WO2010143536A1 - Tuyau de lance - Google Patents
Tuyau de lance Download PDFInfo
- Publication number
- WO2010143536A1 WO2010143536A1 PCT/JP2010/058906 JP2010058906W WO2010143536A1 WO 2010143536 A1 WO2010143536 A1 WO 2010143536A1 JP 2010058906 W JP2010058906 W JP 2010058906W WO 2010143536 A1 WO2010143536 A1 WO 2010143536A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- gas introduction
- tip
- pipe
- porous portion
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B21/00—Obtaining aluminium
- C22B21/06—Obtaining aluminium refining
- C22B21/064—Obtaining aluminium refining using inert or reactive gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
- B22D1/002—Treatment with gases
- B22D1/005—Injection assemblies therefor
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B9/00—General processes of refining or remelting of metals; Apparatus for electroslag or arc remelting of metals
- C22B9/05—Refining by treating with gases, e.g. gas flushing also refining by means of a material generating gas in situ
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/16—Introducing a fluid jet or current into the charge
- F27D2003/161—Introducing a fluid jet or current into the charge through a porous element
Definitions
- the present invention relates to a lance pipe that introduces blown gas into molten aluminum.
- a degassing process is performed in which a blowing gas such as nitrogen gas is introduced into the molten metal, and the hydrogen gas and impurities are blown into the gas bubbles. Has been done.
- an L-shaped cylindrical lance pipe or the like is used.
- a lance pipe for example, a metal tube body covered with a porous refractory material, or a tip surface portion immersed in a molten metal is made of an amorphous refractory containing alumina, magnesia and zirconia.
- the material for the lance pipe is 2-10% by weight of clay, 1-8% by weight of alumina cement with an alumina content of 70% by weight or more, and the balance is made of a material containing a refractory aggregate.
- a typical refractory composition in which 0.3 to 1.5% by weight of metallic aluminum having a particle size of 100 ⁇ m or less and a purity of 99% by weight or more is blended (see Patent Document 3 below).
- the lance pipe Since the lance pipe is immersed in a high-temperature molten aluminum, it is required to have excellent heat resistance, corrosion resistance, thermal shock resistance (spalling resistance), and the like.
- Conventional lance pipes are mainly made of ceramics or carbon, but ceramic materials are excellent in heat resistance and corrosion resistance. However, if they are immersed in molten metal without preheating, they are prone to cracking due to thermal shock.
- the carbon material has a problem that it is weak in strength and easily damaged. In particular, the tip of the lance pipe was easily damaged. For this reason, the product life of the lance pipe is short, the frequency of replacement is high, and the cost is high.
- an object of the present invention is to provide a lance pipe that can be used economically.
- the lance pipe of the present invention is a lance pipe that introduces a gas blown into molten aluminum, and is provided with a detachable tip porous portion provided on the tip side of the gas introduction tube, and a material for the gas introduction tube with respect to the tip porous portion
- the strength ratio is 20 to 500.
- the gas introduction tube and the tip porous portion can be joined by an inorganic adhesive and / or screw processing.
- silicon nitride ceramics As the material of the gas introduction pipe, silicon nitride ceramics, sialon ceramics, silicon carbide ceramics, silicon nitride bonded silicon carbide refractories can be used.
- porous carbon having an average pore diameter of 20 ⁇ m to 200 ⁇ m and a porosity of 30 to 50% can be used.
- the gas introduction tube and the tip porous portion can be attached and detached, and the strength of the material of the tip porous portion is increased. It is possible to economically replace only the porous part.
- the molten aluminum referred to in the present invention includes an aluminum alloy molten metal.
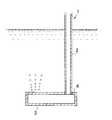
- the lance pipe 1 has a shape in which a bottomed cylinder is L-shaped, and includes a gas introduction pipe 2 and a tip porous portion 3 joined thereto. ing.
- the gas introduction pipe 2 is formed in a cylindrical shape and has a configuration in which a blown gas flows inside, and can blow the blown gas into the tip porous portion 3.
- the tip porous portion 3 is formed in a cylindrical shape with both end faces closed, and each face is made porous, and the blown gas flowing in from the gas introduction pipe 2 permeates each face from the inside and passes through the molten metal. It is configured to be blown inside.
- the gas introduction tube 2 has a material strength ratio (gas introduction tube strength / tip porous portion strength) to the tip porous portion 3 of 20 to 500, preferably 50 to 200. By making the material strength ratio within this range, the gas introduction tube 2 is not damaged when the tip porous portion 3 is removed. These strengths can be adjusted by selecting the material. The material strength can be measured according to a three-point bending strength test, JIS R2213.
- the gas introduction tube 2 is preferably formed of ceramics or the like, and the tip porous portion 3 is preferably formed of porous carbon.
- ceramics include silicon nitride ceramics, sialon ceramics, silicon carbide ceramics, and silicon nitride bonded silicon carbide refractories.
- the tip porous portion 3 preferably has an average pore diameter of 20 ⁇ m to 200 ⁇ m and a porosity of 30 to 50%. By setting it within this range, the bubble discharge stability is improved.
- the average pore diameter can be measured by a mercury porosimeter, and the porosity can be measured by the Archimedes method.
- a screw thread of the screw portion 4 is formed on the outer peripheral surface, and a circular hole having a screw groove of the screw portion 4 is formed on the peripheral surface of the distal end porous portion 3.
- the thickness of the gas introduction tube 2 is preferably 5 mm to 20 mm, and the thickness of the porous tip 3 is preferably 10 mm to 50 mm.
- the gas introduction pipe 2 can be formed by cold isostatic pressing, compaction molding, extrusion molding, cast molding, or the like.
- the tip porous portion 3 can be formed by cold isostatic pressing, press molding, extrusion molding, or the like. Can be formed.
- the gas introduction pipe 2 is formed of a material stronger than the tip porous portion 3, and thus the gas introduction pipe 2 can be used repeatedly over a long period of time, and these are detachable.
- the tip porous portion 3 that is easily damaged can be easily replaced.
- the lance pipe shown in FIG. 1 or FIG. 2 is formed in an L shape, a T type in which a gas introduction pipe is connected in the vicinity of the middle of the tip porous portion or a gas in the tip porous portion in a straight line. It can also be formed in a straight type connected to the introduction pipe, or a square shape in which the porous end portion is connected to the gas introduction pipe at a predetermined angle.
- the gas introduction pipes of Examples 1 to 3 and 7 and Comparative Examples 1 to 5 were prepared to have an inner diameter of 20 mm and a thickness of 10 mm. It was made of porous carbon with an inner diameter of 30 mm and a thickness of 15 mm.
- the gas introduction pipes of Examples 4 to 6 and 8 to 11 were produced with an inner diameter of 20 mm and a thickness of 5 mm, and the tip porous part was made of porous carbon with an inner diameter of 25 mm and a thickness of 15 mm.
- Screw processing was performed by lathe processing. When screw processing was not performed, it joined by inorganic adhesive or fitting.
- the average pore diameter was measured with a mercury porosimeter.
- test Using the lance pipes of Examples 1 to 11 and Comparative Examples 1 to 5, tests were conducted for breakage during tip replacement, aluminum corrosion resistance, gas leakage from the joint, and bubble release stability.
- the lance pipe is immersed in molten aluminum at 750 ° C. for 1 week while flowing the blown gas, and after cooling to room temperature, the gas introduction part and the tip porous part are removed, and the gas introduction part is not damaged at that time. It was confirmed visually. The case where damage was not confirmed was evaluated as “ ⁇ ”, and the case where damage was confirmed was evaluated as “x”.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
- Furnace Charging Or Discharging (AREA)
Abstract
L'invention porte sur un tuyau de lance qui peut être utilisé économiquement. Le tuyau de lance (1) introduit un gaz d'injection dans de l'aluminium fondu et est caractérisé en ce que l'embout d'un tuyau d'introduction de gaz (2) est doté d'une section poreuse d'embout détachable (3) et la résistance du matériau du tuyau d'introduction de gaz (2) est plus grande que celle de la section poreuse d'embout (3) d'un facteur 20 à 500. De préférence, le tuyau d'introduction de gaz (2) et la section poreuse d'embout (3) sont dotés d'une section filetée de vissage (4) et reliés ensemble à l'aide de celle-ci.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010800252553A CN102459664A (zh) | 2009-06-08 | 2010-05-26 | 吹管 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-137015 | 2009-06-08 | ||
| JP2009137015A JP5414375B2 (ja) | 2009-06-08 | 2009-06-08 | ランスパイプ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010143536A1 true WO2010143536A1 (fr) | 2010-12-16 |
Family
ID=43308791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/058906 Ceased WO2010143536A1 (fr) | 2009-06-08 | 2010-05-26 | Tuyau de lance |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5414375B2 (fr) |
| CN (1) | CN102459664A (fr) |
| WO (1) | WO2010143536A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140210144A1 (en) * | 2013-01-31 | 2014-07-31 | Pyrotek | Composite degassing tube |
| JP6300414B2 (ja) * | 2014-11-20 | 2018-03-28 | 明智セラミックス株式会社 | ランスパイプ |
| CN110358928A (zh) * | 2018-04-10 | 2019-10-22 | 无锡刚正精密吸铸有限公司 | 金属液除气器 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6197161A (ja) * | 1984-10-17 | 1986-05-15 | ハリマセラミック株式会社 | ガス吹込用ポーラス耐火物の製造法 |
| JPS6386825A (ja) * | 1986-09-30 | 1988-04-18 | Hitachi Metals Ltd | アルミニウム溶湯用ガス吹込管 |
| JPH05302131A (ja) * | 1992-04-27 | 1993-11-16 | Nippon Carbon Co Ltd | 溶融金属浴へのガス吹込管 |
| JP2000345249A (ja) * | 1999-06-02 | 2000-12-12 | Sumitomo Chem Co Ltd | 酸化性ガス吹込み管 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11256221A (ja) * | 1998-03-12 | 1999-09-21 | Tokyo Yogyo Co Ltd | バブリングランスパイプ |
| JP3823132B2 (ja) * | 2001-03-13 | 2006-09-20 | 品川白煉瓦株式会社 | ランスパイプ用不定形耐火組成物 |
| DE102004015357B4 (de) * | 2004-03-30 | 2011-08-18 | Schott Ag, 55122 | Verfahren zur Behandlung von Feuerfestmaterial und Verwendung sowie Verfahren zur Herstellung und/oder Verarbeitung von Glasschmelzen und Vorrichtung |
| JP5247015B2 (ja) * | 2006-05-29 | 2013-07-24 | 日本坩堝株式会社 | ランスパイプ、脱ガス処理器、脱ガス処理器付き容器及び脱ガス処理器付き樋 |
| CN201031250Y (zh) * | 2007-05-17 | 2008-03-05 | 天津市天炉科技发展有限公司 | 侧吹喷流加热式铝卷材退火炉 |
-
2009
- 2009-06-08 JP JP2009137015A patent/JP5414375B2/ja active Active
-
2010
- 2010-05-26 WO PCT/JP2010/058906 patent/WO2010143536A1/fr not_active Ceased
- 2010-05-26 CN CN2010800252553A patent/CN102459664A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6197161A (ja) * | 1984-10-17 | 1986-05-15 | ハリマセラミック株式会社 | ガス吹込用ポーラス耐火物の製造法 |
| JPS6386825A (ja) * | 1986-09-30 | 1988-04-18 | Hitachi Metals Ltd | アルミニウム溶湯用ガス吹込管 |
| JPH05302131A (ja) * | 1992-04-27 | 1993-11-16 | Nippon Carbon Co Ltd | 溶融金属浴へのガス吹込管 |
| JP2000345249A (ja) * | 1999-06-02 | 2000-12-12 | Sumitomo Chem Co Ltd | 酸化性ガス吹込み管 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102459664A (zh) | 2012-05-16 |
| JP2010279988A (ja) | 2010-12-16 |
| JP5414375B2 (ja) | 2014-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI542557B (zh) | A method for manufacturing a molten glass conveying apparatus, and a method for manufacturing a molten glass conveying apparatus, and a glass manufacturing apparatus | |
| JP5016609B2 (ja) | 高耐用性スリーブれんが | |
| TWI564260B (zh) | A method of manufacturing a molten glass conveying apparatus, a glass manufacturing apparatus including a glass member for a molten glass conveyance apparatus, and a method for manufacturing a glass article | |
| CN110563451A (zh) | 一种陶瓷质钢包浇注料及其制备方法 | |
| CN102452836A (zh) | 用于快速烘烤钢包的无水泥铝镁质浇注料 | |
| JP5414375B2 (ja) | ランスパイプ | |
| CN103880442B (zh) | 刚玉-尖晶石质浇注料及其制备rh插入管预制件内芯的方法 | |
| CN102164695B (zh) | 用于连续铸造的浇注嘴用耐火物及连续铸造用浇注嘴 | |
| CN101121602A (zh) | 中间包用弥散式镁质透气砖 | |
| JP2015218078A (ja) | 軽量断熱アルミナ・マグネシア質耐火物 | |
| CN111957951B (zh) | 一种耐火浇注料用改性铝粉的制备方法和用途 | |
| CN104944990A (zh) | 一种浇注料 | |
| US8986598B2 (en) | Alumina-coated spinel-silicon carbide refractory composition with high corrosion resistance to coal slag and method for manufacturing the same | |
| CN102432307A (zh) | 耐火浇注料用粉末组合物和使用其的耐火浇注料 | |
| JP2011057536A (ja) | スピネル質耐火物 | |
| JPH05285612A (ja) | 連続鋳造用ノズル内孔体 | |
| CN100408515C (zh) | 一种用于辊底炉炉辊的耐火浇注料 | |
| CN105294131B (zh) | 一种高分散性MgO‑MgAl2O4‑ZrO2材料的制备方法 | |
| TW201141811A (en) | Flame retardant substance, nozzle made of flame retardant substance and used in continuous casting, production method of nozzle used in continuous casting, and continuous casting method of using nozzle thereof | |
| CN104311065A (zh) | 耐火自流浇注料 | |
| JP2009242122A (ja) | 高炉炉床用れんが及びこれをライニングした高炉炉床 | |
| TW202124329A (zh) | CaO-ZrO組成物、CaO-ZrO組成物之製造方法、含CaO-ZrO之耐火物及鑄造用噴嘴 | |
| JPH11256221A (ja) | バブリングランスパイプ | |
| CN102221408A (zh) | 钢水连续测温用红外测温管及其组分、制备方法 | |
| JPH06239667A (ja) | 多孔質サイアロン焼結体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080025255.3 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10786067 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10786067 Country of ref document: EP Kind code of ref document: A1 |