WO2012169261A1 - Procédé de production d'une poudre granulée de molybdène et poudre granulée de molybdène - Google Patents
Procédé de production d'une poudre granulée de molybdène et poudre granulée de molybdène Download PDFInfo
- Publication number
- WO2012169261A1 WO2012169261A1 PCT/JP2012/057398 JP2012057398W WO2012169261A1 WO 2012169261 A1 WO2012169261 A1 WO 2012169261A1 JP 2012057398 W JP2012057398 W JP 2012057398W WO 2012169261 A1 WO2012169261 A1 WO 2012169261A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- molybdenum
- powder
- granulated powder
- rare earth
- average particle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C27/00—Alloys based on rhenium or a refractory metal not mentioned in groups C22C14/00 or C22C16/00
- C22C27/04—Alloys based on tungsten or molybdenum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2/00—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic
- B01J2/02—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by dividing the liquid material into drops, e.g. by spraying, and solidifying the drops
- B01J2/04—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by dividing the liquid material into drops, e.g. by spraying, and solidifying the drops in a gaseous medium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/14—Treatment of metallic powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/14—Treatment of metallic powder
- B22F1/148—Agglomerating
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/5607—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62645—Thermal treatment of powders or mixtures thereof other than sintering
- C04B35/62655—Drying, e.g. freeze-drying, spray-drying, microwave or supercritical drying
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62695—Granulation or pelletising
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63416—Polyvinylalcohols [PVA]; Polyvinylacetates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/6342—Polyvinylacetals, e.g. polyvinylbutyral [PVB]
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63448—Polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63488—Polyethers, e.g. alkylphenol polyglycolether, polyethylene glycol [PEG], polyethylene oxide [PEO]
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/636—Polysaccharides or derivatives thereof
- C04B35/6365—Cellulose or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3256—Molybdenum oxides, molybdates or oxide forming salts thereof, e.g. cadmium molybdate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3895—Non-oxides with a defined oxygen content, e.g. SiOC, TiON
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5427—Particle size related information expressed by the size of the particles or aggregates thereof millimeter or submillimeter sized, i.e. larger than 0,1 mm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/608—Green bodies or pre-forms with well-defined density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
- C04B2235/722—Nitrogen content
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
- C04B2235/723—Oxygen content
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
- C04B2235/728—Silicon content
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
Definitions
- the present invention relates to a method for producing molybdenum granulated powder and molybdenum granulated powder.
- Molybdenum (Mo) is used in various fields as a heat resistant material because it has a high melting point of 2620 ° C. Examples thereof include thermal spray materials, sintering furnace plate materials, electrode parts, magnetron stems, sputtering targets, and the like. There is a method of supplying the thermal spray material with Mo powder or Mo rod. Further, the plate material may be manufactured by sintering, or may be manufactured by combining rolling and forging. Further, electrode parts and the like may be manufactured by processing a plate material, drawing a wire by wire drawing, or manufacturing by a sintering method.
- Patent Document 1 discloses a sintered electrode for a cold cathode tube having a U-shaped cross section (cup shape).
- Patent Document 1 a cup-shaped electrode having a diameter of about 1 to 2 mm is manufactured using a sintering method.
- a sintered body is produced by a sintering method
- a granulation process, a molding process, a degreasing process, a sintering process, and the like are performed on the Mo powder.
- the conventional sintering method research has been progressed mainly on the degreasing process and the improvement of the sintering process.
- Paragraph 1 of Patent Document 1 discloses that the degreasing step is performed in a wet hydrogen atmosphere while the sintering step is performed in a hydrogen atmosphere. Thereby, the sinterability is improved and the product yield is improved.
- Patent Document 2 of International Publication WO2011 / 004887A1 discloses a method for producing high-purity molybdenum powder having an average particle size of 0.5 to 100 ⁇ m.
- Patent Document 2 discloses a molybdenum powder in which the ratio of primary particles is 50% or more.
- the improvement regarding Mo raw material powder, a degreasing process, and a sintering process was performed.
- the product yield has not necessarily reached 100%. Such a phenomenon has occurred in the same way for a Mo sintered body using Mo powder to which a rare earth element is added.
- the present inventors have investigated the reason why the yield of products using Mo powder added with rare earth elements or rare earth compounds as an initial raw material is not improved. As a result, it was found that when the variation in size, density, fluidity, etc. of the granulated powder is large, the filling density and supply amount in the molding process are varied, which causes a decrease in product yield. Further, when Mo granulated powder is used as the thermal spray powder, there is a problem in that the amount supplied to the thermal spray flame flame varies and the characteristics as the thermal spray film are not stable. As a result of pursuing this cause, it was found that there was a cause that the management according to the average particle size of the intended granulated powder was not performed in the granulation step. This invention is for solving such a problem, and it aims at providing the manufacturing method of the molybdenum granulated powder which can implement
- the molybdenum granulated powder production method includes a step of injecting water into a container and heating the water to 50 to 80 ° C., a step of adding a binder to the heated water, and stirring the water, A step of preparing a molybdenum-containing aqueous solution by adding molybdenum powder having an average particle diameter of 1 to 10 ⁇ m to which at least one rare earth element or rare earth compound is added, and the rotational speed of the rotating plate of the spray dryer is A (rpm),
- the average particle size of the granulated powder to be prepared is B ( ⁇ m)
- the molybdenum-containing aqueous solution is charged into a spray dryer having an A / B in the range of 50 to 700, and the molybdenum-containing aqueous solution is dispersed by the rotating plate.
- a step of preparing a molybdenum granulated powder having a predetermined average particle size by drying it is preferable to perform a sieving step of passing the sieved granulated powder after completion of the step using a spray dryer through a sieve having a mesh size 2 to 3 times the average particle size B.
- the average particle size B of the granulated powder is preferably 20 to 150 ⁇ m.
- the rotational speed A of the rotating plate of the spray dryer is preferably 5000 to 16000 rpm.
- the addition amount of the rare earth element or rare earth compound is preferably 0.3 to 10% by mass in terms of the rare earth element alone.
- the rare earth element or rare earth compound is preferably lanthanum or a lanthanum compound.
- the rare earth compound is preferably at least one of lanthanum oxide and lanthanum boride.
- the binder is preferably at least one of polyvinyl alcohol powder, polyethylene glycol powder and carbomethyl methylcellulose powder.
- the volume of the binder is preferably 3 to 20 parts by volume.
- the apparent density of the resulting molybdenum granulated powder is preferably 1.3 to 3.0 g / cc.
- the molybdenum-containing aqueous solution preferably has a pure water amount of 0.2 to 1 liter when the amount of molybdenum powder is 100 parts by mass.
- the spray dryer preferably dries the granulated powder while supplying hot air of 150 to 300 ° C.
- the spray dryer preferably dries the granulated powder in a reduced-pressure atmosphere at atmospheric pressure or lower.
- the fluidity of the obtained granulated powder is 50 sec / 50 g or less.
- the molybdenum granulated powder according to the present invention is characterized in that it contains at least one rare earth element or rare earth compound and has an apparent density of 1.3 to 3.0 g / cc.
- the average particle diameter of the molybdenum granulated powder is preferably 20 to 150 ⁇ m. Further, when the total amount of molybdenum powder is 100 parts by volume, the volume of the binder is preferably 3 to 20 parts by volume.
- the fluidity of the molybdenum powder is preferably 50 sec / 50 g or less.
- the molybdenum powder and the binder to which at least one kind of rare earth element or rare earth compound is added are supplied while water is heated to a predetermined temperature and stirred. Because the ratio of the average particle size of the granulated powder and the rotation speed of the spray dryer is strictly controlled within a predetermined range, molybdenum granulated powder with excellent average particle size, apparent density and fluidity is produced. be able to.
- a method for producing molybdenum granulated powder includes a step of injecting water into a container and heating the water to 50 to 80 ° C., a step of adding a binder to the heated water, and stirring the water While preparing a molybdenum-containing aqueous solution by adding molybdenum powder having an average particle diameter of 1 to 10 ⁇ m to which at least one kind of rare earth element or rare earth compound was added, the rotational speed of the rotating plate of the spray dryer was set to A (rpm When the average particle size of the granulated powder to be prepared is B ( ⁇ m), the molybdenum-containing aqueous solution is put into a spray dryer with an A / B in the range of 50 to 700, and the molybdenum-containing aqueous solution is dispersed by the rotating plate. And further drying to prepare a molybdenum granulated powder having a predetermined average particle size.
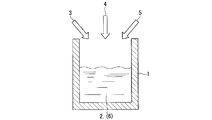
- FIG. 1 shows an example of a process for preparing a molybdenum-containing aqueous solution.
- reference numeral 1 is a container (a container for preparing a molybdenum-containing aqueous solution)
- 2 is water
- 3 is a molybdenum powder (a molybdenum powder to which at least one rare earth element or rare earth compound is added)
- 4 is a binder
- 5 is water to be added again as necessary
- 6 is an aqueous solution containing molybdenum.
- water is poured into the container.
- tap water, pure water, ultrapure water, or the like can be used. Pure water and ultrapure water are water that hardly contains impurities.
- pure water has a specific resistance of 10 4 ⁇ ⁇ cm (25 ° C.) or higher
- ultrapure water has a specific resistance of 18 ⁇ 10 6 ⁇ ⁇ cm (25 ° C.) or higher.
- Examples of pure water and ultrapure water include distilled water, ion exchange water, and RO (Reverse Osmosis) water.
- pure water or ultrapure water it is preferable to use pure water or ultrapure water.
- pure water or ultrapure water since the preparation operation of ultrapure water is complicated and causes cost increase, it is preferable to use pure water from the viewpoint of economy.
- a step of putting water in the container 1 and heating the water to 50 to 80 ° C. is performed. If the temperature of water is less than 50 ° C., when the binder described later is added, the binder does not dissolve in water and solidifies, so that a uniform molybdenum-containing aqueous solution cannot be prepared. Moreover, when heating temperature exceeds 80 degreeC, evaporation of water will become excessive and there exists a possibility that the mixture ratio of water, a binder, and molybdenum powder may change a lot. For this reason, the heating temperature of water is set to 50 to 80 ° C., more preferably 60 to 70 ° C.
- the material of the binder is not particularly limited, but is preferably at least one of polyvinyl alcohol (PVA) powder, polyethylene glycol (PEG) powder, and carbomethyl methylcellulose (CMC) powder.
- PVA polyvinyl alcohol
- PEG polyethylene glycol
- CMC carbomethyl methylcellulose
- Polyvinyl alcohol, polyethylene glycol, and carbomethyl methylcellulose are water-soluble and therefore easily dissolved in water.
- These binders are preferable because they are burned off in the sintering process and the like and do not remain as impurities in the sintered body.
- a step of preparing a molybdenum-containing aqueous solution is performed by adding molybdenum powder having an average particle diameter of 1 to 10 ⁇ m while stirring water.
- the average particle size of the molybdenum powder is the average particle size of the primary particle size.
- the value obtained by the FSSS method Fischer method is taken as the average particle size. If the average particle size is less than 1 ⁇ m, the Mo powder is too small and difficult to manufacture, which increases the cost. On the other hand, when the average particle size exceeds 10 ⁇ m, the primary particle size is excessive, and it becomes difficult to stabilize the characteristics of the granulated powder.
- the average particle diameter of the molybdenum powder is in the range of 1 to 10 ⁇ m, and more preferably 2 to 5 ⁇ m.
- the molybdenum powder tends to aggregate more than necessary, so it is preferable to add a small amount, for example, 0.5 to 2 kg.
- molybdenum powder molybdenum powder to which a rare earth element or a rare earth compound is added
- molybdenum powder molybdenum powder to which a rare earth element or a rare earth compound is added
- the binder is added in a powder state, it can be visually discriminated whether or not the binder is dissolved.
- polyvinyl alcohol powder is used as the binder, when the polyvinyl alcohol powder is completely dissolved in water, the water before adding the molybdenum powder becomes translucent. Therefore, in order to make it easy to determine whether or not the binder is completely dissolved in water, it is preferable that the order in which the molybdenum powder is added after the binder is added. The same is true for polyethylene glycol and carbomethyl methylcellulose.
- the total amount of molybdenum powder to be added is prepared.
- the volume of the binder is 100 parts by volume
- the volume of the binder is preferably 3 to 20 parts by volume.
- the binder serves as an adhesive that bonds the molybdenum powders together when forming the molybdenum granulated powder. Therefore, when the total amount of molybdenum powder is 100 parts by volume, if the amount of binder added is less than 3 parts by volume, the amount of binder is too small and uniform granulated powder may not be obtained.
- the addition amount of the binder is adjusted in the range of 3 to 20 parts by volume with respect to 100 parts by volume of the molybdenum powder, and more preferably 5 to 15 parts by volume.
- the molybdenum-containing aqueous solution preferably has a water content of 0.2 to 1 liter when the amount of molybdenum powder (the amount of molybdenum powder to which a rare earth element or a rare earth compound is added) is 100 parts by mass.
- the spray dryer is charged with an aqueous solution containing molybdenum. At this time, if the amount of water is less than 0.2 liter with respect to 100 parts by mass of the molybdenum powder, the amount of water is too small and the viscosity of the molybdenum-containing aqueous solution increases, and it is difficult to stably supply it to the spray dryer.
- water 5 as a solvent may be additionally added. Since the water is heated to 50 to 80 ° C., there is a risk that the amount of water may change greatly due to evaporation of the water at the stage when the binder and molybdenum powder are charged and mixed. If the container 1 uses a large container with a volume of 20 liters or more, the remaining amount of water is added after the amount of water is mixed with the binder and molybdenum powder at 30-60% of the final required amount. It is also effective to add the molybdenum powder and the amount of water. In order to make it easy to visually confirm whether or not the binder is completely dissolved in water, a method of additionally adding water is effective.
- the molybdenum powder used in the present invention is a molybdenum powder to which at least one kind of rare earth element and rare earth compound is added.
- the granulation step it is desirable to prepare molybdenum powder to which molybdenum powder and a rare earth element (or rare earth compound) are added in advance. If the rare earth element and the molybdenum powder are individually added in the granulation step, the rare earth element may not be mixed uniformly. Therefore, it is preferable to prepare molybdenum powder to which rare earth element (or rare earth compound) powder is added in advance.
- rare earth elements examples include yttrium (Y), lanthanum (La), cerium (Ce), praseodymium (Pr), neodymium (Nd), promethium (Pm), samarium (Sm), europium (Eu), gadolinium (Gd), Terbium (Tb), dysprosium (Dy), holmium (Ho), erbium (Er), thulium (Tm), ytterbium (Yb), and lutetium (Lu) can be used.
- the rare earth compound rare earth oxides, rare earth borides and the like can be used.
- the addition of rare earth elements or rare earth compounds increases the recrystallization temperature and increases the high-temperature strength.
- Secondary processing includes wire bending processing, wire bending processing, plate material (plate material made of Mo sintered body) rolling processing, bending processing, punching processing, and the like.
- the wire can be improved in non-sag, high-temperature vibration resistance, and blackening resistance.
- the rare earth element or rare earth compound for obtaining such characteristics lanthanum, lanthanum oxide, and lanthanum boride are preferable. Lanthanum, lanthanum oxide, and lanthanum boride are particularly effective for the above-described property control because they are relatively inexpensive among rare earth elements and have good stability at high temperatures.
- the addition amount of the rare earth element or rare earth compound is preferably in the range of 0.3 to 10% by mass in terms of the rare earth element alone. If the addition amount is less than 0.3% by mass, the effect of the addition is insufficient. On the other hand, if the addition amount exceeds 10% by mass, the amount of rare earth elements becomes excessive, and the high temperature characteristics of molybdenum cannot be utilized.
- the average particle size of the rare earth element or rare earth compound to be added is preferably 1 to 10 ⁇ m.
- the purity of the molybdenum powder is not particularly limited, but the Mo purity is 99% by mass or more, and more preferably 99.9% by mass or more.
- Main impurities of the molybdenum powder include Fe (iron), Al (aluminum), Ca (calcium), Mg (magnesium), and Si (silicon).
- Ni nickel
- Na sodium
- K potassium
- Pb lead
- Bi bismuth
- Cd cadmium
- Cu copper
- Mn manganesese
- Sn Tin
- the measurement of the purity of molybdenum is Fe (iron), Al (aluminum), Ca (calcium), Mg (magnesium), Si (silicon), Ni (nickel), Na (sodium), K (potassium), Pb (lead). ), Bi (bismuth), Cd (cadmium), Cu (copper), Mn (manganese), and Sn (tin) are subtracted from 100% by mass.
- Fe (iron) is 10 mass ppm or less
- Al (aluminum) is 50 mass ppm or less
- Ca (calcium) is 30 mass ppm or less
- Mg (magnesium) is 20 ppm.
- Si silicon
- Ni nickel
- Na sodium
- K potassium
- Pb lead
- Bi bismuth
- Cd cadmium
- Cu copper
- Mn manganese
- Sn (tin) is 30 mass ppm or less.
- gas components such as oxygen, are mentioned as impurities other than the said metal impurity.
- the amount of oxygen is preferably 7% by mass or less, and the amount of nitrogen is preferably 7% by mass or less.
- FIG. 2 shows an example of a granulation process using a spray dryer.
- reference numeral 1 is a container containing a molybdenum-containing aqueous solution
- 6 is a molybdenum-containing aqueous solution
- 7 is an inlet for the molybdenum-containing aqueous solution
- 8 is a rotating plate that disperses the molybdenum-containing aqueous solution 6
- 9 Is a molybdenum granulated powder
- 10 is an outer wall of the spray dryer
- 11 is a recovery container for the molybdenum granulated powder.
- the molybdenum-containing aqueous solution 6 adjusted in the above process is poured into the charging port 7.
- the charging speed to the charging port 7 is preferably 10 to 80 cc / min.
- the input speed is less than 10 cc / min, the input amount is too small and the mass productivity is deteriorated.
- the charging speed exceeds 80 cc / min, the charging amount becomes excessive, and the characteristics of the resulting granulated powder vary.
- the introduced molybdenum-containing aqueous solution 6 is supplied onto the rotating plate 8.
- the rotating plate 8 rotates at a constant rotational speed.
- the molybdenum-containing aqueous solution 6 is supplied to the rotating rotating plate 8, it is repelled by a certain amount and spherical granulated powder 9 is formed by surface tension.
- the granulated powder 9 falls along the outer wall 10 of the spray dryer and is collected in a recovery container 11 for molybdenum granulated powder.
- the average particle size of the granulated powder is highly related to the rotation speed of the rotating plate.
- the present invention is characterized in that A / B is controlled in the range of 50 to 700, where A (rpm) is the rotational speed of the rotating plate of the spray dryer and B ( ⁇ m) is the average particle size of the granulated powder.
- a (rpm) is the rotational speed of the rotating plate of the spray dryer
- B ( ⁇ m) is the average particle size of the granulated powder.
- a / B exceeds 700, it becomes a small average particle diameter with respect to the average particle diameter B of the intended granulated powder.
- the A / B is strictly controlled within the range of 50 to 700, so that the average particle size within the range of ⁇ 50% with respect to the average particle size B of the intended granulated powder is obtained.
- Granules are obtained with a high yield.
- the average particle diameter B of the intended granulated powder is 50 ⁇ m
- the average particle diameter of granulated powder uses an enlarged photograph, and makes the maximum diameter of the granulated powder reflected there the particle diameter, and the average value of 100 granulated powder is the average particle diameter of the granulated powder.
- the average particle size B of the granulated powder is preferably in the range of 20 to 150 ⁇ m. If the average particle diameter of the granulated powder is in the range of 20 to 150 ⁇ m, it can be applied to various applications.
- the rotational speed A of the rotating plate of the spray dryer is preferably 5000 to 16000 rpm. When the rotational speed A is in the range of 5000 to 16000 rpm, the molybdenum-containing aqueous solution is efficiently repelled on the rotating plate, and it becomes easy to obtain granulated powder having a target average particle diameter.
- the spray dryer preferably dries the granulated powder while supplying hot air of 150 to 300 ° C.
- hot air of 150 to 300 ° C. into the outer wall of the spray dryer, the moisture in the granulated powder can be evaporated and the binding force between the molybdenum powders by the binder can be enhanced.
- molybdenum granulated powder having a target average particle diameter can be produced.
- Hot air supplied to the spray dryer is supplied into the outer wall 10 of the spray dryer from a hot air supply port (not shown) and exhausted from an exhaust port (not shown).
- the spray dryer By supplying hot air while exhausting it from the supply port to the exhaust port, fresh hot air can always be supplied, effectively preventing moisture evaporated from the granulated powder from being taken into other granulated powder. be able to.
- the hot air supply temperature is lower than 150 ° C., the moisture evaporation rate is slow.
- the supply temperature of the hot air exceeds 300 ° C., the water momentarily evaporates, which causes a large variation in the particle size of the granulated powder.
- the spray dryer performs drying of the granulated powder in a reduced-pressure atmosphere of atmospheric pressure or lower.
- the rotational speed of the rotating plate of the spray dryer is adjusted in accordance with the average particle diameter of the granulated powder. % Of granulated powder can be efficiently obtained at a high yield.
- the apparent density of the resulting molybdenum granulated powder is preferably 1.3 to 3.0 g / cc.
- the average particle diameter of the molybdenum granulated powder is obtained using an enlarged photograph. With this method, the average particle diameter on appearance can be determined.
- the variation in the amount of molybdenum inserted into a molding die arises, and there exists a possibility that the pore in a sintered compact may be formed more than necessary.
- the apparent density of the granulated powder is less than 1.3 g / cc, the amount of molybdenum in the granulated powder is too small, which causes a variation in quality in the subsequent commercialization.
- the apparent density exceeds 3.0 g / cc, the molybdenum powder is tightly packed, making it difficult to stably manufacture with a spray dryer.
- the apparent density is measured by a measuring method based on JIS-Z-2504.
- the obtained granulated powder preferably has a fluidity of 50 sec / 50 g or less.
- the fluidity is also measured by a measuring method based on JIS-Z-2504.
- the fluidity is an index indicating how smoothly the granulated powder moves (flows).
- the fluidity is good (fluidity 50 sec / 50 g or less)
- the granulated powder can be smoothly supplied to the molding die when commercialized.
- liquidity is good means that the shape of granulated powder is close to a sphere.
- the aspect ratio is 1.5 or less.
- FIG. 3 shows an example of the shape of molybdenum granulated powder.
- reference numeral 3 denotes a molybdenum powder
- 9 denotes a molybdenum granulated powder
- L1 denotes a short diameter of the molybdenum granulated powder 9
- L2 denotes a long diameter.
- the aspect ratio is obtained by “major axis L2 / minor axis L1”.
- An aspect ratio of 1.0 means that the granulated powder 9 is in a state close to a true sphere.
- molybdenum granulated powder excellent in average particle size, apparent density, and fluidity can be manufactured with a sufficient yield.
- a control of the average particle size, particularly the particle size distribution there is also a method of performing a sieving step of passing the granulated powder after the granulation step with a spray dryer through a sieve having a mesh diameter 2 to 3 times the average particle size B. It is effective. By carrying out this sieving step, excessive granulated powder can be removed. This further simplifies the control of the average particle size. Moreover, it is also possible to remove excessive granulated powder by the sieving step.
- the molybdenum granulated powder production method according to the present invention can produce a molybdenum granulated powder excellent in average particle diameter, apparent density, and fluidity with high yield. Therefore, the granulated powder according to each product can be manufactured with a good yield.
- the granulated powder can be used for thermal spraying powders, raw powders of various sintered bodies, and the like. By using molybdenum granulated powder having excellent average particle diameter, apparent density and fluidity as the thermal spraying powder, the supply amount to the thermal spray flame can be stabilized. As a result, the quality of the sprayed film can be made uniform.
- the use of molybdenum granulated powder with excellent average particle diameter, apparent density and fluidity makes the filling amount in the molding die uniform. it can.
- the density of the sintered body can be stabilized.
- the yield can be further improved by changing the average particle diameter according to the shape of the molding die. For example, in the case of a sintered body having a thickness of 1 mm or less, the average particle diameter of the granulated powder is set to about 50 ⁇ m, whereas in the sintered body having a thickness of about 5 mm, the average particle diameter of the granulated powder is set to about 100 ⁇ m.
- the filling operation into the molding die can be performed efficiently.
- Example 1 (Examples 1 to 7 and Comparative Example 1) A molybdenum powder to which a rare earth element or a rare earth compound shown in Table 1 was added, and polyvinyl alcohol (PVA) powder and pure water as a binder were prepared. Water was poured into a stainless steel container, polyvinyl alcohol powder was added while heating and stirring, and all the added polyvinyl alcohol powder was dissolved. It was confirmed that the polyvinyl alcohol powder was completely dissolved because it was a translucent aqueous solution. Thereafter, molybdenum powder was added in an amount of 1 to 2 kg, and a total of 40 kg was put into the container.
- PVA polyvinyl alcohol
- the heating temperature of water was 35 ° C., which was outside the range specified in the present invention, and therefore an unmelted powder was present in a part of the PVA powder.
- a granulation step was performed with a spray dryer, and molybdenum granulated powders according to Examples 1A to 7A and Comparative Examples 2 to 3 were prepared.
- Table 3 shows the conditions of the granulation process using a spray dryer.
- the average particle size, aspect ratio, apparent density, fluidity and production yield of each of the molybdenum granulated powders obtained by the production methods of Examples 1A to 7A and Comparative Examples 2 to 3 were investigated.
- the average particle diameter arbitrary 100 grains of the obtained molybdenum granulated powder were extracted, an enlarged photograph was taken, the maximum diameter reflected there was calculated, and the average value of 100 grains was calculated to obtain the average particle diameter.
- the aspect ratio the same enlarged photograph was used, the short diameter L1 and the long diameter L2 were measured, and the average value of each L2 / L1 was calculated as the aspect ratio.
- the apparent density and fluidity were measured by a measuring method based on JIS-Z-2504.
- the yield was determined from the ratio of the total amount of the molybdenum powder 40 kg and the molybdenum granulated powder that was added to the total amount ((total amount of granulated powder / 40 kg) ⁇ 100%). The measurement results are shown in Table 3 below.
- the rare earth element (or rare earth compound) -added molybdenum granulated powder produced by the method for producing molybdenum granulated powder according to each example is based on the target average particle diameter B. It was confirmed that the deviation was small and the aspect ratio, apparent density and fluidity were excellent. Moreover, it can be said that it is an efficient manufacturing method with a high yield. On the other hand, in Comparative Example 2 and Comparative Example 3 in which A / B is outside the specified range of the present invention, it has been found that both parameters exhibit deteriorated characteristics.
- Container Container for preparing molybdenum-containing aqueous solution
- Water, pure water 3.
- Molybdenum powder (rare earth element or rare earth compound added molybdenum powder) 4
- Binder 5 ... Water to be recharged as required 6
- Molybdenum-containing aqueous solution 7 ...
- Molybdenum-containing aqueous solution inlet 8 ...
- Rotary plate 9 ...
- Molybdenum granulated powder 10 ... Outer wall 11 of spray dryer ... Recovery of molybdenum granulated powder container
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Powder Metallurgy (AREA)
- Carbon And Carbon Compounds (AREA)
- Glanulating (AREA)
Abstract
L'invention concerne un procédé de production d'une poudre granulée de molybdène caractérisé en ce qu'il comporte : une étape consistant à injecter de l'eau dans un contenant, et à la chauffer jusqu'à une température allant de 50 à 80°C ; une étape consistant à ajouter un liant dans l'eau chauffée ; une étape consistant à préparer une solution aqueuse contenant du molybdène en chargeant de la poudre de molybdène, qui a une taille moyenne des particules de 1 à 10 μm, à laquelle au moins un type d'élément du groupe des terres rares ou de composé du groupe des terres rares a été ajouté, tout en mélangeant l'eau ; et une étape consistant à charger la solution aqueuse contenant du molybdène dans un sécheur par pulvérisation où, quand la vitesse de rotation d'un rotateur du sécheur par pulvérisation est considérée comme étant A (tr/min), et quand la taille moyenne des particules de la poudre granulée devant être préparée est considérée comme étant B (μm), le rapport A/B va de 50 à 700, et à disperser la solution aqueuse contenant du molybdène au moyen du rotateur puis à la sécher pour préparer une poudre granulée de molybdène ayant une taille moyenne des particules prescrite. Le procédé mentionné ci-dessus permet de produire une poudre granulée de molybdène ayant la taille moyenne de particules prévue, et contenant un élément du groupe des terres rares ou un composé du groupe des terres rares, à haut rendement.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011128724 | 2011-06-08 | ||
| JP2011128727 | 2011-06-08 | ||
| JP2011-128724 | 2011-06-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012169261A1 true WO2012169261A1 (fr) | 2012-12-13 |
Family
ID=47295830
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/057352 Ceased WO2012169257A1 (fr) | 2011-06-08 | 2012-03-22 | Procédé de production d'une poudre granulée de molybdène et poudre granulée de molybdène |
| PCT/JP2012/057365 Ceased WO2012169260A1 (fr) | 2011-06-08 | 2012-03-22 | Procédé de production de poudre granulée de carbure de molybdène et poudre granulée de carbure de molybdène |
| PCT/JP2012/057362 Ceased WO2012169259A1 (fr) | 2011-06-08 | 2012-03-22 | Procédé de production de poudre granulée de carbure de molybdène et poudre granulée de carbure de molybdène |
| PCT/JP2012/057398 Ceased WO2012169261A1 (fr) | 2011-06-08 | 2012-03-22 | Procédé de production d'une poudre granulée de molybdène et poudre granulée de molybdène |
Family Applications Before (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/057352 Ceased WO2012169257A1 (fr) | 2011-06-08 | 2012-03-22 | Procédé de production d'une poudre granulée de molybdène et poudre granulée de molybdène |
| PCT/JP2012/057365 Ceased WO2012169260A1 (fr) | 2011-06-08 | 2012-03-22 | Procédé de production de poudre granulée de carbure de molybdène et poudre granulée de carbure de molybdène |
| PCT/JP2012/057362 Ceased WO2012169259A1 (fr) | 2011-06-08 | 2012-03-22 | Procédé de production de poudre granulée de carbure de molybdène et poudre granulée de carbure de molybdène |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2012169257A1 (fr) |
| WO (4) | WO2012169257A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107866249B (zh) * | 2016-09-26 | 2021-12-28 | 中国石油化工股份有限公司 | 用于柠檬醛加氢制橙花醇和香叶醇的碳化钼催化剂 |
| CN111747413B (zh) * | 2019-03-27 | 2023-05-30 | 南京林业大学 | 一种易于分离回收的丸状碳化钼制备方法 |
| TW202411162A (zh) * | 2022-08-05 | 2024-03-16 | 日商Dic股份有限公司 | 碳化鉬、複合體、觸媒油墨、碳化鉬之製造方法、及複合體之製造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59150073A (ja) * | 1983-02-10 | 1984-08-28 | Toshiba Corp | 高温熱処理用モリブデン治具の製造方法 |
| JPH0198764A (ja) * | 1987-10-08 | 1989-04-17 | Teikoku Piston Ring Co Ltd | シリンダとピストンリングとの組合わせ |
| JPH11199948A (ja) * | 1998-01-06 | 1999-07-27 | Toshiba Corp | 低温延性材料 |
| JP2002363663A (ja) * | 2001-06-13 | 2002-12-18 | Allied Material Corp | モリブデン板材およびその製造方法 |
| JP2004052020A (ja) * | 2002-07-17 | 2004-02-19 | Matsushita Electric Ind Co Ltd | タングステン重合金からなる振動子の製造方法 |
| JP2005120400A (ja) * | 2003-10-15 | 2005-05-12 | Sumitomo Electric Ind Ltd | 顆粒状の金属粉末 |
| JP2005291530A (ja) * | 2004-03-31 | 2005-10-20 | Tdk Corp | 噴霧乾燥装置、粉体の乾燥方法およびフェライト粒の製造方法 |
| JP2008045217A (ja) * | 2007-09-26 | 2008-02-28 | Allied Material Corp | 再結晶モリブデン圧延板材およびその製造方法 |
| JP2008285759A (ja) * | 1995-11-27 | 2008-11-27 | Hc Starck Gmbh | 金属粉末造粒物製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57157447A (en) * | 1981-03-24 | 1982-09-29 | Toshiba Corp | Rotary anode for x-ray tube |
| JPS62192556A (ja) * | 1986-02-18 | 1987-08-24 | Tokyo Tungsten Co Ltd | ドットプリンタ用印字ワイヤ素材 |
| JPH06321520A (ja) * | 1992-12-11 | 1994-11-22 | Asahi Glass Co Ltd | 金属炭化物微小中空体およびその製造方法 |
| JP2002235141A (ja) * | 2001-02-06 | 2002-08-23 | Toshiba Corp | モリブデン線 |
| US6843824B2 (en) * | 2001-11-06 | 2005-01-18 | Cerbide | Method of making a ceramic body of densified tungsten carbide |
-
2012
- 2012-03-22 JP JP2013519410A patent/JPWO2012169257A1/ja active Pending
- 2012-03-22 WO PCT/JP2012/057352 patent/WO2012169257A1/fr not_active Ceased
- 2012-03-22 WO PCT/JP2012/057365 patent/WO2012169260A1/fr not_active Ceased
- 2012-03-22 WO PCT/JP2012/057362 patent/WO2012169259A1/fr not_active Ceased
- 2012-03-22 WO PCT/JP2012/057398 patent/WO2012169261A1/fr not_active Ceased
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59150073A (ja) * | 1983-02-10 | 1984-08-28 | Toshiba Corp | 高温熱処理用モリブデン治具の製造方法 |
| JPH0198764A (ja) * | 1987-10-08 | 1989-04-17 | Teikoku Piston Ring Co Ltd | シリンダとピストンリングとの組合わせ |
| JP2008285759A (ja) * | 1995-11-27 | 2008-11-27 | Hc Starck Gmbh | 金属粉末造粒物製造方法 |
| JPH11199948A (ja) * | 1998-01-06 | 1999-07-27 | Toshiba Corp | 低温延性材料 |
| JP2002363663A (ja) * | 2001-06-13 | 2002-12-18 | Allied Material Corp | モリブデン板材およびその製造方法 |
| JP2004052020A (ja) * | 2002-07-17 | 2004-02-19 | Matsushita Electric Ind Co Ltd | タングステン重合金からなる振動子の製造方法 |
| JP2005120400A (ja) * | 2003-10-15 | 2005-05-12 | Sumitomo Electric Ind Ltd | 顆粒状の金属粉末 |
| JP2005291530A (ja) * | 2004-03-31 | 2005-10-20 | Tdk Corp | 噴霧乾燥装置、粉体の乾燥方法およびフェライト粒の製造方法 |
| JP2008045217A (ja) * | 2007-09-26 | 2008-02-28 | Allied Material Corp | 再結晶モリブデン圧延板材およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2012169257A1 (ja) | 2015-02-23 |
| WO2012169257A1 (fr) | 2012-12-13 |
| WO2012169259A1 (fr) | 2012-12-13 |
| WO2012169260A1 (fr) | 2012-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107309434B (zh) | 一种高纯致密球形钼粉的制备方法及应用 | |
| JP2007031831A (ja) | 磁気冷凍用希土類−鉄−水素系合金粉末とその製造方法、および得られる押出構造体とその製造方法、並びにそれを用いた磁気冷凍システム | |
| JP2020161657A (ja) | フェライト焼結磁石及びこれを備える回転電気機械 | |
| WO2012169261A1 (fr) | Procédé de production d'une poudre granulée de molybdène et poudre granulée de molybdène | |
| JP5917502B2 (ja) | モリブデン造粒粉の製造方法 | |
| CN105618723A (zh) | 一种基于惰性气氛的钛合金自耗电极凝壳熔炼铸造工艺 | |
| WO2012169255A1 (fr) | Procédé de production d'une poudre granulée de molybdène et poudre granulée de molybdène | |
| JP2023512126A (ja) | バナジウムタングステン合金ターゲット素材の製造方法 | |
| KR20150090377A (ko) | 희토류를 함유하는 영구자석 분말 및 이의 제조 방법 | |
| JPWO2012169261A1 (ja) | モリブデン造粒粉の製造方法およびモリブデン造粒粉 | |
| JP5917503B2 (ja) | モリブデン造粒粉の製造方法 | |
| JP2011162811A (ja) | 磁気冷凍用希土類−鉄系合金粉末 | |
| WO2012169262A1 (fr) | Procédé de production d'une poudre granulée de molybdène et poudre granulée de molybdène | |
| WO2012169258A1 (fr) | Procédé de production d'une poudre granulée de molybdène et poudre granulée de molybdène | |
| JPWO2012169256A1 (ja) | モリブデン造粒粉の製造方法およびモリブデン造粒粉 | |
| JPWO2012169260A1 (ja) | 炭化モリブデン造粒粉の製造方法および炭化モリブデン造粒粉 | |
| CN102768906A (zh) | 一种热域环境中混合混粉制作钽电容器阳极块的方法 | |
| JPWO2012169259A1 (ja) | 炭化モリブデン造粒粉の製造方法および炭化モリブデン造粒粉 | |
| CN1952194A (zh) | 一种电极用钨合金条的生产方法 | |
| JP7838265B2 (ja) | 被覆希土類遷移金属系合金粉末の製造方法、及び被覆希土類遷移金属系合金粉末 | |
| US20240105385A1 (en) | Method of manufacturing r-t-b based sintered magnet, and r-t-b based sintered magnet | |
| JP5028962B2 (ja) | El発光層形成用スパッタリングターゲットとその製造方法 | |
| WO2017209061A1 (fr) | Pastille frittée de bn présentant une excellente résistance à la corrosion | |
| WO2026053933A1 (fr) | Aimant fritté, procédé de production de poudre pour aimant fritté et procédé de production d'aimant fritté | |
| WO2026084051A1 (fr) | Aimant fritté à base de sm-fe-n et son procédé de production |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12796888 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013519414 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12796888 Country of ref document: EP Kind code of ref document: A1 |