WO2001088041A1 - Article d'absorption de moisissure - Google Patents
Article d'absorption de moisissure Download PDFInfo
- Publication number
- WO2001088041A1 WO2001088041A1 PCT/JP2001/004121 JP0104121W WO0188041A1 WO 2001088041 A1 WO2001088041 A1 WO 2001088041A1 JP 0104121 W JP0104121 W JP 0104121W WO 0188041 A1 WO0188041 A1 WO 0188041A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- molded article
- hygroscopic
- hygroscopic molded
- article according
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W76/00—Containers; Fillings or auxiliary members therefor; Seals
- H10W76/40—Fillings or auxiliary members in containers, e.g. centering rings
- H10W76/42—Fillings
- H10W76/48—Fillings including materials for absorbing or reacting with moisture or other undesired substances
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/30—Sulfur-, selenium- or tellurium-containing compounds
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/258—Alkali metal or alkaline earth metal or compound thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/259—Silicic material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/3154—Of fluorinated addition polymer from unsaturated monomers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/3154—Of fluorinated addition polymer from unsaturated monomers
- Y10T428/31544—Addition polymer is perhalogenated
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31938—Polymer of monoethylenically unsaturated hydrocarbon
Definitions
- the present invention relates to a hygroscopic molded article.
- Electronic devices such as batteries, capacitors (capacitors) and display elements are becoming ever smaller and lighter. These electronic components are always sealed using a resin-based adhesive such as a rubber-based sealing material or a UV-curable resin in the sealing process of the exterior part.
- a resin-based adhesive such as a rubber-based sealing material or a UV-curable resin in the sealing process of the exterior part.
- the performance of electronic components is degraded due to moisture passing through the sealing material during storage or use. That is, there is a possibility that the electronic components inside the electronic device may be altered or corroded by the moisture that has entered the electronic device.
- the electrical conductivity changes, electrolysis of the invading moisture occurs, etc. May cause distortion or leakage.
- the present invention relates to the following hygroscopic molded article.
- hygroscopic molded article according to claim 1 wherein the hygroscopic agent contains at least one of an alkaline earth metal oxide and a sulfate.
- the resin component is at least one polymer material of a fluorine-based, polyolefin-based, polyacryl-based, polyacrylonitrile-based, polyamide-based, polyester-based, and epoxy-based.
- the hygroscopic molded article according to the above item 8 wherein the gas adsorbent is made of an inorganic porous material. 10. The hygroscopic molded article according to the above item 1, wherein a resin coating layer is formed on part or all of the surface of the hygroscopic molded article.
- the hygroscopic molded article of the present invention contains P, a humectant, and a resin component.
- P The shape of the wet molded product is not limited, and may be set appropriately according to the use, purpose, and location of the final product. Examples thereof include sheet, pellet, plate, film, and granular (granulated).
- the hygroscopic agent may be any as long as it has at least a function of adsorbing moisture, and is particularly preferably a compound which chemically adsorbs moisture and maintains a solid state even if it absorbs moisture.
- Such compounds include, for example, metal oxides and inorganic / organic acid salts of metals.In the present invention, it is particularly preferable to use at least one of alkaline earth metal oxides and sulfates. preferable.
- alkaline earth metal oxide examples include calcium oxide (Ca ⁇ ), barium oxide (BaO), magnesium oxide (Mg ⁇ ), and strontium oxide (SrO).
- the sulfates include lithium sulfate (L i 2 S_ ⁇ 4), sodium sulfate (Na 2 SO4), calcium sulfate (CaS_ ⁇ 4), magnesium sulfate (MgS_ ⁇ 4), cobalt sulfate (CoS_ ⁇ 4), sulfuric acid Gallium (Ga 2 (SO 4) 3), titanium sulfate (T i (SO 4) 2), nickel sulfate (N i SC), and the like.
- an organic compound having hygroscopicity can be used as the hygroscopic agent of the present invention.
- an alkaline earth metal oxide is preferable. Particularly, at least one of CaO, Ba B and SrO is preferred. Most preferably, it is C a O.
- the moisture absorbent of the present invention is preferably contained in the form of a powder.
- the specific surface area (BET specific surface area) of the powder is usually l On ⁇ Zg or more, preferably 30 m 2 Zg or more, particularly preferably 40 m 2 Zg or more.
- a hygroscopic agent for example, calcium hydroxide obtained by heating calcium hydroxide to 900: or less (preferably 700 ° C or less, most preferably 500 ° C or less (especially 490 to 50 Ot)) is used.
- a CaO powder having a BET specific surface area of at least 10 m 2 Zg, more preferably at least 30 m 2 / g, particularly at least 40 m 2 Zg can be most preferably used.
- the resin component is not particularly limited as long as it does not hinder the moisture removal action of the moisture absorbent, and preferably a gas-permeable polymer material (that is, a polymer material having a low gas barrier property) is suitably used.
- a gas-permeable polymer material that is, a polymer material having a low gas barrier property
- fluorine, polyolefin, polyacryl, polyacrylonitrile, polyamide, polyester And polymer materials such as epoxy-based, epoxy-based and polycarbonate-based materials.
- the gas permeability may be appropriately set according to the use of the final product, desired characteristics, and the like.
- fluorine-based, polyolefin-based, and the like are preferable.
- fluorine type include polytetrafluoroethylene, polychlorotrifluoroethylene, polyvinylidene fluoride, ethylene-tetrafluoroethylene copolymer and the like.
- polyolefins include polyethylene, polypropylene, polybutadiene, polyisoprene, and the like, as well as copolymers thereof.
- a fluororesin is preferable.
- the contents of the hygroscopic agent and the resin component may be appropriately set according to these types and the like.
- the total amount of the hygroscopic agent and the resin component is set to 100% by weight and the amount of the hygroscopic agent is 30 to 9%.
- the content may be about 5% by weight and about 70 to 5% by weight of the resin component.
- about 50 to 85% by weight of the moisture absorbent and 50 to 15% by weight of the resin component and most preferably, about 55 to 85% by weight of the moisture absorbent and 45 to 15% by weight of the resin component.
- other components can be appropriately added as needed as long as the effects are not impaired.
- gas adsorbent a material exhibiting gas absorbability
- the gas adsorbent include inorganic porous materials such as silica, alumina, and synthetic zeolite.
- the content of the gas adsorbent is not limited, but is usually about 3 to 15 parts by weight based on 100 parts by weight of the total of the moisture absorbent and the resin component.
- a resin coating layer containing a resin component may be formed on a part or all of the surface thereof as necessary. This makes it possible to control the hygroscopic performance of the hygroscopic molded article.
- the resin component of the resin coating layer any material having a high gas permeability may be used, and specifically, the same resin component as that contained in the hygroscopic molded article can be used.
- the above-mentioned polyolefins can be used.
- a powder made of an inorganic material or a metal material may be dispersed in the resin component as needed. As a result, durability against sudden temperature changes or humidity changes can be further improved. Especially, my strength, leafing phenomenon of aluminum powder etc.
- the powders shown (scale-like particles) are preferred.
- the content of the powder is not particularly limited, but is usually about 30 to 50% by weight in the resin coating layer.
- the thickness of the resin coating layer can be appropriately set according to the desired moisture absorption performance, the type of the resin component used in the resin coating layer, and the like, but is usually about 0.5 to 20 m, preferably 0.5 to 10 m. m. For this reason, the particle size of the above particles may be generally set to be smaller than the thickness of the resin coating layer.
- the hygroscopic molded article of the present invention can be obtained by uniformly mixing these components and molding them into a desired shape.
- the moisture absorbent, the gas adsorbent, and the like are sufficiently dried before being blended.
- it may be heated to be in a molten state as necessary.
- a forming method a known forming or granulating method may be adopted.
- Granules can be applied.
- the hygroscopic molded article is in the form of a sheet
- a sheet-shaped molded article which has been further stretched can be suitably used as the hygroscopic sheet.
- the stretching may be performed according to a known method, and may be any of uniaxial stretching and biaxial stretching.
- the method of forming the resin coating layer is not limited, and may be performed according to a known laminating method or the like.
- a sheet or film for a resin coating layer formed in advance may be laminated on at least one of the front and back surfaces of the sheet.
- a resin coating layer (2) can be formed on the back surface of the hygroscopic sheet (1). Further, as shown in FIG. 2, resin coating layers (2) and (2) can be formed on the front and back surfaces of the hygroscopic sheet (1).
- the sheet thickness may be appropriately set according to the intended use of the final product. For example, when the hygroscopic molded article is applied to an electronic device such as a capacitor, the thickness is usually about 50 to 400 m, preferably 100 to 200 m. When the sheet has a resin coating layer, the sheet thickness includes the resin coating layer.
- the resin component of the hygroscopic molded article of the present invention is fibrillated.
- fibrillation By fibrillation, better hygroscopicity can be exhibited.
- the lylation may be carried out simultaneously with the molding of the hygroscopic molded article, or may be carried out by addition after molding.
- the resin component can be fibrillated by rolling a mixture obtained by dry-mixing the resin component and the hygroscopic agent. Further, for example, fibrillation can be performed by further subjecting the molded article of the present invention to stretching as described above.
- At least one moisture absorbent powder of C a O, 8 & 0 and 3 1: 0 and a fluororesin powder are dry-mixed. Thereafter, the resulting mixture is rolled to produce a fibrillated hygroscopic molded article. Rolling or stretching may be performed using a known device. The degree of fibrillation can be appropriately adjusted depending on the use of the final product, desired properties, and the like. It is preferable to use the moisture absorbent powder having the above specific surface area.
- the fluororesin powder is not limited, and a known or commercially available fluororesin powder (particle size) may be used as it is.
- the hygroscopic molded article of the present invention may be installed in a place or a place where moisture absorption is required by an ordinary method.
- the hygroscopic molded body when absorbing moisture in the atmosphere inside the container of the electronic device, the hygroscopic molded body may be fixed to part or all of the inner surface of the container.
- a hygroscopic molded body In the case of absorbing moisture in an organic electrolyte in a capacitor, a battery, or the like using an organic electrolyte, a hygroscopic molded body may be present in the organic electrolyte.
- the fixing method described above is not particularly limited as long as it can be fixed to the container without fail.
- a method of fixing the molded body to the container with a fixing member, and the like can be given.
- the release paper in a hygroscopic sheet having a resin coating layer on the front and back surfaces, if the adhesive layer (3) having the release paper (4) is formed on the sheet, the release paper can be used at the time of use. It can be peeled off and fixed with an adhesive layer. Further, as shown in FIG. 4, it can be fixed to the container with a solventless adhesive (5) using ethylene vinyl alcohol copolymer (EVOH) or the like.
- EVOH ethylene vinyl alcohol copolymer
- the solventless adhesive a commercially available product can be used.
- the hygroscopic molded object is employ
- adopted since the hygroscopic molded object is employ
- the conventional desiccant (powder) is used as it is as a drying means, the problem that the powder falls off and is scattered in the container can be avoided. Furthermore, when powder is used, it is necessary to secure a storage section. However, in the present invention, such a necessity is eliminated, and it is possible to contribute to downsizing and lightening of a device.
- the hygroscopic molded article of the present invention having such characteristics is expected to be applied to various uses such as electronic materials, mechanical materials, automobiles, communication devices, building materials, medical materials, and precision instruments.
- FIG. 1 is a diagram showing an example of the hygroscopic molded article of the present invention.
- FIG. 2 is a view showing an example of the hygroscopic molded article of the present invention.
- FIG. 3 is a view showing an example of the hygroscopic molded article of the present invention.
- FIG. 4 is a diagram showing an example of the hygroscopic molded article of the present invention.
- FIG. 5 is a diagram showing the results of examining the change over time in weight in Test Example 1.
- FIG. 6 is a diagram showing the results of examining the change over time in weight in Test Example 2.
- FIG. 7 is a diagram showing the result of examining the change over time in weight in Test Example 3.
- FIG. 8 is a diagram showing the results of examining changes over time in weight in Test Example 4.
- FIG. 9 is a diagram showing the result of examining the change over time in weight in Test Example 5.
- FIG. 10 is a diagram showing the results of examining the change over time in weight in Test Example 6.
- a sheet-shaped hygroscopic molded article was produced.
- a resin coating layer made of low-density polyethylene (thickness of about 3 ⁇ m) was laminated on the front and back surfaces of the sheet-shaped hygroscopic molded article having the same composition as in Example 1 so that the total thickness became 300 ⁇ .
- a resin coating layer (each having a thickness of about 12 / xm) made of low-density polyethylene is laminated on the front and back surfaces of the sheet-shaped hygroscopic molded article having the same composition as in Example 1 to a total thickness of 300 m.
- the sheet was formed as described above.
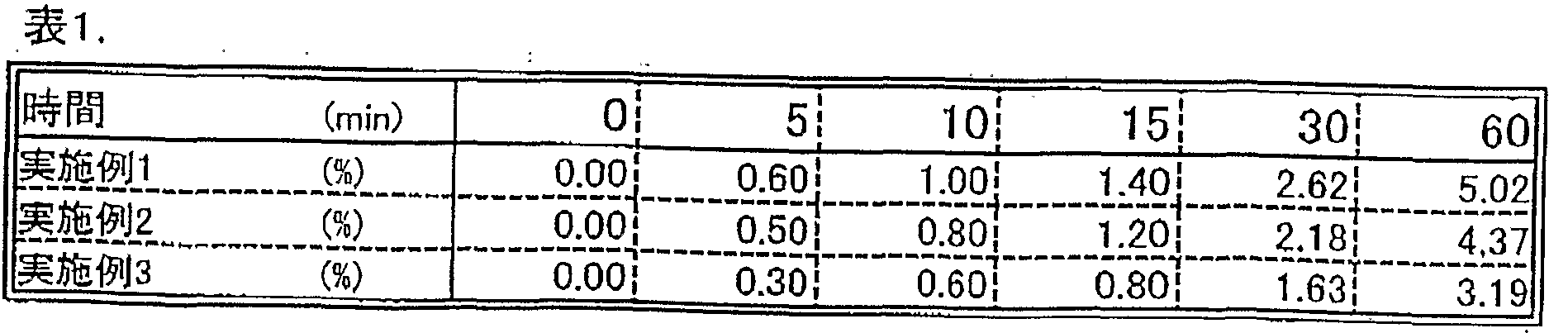
- Weight increase rate (%) (weight increase of sheet piece / weight of moisture absorbent before test) XI 00 The results are shown in Table 1 and FIG.
- FIG. 5 also shows, for comparison, the results of examining the change in weight of only the two types of moisture absorbent powders.
- the black circles indicate calcium acid powder alone (purity 99.9%)
- the white circles indicate calcium oxide powder alone (purity 98.0%)
- the black triangles indicate real.
- Example 1 a white triangle indicates Example 2, and a black square indicates Example 3.
- the hygroscopic molded article of the present invention can obtain an appropriate hygroscopic action. This shows that when the hygroscopic molded article of the present invention is installed in an electronic device or the like, it is possible to remove the initial moisture in the electronic device and also to reliably remove the moisture that has penetrated through the sealant.
- SrO powder particle size 10 / m pass
- a fluororesin polytetrafluoroethylene (PTFE)
- PTFE polytetrafluoroethylene
- a 300 m thick sheet-shaped hygroscopic molded product was obtained in the same manner as in Example 1 except that 60% by weight of SrO powder (particle size 10 m pass) was used as a hygroscopic agent and 40% by weight of polyethylene was used as a resin component.
- 60% by weight of SrO powder particle size 10 m pass
- 40% by weight of polyethylene was used as a resin component.
- a fibrillated sheet having a thickness of 300 m was obtained in the same manner as in Example 4 except that the same CaO powder as in Example 1 was used as the hygroscopic agent.
- CaO powder having a BET specific surface area of 48 ⁇ 2 ⁇ (particle size 10 im pass) was used as a moisture absorbent, and 40% by weight of polyethylene (molecular weight: about 100,000) was used as a resin component. These are dry-mixed, heated to about 23 Ot, melted and kneaded, and the kneaded material is extruded with a die and formed into a sheet to form a sheet-like hygroscopic molded article having a thickness of 300 m. Obtained.
- the Ca ⁇ powder used herein was prepared by calcining calcium hydroxide in nitrogen gas at 500 ° C to adjust the specific surface area.
- Example 7 60% by weight of the same CaO powder as in Example 7 and 40% by weight of a fluororesin (polytetrafluoroethylene (PTFE)) powder as a resin component were used as a moisture absorbent. These were sufficiently mixed in a powder state. The obtained mixture was roll-formed into a sheet by a rolling roll to obtain a sheet having a thickness of 300 m. The obtained sheet had fibrillated PTFE resin and had a porous structure containing CaO.
- PTFE polytetrafluoroethylene
- Test Example 3 The same test as in Test Example 3 was performed on the sheets obtained in Examples 1 and 6. The results are shown in Table 4 and FIG. The test results using only the hygroscopic agent (low specific surface area CaO) are also shown. Table 4.
- the Ba ⁇ powder which is a hygroscopic agent, was heated at 900 ° C for 1 hour to sufficiently dehydrate, then cooled in a limited dry atmosphere of 180 to 200, and finally cooled to room temperature. After dry-mixing this Ba060% by weight and 40% by weight of polyethylene (molecular weight: about 100,000) as a resin component, the mixture is heated to about 230 ° C and melted and kneaded, and the kneaded material is extruded with a T-die. By molding into a sheet, a sheet-shaped hygroscopic molded article having a thickness of 300 m was obtained.
- Example 9 60% by weight of Ba as in Example 9 as a hygroscopic agent and 40% by weight of a fluorinated resin (polytetrafluoroethylene (PTFE)) as a resin component were sufficiently mixed in a powder state.
- the obtained mixture was roll-formed into a sheet by a rolling roll to obtain a sheet having a thickness of 300 m.
- the obtained sheet had a fibrillated PTFE resin and had a porous structure containing BaO.
- Test Example 3 The same test as in Test Example 3 was performed on the sheets obtained in Examples 9 and 10. The results are shown in Table 5 and FIG. The test results for the hygroscopic agent alone are also shown.
- Example 4 (%) 0.0 ⁇ — 3. 3 ⁇ 43 ⁇ - 5.7! 7.6! 13.1! 17.1
- Example 6 (%) 0.00! 0.025 0.031 0.08! 0.17! 0.25
- Example 8 (%) 0.0! -"J — 9.5 i 12.9" 19.8 J 29.2 English
- Example 10 (%) 0.0 i 4.9-8.2 j 11.4 ⁇ 18.2: 26.1 From the above results, it is clear that all of the moisture absorbents of the present invention can exhibit excellent moisture absorption. Understand. In particular, it can be seen that the molded article of Example 8 molded using a Ca ⁇ powder having a high specific surface area of 48 m 2 Zg, the BET specific surface area, exhibited the highest hygroscopicity. In addition, it can be said that CaO is more preferable than others in terms of high safety.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Drying Of Gases (AREA)
- Solid-Sorbent Or Filter-Aiding Compositions (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Laminated Bodies (AREA)
- Paper (AREA)
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
Description
Claims
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP01932118A EP1270675A4 (en) | 2000-05-17 | 2001-05-17 | MOISTURE ABSORBING MOLDED ARTICLES |
| JP2001585252A JP3885150B2 (ja) | 2000-05-17 | 2001-05-17 | 吸湿性成形体 |
| US10/031,622 US6673436B2 (en) | 2000-05-17 | 2001-05-17 | Moisture absorbing formed article |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000145633 | 2000-05-17 | ||
| JP2000-145633 | 2000-05-17 | ||
| JP2000321241 | 2000-10-20 | ||
| JP2000-321241 | 2000-10-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2001088041A1 true WO2001088041A1 (fr) | 2001-11-22 |
Family
ID=26592082
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2001/004121 Ceased WO2001088041A1 (fr) | 2000-05-17 | 2001-05-17 | Article d'absorption de moisissure |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6673436B2 (ja) |
| EP (2) | EP1270675A4 (ja) |
| JP (2) | JP3885150B2 (ja) |
| KR (1) | KR100537149B1 (ja) |
| TW (1) | TW571601B (ja) |
| WO (1) | WO2001088041A1 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002280166A (ja) * | 2001-01-12 | 2002-09-27 | Japan Gore Tex Inc | 有機el素子 |
| WO2004072604A3 (en) * | 2003-02-17 | 2004-10-14 | Getters Spa | Composition and devices for gas sorption and process for their manufacturing |
| JP2006194297A (ja) * | 2005-01-12 | 2006-07-27 | Nisshinbo Ind Inc | 真空断熱材 |
| US7307119B2 (en) * | 2002-08-01 | 2007-12-11 | Electronics And Telecommunications Research Institute | Thin film material using pentaerythritol acrylate for encapsulation of organic or polymeric light emitting device, and encapsulation method for LED using the same |
| JP2008047614A (ja) * | 2006-08-11 | 2008-02-28 | Showa Shell Sekiyu Kk | 吸着材を利用した改良型太陽電池モジュール |
| JP2010541265A (ja) * | 2007-10-04 | 2010-12-24 | サエス ゲッターズ ソチエタ ペル アツィオニ | 複合材ゲッター系を含むポリマー3層体を用いた光起電性パネルの製造方法 |
| JP2011500953A (ja) * | 2007-10-30 | 2011-01-06 | サエス ゲッターズ ソチエタ ペル アツィオニ | ポリマーマトリックス中に吸湿性無機塩を溶解させて成るh2o除去用複合収着剤の製造方法 |
| JP2011142099A (ja) * | 2001-01-12 | 2011-07-21 | Nihon Gore Kk | ポリテトラフルオロエチレン製多孔質吸着シート |
| US8557324B2 (en) | 2000-11-14 | 2013-10-15 | Semiconductor Energy Laboratory Co., Ltd. | Light emitting device |
| WO2019189930A1 (ja) * | 2018-03-30 | 2019-10-03 | 東洋製罐グループホールディングス株式会社 | 有機エレクトロニクスデバイス用封止材 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2003281446A1 (en) * | 2002-07-08 | 2004-01-23 | Dynic Corporation | Hygroscopic molding |
| US6861289B2 (en) * | 2002-07-25 | 2005-03-01 | Delphi Technologies, Inc. | Moisture-sensitive device protection system |
| KR101236235B1 (ko) * | 2002-12-26 | 2013-02-22 | 가부시키가이샤 한도오따이 에네루기 켄큐쇼 | 발광 장치 |
| US6993927B2 (en) * | 2004-01-15 | 2006-02-07 | Electronic Controls Design, Inc. | Thermal insulation for electronic devices |
| KR100647598B1 (ko) * | 2004-04-06 | 2006-11-23 | 삼성에스디아이 주식회사 | 유기 전계 발광 소자 및 그 제조방법 |
| DE102004024676A1 (de) * | 2004-05-18 | 2005-12-15 | Süd-Chemie AG | Filmförmige sorbenshaltige Zusammensetzungen |
| US7006347B1 (en) * | 2004-08-12 | 2006-02-28 | Pacesetter, Inc. | Low deformation electrolytic capacitor |
| BRPI0519685A2 (pt) * | 2004-12-30 | 2009-03-03 | Grace Gmbh & Co Kg | corpos adsorventes flexÍveis |
| JP3979542B1 (ja) * | 2006-08-30 | 2007-09-19 | 佐々木化学薬品株式会社 | 乾燥剤組成物、乾燥剤成型品、及びその平衡湿度制御方法、並びに平衡湿度維持時間の制御方法 |
| US20090317621A1 (en) * | 2006-11-30 | 2009-12-24 | Youngblood Jeffrey P | Stimuli-Responsive Polymeric Surface Materials |
| ITMI20071902A1 (it) * | 2007-10-04 | 2009-04-05 | Getters Spa | Getter composito per la produzione di pannelli solari |
| JP2009181887A (ja) * | 2008-01-31 | 2009-08-13 | Japan Gore Tex Inc | 気体吸着部材、及びこれを用いた電子装置と有機発光装置 |
| US20090255570A1 (en) * | 2008-04-10 | 2009-10-15 | Cardinal Solar Technologies Company | Glazing assemblies that incorporate photovoltaic elements and related methods of manufacture |
| US8101039B2 (en) | 2008-04-10 | 2012-01-24 | Cardinal Ig Company | Manufacturing of photovoltaic subassemblies |
| JP5339888B2 (ja) * | 2008-12-24 | 2013-11-13 | ダイニック株式会社 | 発熱性成形体 |
| US8829634B2 (en) * | 2009-03-23 | 2014-09-09 | Dow Global Technologies Llc | Optoelectronic device |
| SI2416065T1 (sl) * | 2010-08-03 | 2013-02-28 | Odelo Gmbh | Svetilo motornega vozila |
| KR20130074608A (ko) * | 2011-12-26 | 2013-07-04 | (주)엘지하우시스 | 고비표면적 게터재를 포함한 진공단열재 |
| ITMI20120601A1 (it) | 2012-04-13 | 2013-10-14 | Getters Spa | Composizione essiccante per dispositivi elettronici sensibili all'umidità |
| KR101956334B1 (ko) * | 2016-01-06 | 2019-03-08 | 주식회사 엘지화학 | 가스 흡착성 고분자를 포함하고 있는 이차전지 |
| JP6692688B2 (ja) * | 2016-04-28 | 2020-05-13 | ダイニック株式会社 | 吸湿用シート |
| US10707452B2 (en) | 2018-09-27 | 2020-07-07 | OLEDWorks LLC | Method for making OLED with pass-through hole |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08217913A (ja) * | 1995-02-15 | 1996-08-27 | Fuji Photo Film Co Ltd | 調湿・吸ガス性成形品 |
| JPH10292123A (ja) * | 1997-04-18 | 1998-11-04 | Dainichiseika Color & Chem Mfg Co Ltd | 脱臭性樹脂組成物 |
| JP2000281908A (ja) * | 1999-03-31 | 2000-10-10 | Sumitomo Chem Co Ltd | 熱可塑性樹脂成形体の製造方法 |
| JP2000281909A (ja) * | 1999-03-31 | 2000-10-10 | Sumitomo Chem Co Ltd | 熱可塑性樹脂成形体の製造法 |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4081397A (en) * | 1969-12-22 | 1978-03-28 | P. R. Mallory & Co. Inc. | Desiccant for electrical and electronic devices |
| US3903045A (en) * | 1973-12-12 | 1975-09-02 | Allied Chem | Stabilized, melt processable 3,3,3-trifluoro-2-trifluoromethyl propene/vinylidene fluoride copolymer compositions |
| CA1022633A (en) | 1974-05-04 | 1977-12-13 | Shuji Yamamoto | Dual coated power cable with calcium oxide filler |
| JPH0749091B2 (ja) * | 1986-07-21 | 1995-05-31 | 長一 古屋 | 乾燥材および乾燥材の製造方法 |
| JPH0618898B2 (ja) * | 1986-12-19 | 1994-03-16 | 鐘紡株式会社 | 抗菌性フイルム |
| US4828923A (en) * | 1987-04-10 | 1989-05-09 | Nippon Zeon Co., Ltd. | Rubber laminates of fluororubber and nitrile rubber |
| JPH02197071A (ja) | 1989-01-26 | 1990-08-03 | Sharp Corp | 薄膜elパネル |
| US5078909A (en) | 1989-05-23 | 1992-01-07 | Sasaki Chemicals Co., Ltd. | Moisture-absorbent compositions and molded items |
| JPH03277659A (ja) * | 1990-03-28 | 1991-12-09 | Sasaki Kagaku Yakuhin Kk | インジケーター機能を有する吸湿性組成物及び成型品 |
| JPH034935A (ja) * | 1989-05-30 | 1991-01-10 | Kuraray Chem Corp | シート状吸着剤 |
| JPH0329291A (ja) | 1989-06-27 | 1991-02-07 | Sumitomo Bakelite Co Ltd | 有機分散型elランプ用捕水フィルム |
| JPH03122008A (ja) * | 1989-10-05 | 1991-05-24 | Tokai Carbon Co Ltd | 活性炭シートとその製造方法 |
| US5593482A (en) * | 1990-03-20 | 1997-01-14 | W. L. Gore & Associates, Inc. | Adsorbent assembly for removing gaseous contaminants |
| JPH0448914A (ja) * | 1990-06-18 | 1992-02-18 | Tokai Carbon Co Ltd | 除湿シートとその製造方法 |
| US5304419A (en) * | 1990-07-06 | 1994-04-19 | Alpha Fry Ltd | Moisture and particle getter for enclosures |
| JPH04181688A (ja) | 1990-11-15 | 1992-06-29 | Hitachi Chem Co Ltd | 有機分散型elパネル |
| JPH04192291A (ja) | 1990-11-27 | 1992-07-10 | Hitachi Chem Co Ltd | 有機分散型elパネル |
| JPH04210233A (ja) | 1990-11-30 | 1992-07-31 | Kiizeru F Kk | 吸湿性成形体及びそれを用いた防湿方法 |
| JP3171454B2 (ja) * | 1991-04-22 | 2001-05-28 | ジャパンゴアテックス株式会社 | 吸着性フィルター |
| JPH06119970A (ja) | 1992-10-02 | 1994-04-28 | Seikosha Co Ltd | El素子 |
| JP3381948B2 (ja) * | 1992-12-02 | 2003-03-04 | 鈴木工業株式会社 | 高活性酸化カルシウム多孔質体の製造方法 |
| JP2944059B2 (ja) * | 1993-01-14 | 1999-08-30 | 東邦レーヨン株式会社 | 活性炭素繊維を用いた成形素材、その成形物及びその製造方法 |
| JP3067080B2 (ja) * | 1994-07-13 | 2000-07-17 | 東邦レーヨン株式会社 | 吸着材 |
| JPH09148066A (ja) | 1995-11-24 | 1997-06-06 | Pioneer Electron Corp | 有機el素子 |
| WO1997027042A1 (en) | 1996-01-25 | 1997-07-31 | W.L. Gore & Associates, Inc. | Combination desiccant and heat source |
| US6107358A (en) | 1996-08-23 | 2000-08-22 | Nippon Shokubai Co., Ltd. | Water-absorbent resin and method for production thereof |
| JPH10152664A (ja) * | 1996-11-26 | 1998-06-09 | Hitachi Chem Co Ltd | 樹脂ペースト組成物及びこれを用いた半導体装置 |
| JPH1154266A (ja) | 1997-07-31 | 1999-02-26 | Seiko Epson Corp | 発光ディスプレイ |
| JPH11124171A (ja) * | 1997-10-17 | 1999-05-11 | Nippon Nsc Ltd | 一液型接着剤充填フィルム製容器密封袋 |
| JPH11329719A (ja) | 1998-04-08 | 1999-11-30 | Lg Electronics Inc | 有機電界発光素子 |
| JP2000030871A (ja) | 1998-07-08 | 2000-01-28 | Futaba Corp | 有機el素子 |
| JP2000030857A (ja) | 1998-07-08 | 2000-01-28 | Futaba Corp | 有機el素子とその製造方法 |
| JP3924944B2 (ja) | 1998-08-26 | 2007-06-06 | 双葉電子工業株式会社 | 有機el及びその製造方法 |
| JP3900718B2 (ja) | 1998-11-27 | 2007-04-04 | 双葉電子工業株式会社 | 有機el素子 |
| JP3695190B2 (ja) | 1998-12-25 | 2005-09-14 | 双葉電子工業株式会社 | 有機el素子とその製造方法 |
| JP2000195661A (ja) | 1998-12-25 | 2000-07-14 | Tdk Corp | 有機el素子 |
| JP2000195662A (ja) | 1998-12-28 | 2000-07-14 | Futaba Corp | 有機el素子及びその製造方法 |
| JP3591351B2 (ja) | 1998-12-28 | 2004-11-17 | 双葉電子工業株式会社 | 有機el素子とその製造方法 |
| JP4342023B2 (ja) | 1999-03-11 | 2009-10-14 | トヨタ自動車株式会社 | 吸湿膜及び有機el表示装置 |
| JP2000310958A (ja) | 1999-04-28 | 2000-11-07 | Mitsumi Electric Co Ltd | 表示装置及びその製造方法 |
| JP2001057291A (ja) | 1999-08-19 | 2001-02-27 | Nec Corp | 有機薄膜elデバイスおよびその製造方法 |
| JP2001068266A (ja) | 1999-08-24 | 2001-03-16 | Toyota Motor Corp | 有機el素子及びその製造方法 |
| JP2001126862A (ja) | 1999-10-25 | 2001-05-11 | Futaba Corp | カラーフィルターを備えた有機エレクトロルミセント素子 |
| JP2001185347A (ja) | 1999-12-27 | 2001-07-06 | Nippon Seiki Co Ltd | 有機el素子 |
| US6226890B1 (en) | 2000-04-07 | 2001-05-08 | Eastman Kodak Company | Desiccation of moisture-sensitive electronic devices |
| JP2002280166A (ja) | 2001-01-12 | 2002-09-27 | Japan Gore Tex Inc | 有機el素子 |
-
2001
- 2001-05-16 TW TW90111754A patent/TW571601B/zh not_active IP Right Cessation
- 2001-05-17 KR KR10-2002-7000625A patent/KR100537149B1/ko not_active Expired - Lifetime
- 2001-05-17 EP EP01932118A patent/EP1270675A4/en not_active Withdrawn
- 2001-05-17 US US10/031,622 patent/US6673436B2/en not_active Expired - Fee Related
- 2001-05-17 JP JP2001585252A patent/JP3885150B2/ja not_active Expired - Lifetime
- 2001-05-17 EP EP20070103805 patent/EP1788034A3/en not_active Withdrawn
- 2001-05-17 WO PCT/JP2001/004121 patent/WO2001088041A1/ja not_active Ceased
-
2011
- 2011-02-08 JP JP2011024694A patent/JP2011137165A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08217913A (ja) * | 1995-02-15 | 1996-08-27 | Fuji Photo Film Co Ltd | 調湿・吸ガス性成形品 |
| JPH10292123A (ja) * | 1997-04-18 | 1998-11-04 | Dainichiseika Color & Chem Mfg Co Ltd | 脱臭性樹脂組成物 |
| JP2000281908A (ja) * | 1999-03-31 | 2000-10-10 | Sumitomo Chem Co Ltd | 熱可塑性樹脂成形体の製造方法 |
| JP2000281909A (ja) * | 1999-03-31 | 2000-10-10 | Sumitomo Chem Co Ltd | 熱可塑性樹脂成形体の製造法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP1270675A1 * |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8557324B2 (en) | 2000-11-14 | 2013-10-15 | Semiconductor Energy Laboratory Co., Ltd. | Light emitting device |
| JP2002280166A (ja) * | 2001-01-12 | 2002-09-27 | Japan Gore Tex Inc | 有機el素子 |
| JP2011142099A (ja) * | 2001-01-12 | 2011-07-21 | Nihon Gore Kk | ポリテトラフルオロエチレン製多孔質吸着シート |
| US7307119B2 (en) * | 2002-08-01 | 2007-12-11 | Electronics And Telecommunications Research Institute | Thin film material using pentaerythritol acrylate for encapsulation of organic or polymeric light emitting device, and encapsulation method for LED using the same |
| CN100349965C (zh) * | 2003-02-17 | 2007-11-21 | 工程吸气公司 | 用于气体吸着的组合物和器件及其制造方法 |
| WO2004072604A3 (en) * | 2003-02-17 | 2004-10-14 | Getters Spa | Composition and devices for gas sorption and process for their manufacturing |
| KR100844606B1 (ko) * | 2003-02-17 | 2008-07-07 | 사에스 게터스 에스.페.아. | 가스 흡착용 조성물과 장치 및 이들의 제조 공정 |
| US7820592B2 (en) | 2003-02-17 | 2010-10-26 | Saes Getters S.P.A. | Composition and devices for gas sorption and process for their manufacturing |
| JP2006194297A (ja) * | 2005-01-12 | 2006-07-27 | Nisshinbo Ind Inc | 真空断熱材 |
| JP2008047614A (ja) * | 2006-08-11 | 2008-02-28 | Showa Shell Sekiyu Kk | 吸着材を利用した改良型太陽電池モジュール |
| JP2010541265A (ja) * | 2007-10-04 | 2010-12-24 | サエス ゲッターズ ソチエタ ペル アツィオニ | 複合材ゲッター系を含むポリマー3層体を用いた光起電性パネルの製造方法 |
| CN101821859B (zh) * | 2007-10-04 | 2012-08-15 | 工程吸气公司 | 通过使用含复合吸气剂体系的三层聚合物,制备光生伏打板的方法 |
| US9595626B2 (en) | 2007-10-04 | 2017-03-14 | Saes Getters S.P.A. | Method for manufacturing photovoltaic panels by the use of a polymeric tri-layer comprising a composite getter system |
| JP2011500953A (ja) * | 2007-10-30 | 2011-01-06 | サエス ゲッターズ ソチエタ ペル アツィオニ | ポリマーマトリックス中に吸湿性無機塩を溶解させて成るh2o除去用複合収着剤の製造方法 |
| WO2019189930A1 (ja) * | 2018-03-30 | 2019-10-03 | 東洋製罐グループホールディングス株式会社 | 有機エレクトロニクスデバイス用封止材 |
| JP2019179705A (ja) * | 2018-03-30 | 2019-10-17 | 東洋製罐グループホールディングス株式会社 | 有機エレクトロニクスデバイス用封止材 |
| CN111919511A (zh) * | 2018-03-30 | 2020-11-10 | 东洋制罐集团控股株式会社 | 有机电子装置用密封构件 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100537149B1 (ko) | 2005-12-16 |
| US6673436B2 (en) | 2004-01-06 |
| EP1788034A2 (en) | 2007-05-23 |
| EP1788034A3 (en) | 2007-10-17 |
| TW571601B (en) | 2004-01-11 |
| JP3885150B2 (ja) | 2007-02-21 |
| US20020183431A1 (en) | 2002-12-05 |
| JP2011137165A (ja) | 2011-07-14 |
| KR20020034159A (ko) | 2002-05-08 |
| EP1270675A1 (en) | 2003-01-02 |
| EP1270675A4 (en) | 2006-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2001088041A1 (fr) | Article d'absorption de moisissure | |
| JPWO2001088041A1 (ja) | 吸湿性成形体 | |
| JP6225490B2 (ja) | 医薬品包装体 | |
| EP0201875B1 (en) | Battery separator | |
| JP5230217B2 (ja) | ラミネート外装材を用いたリチウム二次電池 | |
| JP6417717B2 (ja) | Ptpブリスター用シート及びそれよりなるptpブリスター包装体 | |
| CN113784835A (zh) | 硫化物系全固体电池用层压片和使用其的层压袋 | |
| WO2022215739A1 (ja) | 蓄電デバイス用樹脂フィルム及び蓄電デバイス | |
| JP6555933B2 (ja) | 硫化物系ガス吸着用積層体 | |
| CN111875947A (zh) | 一种改性聚酮树脂及其制备方法、尼龙复合薄膜及其制备方法和应用 | |
| JP6692688B2 (ja) | 吸湿用シート | |
| JP6421404B2 (ja) | 医薬品包装体 | |
| JP7255278B2 (ja) | 消臭積層体 | |
| JP7331406B2 (ja) | 液体紙容器用の消臭積層体 | |
| JP2006291224A (ja) | 吸湿性成形体 | |
| CN103890058A (zh) | 含有多孔结构和吸附剂的聚(乳酸)和聚烯烃膜 | |
| JPH0539379A (ja) | 調湿性組成物及び調湿性成形品 | |
| JP7214992B2 (ja) | 消臭シーラントフィルム及び消臭包装材料 | |
| JP5693474B2 (ja) | 一酸化炭素を酸化処理できる多孔質フィルムおよびその用途 | |
| JP2023164488A (ja) | 包装袋 | |
| JP7585631B2 (ja) | エチレンガス吸着剤 | |
| JP2001354780A (ja) | 吸湿性成形体 | |
| JP2019064633A (ja) | 液体内容物包装用の積層体、及び液体内容物用包装材料、液体内容物用包装体 | |
| KR102735658B1 (ko) | 리튬이차전지용 세퍼레이터 및 이를 포함하는 리튬이차전지 | |
| HK1098777A (en) | Moisture absorbing formed article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): JP KR US |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LU MC NL PT SE TR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2001932118 Country of ref document: EP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 1020027000625 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 10031622 Country of ref document: US |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020027000625 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 2001932118 Country of ref document: EP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 1020027000625 Country of ref document: KR |