 지지 스트럿(Supporting strut)
19 커넥터 플레이트
20 마찰 부재 어셈블리
21 가이드 레일
22 캐리지
23 연결 링크(Coupling link)
23H 슬리브(Sleeve)
23B1 눈을 가진 볼트(Bolt with eye)
23B2 눈을 가진 볼트
24 스핀들 너트(Spindle nut)
25 스핀들(Spindle)
26 구동 모터
27 모터 플레이트
27' 유지 프레임(Holding frame)
27" 볼 부싱(Ball bushing)
28 가이드 로드(Guide rod)
29 베이스 플레이트(base plate)
30 기계식 에너지 저장 장치, 플레이트 스프링 어셈블리(plate spring assembly)
31 링 세그먼트(Ring segment)
32 서보 모터
32' 구동휠(Drive wheel)
33 스트럿 구조체(Strut structure)
34.1,34.2 캐리어 링(Carrier ring)
35 접촉부
36 종방향 스트럿
37 트러스 구조(Truss structure)
38 액츄에이터(Actuator)
39 스핀들
39' 스핀들 너트
40 반-개방식 볼 부싱
41 공급 라인
42 공급 장치
43 공급 모듈
44 지지 구조체
45 모듈 지지체
46.1,46.2 제어 유닛
47.1, 47.2 저장 유닛, 용접 와이어 공급
48 외부 케이블 공급장치
49 슬립 링 어셈블리(Slip ring assembly)
50 프로세스 가스 공급장치
51 커넥터 라인
52 서스펜션 시스템
53 편향 롤러
54 센서 유닛
W 롤러 베어링
1i 튜브 내벽
1R 튜브 종축선
D 회전축
RD 튜브 커넥터 직경
Claims (18)
- 제1튜브 부재(1)와 제2부재(2)가 접촉하고 있는 2차원 또는 3차원 교차 곡선(3)을 따라 이들 두 부재(1, 2)를 영구 접합하기 위한 용접 어셈블리에 있어서, 상기 어셈블리는:
교차 곡선(3)으로부터 대향 이격된 제1부재의 튜브 단부 상에 착탈식으로 견고하게 결합되는 고정 어셈블리(5); 및 제1부재(1)에 제공된 튜브의 종축선(1R)을 중심으로 피봇(pivot) 가능하도록 고정 어셈블리(5)에 간접 또는 직접 장착되고 자유롭게 위치설정 가능한 매니퓰레이터 단부를 갖는 매니퓰레이터 유닛(7); 및 자유롭게 위치설정 가능한 매니퓰레이터 단부에 부착되는 용접 툴(6)을 포함하고,
고정 어셈블리(5)는 그 단부가 제1부재(1)의 튜브 단부 안으로 적어도 부분적으로 및 축선 방향으로 삽입될 수 있는 클램핑 모듈(5.2)을 포함하며, 클램핑 모듈은 제1튜브 부재에 제공된 튜브 내벽(1i)뿐만 아니라 클램핑 모듈(5.2)에 회전 가능하게 부착되는 캐리어 링 모듈(5.1)에 착탈 가능하게 고정 결합되도록 디자인되고, 클램핑 모듈(5.2)이 결합된 상태에서 제1부재(1)의 튜브 단부를 넘어서 축선 방향으로 연장되도록 구성되며, 캐리어 링 모듈(5.1)이 튜브 종축선(1R)을 중심으로 회전 구동할 수 있도록 서보 모터(32)와 작동 연결됨으로써 캐리어 링 모듈(5.1)이 튜브 종축선(1R)을 중심으로 연속적으로 회전하도록 장착되고, 적어도 하나의 선형 프레임(8)이 캐리어 링 모듈(5.1)에 부착되며, 프레임은 액츄에이터(38)에 의해 튜브 종축선(1R)에 대해 양방향으로 및 평행하게 이동될 수 있도록 장착되고,
매니퓰레이터 유닛(7)은 수직 다관절 로봇 형태의 6축 개방형 기구학적 체인이고, 프레임(8)의 일 단부에 부착되며,
제어 유닛, 전기 에너지 공급 유닛, 용접 와이어 및 프로세스 가스를 포함하는 용접 프로세스와 관련된 재료를 위한 적어도 하나의 저장 유닛 중 적어도 하나의 부재가 부착된 공급 모듈이 제공되고,
적어도 하나의 부재는 연결 라인을 통해 용접 툴에 연결되며,
공급 모듈은 튜브 종축선에 대한 용접 툴의 이동과 동시에 회전 운동을 수행하도록 회전 가능하게 장착됨으로써 튜브 종축선에 대해 용접 툴의 무한 회전을 허용하도록 구성되며,
공급 모듈은 적어도 하나의 평면을 따라 용접 어셈블리와 별도로 구성된 지지 구조체에 자유롭게 위치설정 가능하도록 관절식으로 연결되거나, 또는 또는 공급 모듈은 회전 고정식으로 캐리어 링 모듈에 연결되는 용접 어셈블리. - 제1항에 있어서,
클램핑 모듈(5.2)은 지지 플랫폼(12)에 제공된 지지면(16)을 따라 제1부재(1)의 축선 방향 전방 튜브 단부 상에 직접 또는 간접적으로 지지되는 지지 플랫폼(12)을 갖는 것을 특징으로 하는 용접 어셈블리. - 제1항에 있어서,
적어도 3개의 마찰 부재 어셈블리(20)가 지지 플랫폼(12) 상에 직접 또는 간접적으로 배치되고, 각 마찰 부재 어셈블리는 클램핑 모듈(5.2)이 결합된 상태에서, 지지면(16)에 직각으로 배향되고 제1부재(1)의 튜브 종축선(1R)과 일치하는 축선(A)에 대해 적어도 반경 방향으로 이동 가능하며, 상기 축선(A) 주위에 등거리로 배치되고, 액츄에이터에 의해 마찰 부재 어셈블리(20)가 각각 축선(A)으로부터 제1반경 방향 거리에 배치되는 제1위치로부터 마찰 부재 어셈블리(20)가 각각 상기 축선(A)으로부터 제1거리보다 큰 제2거리에 배치되는 제2위치로 변위됨으로써, 마찰 부재 어셈블리(20)가 각각 튜브 내 측벽(1i)과 비적극적 마찰식 잠김 연결부를 형성하는 것을 특징으로 하는 용접 어셈블리. - 제2항 또는 제3항에 있어서,
지지 플랫폼(12)은 회전 가능하고 제1부재(1)와 대향하는 하부를 가지며, 하부에는 적어도 3개의 완충 부재(14)가 축선(A)을 중심으로 등거리로 배열되고, 각 완충 부재는 적어도 일부 섹션을 따라 전기 절연 부재(15)가 부착되는 반경 방향 연장부를 가지며, 적어도 3개의 완충 부재(14)에 배치된 전기 절연 부재(15)는 지지면(16)을 신장시키도록 구성되는 것을 특징으로 하는 용접 어셈블리. - 제3항 또는 제4항에 있어서,
적어도 3개의 마찰 부재 어셈블리(20)는 각각 지지 플랫폼(12)에 직접 또는 간접적으로 부착된 선형 가이드 레일(21)을 가지며, 튜브 내벽(1i)과 결합 가능한 마찰 부재(10)를 갖는 적어도 하나의 캐리지(22)가 상기 레일을 따라 양방향으로 변위 가능하게 장착되고, 적어도 3개의 마찰 부재 어셈블리(20)의 캐리지(22)는 각각 연결 링크(23)를 통해 지지 플랫폼(12)에 보강된 공통 액츄에이터 유닛과 작동적으로 연결되는 것을 특징으로 하는 용접 어셈블리. - 제5항에 있어서,
마찰 부재 어셈블리(20)의 가이드 레일(21)은 축선 방향으로 돌출된 축선(A)에 대해 반경 방향으로 지지 플랫폼(12) 쪽을 향해 배향되고 지지면(16)에 대해 경사지게 배치됨으로써, 클램핑 모듈(5.2)이 결합 상태에 있을 때 마찰 부재들(10)과 튜브 내벽(1i) 사이에서, 클램핑 모듈(5.2)을 축선 방향으로 고정하는 반경방향 작용 유지력 및 클램핑 모듈(5.2)을 제1부재(1) 쪽으로 잡아당기는 축선방향 작용 인장력이 모두 유효하도록 구성되는 것을 특징으로 하는 용접 어셈블리. - 제6항에 있어서,
가이드 레일(21)은 지지면에 대해 소정의 각도(α)로 각각 경사지고, 이때 0°<α≤10°인 것을 특징으로 하는 용접 어셈블리. - 제5항 내지 제7항에 있어서,
공통 액츄에이터 유닛은 축선(A)을 따라 배향된 효과적인 작동 방향을 갖는 선형 액추에이터이고, 이를 따라 양방향으로 변위 가능한 최종 제어 부재(24)가 제공되며, 제어 부재는 마찰 부재 어셈블리(20)의 연결 링크(23)와 작동적으로 연결되는 것을 특징으로 하는 용접 어셈블리. - 제6항 및 제8항에 있어서,
기계적 에너지 저장 유닛(30)은 효과적인 작동 방향을 따라 선형 액추에이터와 작동적으로 연결되고, 클램핑 모듈(5.2)을 제1부재(1) 쪽을 향해 축선 방향으로 잡아당기는 축선 방향 작용 인장력을 지지하는 적어도 하나의 힘을 발휘할 수 있도록 구성되는 것을 특징으로 하는 용접 어셈블리. - 제8항 또는 제9항에 있어서,
선형 액추에이터는 기계적 에너지 저장 유닛(30)을 통해 지지 플랫폼(12)과 작동적으로 연결되는 구동 모터(26)를 구비하고, 구동 모터(26)는 스핀들 너트(24)와 결합되고 축선(A)을 따라 배향된 스핀들(25)과 연결되며, 스핀들은 적어도 3개의 마찰 부재 어셈블리(20)의 연결 링크(23)와 연결되는 것을 특징으로 하는 용접 어셈블리. - 제10항에 있어서,
기계적 에너지 저장 유닛(30)은 구동 모터(26)와 지지 플랫폼(12) 사이에 배치된 스프링 어셈블리이고, 구동 모터(26)는 지지 플랫폼(12)에 대해 축선 방향으로 이동 가능하도록 장착됨으로써, 클램핑 모듈(5.2)이 결합 상태에 있을 때 스프링 어셈블리(30)가 액추에이터의 작동 방향으로 인장력을 발휘하도록 구성되는 것을 특징으로 하는 용접 어셈블리. - 제2항 내지 제11항 중 어느 한 항에 있어서,
클램핑 모듈(5.2)을 넘어 축선 방향으로 돌출하는 프레임 구조체가 지지 플랫폼(12) 상에 배치되고, 적어도 3개의 가이드 롤러(11)가 지지 플랫폼(12)에 대향하는 프레임 구조체의 단부에 부착되며, 상기 롤러는 클램핑 모듈(5.2)이 제1튜브 부재(1) 내로 신뢰성 있게 도입되도록 지지하는 것을 특징으로 하는 용접 어셈블리. - 제2항 내지 제11항 중 어느 한 항에 있어서,
캐리어 링 모듈(5.1)은 지지 플랫폼(12)에 연결되고 축선(A)을 중심으로 회전할 수 없는 적어도 하나의 캐리어 링(34.2)을 가지며, 그 링 내측에 캐리어 링(34.2)에 대해 회전 가능하게 제공되고, 캐리어 링(34.2)에 고정 제공된 서보 모터(32)와 직접 또는 간접적으로 결합하는 내부 링(31)을 구비하는 것을 특징으로 하는 용접 어셈블리. - 제1항 내지 제13항 중 어느 한 항에 있어서,
적어도 하나의 선형 프레임(8)은 캐리어 링 모듈(5.1)에 반경 방향 외측으로 부착되고, 캐리어 링 모듈과 함께 튜브 종축선(1R)을 중심으로 회전할 수 있는 것을 특징으로 하는 용접 어셈블리. - 제1항 내지 제14항 중 어느 한 항에 있어서,
센서 유닛(54)이 매니퓰레이터 유닛(7)의 자유롭게 위치설정 가능한 매니퓰레이터 단부 상에 제공됨으로써, 용접에 의해 충진되어야 할 교차 곡선을 따라 중공층 또는 그루브형 리세스의 형상 및/또는 크기의 비접촉식 검출을 가능하게 하는 것을 특징으로 하는 용접 어셈블리. - 제1항 내지 제15항 중 어느 한 항에 있어서,
용접 조립체와 별도로 제공된 공급 모듈은 서스펜션 시스템을 통해 관절식으로 개별 지지 구조체에 연결됨으로써, 공급 모듈의 수직 및 수평 위치 설정 뿐만 아니라 수직축에 대한 회전까지 가능한 것을 특징으로 하는 용접 어셈블리. - 제1항 내지 제16항 중 어느 한 항에 있어서,
슬립 링 커플링(slip ring coupling)이 용접 어셈블리와 별도로 제공된 공급 모듈 상에 제공됨으로써 에너지 공급을 보장하고, 외부 케이블 공급장치가 그와 결합되는 것을 특징으로 하는 용접 어셈블리. - 제17항에 있어서,
유체 기밀식 슬립 링 커플링이 용접 어셈블리와 별도로 제공된 공급 모듈 상에 제공되고, 외부 프로세스 가스 공급 장치가 그와 결합되는 것을 특징으로 하는 용접 어셈블리.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015206044.6A DE102015206044A1 (de) | 2015-04-02 | 2015-04-02 | Schweißanordnung zum dauerhaften Fügen eines ersten rohrförmigen Bauteils mit einem zweiten Bauteil |
| DE102015206044.6 | 2015-04-02 | ||
| PCT/EP2016/055623 WO2016156039A1 (de) | 2015-04-02 | 2016-03-16 | SCHWEIßANORDNUNG ZUM DAUERHAFTEN FÜGEN EINES ERSTEN ROHRFÖRMIGEN BAUTEILS MIT EINEM ZWEITEN BAUTEIL |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170129167A true KR20170129167A (ko) | 2017-11-24 |
| KR102375359B1 KR102375359B1 (ko) | 2022-03-16 |
Family
ID=55588241
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177027444A Expired - Fee Related KR102375359B1 (ko) | 2015-04-02 | 2016-03-16 | 제1튜브 부재와 제2부재를 영구 접합하기 위한 용접 어셈블리 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10646967B2 (ko) |
| EP (1) | EP3277457B1 (ko) |
| JP (1) | JP6698688B2 (ko) |
| KR (1) | KR102375359B1 (ko) |
| CN (1) | CN107466260B (ko) |
| DE (1) | DE102015206044A1 (ko) |
| DK (1) | DK3277457T3 (ko) |
| ES (1) | ES2740149T3 (ko) |
| HR (1) | HRP20191595T1 (ko) |
| PT (1) | PT3277457T (ko) |
| WO (1) | WO2016156039A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102161649B1 (ko) * | 2019-05-21 | 2020-10-05 | 두산중공업 주식회사 | 3차원 타원형 곡면부 자동 용접장치 |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016216388A1 (de) | 2016-08-31 | 2018-03-01 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | System und Verfahren zum Trennen eines rohrförmigen Bauteils |
| CN106425218B (zh) * | 2016-10-21 | 2018-06-26 | 成都国光电气股份有限公司 | 一种电子枪壳和排气管焊接夹具 |
| CN106736183A (zh) * | 2017-01-18 | 2017-05-31 | 成都国光电气股份有限公司 | 一种电子枪壳和排气管焊接夹具 |
| DE102017211359A1 (de) * | 2017-07-04 | 2019-01-10 | Robert Bosch Gmbh | Mobiler Schweißroboter |
| CN108044276B (zh) * | 2018-01-10 | 2024-05-17 | 南昌大学 | 一种用于两贯交圆柱焊接的机器人装置 |
| FI128459B (fi) * | 2018-03-02 | 2020-05-29 | Leo Larikka | Laite putkihaarojen ja -jatkeiden hitsaamiseksi |
| CN108544117B (zh) * | 2018-07-04 | 2019-10-15 | 中国原子能科学研究院 | 一种超导回旋加速器真空室不同壁厚焊接部位的焊接方法 |
| GB2576558A (en) * | 2018-08-23 | 2020-02-26 | Oil States Ind Uk Ltd | Jig assembly and method of use thereof |
| CN109014685B (zh) * | 2018-09-27 | 2023-09-12 | 上海永乾机电有限公司 | 一种车身柔性装配作业岛 |
| FR3086568B1 (fr) * | 2018-10-02 | 2022-07-22 | Serimax Holdings | Dispositif interieur de serrage et de soudage |
| CN109483568B (zh) * | 2018-11-21 | 2022-02-11 | 南通理工学院 | 一种管道外壁自动探伤、碳刨与焊接机器人 |
| CN110587169B (zh) * | 2019-07-26 | 2021-07-27 | 浙江工业大学 | 一种boss头修复焊接装置及修复焊接方法 |
| US11858062B2 (en) * | 2019-07-31 | 2024-01-02 | Fusematic Corporation | Multi-position clamp for friction welding operations |
| CN110385472A (zh) * | 2019-08-04 | 2019-10-29 | 成都工业学院 | 一种便携式表面精加工设备 |
| CN111037165B (zh) * | 2019-12-31 | 2024-09-06 | 刘薛强 | 一种全自动焊接机 |
| CN111889961B (zh) * | 2020-08-24 | 2024-07-19 | 厦门雅焊达自动化科技有限公司 | 一种内孔同轴扩张工装 |
| CN112077523B (zh) * | 2020-09-20 | 2022-06-21 | 武汉华特电气设备有限公司 | 一种变压器联管焊接角度定位工具 |
| CN112317979A (zh) * | 2020-09-25 | 2021-02-05 | 中国二十二冶集团有限公司 | 管桁架多管焊接方法 |
| CN112548373B (zh) * | 2020-11-25 | 2022-08-26 | 宣城协盈汽车零部件科技有限公司 | 一种汽车减振器用激光焊接辅助装置 |
| CN112518188B (zh) * | 2020-12-09 | 2022-06-14 | 南昌大学 | 一种新型管道插接相贯线焊缝焊接机器人装置 |
| CN112975235B (zh) * | 2021-01-22 | 2022-10-04 | 武汉船用机械有限责任公司 | 左舷缸体的制造方法 |
| CN112918637A (zh) * | 2021-03-12 | 2021-06-08 | 上海外高桥造船有限公司 | 一种船用锚链筒施工平台 |
| CN113231775A (zh) * | 2021-04-21 | 2021-08-10 | 中国水电四局(兰州)机械装备有限公司 | 一种压力钢管加劲环安装固定装置 |
| FR3125241B1 (fr) * | 2021-07-16 | 2023-06-16 | Faurecia Systemes Dechappement | Procédé pour améliorer la répétabilité d’un soudage |
| CN113977963B (zh) * | 2021-12-02 | 2022-11-29 | 山东润德复合材料有限公司 | 一种基于土工格栅的焊接装置 |
| CN114289956B (zh) * | 2022-02-18 | 2026-01-23 | 鑫磊压缩机股份有限公司 | 一种活塞机储气罐配件正面焊接夹具及设备 |
| CN114713986B (zh) * | 2022-06-08 | 2022-08-19 | 中铁城建集团第一工程有限公司 | 一种钢管内自动焊接设备 |
| CN115091108B (zh) * | 2022-08-25 | 2022-11-15 | 四川同胜绿建科技有限公司 | 一种建筑钢结构焊接固定装置及焊接方法 |
| CN115365626A (zh) * | 2022-10-24 | 2022-11-22 | 深圳市海纳鑫信息科技有限公司 | 用于智能机器人的等离子焊接系统 |
| CN116021199B (zh) * | 2023-02-14 | 2023-05-30 | 成都迈特利尔科技有限公司 | 钛板组坯焊接生产线及其压焊方法 |
| CN116713663B (zh) * | 2023-04-28 | 2025-09-30 | 成都阿朗科技有限责任公司 | 一种回转装置、岔管焊接设备及岔管焊接方法 |
| CN116689968B (zh) * | 2023-08-09 | 2023-10-20 | 西安航宇动力控制科技有限公司 | 一种耐高压壳体用焊接装置 |
| CN117066770B (zh) * | 2023-10-16 | 2024-01-02 | 烟台兴隆压力容器制造有限公司 | 一种压力容器储气罐焊接装置 |
| KR102915956B1 (ko) | 2024-04-17 | 2026-01-20 | 한국로봇융합연구원 | 3차원 오비탈 용접로봇 |
| CN118595721B (zh) * | 2024-07-31 | 2025-02-07 | 山东博远重工有限公司 | 挂篮滴水槽焊接装置 |
| CN118595743B (zh) * | 2024-08-01 | 2024-12-13 | 广东中微微通换热设备有限公司 | 一种空调制冷管焊接定位工装 |
| CN118752172B (zh) * | 2024-09-06 | 2025-02-21 | 河南斯凯特汽车技术有限公司 | 一种汽车管路支路防错焊预焊设备 |
| CN120170367B (zh) * | 2025-05-21 | 2025-08-15 | 捷安特(昆山)有限公司 | 管件焊接工位、管件生产方法及中管和五通管焊接总成 |
| CN121132175B (zh) * | 2025-11-18 | 2026-03-27 | 四川省交通建设集团有限责任公司 | 一种建筑墙板龙骨焊接装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59150675A (ja) * | 1983-02-16 | 1984-08-28 | Matsushita Electric Ind Co Ltd | 枝管自動溶接装置 |
| JPH091328A (ja) * | 1995-06-15 | 1997-01-07 | Ishikawajima Harima Heavy Ind Co Ltd | 立上げ管の溶接方法及びその装置 |
| JP2014144467A (ja) * | 2013-01-29 | 2014-08-14 | Hitachi-Ge Nuclear Energy Ltd | 配管溶接支援装置および配管溶接方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2780194A (en) * | 1952-07-11 | 1957-02-05 | Smith Corp A O | Internal back-up clamp for girth welding |
| JPS519037A (en) * | 1974-07-13 | 1976-01-24 | Nippon Kokan Kk | Uraateganetsukikanshindashikenkyoseisochi |
| DE3005153A1 (de) | 1980-02-08 | 1981-08-13 | Mannesmann AG, 4000 Düsseldorf | Verfahren zum anschweissen von abzweigstutzen an rohre oder zylindrische behaelter |
| JPS5752566A (en) * | 1980-09-16 | 1982-03-29 | Kobe Steel Ltd | Narrow gap welding method |
| DE3109618A1 (de) | 1981-03-13 | 1982-10-14 | Klöckner-Werke AG, 4100 Duisburg | Verfahren und vorrichtung zum verschweissen von zwei laengs ihrer raeumlichen durchdringungskurve miteinander zu verschweissenden hohlkoerpern |
| JPS57195583A (en) * | 1981-05-28 | 1982-12-01 | Matsushita Electric Ind Co Ltd | Automatic welding device for branch pipe |
| DE3313230C2 (de) | 1983-04-13 | 1987-03-05 | Deuzer Maschinenfabrik GmbH, 5902 Netphen | Verfahren zum automatischen Anschweißen von Stutzen an Elemente mit gekrümmten Außenflächen |
| FR2549406B1 (fr) | 1983-07-22 | 1986-12-26 | Havre Chantiers | Procede et machines pour souder ou decouper automatiquement la jonction entre un tube principal et un tube secondaire en derivation |
| JPS60203370A (ja) | 1984-03-27 | 1985-10-14 | Toshiba Corp | 管体の自動溶接装置 |
| JPH0647537A (ja) * | 1992-07-29 | 1994-02-22 | Ishikawajima Harima Heavy Ind Co Ltd | 管台の自動溶接方法 |
| JPH0788690A (ja) * | 1993-09-20 | 1995-04-04 | Japan Steel & Tube Constr Co Ltd | 位置決め治具 |
| US5515589A (en) * | 1994-12-27 | 1996-05-14 | General Electric Company | In situ method for remotely operated, automatic contour mapping, machining and welding of piping |
| JP2905801B2 (ja) * | 1997-06-03 | 1999-06-14 | 川崎重工業株式会社 | アーク溶接装置 |
| JP3682598B2 (ja) * | 1999-07-06 | 2005-08-10 | バブコック日立株式会社 | 溶接装置 |
| FR2866148B1 (fr) * | 2004-02-06 | 2006-07-21 | Framatome Anp | Procede de fixation d'un tube dans un alesage traversant une paroi spherique et dispositif de depot metal d'apport dans un lamage. |
| JP4126292B2 (ja) | 2004-07-29 | 2008-07-30 | 三菱重工業株式会社 | 配管の残留応力改善装置 |
| DE102009043021B3 (de) | 2009-09-28 | 2011-03-03 | Haane Industriedesign Gmbh | Verfahren und eine Anlage zum Anschweißen eines Rohrstutzens an ein rohrförmiges Werkstück |
| PT104785A (pt) * | 2009-10-14 | 2011-04-14 | Tegopi Ind De Metalomecanica S A | Dispositivo de soldadura por arco submerso |
| DE102011118615A1 (de) | 2011-11-16 | 2013-05-16 | WeserWind GmbH Offshore Construction Georgsmarienhütte | Verfahren und Vorrichtung zum Schweißen und/oder Schneiden von Bauteilen, insbesondere Rohren, zur Bildung von Offshorestrukturen |
| US10589371B2 (en) * | 2013-05-23 | 2020-03-17 | Crc-Evans Pipeline International, Inc. | Rotating welding system and methods |
| US10480862B2 (en) * | 2013-05-23 | 2019-11-19 | Crc-Evans Pipeline International, Inc. | Systems and methods for use in welding pipe segments of a pipeline |
| US8973244B2 (en) * | 2014-04-17 | 2015-03-10 | Lavalley Industries, Llc | Pipe processing tool with pipe deformation members |
-
2015
- 2015-04-02 DE DE102015206044.6A patent/DE102015206044A1/de not_active Withdrawn
-
2016
- 2016-03-16 DK DK16711209.3T patent/DK3277457T3/da active
- 2016-03-16 KR KR1020177027444A patent/KR102375359B1/ko not_active Expired - Fee Related
- 2016-03-16 WO PCT/EP2016/055623 patent/WO2016156039A1/de not_active Ceased
- 2016-03-16 PT PT16711209T patent/PT3277457T/pt unknown
- 2016-03-16 ES ES16711209T patent/ES2740149T3/es active Active
- 2016-03-16 HR HRP20191595 patent/HRP20191595T1/hr unknown
- 2016-03-16 US US15/563,904 patent/US10646967B2/en active Active
- 2016-03-16 CN CN201680020753.6A patent/CN107466260B/zh not_active Expired - Fee Related
- 2016-03-16 JP JP2017550826A patent/JP6698688B2/ja not_active Expired - Fee Related
- 2016-03-16 EP EP16711209.3A patent/EP3277457B1/de active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59150675A (ja) * | 1983-02-16 | 1984-08-28 | Matsushita Electric Ind Co Ltd | 枝管自動溶接装置 |
| JPH091328A (ja) * | 1995-06-15 | 1997-01-07 | Ishikawajima Harima Heavy Ind Co Ltd | 立上げ管の溶接方法及びその装置 |
| JP2014144467A (ja) * | 2013-01-29 | 2014-08-14 | Hitachi-Ge Nuclear Energy Ltd | 配管溶接支援装置および配管溶接方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102161649B1 (ko) * | 2019-05-21 | 2020-10-05 | 두산중공업 주식회사 | 3차원 타원형 곡면부 자동 용접장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| DK3277457T3 (da) | 2019-10-07 |
| HRP20191595T1 (hr) | 2019-11-29 |
| KR102375359B1 (ko) | 2022-03-16 |
| EP3277457B1 (de) | 2019-07-24 |
| PT3277457T (pt) | 2019-09-13 |
| EP3277457A1 (de) | 2018-02-07 |
| JP6698688B2 (ja) | 2020-05-27 |
| WO2016156039A1 (de) | 2016-10-06 |
| ES2740149T3 (es) | 2020-02-05 |
| CN107466260B (zh) | 2019-11-05 |
| US10646967B2 (en) | 2020-05-12 |
| US20180117717A1 (en) | 2018-05-03 |
| CN107466260A (zh) | 2017-12-12 |
| JP2018512283A (ja) | 2018-05-17 |
| DE102015206044A1 (de) | 2016-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170129167A (ko) | 제1튜브 부재와 제2부재를 영구 접합하기 위한 용접 어셈블리 | |
| KR102305637B1 (ko) | 튜브형 부재를 분리하기 위한 시스템 및 방법 | |
| RU2750760C2 (ru) | Системы и способы, используемые при сварке отрезков трубы в трубопроводе | |
| CN102049638B (zh) | 环缝焊接机器人装置 | |
| EP3359329B1 (en) | Pipe crawling welding device with a rotatably coupled welding module ; method of welding pipes with such pipe crawling device | |
| CN100449097C (zh) | 塔架段的组对方法及组对平台 | |
| KR20090091259A (ko) | 토치회전형 용접장치 | |
| CN110480123B (zh) | 一种网架连杆自动焊接生产系统 | |
| CN107107279A (zh) | 保持装置、加工装置和方法 | |
| CN119635128A (zh) | 一种多轴旋转焊接工装设备及焊接方法 | |
| CN220612879U (zh) | 钢管多环组件焊接装置 | |
| CN112935523A (zh) | 一种用于航天运载器贮箱焊接的搅拌摩擦焊装置 | |
| KR20120003538A (ko) | 원자력 발전소 1차 계통 관통 노즐 정비용 자동 용접장치 | |
| KR102755645B1 (ko) | 대구경 엘보우 자동 용접장치 | |
| KR102909593B1 (ko) | 조정관의 재현 및 제작 시스템 | |
| CN115415702B (zh) | 一种焊接装置 | |
| KR101488712B1 (ko) | 원자로 헤드 검사 및 정비 장치의 이동플랫폼 | |
| CN214236711U (zh) | 一种管道预制智能组对系统 | |
| CN121676305B (zh) | 一种风力发电机塔筒病害监测维护机器人 | |
| CN112935524A (zh) | 一种用于航天运载器贮箱搅拌摩擦焊装置的焊接方法 | |
| CN223028907U (zh) | 一种压力钢管管片与加劲环拼焊的辅助装置 | |
| CN222843380U (zh) | 一种管道维抢修用焊接设备 | |
| CN119347219B (zh) | 一种tky管节点自动化焊接设备系统 | |
| CN116256427B (zh) | 一种钢结构管体高空焊缝移动检测装置及方法 | |
| CN121696327A (zh) | 一种盾构管片钢筋笼焊接装备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20250315 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| H13 | Ip right lapsed |
Free format text: ST27 STATUS EVENT CODE: N-4-6-H10-H13-OTH-PC1903 (AS PROVIDED BY THE NATIONAL OFFICE); TERMINATION CATEGORY : DEFAULT_OF_REGISTRATION_FEE Effective date: 20250315 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20250315 |