WO1996015291A1 - Procede de production de tole magnetique directive pouvant facilement etre revetue de verre et presentant d'excellentes proprietes magnetiques - Google Patents
Procede de production de tole magnetique directive pouvant facilement etre revetue de verre et presentant d'excellentes proprietes magnetiques Download PDFInfo
- Publication number
- WO1996015291A1 WO1996015291A1 PCT/JP1995/002346 JP9502346W WO9615291A1 WO 1996015291 A1 WO1996015291 A1 WO 1996015291A1 JP 9502346 W JP9502346 W JP 9502346W WO 9615291 A1 WO9615291 A1 WO 9615291A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- annealing
- magnetic properties
- mgo
- grain
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/14766—Fe-Si based alloys
- H01F1/14775—Fe-Si based alloys in the form of sheets
- H01F1/14783—Fe-Si based alloys in the form of sheets with insulating coating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
- H01F1/18—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets with insulating coating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
- C21D1/76—Adjusting the composition of the atmosphere
Definitions
- the present invention forms a highly uniform, high-tensile glass coating over the entire surface of the coil in the final annealing step, and provides a grain-oriented electrical steel sheet with good magnetic properties.
- the grain-oriented electrical steel sheet is prepared by hot rolling a slab containing 2.5 to 4.0% of Si and cold-rolling one time or two or more times with intermediate annealing to obtain the final sheet thickness.
- decarbonization annealing is performed by controlling PH 2 0ZPH 2 in an atmosphere of H 2 or ⁇ ⁇ + ⁇ 2, and decarburization, primary recrystallization, and oxide film formation processing mainly composed of SiO 2 I do.
- an annealing separator containing MgO as a main component is applied as a slurry to a steel plate by using a coating steel, etc., dried, wound around a coil, and subjected to final finish annealing. After processing and heating flattening, it is finished.
- the dispersion state of the inhibitors in the steel and the secondary recrystallization during these finish annealings are required. It is important to control stability until crystallization. In particular, during the final annealing, the inhibitor is affected by the timing, thickness, uniformity, etc. of the glass coating. For this reason, the conditions of the oxide film formed by decarburization annealing, the annealing separator, and the heat cycle and atmosphere gas conditions in finish annealing are important.
- Glass film formation reaction in the finish annealing is a full Orusuterai preparative film forming reaction referred to as the normal glasses the film by reaction with the oxidation film of Si0 2 entity formed by MgO and decarburization annealing of annealing separator (2 MgO + SiO . ⁇ Mg 2 Si0 4).
- annealing separator 2 MgO + SiO . ⁇ Mg 2 Si0 4
- the condition of the glass coating and the magnetic properties which are important in determining the commercial value of grain-oriented electrical steel sheets, is greatly affected by the conditions up to decarburizing annealing finish annealing. Development of process conditions has become an important issue in the production of grain-oriented electrical steel sheets.
- MgO used in the glass film forming step is suspended in water together with a small amount of an additive to be added as a reaction accelerator to be added as needed, and is used as a slurry. And applied to the steel plate.
- an additive to be added as a reaction accelerator to be added as needed, and is used as a slurry. And applied to the steel plate.
- oxides, S compounds, B compounds, and the like have been generally used as glass film formation accelerators.
- JP-A-63-3022 discloses that chlorides of Sb, Sr, Ti, and Zr are added to 100 parts by weight of MgO.
- the present inventors have proposed a technique for adding 0.5 to 2.0 parts by weight of antimony sulfate, which is contained in a fixed amount. Thereby, the glass film forming reaction is improved, and the glass film characteristics and the magnetic characteristics can be obtained.
- Japanese Patent Publication No. 3-5820 proposes a method in which one or more chlorides of Sb, Sr, Ti, and Zr are added in an amount of 0.02 to 1.5 parts by weight per 100 parts by weight of MgO.
- JP-A-49-76719 is a technique for improving the quality of grain-oriented electrical steel sheets by improving the finish annealing cycle.
- the purpose of the finish annealing is to sufficiently develop secondary recrystallization in the temperature range of 800 to 900 ° C. That is, the component material of the present invention having a low secondary recrystallization temperature is kept in a temperature range of 800 to 950 ° C, and after sufficient secondary recrystallization, purification annealing is performed at a high temperature of 1180 ° C or higher. Things. This has led to improvements in magnetic properties.
- the present invention provides a new method of an annealing separator and a finish annealing condition for improving a glass film forming reaction of grain-oriented electrical steel sheets, thereby achieving a uniform glass film of the glass film in on-site production. It is an object of the present invention to provide a manufacturing method for obtaining high tensile strength and improving magnetic properties.
- the present inventors hot rolled a material slab containing 2.5 to 4.0% of Si as a steel component, and cold rolled once or twice with intermediate annealing to reduce the final thickness.
- the decarburization annealing and annealing separation are performed in a method of manufacturing a grain-oriented electrical steel sheet, which comprises applying an annealing separator, finishing annealing after coating with an annealing separator, and treating with an insulating film. Research was conducted on the chemicals, finish annealing conditions, etc. As a result, the elements of F, CI, Br and I or their compounds were added to MgO: 100 parts by weight as an annealing separator.
- the halogen compound may contain F and / or Z or C1 in a certain amount or more, or a compound of F and / or CI selected from Fe, Co, n, Cu and Ni may be referred to as F and / or CI.
- F and / or CI When the content is 50% or more of the total halogen content, the above-mentioned addition range produces a more remarkable glass coating and an effect of improving magnetic properties.
- finish annealing conditions when using the annealing separator of the present invention are as follows: (1) The heating cycle at the time of heating is 850 to 1150 C, and the average heating rate is 12 ° CZHr or constant. Maintain the temperature in the range of 5 to 20 hours. 2 the atmospheric gas during the temperature increase and the PH 2 0 ZPH 2 0.25 or less and Z or H 2 30% or more N 2 + H 2 walking is better glass film and magnetic by annealing in an H 2 atmosphere This gives a grain-oriented electrical steel sheet.
- the gist of the present invention is as follows, as a measure for improving the prior art in decarburizing annealing, an annealing separator, and final finishing annealing in glass film formation and secondary recrystallization.
- a method for producing grain-oriented electrical steel sheets which comprises applying an annealing separator and then performing final annealing and baking the insulating coating agent, the method uses a slurry from the MgO manufacturing process to the coating process as the annealing separator.
- a halo selected from F, CI, Br, and I is used for 100 parts by weight of MgO.
- the constituent element of the C1 compound is H, Li for 100 parts by weight of MgO in the slurry adjustment stage of the coating process from the manufacturing process of MgO.
- Ba, V, Cr, Mo, Mn, Fe, Co, Nl, Cu, Ag, Zn, Cd, Al, Sn, Bi, 0 Chloride contains 0.015 to 0.120 parts by weight as CI
- the halogen element and the halogen element are added to 100 parts by weight of MgO. Then, the annealing separator containing the halogen element or a compound thereof is added so that at least 0.005 parts by weight of F is contained and the total amount of F, CI, Br, and I is 0.015 to 0.120 parts by weight.
- a method for producing grain-coated electromagnetic steel sheets with excellent magnetic properties and a glass coating characterized by being applied to steel sheets after charcoal annealing and finish annealing.
- the halogen element selected from F, CI, Br and I or their halogens is used with respect to 100 parts by weight of MgO.
- the compound is used in an amount of 0.015 to 0.120 parts by weight in the total amount of F, CI, Br and I, and at the same time, one or more kinds of alkali metal compounds excluding halogen compounds and / or alkali metal compounds.
- a method for producing a glass coating characterized by adding 0.010 to 0.50 parts by weight and a grain-oriented electrical steel sheet having excellent magnetic properties.
- At least at least one of the constituent elements of the halogen compound contained or added to the annealing separator in (1) to (4) is Fe, Co, Mn, Cu, Ni.
- the annealing separator in (1) to (4) the CAA value of Mg 0 used is 40 to 250 seconds, the particle diameter is 10% or less, 50% or more, and the specific surface area is 10 m 2 / g.
- the glass film characterized by that (Fe, Mn) -0 of the oxide film after decarburizing annealing is 0.015 to 0.30 gm 2 and the direction of excellent magnetic properties. Manufacturing method of conductive electrical steel sheet.
- the temperature rise process of the finish annealing is 850 to 11 and the glass coating characterized by being maintained at a constant temperature of 5 to 20 hours in a constant temperature range of 50 ° C and excellent magnetic properties. Manufacturing method of grain-oriented electrical steel sheet.
- the temperature rise process of the finish annealing should be such that the amount of H 2 in the atmosphere gas up to 800 ° C is a mixed gas of N 2 + H 2 of 30% or more.
- the glass coating is uniform and excellent over the entire width and width of the coil, and a glass coating with high tension and excellent adhesion, which could not be realized by conventional technology .
- the effect of lowering the temperature and homogenizing the glass film formation keeps the inhibitor stable up to a high temperature, so that the absorption of nitrogen into the steel and the removal of the inhibitor are performed appropriately.
- a directional electromagnetic steel sheet with high magnetic flux density and low iron loss can be obtained.
- FIG. 1 shows the heat cycle and atmosphere conditions of the finish annealing in Example 3, and is a diagram in which the heating rate is changed to the conditions of (A), (B), and (C).
- FIG. 2 shows the heat cycle of finish annealing and the atmosphere conditions in Example 4, and is a diagram in which the heating rate was changed to the conditions of (A), (B), and (C).
- FIG. 3 shows the heat cycle and atmosphere conditions of the finish annealing in Example 5, and is a diagram in which the heating rate was changed to the conditions of (A), (B), and (C).
- FIG. 4 is a diagram showing the effect of a halogen element on the glass film formation reaction during the finish annealing temperature raising process.
- a grain-oriented electrical steel sheet using MnS or MnSe as an inhibitor manufactured by a normal double rolling method (1) a grain-oriented electrical steel sheet using MnS or MnSe as an inhibitor manufactured by a normal double rolling method.
- S 0.015% or less
- A1 0.010 to 0.035%
- N 0.012% or less
- Mn 0.05 to 0.45% as steel components.
- MnS is important as before.
- Low-temperature slab heating not used as an effective inhibitor Using a starting material as a starting material, nitriding treatment is performed after decarburizing annealing, and inhibitors are adjusted (for example, JP-A-59-55622).
- the present invention can be applied to any material having a grain-oriented electrical steel sheet.
- annealing separator of the present invention is applied.
- the starting material is the low-temperature slab heating described in (3) above, it is applied after denitrification annealing followed by nitriding.
- a halogen element selected from F, CI, Br and I or a compound thereof is used in a total of 0.015 to 100 parts by weight of MgO. 0.120 parts by weight are used.
- an alkali metal compound and Z or an alkaline earth metal compound are added at a ratio of 0.01 to 0.5 part by weight, if necessary.
- Preferred application conditions for the MgO at this time are a specific surface area of 10 m 2 g, a particle diameter of 10 m or less, 50% or more, and a CAA value of 40 to 250 seconds for MgO.
- Such an annealing separating agent is made into a slurry in pure water, uniformly stirred and dispersed, then applied with a coating roll or the like in a fixed amount, and wound around a coil.
- high-temperature final annealing of 1200 ° C ⁇ 20Hr for a long time is performed to form a glass film, secondary recrystallization, and purification.
- a halogen element or a compound thereof is added to the annealing separator as in the present invention, by specifying the ripening conditions at the time of raising the temperature of the finish annealing, a better glass coating and magnetic properties can be obtained. can get.
- Preferable heating conditions for raising the temperature of the finish annealing include a force that sets the average rate of temperature increase between 850 and 1150 ° C to 12 ° C ZHr, and a constant temperature between 850 and 1150 ° C and 5 to 5 ° C.
- H 2 containing 30% or more of H 2 or a mixed gas of H 2 + N 2 is used as a preferable atmosphere condition at the time of heating.
- the thus treated coil after the formation of the glass film is washed with excess annealing separating agent in a continuous line to remove dilute sulfuric acid and the like.
- a colloidal silica and a phosphate-based tension-imparting insulating coating agent are applied, and baking, shape correction, and strain relief annealing are performed, and heat flattening is performed to obtain the final product.
- the timing, amount, and state of formation of the glass film in this series of processes are affected by the precipitation state and stability of A1N, MnS, etc. due to the oxynitriding of the ambient gas. .
- the annealing separator and finish annealing conditions in this invention these conventional problems can be solved all at once, and the glass coating and magnetic properties can be dramatically improved.
- the material to which the present invention is applied is a material which obtains a normal grain-oriented electrical steel sheet by rolling twice with MnS or MnSe as an inhibitor.
- 2 A1N + MnS or Sb + MnSe is used as an inhibitor to obtain a high magnetic flux density grain-oriented electrical steel sheet.
- (3) A1N is used as a main inhibitor to obtain a high magnetic flux density grain-oriented electrical steel sheet (the inhibitor is adjusted by nitriding after decarburization). It can be applied to any material.
- the steel composition is not limited in the present invention because the appropriate range of the composition varies depending on the starting material to be applied.
- the annealing separator of the present invention is applied on the oxide film after decarburization treatment, and in the case of 3, the annealing separator is applied on the nitrided steel sheet. .
- a first feature of the present invention is the composition of the annealing separator.
- MgO used as the main component of the annealing separator
- one or more halogen elements selected from F, CI and Br. I or one or more of these halogen element compounds are added to F, CI , Br, I are used in the total amount of 0.015 to 0.120 parts by weight.
- F, CI, Br, and I elements and their compounds are added or mixed and adjusted during the MgO production process and during the adjustment of the annealing separator slurry.
- These halogen elements or compounds in MgO have important effects on glass film formation and secondary recrystallization.
- the effect of lowering, accelerating, and homogenizing the glass film forming reaction is limited. You. On the other hand, when the content is more than 0.120 parts by weight, the effect of early glass film formation by lowering the melting point is remarkable, but the thickness of the glass film becomes non-uniform due to excessive F, C I, Br, I and the like. Further, depending on the conditions of the finish annealing, in an extreme case, the etching and the decomposition reaction of the glass coating due to an excessive halogen substance occur, and the glass coating is reduced to a glassless state.
- the preferred range of the addition amount is 0.027 to 0.050 parts by weight in terms of the total amount of F, CI, Br, and I. Within this range, it is hardly affected by decarburizing annealing, MgO conditions, and final finish annealing, and extremely stable and good magnetic properties can be obtained.
- the reason for limiting the amount of F in the halogen element content which is a preferable range in the present invention, will be described.
- the total amount of F, CI, Br, and I is 0.015 to 0.120 parts by weight with respect to 100 parts by weight of MgO.
- the F content is 0.005 to 0.120 parts by weight.
- F or its compound has a great effect of promoting the Mg 2 SiO 4 formation reaction in the process of forming a glass film due to the presence of a trace amount thereof.
- the effect of improving the glass film formation can be obtained dramatically and more stably than with Cl, Br, I or these compounds.
- Fig. 4 shows the effect of halogen elements on the glass film formation reaction during the final annealing temperature rise process.When F compounds are contained, the glass film formation starts at a lower temperature and the growth rate is fast. It is shown that. This is because the F compound has a higher thermal stability than other compounds and has less decomposition in the low temperature range during the final annealing heating, so that the high temperature necessary for forming the glass film is high.
- H Li, Ba, V, Cr, Mo, Mn, Fe, Co, Ni, Cu, Ag, Zn are constituent elements of the halogen compound contained or added to the annealing separator. , Cd, Al, Sn, Bi, 0.
- Compounds of these elements include fluoride, chloride, bromide, iodide or fluoric acid compound, chloric acid compound, bromate compound, iodine oxide, perfluoric acid compound, perchloric oxide Compounds, perbromate compounds, periodate oxides, etc., but are not limited thereto, and other compounds of F, CI, Br, I or mixtures thereof may be used.
- one or more of the above-mentioned halogen elements or compounds may be used as a raw material for Mg (0H) 2 generation reaction or Mg (0H) 2 slurry. It is better to add and mix during the re-adjustment stage.
- the added halogen element compound has very good solubility and dispersibility in water, and is uniformly dissolved or adsorbed on the inside and surface of the crystal of the raw material Mg (0H) 2 and distributed. After that, the Mg (0H) 2 slurry is washed, dehydrated, and molded, and then the firing conditions such as temperature, time, and the stirring conditions during firing of the input material are controlled, and the furnace such as a batch furnace or rotary kiln is used. The product is fired at
- the compounds of the above-mentioned elements of F, CI, Br and I have very good dissolution or dispersibility in water slurry, and are uniformly dispersed on the surface of MgO particles, other additives, or a steel plate oxide film.
- More preferable conditions for the addition of the halogen element compound are that at least one of the constituent elements of the halogen compound to be added is fluoride, Z, or chloride selected from Fe, Co, Mn, Cu, and Ni. Or, two or more of them are converted to F and Z or C1 so as to be 50% or more of all halogen elements.
- Fluorides and chlorides such as Fe, Co, Mn, Cu, and Ni produce a much better effect of improving the glass coating than those of other metal elements.
- Fe, Co, Mn, Cu, Ni, etc. change to hydroxides, oxides, oxy compounds, etc. during the dissolution of fluorides and chlorides in the slurry, or during decomposition during finish annealing, resulting in new It is considered that a complex effect is produced.
- the addition amount of the alkali metal and the Z or alkaline earth metal compound added together with the halogen element compound is based on the total amount of F, C1, Br, and I of the halogen compound relative to 0.015 to 0.120 parts by weight. It is 0.01 to 0.5 parts by weight.
- the alkali metal or the alkaline earth metal plays an important role in keeping the halogen element compound stable from the time of adding the slurry to the high temperature range of the finish annealing. That is, the added halogen compound is in the form of (1) to (4) as described above in the absence of the alkali metal or alkaline earth metal compound, and the state varies depending on the adjustment conditions. .
- halogen element compound Unless the halogen element compound is kept stable until the glass film formation stage in the process of slurry adjustment ⁇ coating 'drying and finish annealing, its effect cannot be fully exerted.
- Alkali metal and alkaline earth metal compounds have a strong affinity for halogen elements. Slurry adjustment is applied according to their solubility. Coating is applied. • Selectively combines with halogen elements in the drying stage, and MgO particles and other additives. Cover the surface of the material or the oxide film of the steel sheet uniformly, and keep halogen element compounds stable. Furthermore, the effect of slightly lowering the melting point of the alkali or the alkali metal compound itself also occurs. As a result, due to the combined action, a more effective glass film forming effect is produced, and a uniform and high quality glass film is obtained, and the effect of improving the magnetic properties is enhanced.
- alkali metal and alkaline earth metal compounds include those soluble in water such as hydroxides such as Li, Na, K, Ca, Ba, and Mg, borates, sulfates, nitrates, and silicates. Substances are preferred. If the addition amount is less than 0.01 part by weight, the stabilization of the halogen element compound and the auxiliary effect of lowering the melting point will not be produced. On the other hand, if the content exceeds 0.5 parts by weight, the excessive annealing of the alkali metal or the alkaline earth metal causes an etching or reduction reaction at a high temperature in the final annealing, which causes problems such as pinholes, gas marks and uneven coating. Limited because it occurs.
- MgO to which such a halogen element compound, an alkali metal or an alkaline earth metal compound is added has a CAA value of 40 to 250 seconds, a particle diameter of 10% or less, 50% or more, and a specific surface area of 10 m. 2 g or more.
- the reaction improving effect is large, it is hard to be subjected to additional oxidation due to moisture, oxygen and the like of the atmosphere gas in the finish annealing process.
- water from MgO and atmospheric gas is not so required for the glass film forming reaction.
- a stable glass coating can be formed over the entire surface of the coil in a wide range of the annealing atmosphere from the finish annealing to the dry.
- MgO slurry when CAA value is less than 40 seconds It is difficult to stably control hydrated water industrially in the adjustment stage. For this reason, instability and extreme increase in hydrated water are inevitable, and it is difficult to stably improve the glass coating and magnetic properties even with the annealing separator of the present invention.
- it exceeds 250 seconds the hydrated water can be stabilized, but the adhesion to the steel sheet at the time of applying the MgO slurry is reduced, or the slurry viscosity is reduced, which is preferable because the workability is reduced. Not good. In the halogen element or compound addition technology of the present invention, these problems are eliminated in 40 to 250 seconds, good reactivity and workability can be obtained, and excellent glass coating and magnetic properties can be realized.
- the MgO particle diameter is less than 10 / m and more than 50%.
- good product characteristics can be obtained in a wide range of conditions as compared with ordinary annealing separators in terms of particle size. If it is less than 10 / m and less than 50%, the contact area between the particles and the steel sheet decreases, and the reactivity decreases. For this reason, even in the annealing separator using the halogen element compound of the present invention, the film properties are slightly reduced.
- the specific surface area of MgO is more relaxed than that of the conventional annealing separator.
- it is less than 10 m 2 Zg, the reactivity is extremely reduced, and problems such as the thickness, uniformity, and adhesion of the glass coating are liable to occur.
- a more preferable range is 15 g Zm 2 or more. Within this range, a good glass coating and magnetic properties can be obtained regardless of the conditions of the finish annealing.
- the specific surface area is the surface area obtained from the amount of nitrogen (N) adsorbed (one layer) with respect to a fixed amount of the sample powder, and is called BET or liquid nitrogen physical adsorption and is indicated by BET. You.
- the oxide film component is (Fe, Mn) 10 in the range of 0.015 to 0.30 g / m 2 .
- (Fe, Mn) - 0 component exist in a form such that the surface layer mainly Fe 2 Si 0 4 in section, FeSiO ,, Mn 2 SiO ,, MnS i 0 3 of the steel sheet surface Exist.
- This (Fe, Mn) -10-based oxide has a slight accelerating effect on the forsterite film formation reaction and affects the atmospheric gas permeability of the oxide film.
- Such a chloride of the present invention contributes to synergistically enhance reactivity between MgO and Si0 2 alkali metal, an Al force Li earth metal.
- the chlorine compound of the present invention when the amount is less than 0.015 g Zm 2 , the chlorine compound of the present invention and alkali and Z or alkali metal Even if the compound addition technique is used, the effect of improving the stability of the glass coating cannot be sufficiently obtained. On the other hand, if it exceeds 0.30 g Zm 2 , there is a problem that the oxide film itself is porous and the sealing property is weakened. In addition, the addition of the chlorine compound of the present invention and an alkali and / or alkaline earth metal causes pinhole-shaped metal spots, scales, gas marks, etc. to be generated or removed as glass coating defects peculiar to peroxide. Inhibitors are restricted due to premature oxidation due to the phenomenon of peroxidation, resulting in reduced magnetic flux density and poor iron loss.
- the heating rate at the time of temperature rise is to set the average heating rate at 850 to 1150 ° C to 12 ° CZ Hr or less.
- the lower limit was set at 850 ° C because glass film formation hardly occurred below 850 ° C, and when the low-temperature region was heated slowly and stayed for a long time, the surface oxide film was reduced, and rather the film was formed. This is because it has a negative effect on the environment.
- heating may be performed at an average temperature of 12 ° CZHr or lower, or heating may be performed at a constant temperature in this temperature range.
- the time for growing the glass coating is not enough, and no improvement effect can be obtained.
- the temperature is kept constant at a constant temperature, holding for 5 to 20 hours produces an excellent improvement effect.
- it is a favorable condition for obtaining a uniform glass coating and magnetic properties with a large coil. This is due to the constant temperature As a result, the temperature difference between the inner and outer circumferences of the coil is made more uniform, the atmosphere between the plates is made more uniform, and the formation of the glass coating is uniformly generated at a lower temperature, thereby producing a greater improvement effect.
- the thin glass coating layer formed at this time suppresses the intrusion of nitrogen from the atmospheric gas at the high temperature range and, conversely, the inhibitor of desorption, and the inhibitory activity until the secondary recrystallization stage. Results in keeping stable
- the secondary recrystallization temperature is high, so that the effect of controlling the heating rate is remarkably obtained.
- the atmospheric gas correct 'preferred finish annealing first, it is the this to the PH 2 0 PH 2 of the atmosphere gas to 800 ° C 0. 25 or less.
- the formation of a glass film occurs at a high temperature of 850 ° C or higher.
- additional oxidation occurs before the formation of the glass film.
- this suppression effect is large, but when PH 2 0Z PH 2 is 0.25 or more, the effect is limited, and defects such as shimofuri, scale, and gas marks are likely to occur.
- the oxide film structure becomes porous, resulting in nitridation or premature deinhibition, resulting in deterioration of magnetic properties.
- a stable glass coating is formed by the annealing separator of the present invention.
- the control method of the degree of atmospheric oxidation at the time of raising the temperature is based on the control of the hydrated water of MgO, the applied amount of the annealing separating agent, the coil winding pressure, the amount of the atmospheric gas, the gas components, and the like.
- the amount of H 2 as an atmospheric gas component is preferably 30% or more.
- N 2 , NH or other inert gas is used as the atmosphere gas at the time of temperature rise.
- a drastic glass coating and a magnetic property improving effect can be obtained by its gas component. This firstly reduces the degree of oxidation between the steel sheets at the time of raising the temperature, thereby suppressing additional oxidation and making the reaction promoting effect of the halogen element compound more uniform.
- excessive additional nitridation during heating is suppressed to enhance the stability of the inhibitor. It is believed that this will more reliably improve the glass coating and magnetic properties.
- a more preferable atmosphere condition is an atmosphere of H 2 75% or more.
- H 2 content is less than 30%, additional oxidation occurs due to the MgO condition, and a nonuniform glass film formation is observed in each part of the coil, and variations in magnetism depending on the position of the coil are observed.
- Decarburization annealing was performed at 850 ° C for 100 seconds. Then, a halogen element compound is added formulated in Mg (OH) 2 adjusted MgO production process, obtained by firing, the components such as shown in Table 1 MgO: 100 parts by weight, Ti0 2: consisting of 5 parts by weight An annealing separator was applied to a dry weight of 6 g / m 2 , dried, wound up in a coil, and subjected to a final finish annealing at 1200 ° C for 20 hours.
- the glass coating was uniform over the entire surface of the steel sheet in any of the MgO-containing halogen elements of the present invention.
- the magnetic properties were also very good.
- the comparative material having a small amount of halogen element had an extremely thin glass film, poor adhesion, and extremely poor magnetic properties in terms of magnetic flux density and iron loss.
- the halogen content is high, The result was that many irregularities of the glass film occurred, many pinhole-like and scale-like defects were locally generated, and the adhesion was poor. Also in this case, the magnetic properties were considerably inferior to those of the present invention.
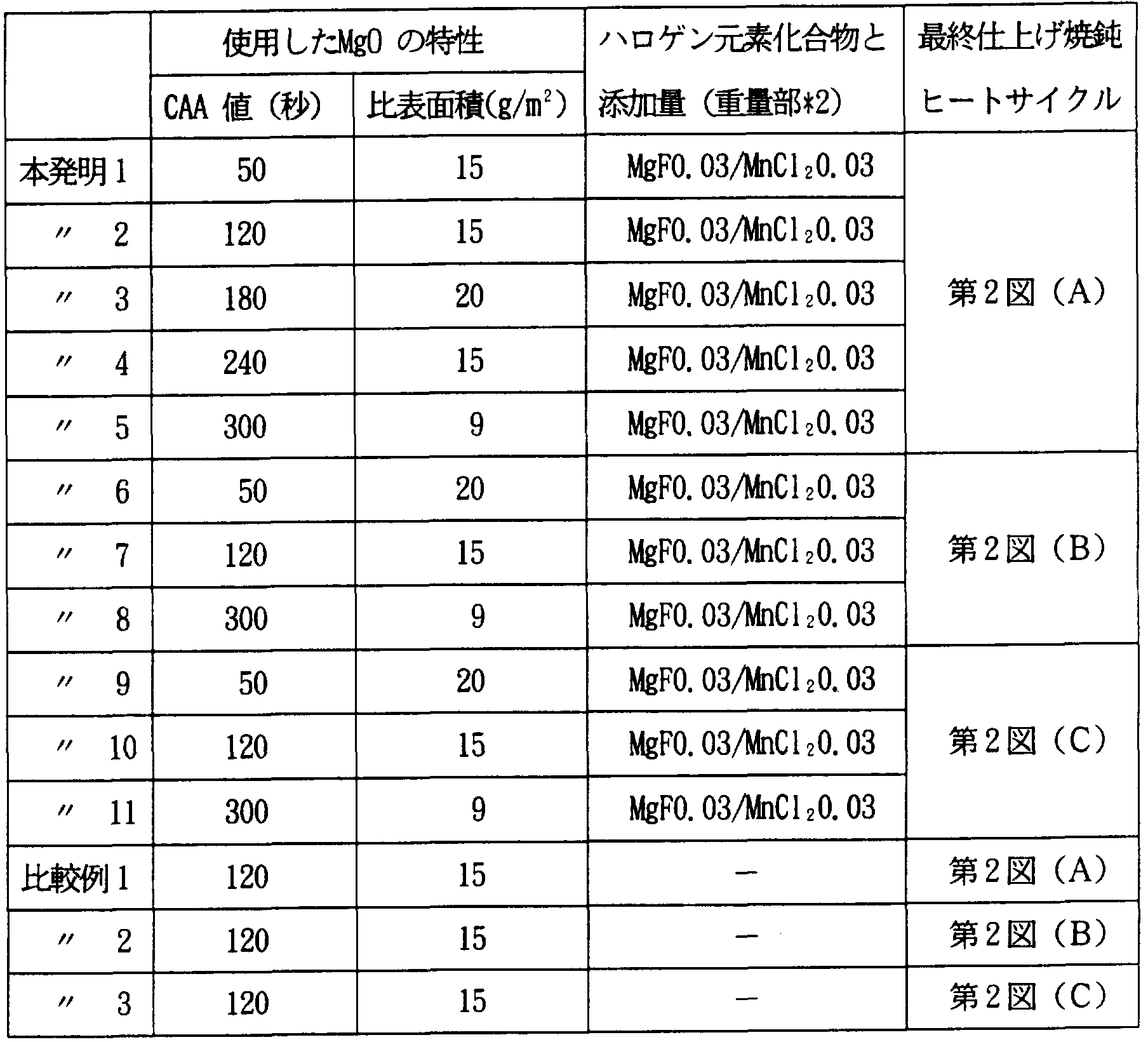
- Decarburization annealing was performed at 850 ° C for ⁇ 0 seconds. Then, CAA value 150 seconds, the particle element size of 10 or less 80%, a specific surface area of 18m 2 / g MgO: 100 parts by weight, Ti0 2
- N 2 25% + H 2 75% in continuous line DP: decarburization annealing at 840 ° C in atmosphere gas of 67 ° C for 110 seconds and N 2 25% + H 2 75% + NH 3
- the steel was annealed at 750 ° C for 30 seconds in a dry atmosphere to obtain a nitrogen content of 180 ppm in the steel.
- the annealing was performed by changing the constant temperature at the time of raising the temperature of the finish annealing, and then the insulating coating treatment and the heat flattening were performed in the same manner as in Example 1 to obtain a final product.
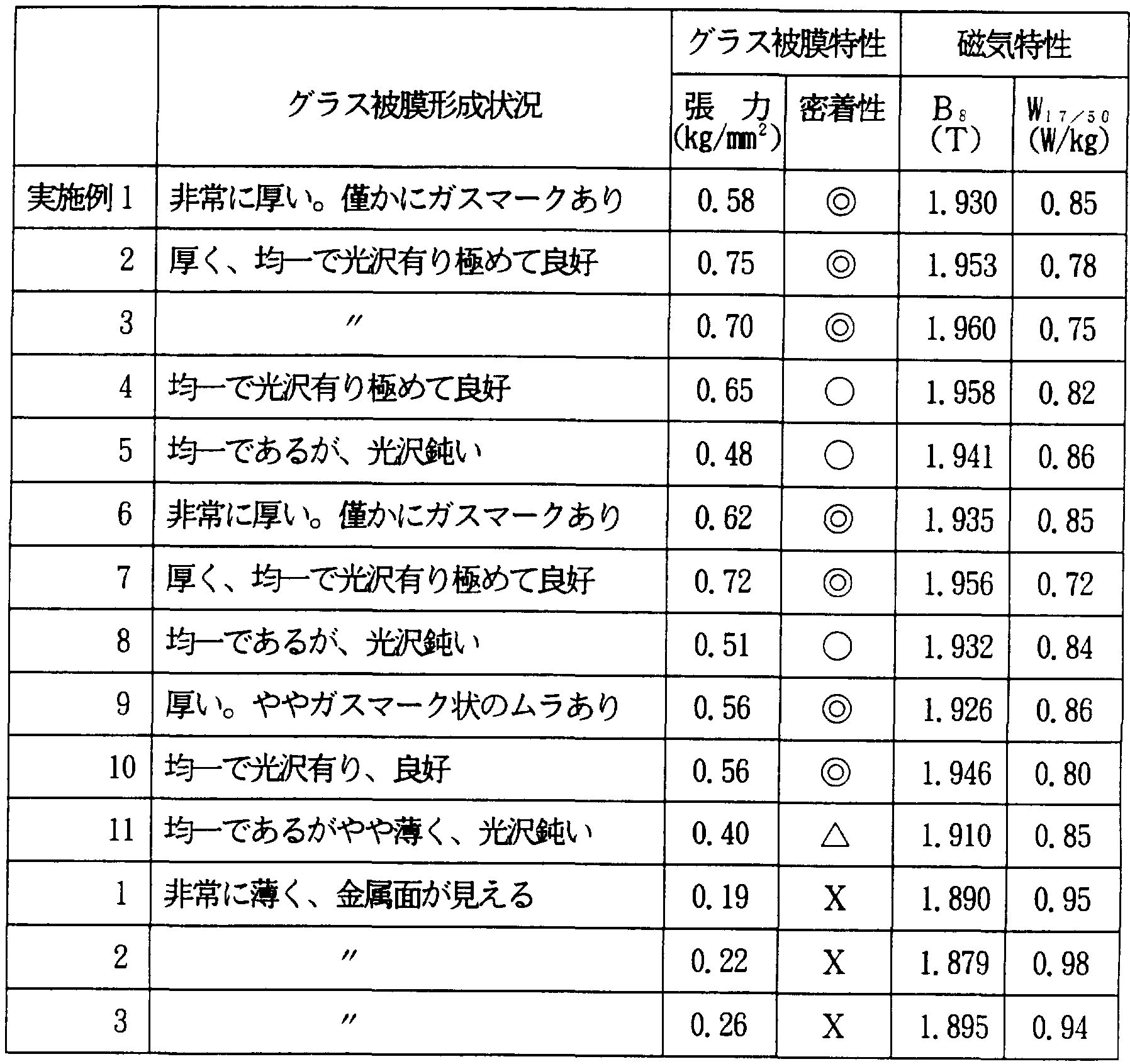
- Table 8 shows the results of the glass coating and magnetic properties in this test.
- the annealed separating agent of the present invention was superior in both the glass coating and the magnetic properties as compared with the comparative material.
- Cycles ( ⁇ ) and ( ⁇ ) which are maintained at a constant temperature during the finish annealing, have a slightly more stable glass coating and extremely good magnetic properties compared to the non-temperature-maintained cycle (C).
- the result was obtained.
- the effect of the CAA value of MgO is as follows: when the activity is high, 50 seconds, the glass coating tends to be thick but non-uniform, and the magnetic properties also tend to slightly deteriorate. Has a tendency to decrease the thickness and gloss of the glass coating, and the magnetic properties are slightly deteriorated. Was seen.
- the glass coating was uniform, glossy, good in tension and adhesion, and in this case, extremely excellent magnetic properties were obtained.
- the halogen compound was not added to the annealing separator, the glass coating properties and the magnetic properties were poor under any of the finish annealing conditions.
- an extremely excellent glass coating and improved magnetic properties can be obtained by quantifying the amount of the halogen compound in the process of MgO production to slurry adjustment. At this time, the effect is further increased by the combined addition of the alkali metal and the alkali metal or alkaline earth metal to the halogen compound. In addition, by optimizing the heat cycle and atmosphere conditions in the finish annealing, the glass coating and magnetic properties can be further improved.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Dispersion Chemistry (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Description








Claims
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/836,593 US5840131A (en) | 1994-11-16 | 1995-11-16 | Process for producing grain-oriented electrical steel sheet having excellent glass film and magnetic properties |
| EP95938021A EP0789093B2 (en) | 1994-11-16 | 1995-11-16 | Process for producing directional electrical sheet excellent in glass coating and magnetic properties |
| DE69515892T DE69515892T3 (de) | 1994-11-16 | 1995-11-16 | Verfahren zur herstellung eines elektrisch direktionalen bleches mit guter glasbeschichtbarkeit und hervorragenden magnetischen eigenschaften |
Applications Claiming Priority (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP6/282293 | 1994-11-16 | ||
| JP28229494A JP2749783B2 (ja) | 1994-11-16 | 1994-11-16 | グラス被膜性能と磁気特性の極めて優れる方向性電磁鋼板の製造方法 |
| JP06282292A JP3091096B2 (ja) | 1994-11-16 | 1994-11-16 | 優れたグラス被膜と磁気特性を得るための方向性電磁鋼板用焼鈍分離剤及びスラリー |
| JP28229394A JP3336547B2 (ja) | 1994-11-16 | 1994-11-16 | グラス被膜と磁気特性の極めて優れる方向性電磁鋼板の製造方法 |
| JP6/282292 | 1994-11-16 | ||
| JP6/282294 | 1994-11-16 | ||
| JP6/309162 | 1994-12-13 | ||
| JP6/309163 | 1994-12-13 | ||
| JP6309162A JP2781524B2 (ja) | 1994-12-13 | 1994-12-13 | グラス被膜と磁気特性の極めて優れる方向性電磁鋼板の製造方法 |
| JP6309163A JPH08165525A (ja) | 1994-12-13 | 1994-12-13 | グラス被膜が均一で優れ、磁気特性の極めて良好な方向性電磁鋼板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1996015291A1 true WO1996015291A1 (fr) | 1996-05-23 |
Family
ID=27530709
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP1995/002346 Ceased WO1996015291A1 (fr) | 1994-11-16 | 1995-11-16 | Procede de production de tole magnetique directive pouvant facilement etre revetue de verre et presentant d'excellentes proprietes magnetiques |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5840131A (ja) |
| EP (1) | EP0789093B2 (ja) |
| CN (1) | CN1065004C (ja) |
| DE (1) | DE69515892T3 (ja) |
| WO (1) | WO1996015291A1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19750066C1 (de) * | 1997-11-12 | 1999-08-05 | Ebg Elektromagnet Werkstoffe | Verfahren zum Beschichten von Elektrostahlbändern mit einem Glühseparator |
| US6676771B2 (en) * | 2001-08-02 | 2004-01-13 | Jfe Steel Corporation | Method of manufacturing grain-oriented electrical steel sheet |
| JP4823719B2 (ja) * | 2006-03-07 | 2011-11-24 | 新日本製鐵株式会社 | 磁気特性が極めて優れた方向性電磁鋼板の製造方法 |
| RU2466208C2 (ru) * | 2008-06-20 | 2012-11-10 | Ниппон Стил Корпорейшн | Лист из неориентированной электротехнической стали и способ его производства |
| CN103857827B (zh) | 2011-10-04 | 2016-01-20 | 杰富意钢铁株式会社 | 取向性电磁钢板用退火分离剂 |
| CN103114181A (zh) * | 2013-01-24 | 2013-05-22 | 广东盈泉钢制品有限公司 | 一种取向硅钢隔离涂层的涂料配方 |
| EP2775007B1 (en) | 2013-03-08 | 2018-12-05 | Voestalpine Stahl GmbH | A process for the production of a grain-oriented electrical steel |
| KR101677883B1 (ko) * | 2013-09-19 | 2016-11-18 | 제이에프이 스틸 가부시키가이샤 | 방향성 전기 강판 및 그 제조 방법 |
| KR101696627B1 (ko) * | 2014-11-26 | 2017-01-16 | 주식회사 포스코 | 방향성 전기강판용 소둔 분리제 조성물, 및 이를 이용한 방향성 전기강판의 제조방법 |
| KR101751526B1 (ko) * | 2015-12-21 | 2017-06-27 | 주식회사 포스코 | 방향성 전기강판의 제조방법 |
| KR101878963B1 (ko) * | 2016-05-13 | 2018-07-16 | 코노시마카가쿠코우교우 가부시키가이샤 | 산화마그네슘 분말 및 그 제조 방법 |
| KR102268494B1 (ko) | 2019-06-26 | 2021-06-22 | 주식회사 포스코 | 방향성 전기강판 및 그 제조 방법 |
| WO2022013960A1 (ja) * | 2020-07-15 | 2022-01-20 | 日本製鉄株式会社 | 方向性電磁鋼板および方向性電磁鋼板の製造方法 |
| JP7107454B1 (ja) * | 2020-09-01 | 2022-07-27 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4827055B1 (ja) * | 1969-08-18 | 1973-08-18 | ||
| JPH02267278A (ja) * | 1989-04-07 | 1990-11-01 | Nippon Steel Corp | 均一なグラス皮膜を有し、磁気特性の優れた方向性電磁鋼板の製造方法 |
| JPH03120376A (ja) * | 1989-09-08 | 1991-05-22 | Armco Inc | 電気鋼用酸化マグネシウム被膜及び被覆方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5142222B2 (ja) * | 1971-06-03 | 1976-11-15 | ||
| JPS5037129B2 (ja) † | 1972-07-10 | 1975-12-01 | ||
| JPS5231296B2 (ja) * | 1973-06-07 | 1977-08-13 | ||
| US3841925A (en) † | 1973-09-12 | 1974-10-15 | Morton Norwich Products Inc | Magnesium oxide steel coating composition and process |
| US4168189A (en) * | 1977-05-20 | 1979-09-18 | Armco Inc. | Process of producing an electrically insulative film |
| US4344802A (en) * | 1977-08-04 | 1982-08-17 | Armco Inc. | Stable slurry of inactive magnesia and method therefor |
| JPS5558331A (en) * | 1978-10-25 | 1980-05-01 | Kawasaki Steel Corp | Forming method for forsterite insulation film of anisotropic silicon steel plate |
| US4443425A (en) * | 1981-12-09 | 1984-04-17 | Calgon Corporation | Magnesium oxide composition for coating silicon steel |
| JPS58141392A (ja) † | 1982-02-15 | 1983-08-22 | Kawasaki Steel Corp | 方向性珪素鋼板のフオルステライト絶縁被膜の形成方法 |
| JPS60145382A (ja) † | 1984-01-09 | 1985-07-31 | Nippon Steel Corp | 磁気特性、皮膜特性とも優れた方向性電磁鋼板の製造方法 |
| US4740251A (en) * | 1986-12-22 | 1988-04-26 | Calgon Corporation | Method for improving magnesium oxide steel coatings |
| EP0305966B1 (en) † | 1987-08-31 | 1992-11-04 | Nippon Steel Corporation | Method for producing grain-oriented electrical steel sheet having metallic luster and excellent punching property |
| US5192373A (en) * | 1989-09-08 | 1993-03-09 | Armco, Inc. | Magnesium oxide coating for electrical steels and the method of coating |
| EP0525467B1 (en) † | 1991-07-10 | 1997-03-26 | Nippon Steel Corporation | Grain oriented silicon steel sheet having excellent primary glass film properties |
| JPH05247661A (ja) † | 1992-03-04 | 1993-09-24 | Nippon Steel Corp | 均一なグラス被膜を有し、磁気特性の優れた方向性電磁鋼板の製造方法 |
| KR960010811B1 (ko) * | 1992-04-16 | 1996-08-09 | 신니뽄세이데스 가부시끼가이샤 | 자성이 우수한 입자배향 전기 강 시트의 제조방법 |
| US5547519A (en) * | 1995-02-28 | 1996-08-20 | Armco Inc. | Magnesia coating and process for producing grain oriented electrical steel for punching quality |
-
1995
- 1995-11-16 DE DE69515892T patent/DE69515892T3/de not_active Expired - Lifetime
- 1995-11-16 US US08/836,593 patent/US5840131A/en not_active Expired - Lifetime
- 1995-11-16 EP EP95938021A patent/EP0789093B2/en not_active Expired - Lifetime
- 1995-11-16 CN CN951972014A patent/CN1065004C/zh not_active Expired - Lifetime
- 1995-11-16 WO PCT/JP1995/002346 patent/WO1996015291A1/ja not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4827055B1 (ja) * | 1969-08-18 | 1973-08-18 | ||
| JPH02267278A (ja) * | 1989-04-07 | 1990-11-01 | Nippon Steel Corp | 均一なグラス皮膜を有し、磁気特性の優れた方向性電磁鋼板の製造方法 |
| JPH03120376A (ja) * | 1989-09-08 | 1991-05-22 | Armco Inc | 電気鋼用酸化マグネシウム被膜及び被覆方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP0789093A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69515892D1 (de) | 2000-04-27 |
| US5840131A (en) | 1998-11-24 |
| DE69515892T3 (de) | 2005-10-20 |
| EP0789093B1 (en) | 2000-03-22 |
| DE69515892T2 (de) | 2000-11-09 |
| EP0789093A4 (ja) | 1997-09-24 |
| CN1065004C (zh) | 2001-04-25 |
| CN1171823A (zh) | 1998-01-28 |
| EP0789093A1 (en) | 1997-08-13 |
| EP0789093B2 (en) | 2005-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107109563B (zh) | 取向性电磁钢板及其制造方法 | |
| JP6220891B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| KR0157539B1 (ko) | 우수한 반응성을 가진 방향성 전기강판용 아닐링 분리제 및 이의 사용방법 | |
| EP1464712A1 (en) | Method for producing grain-oriented silicon steel plate with mirror surface | |
| WO1996015291A1 (fr) | Procede de production de tole magnetique directive pouvant facilement etre revetue de verre et presentant d'excellentes proprietes magnetiques | |
| KR101696627B1 (ko) | 방향성 전기강판용 소둔 분리제 조성물, 및 이를 이용한 방향성 전기강판의 제조방법 | |
| US4543134A (en) | Process for producing grain-oriented electrical steel sheet having both improved magnetic properties and properties of glass film | |
| JPH11158558A (ja) | 焼鈍分離剤用MgO およびその製造方法 | |
| JP3650525B2 (ja) | 方向性電磁鋼板の焼鈍分離剤およびグラス被膜と磁気特性の優れた方向性電磁鋼板の製造方法 | |
| JP3043975B2 (ja) | 方向性けい素鋼板用焼鈍分離剤 | |
| JP3091096B2 (ja) | 優れたグラス被膜と磁気特性を得るための方向性電磁鋼板用焼鈍分離剤及びスラリー | |
| JPH01177376A (ja) | 均一なグラス被膜と優れた磁気特性を得るための方向性電磁鋼板用焼鈍分離剤 | |
| JP4310996B2 (ja) | 方向性電磁鋼板の製造方法並びにこの方法に用いる焼鈍分離剤 | |
| JP2690841B2 (ja) | 均一な高張力グラス被膜と優れた磁気特性を得るための方向性電磁鋼板用焼鈍分離剤 | |
| JP3549492B2 (ja) | 焼鈍分離剤、及び、グラス被膜の優れる方向性電磁鋼板の製造方法 | |
| KR100245032B1 (ko) | 유리 피막과 자기 특성이 뛰어난 방향성 전자기 강판의 제조방법 | |
| JP3336547B2 (ja) | グラス被膜と磁気特性の極めて優れる方向性電磁鋼板の製造方法 | |
| JPH08165525A (ja) | グラス被膜が均一で優れ、磁気特性の極めて良好な方向性電磁鋼板の製造方法 | |
| JPH1136018A (ja) | グラス皮膜と磁気特性の極めて優れる方向性電磁鋼板の製造方法 | |
| JP2749783B2 (ja) | グラス被膜性能と磁気特性の極めて優れる方向性電磁鋼板の製造方法 | |
| JP3059338B2 (ja) | 反応性の極めて優れる方向性電磁鋼板用焼鈍分離剤及びその使用方法 | |
| JPH09256068A (ja) | 優れたグラス被膜を得るための方向性電磁鋼板の製造方法 | |
| JPH05295447A (ja) | 方向性電磁鋼板の短時間仕上焼鈍法 | |
| JPH0941153A (ja) | 反応性の優れる焼鈍分離剤及びそれを用いた方向性電磁鋼板の製造方法 | |
| JP2000273550A (ja) | グラス被膜及び磁気特性の優れる方向性電磁鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 95197201.4 Country of ref document: CN |
|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): CN KR US |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LU MC NL PT SE |
|
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 1019970703263 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1995938021 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 08836593 Country of ref document: US |
|
| WWP | Wipo information: published in national office |
Ref document number: 1995938021 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 1019970703263 Country of ref document: KR |
|
| WWG | Wipo information: grant in national office |
Ref document number: 1019970703263 Country of ref document: KR |
|
| WWG | Wipo information: grant in national office |
Ref document number: 1995938021 Country of ref document: EP |