KR20200044859A - 유황 금속 유리 성형 합금 - Google Patents
유황 금속 유리 성형 합금 Download PDFInfo
- Publication number
- KR20200044859A KR20200044859A KR1020207008161A KR20207008161A KR20200044859A KR 20200044859 A KR20200044859 A KR 20200044859A KR 1020207008161 A KR1020207008161 A KR 1020207008161A KR 20207008161 A KR20207008161 A KR 20207008161A KR 20200044859 A KR20200044859 A KR 20200044859A
- Authority
- KR
- South Korea
- Prior art keywords
- weight
- alloy
- sulfur
- amorphous
- formula
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/001—Amorphous alloys with Cu as the major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- C22C1/002—
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/11—Making amorphous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/003—Amorphous alloys with one or more of the noble metals as major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/006—Amorphous alloys with Cr as the major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/02—Amorphous alloys with iron as the major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/04—Amorphous alloys with nickel or cobalt as the major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/10—Amorphous alloys with molybdenum, tungsten, niobium, tantalum, titanium, or zirconium or Hf as the major constituent
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Continuous Casting (AREA)
- Powder Metallurgy (AREA)
- Materials For Medical Uses (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
Abstract
Description
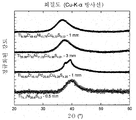
도 2, 4 및 6은 실시예 1 내지 4에서 생성된 합금의 회절도이다.
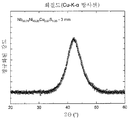
도 8은 금속 미량 불순물로서 합금 Ti29 . 3009Zr47 . 0547Hf2 . 2275Cu17 .0260(Fe, Cr)0.1920O0.0212H0.0069C0.0484S3.9690Pb0 .0004의 회절도이다. 샘플이 비정질이라는 것이 상기 회절도로부터 도출될 수 있다.







Claims (11)
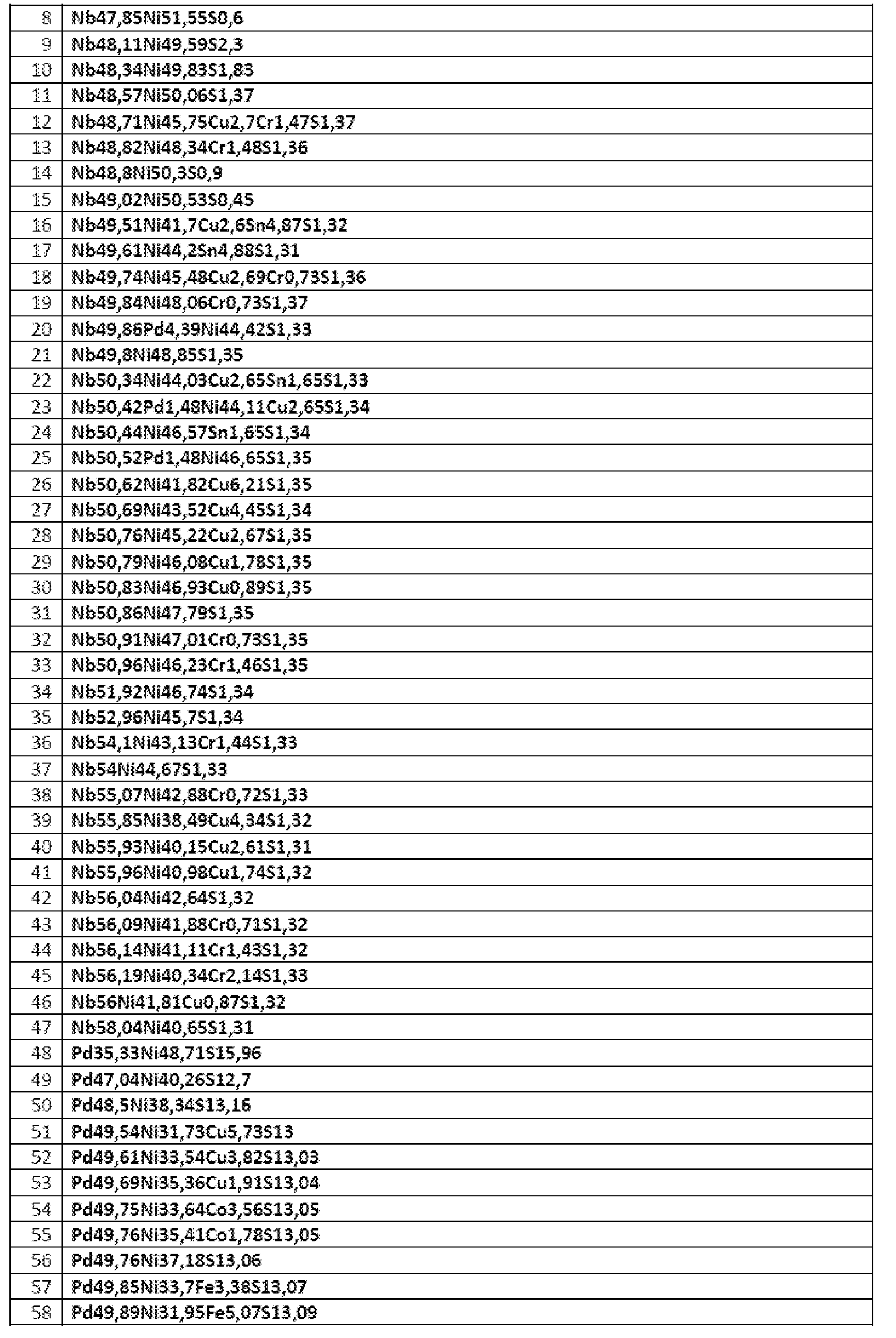
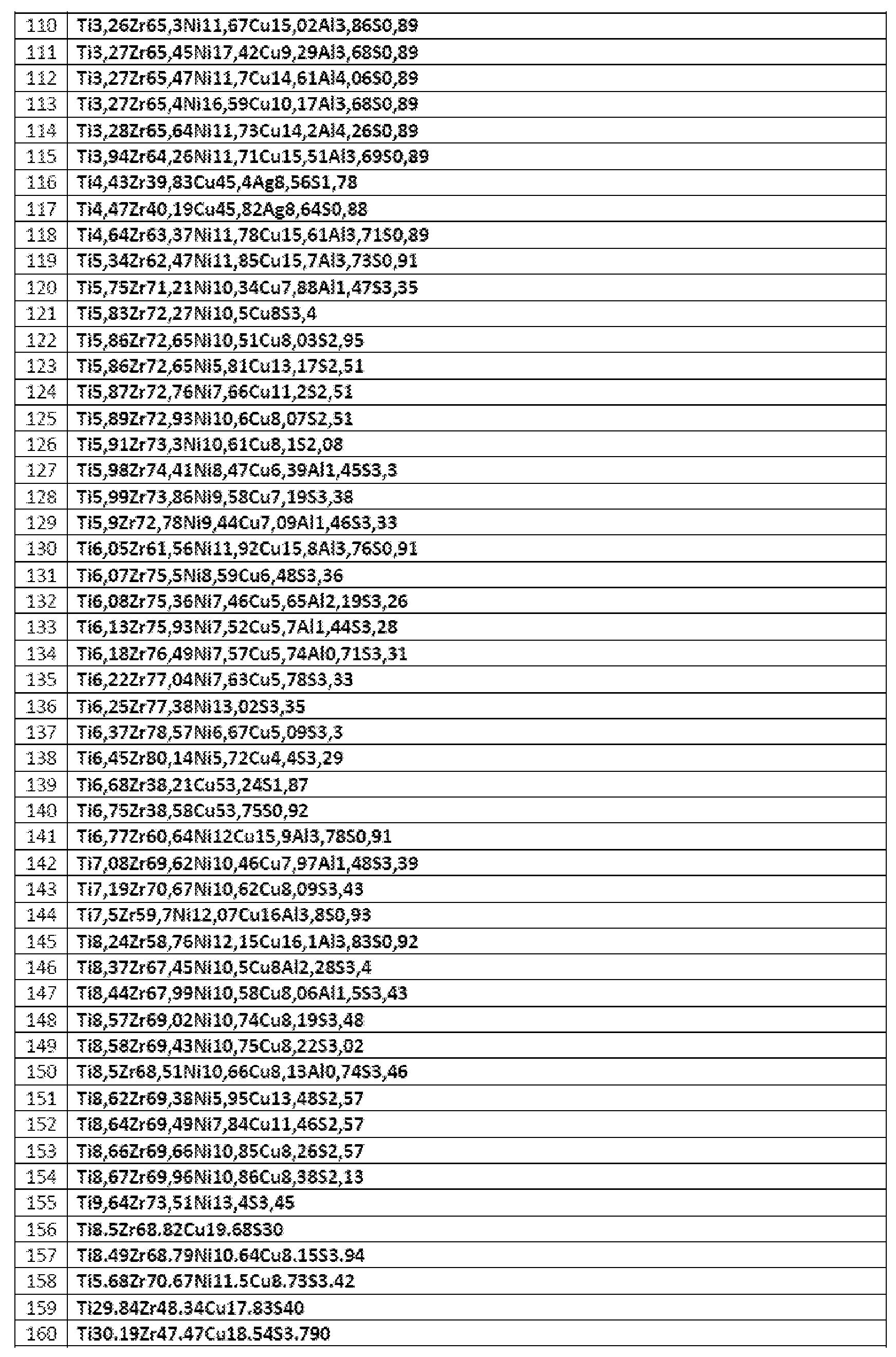
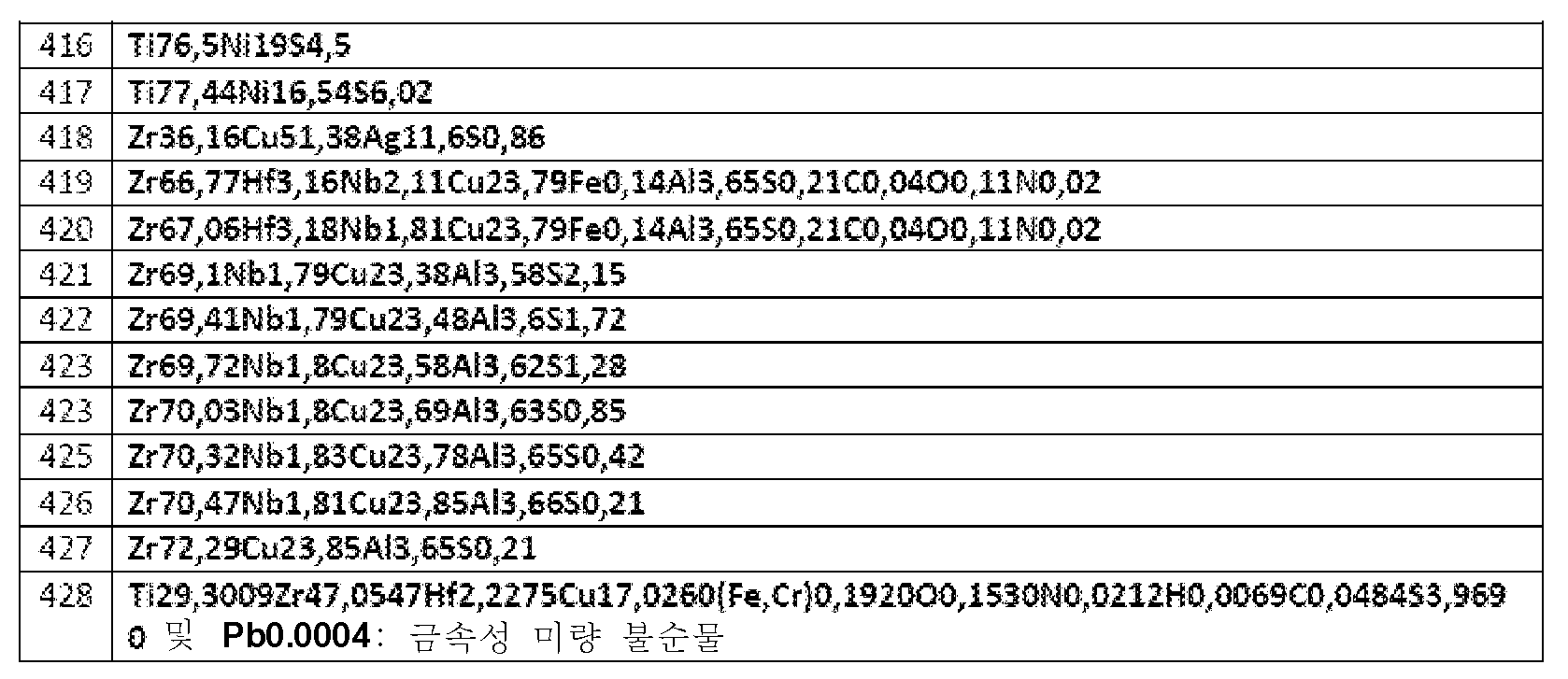
- 하기 화학식 I을 갖는 유황 금속 유리 성형 합금:
[화학식 I]
(Ti,Zr,Nb,Hf,Fe(1),Aa1)aPdb(Cu,Ni)c(V,Mo,Ta,W)d(Co,Cr,Fe(2))e,(Mn,Al,In,Ga,Ag,Si,Ge)fSngBeh(B,C)i(O, H, N)j(P,Sx1)x
상기 식에서,
a는 0 내지 약 15 중량% 또는 약 30 내지 약 90 중량%이고,
b는 0 내지 약 68 중량%이고,
a + b는 약 30 내지 약 97 중량%이되,
a는 0 내지 약 15 중량%이고 b는 약 35 내지 약 68 중량%일 ?, A는 희토류 족(란타나이드 + 이트륨)의 하나 이상의 원소이고, a1/a는 0 내지 약 1/10이고,
c는 0 내지 약 65 중량%이고,
d는 0 내지 약 15 중량%이고,
e는 0 내지 약 15 중량%이고,
f는 0 내지 약 15 중량%이고,
g는 0 내지 약 23 중량%이고,
h는 0 내지 약 1 중량%이고,
i는 0 내지 약 3.5 중량%이고,
j는 0 내지 약 0.20 중량%이되,
b는 0 중량%이고 c 및 e 중 적어도 하나 및 a는 0 중량% 초과일 때 및 a는 0 내지 약 15 중량%이고 b는 약 35 내지 약 68 중량%일 때, c, d, e, f 및 g 중 적어도 하나는 0 중량% 초과이고,
Fe(1) 및 Fe(2)는 각각 Fe를 나타내며, 여기서 Fe(2)는 a가 0 중량%이고 x가 약 0.21 내지 약 9 중량%일 때, a가 약 30 내지 약 90 중량%이고 x가 약 8 내지 약 16.5 중량%일 때, a가 0 내지 약 15 중량%이고 b가 약 35 중량% 초과이고 x1/x가 약 1/10 내지 약 1 이상일 때만 존재하고,
모든 중량 백분율의 합 a + b + c + d + e + f + g + h + i + j + x + 화학식 I에 포함되지 않은 미량의 원소에서 불가피한 불순물은 100 중량%이고,
적어도 x1/x가 약 1이고 x가 약 0.21 내지 약 1 중량%일 때, Fe(1), Ni 및 Al을 함유하는 합금은 약 50 부피% 이상이 비정질이다. - 제1항에 있어서,
화학식 (Ti, Zr, Nb, Hf, Fe(1), Aa1)aPdb(Cu,Ni)c(V,Mo,Ta,W)d(Co,Cr,Fe(2))e,(Mn,Al,In,Ga,Ag,Si,Ge)fSng(B,C)i(O, H, N)j(P, Sx1)x를 나타내는 것을 특징으로 하는 합금으로서,
a가 약 30 내지 약 90 중량%이고,
b가 0 내지 약 40 중량%이고,
x가 약 0.21 내지 약 9 중량%, 바람직하게는 약 0.21 내지 약 8.5 중량%이고,
b, c 및 e 중 적어도 하나가 0 초과이고,
A, Fe(1), Fe(2), a1, c, d, e, f, g, i, j, x1, 나머지 경계 조건 및 중량 백분율의 합이 제1항에서 정의된 바와 같은, 합금. - 제2항에 있어서,
화학식 (Ti, Zr, Nb)a Pdb(Cu, Ni)cAlfSng(P,Sx1)x를 나타내는 것을 특징으로 하는 합금으로서,
a가 약 30 내지 약 90 중량%이고,
b가 0 내지 약 40 중량%이고,
a + b가 약 30 내지 약 97 중량%이고,
c, f 및 g가 제1항에서 정의된 바와 같고,
b 및 c 중 적어도 하나가 0 중량% 초과이고,
x1, x 및 모든 중량 백분율의 합이 제1항에서 정의된 바와 같은, 합금. - 제1항에 있어서,
화학식 (Ti, Zr, Nb, Hf, Fe(1), Aa1)aPdb(Cu,Ni)c(V,Mo,Ta,W)d(Co,Cr,Fe(2))e,(Mn,Al,In,Ga,Ag,Si,Ge)fSng (B,C)i(O, H, N)j(P, Sx1)x를 나타내는 것을 특징으로 하는 합금으로서,
a가 0 내지 약 15 중량%이고,
b가 약 35 내지 약 68 중량% 초과이고,
나머지 중량 백분율 및 기타 경계 조건이 제1항에서 정의된 바와 같은, 합금. - 제1항 내지 제4항 중 어느 한 항에 있어서,
x1/x가 약 1인, 합금. - 제1항 내지 제5항 중 어느 한 항에 있어서,
모든 합금이 약 20 μm 이상의 두께에서 약 50 부피% 이상이 비정질인, 합금. - 제1항 내지 제6항 중 어느 한 항의 합금의 용융 야금 제조 방법으로서,
Fe, Pd, Ni, Cr, Cu 및 Co 원소 중 하나 이상을 황과 함께 적당한 용기 내에서 및 잠재적으로 인과 함께 별도의 용기 내에서 개별적으로 가열하고 합금화하는 단계,
생성되는 합금을 필요한 경우 B2O3와 함께 정제용 플럭스 공정을 거치게 하고, 과량의 B2O3 및 비황화물 및/또는 비인화물 불순물을 생성되는 고도로 정제된 황 및/또는 인 모합금으로부터 분리하는 단계,
상기 고도로 정제된 합금을 잠재적으로 고도로 정제된 인 합금과 함께, 고도로 정제된 형태의 상기 합금의 나머지 원소들과 함께 및 잠재적으로 고도로 정제된 형태의 다른 Fe, Pd, Ni, Cr, Cu 및/또는 Co와 함께 적당한 오븐 또는 적당한 용기 내에서 아르곤 하에서 용융시키고 합금화하는 단계, 및
금속 유리가 형성되는 경우, 이어서 신속하게 냉각하는 단계
를 특징으로 하는, 제조 방법. - 제7항에 있어서,
신속하게 냉각하는 단계가 냉각 주형 공정, 예컨대 냉각된 주형에서의 틸팅, 스피닝 또는 압력 주조, 또는 용융 스피닝 공정을 사용하거나 분말화 공정에 의해 수행되는 것을 특징으로 하는, 제조 방법. - 제7항 또는 제8항에 있어서,
황 및 인 합금을 제조하기 위한 용기가 석영 용기인 것을 특징으로 하는, 제조 방법. - 제7항 내지 제9항 중 어느 한 항에 있어서,
오븐이 전기 아크로인 것을 특징으로 하는, 제조 방법. - 제1항 내지 제6항 중 어느 한 항에 따른 비정질, 부분 비정질 또는 결정질 합금으로 제조된 주형.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17001437.7 | 2017-08-25 | ||
| EP17001437.7A EP3447158B1 (de) | 2017-08-25 | 2017-08-25 | Schwefelhaltige metallische gläser bildende legierung |
| PCT/EP2018/072852 WO2019038415A1 (de) | 2017-08-25 | 2018-08-24 | Schwefelhaltige metallische gläser bildende legierung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200044859A true KR20200044859A (ko) | 2020-04-29 |
| KR102606024B1 KR102606024B1 (ko) | 2023-11-23 |
Family
ID=59738098
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207008161A Active KR102606024B1 (ko) | 2017-08-25 | 2018-08-24 | 유황 금속 유리 성형 합금 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11384417B2 (ko) |
| EP (1) | EP3447158B1 (ko) |
| JP (2) | JP2020531687A (ko) |
| KR (1) | KR102606024B1 (ko) |
| CN (1) | CN111279001B (ko) |
| WO (1) | WO2019038415A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3804885A1 (de) | 2019-10-11 | 2021-04-14 | Heraeus Additive Manufacturing GmbH | Verfahren zur herstellung eines metallischen bauteils, das einen abschnitt mit hohem aspektverhältnis aufweist |
| DE102021111186A1 (de) | 2021-04-30 | 2022-11-03 | Haimer Gmbh | Werkzeugmaschinenkomponente sowie Verfahren zur Herstellung einer solchen Werkzeugmaschinenkomponente |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5928623B2 (ja) * | 1975-07-25 | 1984-07-14 | 新日本製鐵株式会社 | 強度、耐食性および磁気特性のすぐれた非晶質合金 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE225721C (ko) | ||||
| DE1245139B (de) | 1960-11-02 | 1967-07-20 | Beteiligungs & Patentverw Gmbh | Verfahren zur Herstellung gesinterter Legierungen auf der Basis Eisení¬Nickelí¬Aluminium |
| DE3243964A1 (de) | 1982-11-27 | 1984-05-30 | Fa. J.S. Staedtler, 8500 Nürnberg | Schreibspitze fuer schreibgeraete und verfahren zu deren herstellung |
| DD225721B1 (de) | 1984-05-25 | 1989-03-29 | Funk A Bergbau Huettenkombinat | Verfahren zur herstellung von startpartikeln fuer die elektrolytische abscheidung von stuecknickel |
| CN1016271B (zh) | 1990-03-07 | 1992-04-15 | 中国石油化工总公司北京设计院 | 外取热器 |
| DE60122568D1 (de) * | 2000-11-14 | 2006-10-05 | California Inst Of Techn | Verfahren und vorrichtung zur identifizierung, verarbeitung und herstellung von mehrkomponenten-legierungen geeignet für metalische gläser , unter anwendung grosser trägheitkräfte, sowie gegenstände aus diesen legierungen |
| JP4212820B2 (ja) * | 2001-03-27 | 2009-01-21 | アルプス電気株式会社 | Fe基軟磁性合金とその製造方法 |
| JP2005163171A (ja) * | 2003-10-07 | 2005-06-23 | Gmwt Global Micro Wire Technologies Ltd | 高強度ニッケル基非晶質合金 |
| JP2008169411A (ja) * | 2007-01-10 | 2008-07-24 | Daido Steel Co Ltd | 型材用鋼 |
| JP5316921B2 (ja) * | 2007-03-16 | 2013-10-16 | 日立金属株式会社 | Fe基軟磁性合金、およびこれを用いた磁性部品 |
| US8066827B2 (en) | 2007-07-12 | 2011-11-29 | California Institute Of Technology | Ni and Cu free Pd-based metallic glasses |
| CN101451223B (zh) * | 2007-11-30 | 2010-08-25 | 比亚迪股份有限公司 | 一种锆基非晶合金及其制备方法 |
| JP2014505164A (ja) * | 2010-12-15 | 2014-02-27 | カリフォルニア・インスティテュート・オブ・テクノロジー | Ni及びCuを含まないPd基金属ガラス |
| US9085814B2 (en) | 2011-08-22 | 2015-07-21 | California Institute Of Technology | Bulk nickel-based chromium and phosphorous bearing metallic glasses |
| EP2597166B1 (en) * | 2011-11-24 | 2014-10-15 | Universität des Saarlandes | Bulk metallic glass forming alloy |
| CN104619875A (zh) * | 2012-09-10 | 2015-05-13 | 日立金属株式会社 | 超微晶合金薄带、微晶软磁合金薄带及使用其的磁性部件 |
| US9863024B2 (en) | 2012-10-30 | 2018-01-09 | Glassimetal Technology, Inc. | Bulk nickel-based chromium and phosphorus bearing metallic glasses with high toughness |
| JP6651082B2 (ja) * | 2015-07-31 | 2020-02-19 | Jfeスチール株式会社 | 軟磁性圧粉磁芯の製造方法 |
| CN105177469A (zh) * | 2015-09-25 | 2015-12-23 | 天津大学 | 一种高铁含量的非晶软磁合金及其制备方法 |
| EP3477660A1 (en) * | 2017-10-26 | 2019-05-01 | Westinghouse Electric Sweden AB | A cladding tube, and a method of manufacturing a cladding tube |
-
2017
- 2017-08-25 EP EP17001437.7A patent/EP3447158B1/de active Active
-
2018
- 2018-08-24 JP JP2020510590A patent/JP2020531687A/ja active Pending
- 2018-08-24 KR KR1020207008161A patent/KR102606024B1/ko active Active
- 2018-08-24 CN CN201880055303.XA patent/CN111279001B/zh active Active
- 2018-08-24 WO PCT/EP2018/072852 patent/WO2019038415A1/de not_active Ceased
-
2020
- 2020-02-20 US US16/795,986 patent/US11384417B2/en active Active
-
2023
- 2023-11-29 JP JP2023201740A patent/JP2024028788A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5928623B2 (ja) * | 1975-07-25 | 1984-07-14 | 新日本製鐵株式会社 | 強度、耐食性および磁気特性のすぐれた非晶質合金 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200239987A1 (en) | 2020-07-30 |
| JP2024028788A (ja) | 2024-03-05 |
| WO2019038415A1 (de) | 2019-02-28 |
| EP3447158A1 (de) | 2019-02-27 |
| CN111279001A (zh) | 2020-06-12 |
| US11384417B2 (en) | 2022-07-12 |
| KR102606024B1 (ko) | 2023-11-23 |
| JP2020531687A (ja) | 2020-11-05 |
| CN111279001B (zh) | 2022-01-04 |
| EP3447158B1 (de) | 2020-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9334553B2 (en) | Zirconium based bulk metallic glasses | |
| EP2494084B1 (en) | Zr-BASED AMORPHOUS ALLOY AND PREPARING METHOD THEREOF | |
| EP2396435B1 (en) | Amorphous platinum-rich alloys | |
| KR101471726B1 (ko) | 벌크 응고형 비정질 합금 조성물의 개선 방법 및 그 조성물로 이루어진 주조 제품 | |
| JP6997860B2 (ja) | バルク金属ガラスの製造のための銅に基づく合金 | |
| CN103757514A (zh) | 一种高熵AlCoCrFeNiCuC合金及其制备方法 | |
| JP2024028788A (ja) | 金属ガラスを形成する硫黄含有合金 | |
| EP1380664B1 (en) | Cu-be base amorphous alloy | |
| US8501087B2 (en) | Au-base bulk solidifying amorphous alloys | |
| JP2015222609A (ja) | 磁気記録用軟磁性合金及びスパッタリングターゲット材並びに磁気記録媒体 | |
| JP2010144245A (ja) | Zr基金属ガラス合金 | |
| JP4515596B2 (ja) | バルク状非晶質合金、バルク状非晶質合金の製造方法、および高強度部材 | |
| KR20170102187A (ko) | 주석 함유 비정질 합금 복합물 | |
| JP7610244B2 (ja) | 低熱膨張合金 | |
| EP2791376A1 (en) | Fe-based soft magnetic glassy alloy material | |
| CN102864368B (zh) | 一种孕育铸铁及其制备方法 | |
| JP7602594B2 (ja) | Ni-Cr-Mo系析出硬化型合金 | |
| JP2003239051A (ja) | 高強度Zr基金属ガラス | |
| Bakkal et al. | Manufacturing techniques of bulk metallic glasses | |
| WO2020032235A1 (ja) | Ni基合金からなる窒化物分散型成形体 | |
| KR101445238B1 (ko) | 연자성 나노-비정질 복합소재의 조성 및 제조 방법 | |
| CN101195874A (zh) | 一种改善非晶合金形成能力的方法 | |
| JP7651158B2 (ja) | 低熱膨張合金 | |
| CN121674860A (zh) | 一种兼具高屈服强度和拉伸塑性的内生韧性相Zr基非晶复合材料及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20200320 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210818 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20230302 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20231011 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20231121 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20231121 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |