RU2262425C1 - Способ дуговой сварки титановых сплавов - Google Patents
Способ дуговой сварки титановых сплавов Download PDFInfo
- Publication number
- RU2262425C1 RU2262425C1 RU2004103525/02A RU2004103525A RU2262425C1 RU 2262425 C1 RU2262425 C1 RU 2262425C1 RU 2004103525/02 A RU2004103525/02 A RU 2004103525/02A RU 2004103525 A RU2004103525 A RU 2004103525A RU 2262425 C1 RU2262425 C1 RU 2262425C1
- Authority
- RU
- Russia
- Prior art keywords
- welding
- passes
- gap
- edges
- dressing
- Prior art date
Links
- 238000003466 welding Methods 0.000 title claims abstract description 25
- 238000000034 method Methods 0.000 title claims abstract description 15
- 229910001069 Ti alloy Inorganic materials 0.000 title claims abstract description 6
- 238000010891 electric arc Methods 0.000 title 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims abstract description 10
- 229910052721 tungsten Inorganic materials 0.000 claims abstract description 10
- 239000010937 tungsten Substances 0.000 claims abstract description 10
- 239000000463 material Substances 0.000 claims abstract description 5
- 238000005520 cutting process Methods 0.000 claims description 8
- 229910052751 metal Inorganic materials 0.000 claims description 6
- 239000002184 metal Substances 0.000 claims description 6
- 239000000155 melt Substances 0.000 claims description 5
- 239000000945 filler Substances 0.000 claims description 4
- 238000006073 displacement reaction Methods 0.000 claims description 2
- 239000011261 inert gas Substances 0.000 abstract description 2
- 238000004519 manufacturing process Methods 0.000 abstract description 2
- 239000000126 substance Substances 0.000 abstract description 2
- 230000004927 fusion Effects 0.000 abstract 2
- 230000001154 acute effect Effects 0.000 abstract 1
- 239000000654 additive Substances 0.000 abstract 1
- 230000000996 additive effect Effects 0.000 abstract 1
- 230000000694 effects Effects 0.000 abstract 1
- 230000035515 penetration Effects 0.000 description 3
- 238000005238 degreasing Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000011089 mechanical engineering Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images
Landscapes
- Arc Welding In General (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
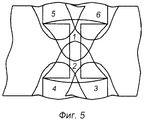
Изобретение относится к автоматической сварке соединений повышенной толщины из титановых сплавов в среде инертных газов погруженным вольфрамовым электродом. На свариваемых кромках выполняют вырез, который при сборке деталей с щелевым зазором формируется в виде П-образной разделки кромок. Отношение глубины разделки к ее ширине менее 1. Острые углы разделки скругляют. Перед сваркой в щелевой зазор засыпают гранулированный присадочный материал и выполняют первый проход с минимально возможным значением коэффициента формы проплава. Для гарантированного проплавления стенок разделки второй и третий проходы осуществляют на одинаковом режиме, а электрод устанавливают со смещением от оси стыка. В случае двусторонней сварки последовательность выполнения проходов следующая: сначала (1) и (2) проходы, затем (3), (4), (5) и (6) проходы. Это позволит расширить технологические возможности способа сварки погруженным вольфрамовым электродом за счет увеличения предельной толщины свариваемых деталей. 2 з.п. ф-лы, 5 ил.
Description
Изобретение относится к автоматической сварке активных металлов в среде инертных газов погруженным вольфрамовым электродом и может быть использовано в машиностроении при сварке соединений преимущественно повышенной толщины.
Известно, что для сварки поверхностной дугой соединений толщиной более 6-8 мм используют многопроходную сварку с различной подготовкой кромок свариваемых деталей (ГОСТ 8713-70 "Швы сварных соединений. Автоматическая и полуавтоматическая сварка").
Недостатком известного способа является опасность ухудшения качества сварного шва из-за окисления (при нарушении по каким-либо причинам защиты шва) поверхности валика и переходе оксидов в металл шва при последующем проходе. Неоднократная зачистка поверхности сварного шва перед каждым проходом с последующим обезжириванием и просушкой приводит к нежелательному увеличению длительности производственного процесса.
Наиболее близким к заявленному техническому решению, принятому за прототип, является способ сварки титановых сплавов погруженным вольфрамовым электродом по щелевому зазору, заполненному гранулированным присадочным материалом (см. SU 1838061 A1, B 23 K 9/167, 30.08.1993).
К недостаткам известного способа можно отнести отсутствие возможности однопроходной сварки соединений, толщина которых превышает предельную для выбранного сварочного оборудования (источника питания).
Заявленное изобретение направлено на расширение технологических возможностей способа сварки погруженным вольфрамовым электродом за счет увеличения предельной толщины свариваемых деталей.
Сущность заявленного изобретения состоит в том, что в способе многопроходной автоматической дуговой сварки титановых сплавов погруженным вольфрамовым электродом по щелевому зазору, при котором используют гранулированный присадочный материал, засыпаемый перед сваркой в щелевой зазор, на свариваемых кромках выполняют вырез, который при сборке деталей с щелевым зазором формируется в виде П-образной разделки кромок с отношением глубины разделки к ее ширине менее 1, при этом острые углы разделки скругляют.
Кроме того, в данном способе для гарантированного заполнения П-образной разделки расплавленным металлом второй и третий проходы осуществляют на одинаковом режиме с соблюдением следующих соотношений Н·k≤30 и у=(Е+2Н)/2,
где Н - глубина П-образной разделки, мм;
Е - ширина П-образной разделки, мм;
k - коэффициент формы проплава;
у - смещение вольфрамового электрода от оси стыка, мм.
Кроме того, в данном способе округление кромок П-образной разделки выполняют соответствующим форме поперечного сечения сварного шва при втором и третьем проходах.
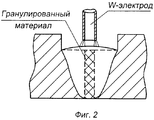
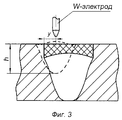
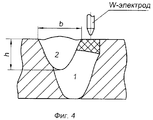
Изобретение поясняется чертежами, где на фиг.1 представлены свариваемые кромки с П-образным вырезом, собранные со щелевым зазором для случая двусторонней сварки; на фиг.2 - выполнение первого прохода; на фиг.3 - выполнение второго прохода; на фиг.4 - выполнение третьего прохода; на фиг.5 - порядок выполнения проходов при двусторонней сварке.
Основные геометрические параметры разделки кромок (Е, Н и t) зависят от толщины свариваемого металла δ и особенностей применяемой сварочной аппаратуры. Ширина П-образной разделки Е составляет сумму выборок на обеих кромках S и ширины щелевого зазора t. Значение Е выбирают равным ширине сварного шва (в его верхней части), b - при втором и третьем проходе или с небольшими отклонениями от b. В П-образной разделке наибольшую опасность для гарантированного провара представляют острые углы (показаны пунктиром на фиг.1). Поэтому острые углы скругляют, а угол наклона округления выбирают исходя из коэффициента формы проплава k или экспериментально.
Способ автоматической дуговой сварки титановых сплавов погруженным электродом осуществляют следующим образом. На свариваемых кромках выполняют заранее такой вырез, который при сборке деталей со щелевым зазором формируется в виде П-образной разделки кромок с отношением глубины разделки к ее ширине менее 1. Затем щелевой зазор заполняют гранулированным присадочным материалом и выполняют первый проход (фиг.2) с минимально возможным значением коэффициента формы проплава.
В случае необходимости поверхность сварного шва после первого прохода зачищают металлической щеткой с последующим обезжириванием и заполняют П-образную разделку гранулированным материалом того же состава, что и в щелевом зазоре, или другого химического состава. Для гарантированного проплавления стенок разделки и последующего перекрытия проваров от второго и третьего проходов электрод устанавливают со смещением от оси стыка у=(Е+2Н)/2 (фиг.3), а коэффициент формы проплава k подбирают в зависимости от глубины выборки Н по формуле Н·k≤30. Коэффициент формы проплава изменяют в нужном направлении путем изменения геометрических параметров вольфрамового электрода и величиной его заглубления. Третий проход осуществляют на том же режиме, что и второй (фиг.4).
Предлагаемый способ сварки с использованием погруженного вольфрамового электрода позволяет в 1,5 раза увеличить толщину свариваемого металла.
Claims (3)
1. Способ многопроходной автоматической дуговой сварки титановых сплавов погруженным вольфрамовым электродом по щелевому зазору, при котором используют гранулированный присадочный материал, засыпаемый перед сваркой в щелевой зазор, отличающийся тем, что на свариваемых кромках выполняют вырез, который при сборке деталей с щелевым зазором формируют в виде П-образной разделки кромок с отношением глубины разделки к ее ширине менее 1, при этом острые углы разделки скругляют.
2. Способ сварки по п.1, отличающийся тем, что для гарантированного заполнения П-образной разделки расплавленным металлом второй и третий проходы осуществляют на одинаковом режиме с соблюдением следующих соотношений: Н·k≤30 и у=(Е+2Н)/2, где Н - глубина П-образной разделки, мм; Е - ширина П-образной разделки, мм; k - коэффициент формы проплава; у - смещение вольфрамового электрода от оси стыка, мм.
3. Способ сварки по п.1, отличающийся тем, что скругление кромок П-образной разделки выполняют соответствующим форме поперечного сечения сварного шва при втором и третьем проходах.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2004103525/02A RU2262425C1 (ru) | 2004-02-06 | 2004-02-06 | Способ дуговой сварки титановых сплавов |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2004103525/02A RU2262425C1 (ru) | 2004-02-06 | 2004-02-06 | Способ дуговой сварки титановых сплавов |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2004103525A RU2004103525A (ru) | 2005-07-20 |
| RU2262425C1 true RU2262425C1 (ru) | 2005-10-20 |
Family
ID=35842164
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2004103525/02A RU2262425C1 (ru) | 2004-02-06 | 2004-02-06 | Способ дуговой сварки титановых сплавов |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2262425C1 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108637518A (zh) * | 2018-05-16 | 2018-10-12 | 四川石油天然气建设工程有限责任公司 | 一种石油天然气复合输送管道的焊接坡口和焊接方法 |
| RU189271U1 (ru) * | 2019-01-23 | 2019-05-17 | Публичное акционерное общество "Челябинский трубопрокатный завод" (ПАО "ЧТПЗ") | Заготовка для изготовления стальной трубы большого диаметра |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2133178C1 (ru) * | 1997-12-09 | 1999-07-20 | Комсомольское-на-Амуре авиационное производственное объединение | Способ аргонодуговой сварки титановых сплавов |
| JP2000102890A (ja) * | 1998-09-29 | 2000-04-11 | Mitsubishi Heavy Ind Ltd | 溶接方法,溶接継手及び溶接構造物 |
| JP2002224836A (ja) * | 2001-02-07 | 2002-08-13 | Nippon Steel Weld Prod & Eng Co Ltd | チタン又はチタン合金の厚板片面溶接方法 |
-
2004
- 2004-02-06 RU RU2004103525/02A patent/RU2262425C1/ru not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2133178C1 (ru) * | 1997-12-09 | 1999-07-20 | Комсомольское-на-Амуре авиационное производственное объединение | Способ аргонодуговой сварки титановых сплавов |
| JP2000102890A (ja) * | 1998-09-29 | 2000-04-11 | Mitsubishi Heavy Ind Ltd | 溶接方法,溶接継手及び溶接構造物 |
| JP2002224836A (ja) * | 2001-02-07 | 2002-08-13 | Nippon Steel Weld Prod & Eng Co Ltd | チタン又はチタン合金の厚板片面溶接方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108637518A (zh) * | 2018-05-16 | 2018-10-12 | 四川石油天然气建设工程有限责任公司 | 一种石油天然气复合输送管道的焊接坡口和焊接方法 |
| RU189271U1 (ru) * | 2019-01-23 | 2019-05-17 | Публичное акционерное общество "Челябинский трубопрокатный завод" (ПАО "ЧТПЗ") | Заготовка для изготовления стальной трубы большого диаметра |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2004103525A (ru) | 2005-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DK2954969T3 (en) | MULTI-ELECTRODE ELECTROGAS ELECTROGAS WELDING PROCEDURE FOR THICK STEEL PLATES AND MULTI-ELECTRODE ELECTROGAS PERFERENCE ARC WELDING PROCEDURE FOR STEEL | |
| WO2016084423A1 (ja) | Zn系めっき鋼板のアーク溶接方法およびアーク溶接継手 | |
| RU2706988C1 (ru) | Способ многослойной гибридной лазерно-дуговой сварки стальных плакированных труб | |
| RU2262425C1 (ru) | Способ дуговой сварки титановых сплавов | |
| JP6382593B2 (ja) | 溶接方法 | |
| JP5164870B2 (ja) | 上下t型継手の溶接方法及び上下t型溶接継手並びにこれを用いた溶接構造物 | |
| KR20190039755A (ko) | 수직 방향 협개선 가스 실드 아크 용접 방법 | |
| KR100811920B1 (ko) | 용접 맞대기 이음의 일면 용접방법 | |
| JP5884155B2 (ja) | Uoe鋼管のシーム溶接方法 | |
| RU2684735C1 (ru) | Способ гибридной лазерно-дуговой сварки стальных труб с наружным плакирующим слоем | |
| WO2013084777A1 (ja) | バックシールド溶接方法およびこれを用いた溶接構造物 | |
| JPH0871755A (ja) | アルミニウム合金部材の突合せ片側溶接方法 | |
| KR100874291B1 (ko) | 일면 맞대기 용접 종료부의 종균열 방지를 위한 용접방법 | |
| JP2001025865A (ja) | 小口径管の溶接方法 | |
| JP2009248184A (ja) | 溶接継手及びその製造方法 | |
| JP5520592B2 (ja) | アーク溶接方法 | |
| RU2505385C1 (ru) | Способ аргонодуговой сварки неплавящимся электродом | |
| JP2008178894A (ja) | 両面溶接方法 | |
| JP2009121346A (ja) | セミクローズドデッキ型シリンダブロックを製造する方法及びセミクローズドデッキ型シリンダブロック | |
| JP5228846B2 (ja) | タンデムアーク溶接方法 | |
| RU2460618C1 (ru) | Способ комбинированной фрикционно-дуговой сварки | |
| JP7043485B2 (ja) | 溶接方法および溶接継手 | |
| JP2007090386A (ja) | 両面溶接方法及びその溶接構造物 | |
| JP3190864U (ja) | アーク溶接用エンドタブ | |
| JPS61226187A (ja) | 高合金鋼クラツド鋼管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20060207 |
|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20060207 |
|
| RZ4A | Other changes in the information about an invention |