WO2013008731A1 - アルミニウム系材料のろう付用フラックス - Google Patents
アルミニウム系材料のろう付用フラックス Download PDFInfo
- Publication number
- WO2013008731A1 WO2013008731A1 PCT/JP2012/067282 JP2012067282W WO2013008731A1 WO 2013008731 A1 WO2013008731 A1 WO 2013008731A1 JP 2012067282 W JP2012067282 W JP 2012067282W WO 2013008731 A1 WO2013008731 A1 WO 2013008731A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- brazing
- flux
- alloy
- mol
- aluminum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/362—Selection of compositions of fluxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/3603—Halide salts
- B23K35/3605—Fluorides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950°C
- B23K35/286—Al as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
Definitions
- the present invention relates to an aluminum-based material brazing flux, and more particularly to an aluminum-based material brazing flux containing 1.5 wt% or more of magnesium.
- Al-Si aluminum-silicon
- Al-based material aluminum alloy material
- This fluoride flux has an excellent feature that it is hardly corrosive, water-soluble and hygroscopic compared to conventional chlorine flux.
- aluminum alloy products such as heat exchangers, automobile parts, bicycle parts, and pipes generally have high strength and excellent corrosion resistance. It is known that it is preferable to produce an aluminum alloy material containing 5 wt% or more by brazing it. As a result, weight reduction is achieved by thinning the product.
- Patent Document 1 states that “a composition mainly composed of a molten and solidified product of a powder mixture comprising LiF, AlF 3 and CsF, and the composition of these three components is (LiF mol%, AlF 3 mol%, CsF mol%), a straight line A connecting (2, 0, 98) and (2, 98, 0), a straight line B connecting (0, 22, 78) and (78, 22, 0), ( (30,0,70) and (30,70,0), and a range surrounded by four straight lines consisting of a straight line C connecting (60,40,0) and (0,70,30).
- Al material brazing flux composition prepared so as to be inside is described.
- Zn—Al solder (melting start temperature: about 380 ° C. or more) is used as a brazing material, and there is a problem of pitting corrosion due to a difference in corrosion potential.
- Patent Document 2 states that “a flux-containing Al alloy brazing material containing Al, Si, Cu as a brazing filler metal component and a flux component, wherein the Si content in the brazing filler metal component is 0.05 to 20 wt%.
- the Cu content is 5 to 10 wt%
- the flux component contains KF, LiF and CsF, and these are surrounded by a liquidus at 550 ° C. in the KF—LiF—CsF ternary phase diagram Fluoride flux blended in the above, wherein the brazing filler metal component and the flux component are blended in a weight ratio of 99.9: 0.1 to 70:30, and the density is 90% or more of the theoretical value.
- a flux-containing Al alloy brazing material characterized by the above is described.
- Patent Document 2 when an Al—Si—Cu alloy (melting start temperature: about 524 ° C. or more) is used as a brazing material, an A5052 alloy containing 2.2 to 2.8 wt% magnesium can be brazed.
- an Al—Si eutectic alloy Si content: 7 to 12 wt%, A4343 alloy, A4047 alloy, melting start temperature: about 577 to about 615 ° C.
- Patent Document 3 states that “in terms of mol%, potassium fluoride is less than 42 mol% (not including 0 mol%), cesium fluoride is 2 to 74 mol% (not including 74 mol%), fluoride
- the composition of aluminum is 26 to 67 mol% or the above potassium fluoride is 42 to 54 mol%, the cesium fluoride is 20 (not including 20 mol%) to 32 mol%, and the aluminum fluoride is 26 to 38 (38 mol%)
- a brazing flux of an aluminum-based material, characterized in that it has a composition of mol%), potassium and cesium are present as fluoroaluminates, and no free cesium fluoride or potassium fluoride ” Is described.
- Patent Document 3 when an Al—Si eutectic alloy (Si content: 7 to 12 wt%, A4343 alloy, A4047 alloy, melting start temperature: about 577 ° C. to 615 ° C.) is used as the brazing material, magnesium is contained. 1 wt% (A6061 alloy) is the limit, and A5052 alloy containing 2.2 to 2.8 wt% magnesium cannot be brazed.
- Al—Si eutectic alloy Si content: 7 to 12 wt%, A4343 alloy, A4047 alloy, melting start temperature: about 577 ° C. to 615 ° C.
- the present invention has been made in view of the above-mentioned problems.
- the object of the present invention is to use an Al—Si eutectic alloy (Si content: 7 to 12 wt%, A4343 alloy, A4047 alloy, melting start) as a brazing material.
- An object of the present invention is to provide an aluminum-based material brazing flux capable of brazing an A5052 alloy or the like containing 1.5 wt% or more of magnesium even when using a temperature of about 577 ° C. to 615 ° C.).
- the present inventors have used an Al—Si eutectic alloy as a brazing material in a specific composition range of a ternary flux composed of LiF, AlF 3 and CsF.
- a ternary flux composed of LiF, AlF 3 and CsF.
- an aluminum-based material brazing flux capable of brazing an A5052 alloy containing 1.5 wt% or more of magnesium can be obtained.
- the present invention (1) In a flux composed of LiF, AlF 3 and CsF, in the triangular coordinates where the composition of the three components indicates (LiF mol%, AlF 3 mol%, CsF mol%), (30, 0, 70) and ( Line C connecting (30, 70, 0), lines (1), (32.5, 28.5, 26) connecting (31, 33.5, 35.5) and (51.5, 22.5, 26). 39) and the line (2) connecting (49, 21.5, 29.5) and the line (3) connecting (57.5, 42.5, 0) and (57.5, 0, 42.5)
- a brazing flux for an aluminum-based material which is prepared so as to be in a range surrounded by four straight lines (not including the line C). Is to provide.
- the aluminum-based material brazing flux of the present invention can braze an A5052 alloy containing 1.5 wt% or more of magnesium even when an Al—Si eutectic alloy is used as the brazing material. In, it can use suitably.
- brazing flux of the aluminum-based material of the present invention can be used without any problem for brazing of an aluminum-based material having a magnesium content of less than 1.5 wt% or not containing magnesium.
- the triangular coordinate showing the range of the composition ratio of the flux of this invention is shown.
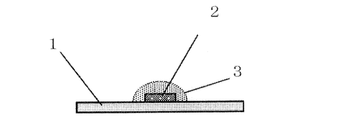
- the schematic diagram of the evaluation method of the wetting spread of the wax used in Example 1 of this invention is shown.
- the composition of these three components is (30, 0, 70) in triangular coordinates indicating (LiF mol%, AlF 3 mol%, CsF mol%) Line C connecting (30,70,0), Line (1) connecting (31,33.5,35.5) and (51.5,22.5,26), (32.5,28.5) , 39) and (49, 21.5, 29.5) (2) and (57.5, 42.5, 0) and (57.5, 0, 42.5) (3 Is a brazing flux of an aluminum-based material that is prepared so as to be in a range surrounded by four straight lines (not including the C line) (see FIG. 1). .
- the composition of the three components in a triangular coordinate showing the straight line C connecting the (30,0,70) and (30,70,0), ( 56, 20, 24) and (37.5, 30, 32.5) (4), (37.5, 30, 32.5) and (31, 33, 36) (5) And a range surrounded by four straight lines (6) connecting (56, 20, 24) and (31, 30, 39) (not including the C line) (not shown).
- the area surrounded by the four straight lines consisting of the straight line A, straight line B, straight line C and straight line D corresponds to the flux composition for brazing Al material shown in Patent Document 1.
- brazing material a general-purpose Al—Si eutectic alloy (Si content: 7 to 12 wt%, A4343 alloy, A4047 alloy, melting start temperature: about 577 ° C. to about 615 ° C.) should be used.
- other brazing materials may be used.
- other components such as zinc and copper may be added to adjust the flow start temperature, the solidus temperature and the liquidus temperature.
- the aluminum-based material to which the flux of the present invention can be applied may not contain magnesium, but can be suitably used for an A5052 alloy containing 1.5 wt% or more of magnesium.
- the upper limit of the magnesium content in the aluminum alloy is not particularly limited, but a magnesium-containing aluminum alloy specified by JIS (A5082 alloy: magnesium content 4 to 5 wt%, A5182 alloy: magnesium content 4 to 4) Taking into account the magnesium content of 5 wt% and A5086 alloy (magnesium content 3.5-4.5 wt%) is about 5 wt%.
- the brazing article to which the present invention is applied for example, (1) Magnesium-containing aluminum alloy bare material is brazed using brazing material or brazing braze in the form of a brazing sheet, or magnesium is added to the core material, such as fin materials and connector materials of heat exchangers When brazing using a brazing material in the form of a brazing sheet, (2) When brazing to a pipe or block of magnesium-containing aluminum alloy by brazing, or brazing with a wire cored with a brazing material, As long as the aluminum alloy material is brazed, any configuration may be used.
- the present invention can also be described as follows.
- a brazing flange for an aluminum-based material characterized by being prepared Box.
- “ (Ii) “Use of a flux when brazing an aluminum-based material using an Al—Si eutectic alloy as a brazing material, and in the flux composed of LiF, AlF 3 and CsF, the composition of these three components is (LiF In a triangular coordinate system (mol%, AlF 3 mol%, CsF mol%), a straight line C connecting (30, 0, 70) and (30, 70, 0), (31, 33.5, 35.5)
- Straight lines (1), (32.5, 28.5, 39) connecting (51.5, 22.5, 26) and straight lines (2) and (57) connecting (49, 21.5, 29.5) .5,42.5,0) and (57.5,0,42.5) is a range surrounded by four straight lines (3) (not including the C line).
- a brazing flange for an aluminum-based material characterized by being prepared.
- Use of Lux. “ (Iii) “When an aluminum-based material is brazed using an Al—Si eutectic alloy as a brazing material, the composition of these three components in the flux composed of LiF, AlF 3 and CsF is (LiF mol%, AlF 3 mol %, CsF mol%) in the triangular coordinates, the straight line C connecting (30,0,70) and (30,70,0), (31,33.5,35.5) and (51.5,22) ., 26) and straight lines (2) and (57.5, 42.5) that connect (32.5, 28.5, 39) and (49, 21.5, 29.5). , 0) and (57.5,0,42.5) are prepared so as to be in a range surrounded by four straight lines (3) (not including the C line). Combined use of aluminum-based material brazing flux Using the flux for with. "
- Example 1 First, a flux powder having the composition ratio shown in Table 1 was prepared. Next, an aluminum-based material A5052 alloy plate having a width of 50 mm, a length of 50 mm, and a thickness of 1 mm and having a magnesium content of 2.2 to 2.8% by weight was prepared.
- a brazing material (2) made of A4047 alloy and 60 to 130 mg of A4047 alloy are placed on the surface of an A5052 alloy plate (1), and heated by a gas burner from the bottom to spread the wetting of the wax.
- the results are shown in Table 1.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Details Of Heat-Exchange And Heat-Transfer (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
Description
(1)LiF、AlF3及びCsFからなるフラックスにおいて、かかる三成分の組成が、(LiF mol%、AlF3 mol%、CsF mol%)を示す三角座標において、(30,0,70)と(30,70,0)を結ぶ直線C、(31,33.5,35.5)と(51.5,22.5,26)を結ぶ直線(1)、(32.5,28.5,39)と(49,21.5,29.5)を結ぶ直線(2)及び(57.5,42.5,0)と(57.5,0,42.5)を結ぶ直線(3)からなる4本の直線にて囲まれる範囲(ただし、C線上は含まない)となるように、調製されてなることを特徴とするアルミニウム系材料のろう付用フラックス。
を提供するものである。
(1)熱交換器のフィン材やコネクタ材のように、マグネシウム含有アルミニウム合金のベア材をブレージングシートの形態のろう材や置きろうを用いてろう付する場合や、芯材にマグネシウムを添加したブレージングシートの形態のろう材を用いてろう付する場合、
(2)マグネシウム含有アルミニウム合金の配管やブロックに差しろうによってろう付する場合や、フラックスをろう材でコアードしたワイヤでろう付する場合、
など、アルミニウム合金材のろう付けであれば、いずれの構成でも構わない。
(i)「Al-Si共晶合金をろう材としてアルミニウム系材料をろう付する際に用いるフラックスであって、LiF、AlF3及びCsFからなるフラックスにおいて、かかる三成分の組成が、(LiF mol%、AlF3 mol%、CsF mol%)を示す三角座標において、(30,0,70)と(30,70,0)を結ぶ直線C、(31,33.5,35.5)と(51.5,22.5,26)を結ぶ直線(1)、(32.5,28.5,39)と(49,21.5,29.5)を結ぶ直線(2)及び(57.5,42.5,0)と(57.5,0,42.5)を結ぶ直線(3)からなる4本の直線にて囲まれる範囲(ただし、C線上は含まない)となるように、調製されてなることを特徴とするアルミニウム系材料のろう付用フラックス。」
(ii)「Al-Si共晶合金をろう材としてアルミニウム系材料をろう付する際のフラックスの使用であって、LiF、AlF3及びCsFからなるフラックスにおいて、かかる三成分の組成が、(LiF mol%、AlF3 mol%、CsF mol%)を示す三角座標において、(30,0,70)と(30,70,0)を結ぶ直線C、(31,33.5,35.5)と(51.5,22.5,26)を結ぶ直線(1)、(32.5,28.5,39)と(49,21.5,29.5)を結ぶ直線(2)及び(57.5,42.5,0)と(57.5,0,42.5)を結ぶ直線(3)からなる4本の直線にて囲まれる範囲(ただし、C線上は含まない)となるように、調製されてなることを特徴とするアルミニウム系材料のろう付用フラックスの使用。」
(iii)「Al-Si共晶合金をろう材としてアルミニウム系材料をろう付する際に、LiF、AlF3及びCsFからなるフラックスにおいて、かかる三成分の組成が、(LiF mol%、AlF3 mol%、CsF mol%)を示す三角座標において、(30,0,70)と(30,70,0)を結ぶ直線C、(31,33.5,35.5)と(51.5,22.5,26)を結ぶ直線(1)、(32.5,28.5,39)と(49,21.5,29.5)を結ぶ直線(2)及び(57.5,42.5,0)と(57.5,0,42.5)を結ぶ直線(3)からなる4本の直線にて囲まれる範囲(ただし、C線上は含まない)となるように、調製されてなることを特徴とするアルミニウム系材料のろう付用フラックスを併用する、ろう付用フラックスの使用方法。」
先ず、表1に示す組成比を有するフラックス粉末を調合した。次いで、幅50mm×長さ50mm×厚さ1mmで、マグネシウム含有量が2.2~2.8重量%のアルミニウム系材料A5052合金板を準備した。

○:ろうが十分に濡れ広がった。
×:ろうがほとんど塗れ広がらなかった。
2:ろう材
3:フラックス
Claims (1)
- LiF、AlF3及びCsFからなるフラックスにおいて、かかる三成分の組成が、(LiF mol%、AlF3 mol%、CsF mol%)を示す三角座標において、(30,0,70)と(30,70,0)を結ぶ直線C、(31,33.5,35.5)と(51.5,22.5,26)を結ぶ直線(1)、(32.5,28.5,39)と(49,21.5,29.5)を結ぶ直線(2)及び(57.5,42.5,0)と(57.5,0,42.5)を結ぶ直線(3)からなる4本の直線にて囲まれる範囲(ただし、C線上は含まない)となるように、調製されてなることを特徴とするアルミニウム系材料のろう付用フラックス。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020137028999A KR101545530B1 (ko) | 2011-07-11 | 2012-07-06 | 알루미늄계 재료의 경납땜 플럭스 |
| US14/130,725 US9314881B2 (en) | 2011-07-11 | 2012-07-06 | Flux for brazing aluminum materials |
| CN201280033273.5A CN103648709B (zh) | 2011-07-11 | 2012-07-06 | 铝系材料的钎焊用助熔剂 |
| EP12811312.3A EP2732907B1 (en) | 2011-07-11 | 2012-07-06 | Flux for brazing aluminum materials |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011166003A JP5713830B2 (ja) | 2011-07-11 | 2011-07-11 | アルミニウム系材料のろう付用フラックス |
| JP2011-166003 | 2011-07-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013008731A1 true WO2013008731A1 (ja) | 2013-01-17 |
Family
ID=47506022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/067282 Ceased WO2013008731A1 (ja) | 2011-07-11 | 2012-07-06 | アルミニウム系材料のろう付用フラックス |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9314881B2 (ja) |
| EP (1) | EP2732907B1 (ja) |
| JP (1) | JP5713830B2 (ja) |
| KR (1) | KR101545530B1 (ja) |
| CN (1) | CN103648709B (ja) |
| WO (1) | WO2013008731A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2011216017B2 (en) * | 2010-02-10 | 2014-04-03 | Hobart Brothers Company | Aluminum alloy welding wire |
| US9770788B2 (en) * | 2010-02-10 | 2017-09-26 | Hobart Brothers Company | Aluminum alloy welding wire |
| US10654135B2 (en) | 2010-02-10 | 2020-05-19 | Illinois Tool Works Inc. | Aluminum alloy welding wire |
| US11370068B2 (en) * | 2015-02-25 | 2022-06-28 | Hobart Brothers Llc | Systems and methods for additive manufacturing using aluminum metal-cored wire |
| US10850356B2 (en) * | 2015-02-25 | 2020-12-01 | Hobart Brothers Llc | Aluminum metal-cored welding wire |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61162295A (ja) * | 1985-01-11 | 1986-07-22 | Toyota Central Res & Dev Lab Inc | ろう付け用フラツクス |
| JPS61249700A (ja) * | 1985-04-30 | 1986-11-06 | Hitachi Ltd | アルミニウムろう付用フラツクス |
| JPH03264192A (ja) * | 1990-03-13 | 1991-11-25 | Sumitomo Light Metal Ind Ltd | Al材料ろう付け用フラックス組成物 |
| JPH071177A (ja) | 1993-06-15 | 1995-01-06 | Showa Alum Corp | フラックス含有Al合金ろう材 |
| JP2005040839A (ja) * | 2003-07-24 | 2005-02-17 | Denso Corp | ろう付け用フラックス、ろう付け方法およびそのろう付け方法により形成される熱交換器 |
| JP2008500182A (ja) * | 2004-06-15 | 2008-01-10 | サンクァンブレイジングフィルターメタルカンパニーリミテッド | フラックスが含まれた低温接合用ブレージング材 |
| JP5005600B2 (ja) | 2008-03-31 | 2012-08-22 | 株式会社クボタ | 制御盤装置 |
| JP5051398B2 (ja) | 2009-03-11 | 2012-10-17 | 三菱自動車工業株式会社 | 変速装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61232092A (ja) | 1985-04-09 | 1986-10-16 | Toyota Central Res & Dev Lab Inc | ろう付け用フラツクス |
| JPH03264191A (ja) | 1990-03-13 | 1991-11-25 | Sumitomo Light Metal Ind Ltd | Al材料ろう付け用フラックス組成物 |
| JPH0484691A (ja) | 1990-07-26 | 1992-03-17 | Calsonic Corp | アルミニウム材ろう付け用フラックス |
| JPH06344179A (ja) | 1993-06-03 | 1994-12-20 | Showa Alum Corp | フラックス含有Al合金ろう材 |
| DE10044454A1 (de) * | 1999-12-14 | 2001-07-12 | Ford Global Tech Inc | Flußmittel für das CAB-Löten von Aluminiumwärmetauschern |
| CN101407003B (zh) | 2008-12-02 | 2011-11-23 | 中国电子科技集团公司第十四研究所 | 适于含镁铝合金中温钎焊的钎剂配方 |
| CN101439449B (zh) | 2008-12-18 | 2011-01-19 | 广州有色金属研究院 | 一种铝及铝合金钎焊用无腐蚀钎剂 |
-
2011
- 2011-07-11 JP JP2011166003A patent/JP5713830B2/ja active Active
-
2012
- 2012-07-06 US US14/130,725 patent/US9314881B2/en not_active Expired - Fee Related
- 2012-07-06 CN CN201280033273.5A patent/CN103648709B/zh not_active Expired - Fee Related
- 2012-07-06 WO PCT/JP2012/067282 patent/WO2013008731A1/ja not_active Ceased
- 2012-07-06 EP EP12811312.3A patent/EP2732907B1/en not_active Not-in-force
- 2012-07-06 KR KR1020137028999A patent/KR101545530B1/ko not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61162295A (ja) * | 1985-01-11 | 1986-07-22 | Toyota Central Res & Dev Lab Inc | ろう付け用フラツクス |
| JPS61249700A (ja) * | 1985-04-30 | 1986-11-06 | Hitachi Ltd | アルミニウムろう付用フラツクス |
| JPH03264192A (ja) * | 1990-03-13 | 1991-11-25 | Sumitomo Light Metal Ind Ltd | Al材料ろう付け用フラックス組成物 |
| JPH071177A (ja) | 1993-06-15 | 1995-01-06 | Showa Alum Corp | フラックス含有Al合金ろう材 |
| JP2005040839A (ja) * | 2003-07-24 | 2005-02-17 | Denso Corp | ろう付け用フラックス、ろう付け方法およびそのろう付け方法により形成される熱交換器 |
| JP2008500182A (ja) * | 2004-06-15 | 2008-01-10 | サンクァンブレイジングフィルターメタルカンパニーリミテッド | フラックスが含まれた低温接合用ブレージング材 |
| JP5005600B2 (ja) | 2008-03-31 | 2012-08-22 | 株式会社クボタ | 制御盤装置 |
| JP5051398B2 (ja) | 2009-03-11 | 2012-10-17 | 三菱自動車工業株式会社 | 変速装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2732907A4 (en) | 2015-09-30 |
| US9314881B2 (en) | 2016-04-19 |
| EP2732907A1 (en) | 2014-05-21 |
| US20140174606A1 (en) | 2014-06-26 |
| KR101545530B1 (ko) | 2015-08-19 |
| JP2013018050A (ja) | 2013-01-31 |
| KR20140030175A (ko) | 2014-03-11 |
| EP2732907B1 (en) | 2018-05-30 |
| JP5713830B2 (ja) | 2015-05-07 |
| CN103648709B (zh) | 2016-01-20 |
| CN103648709A (zh) | 2014-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5713829B2 (ja) | アルミニウム系材料のろう付用フラックス | |
| CN104972242B (zh) | 一种铝/钢熔钎焊用自钎剂药芯焊丝 | |
| JP2013536085A (ja) | ろう付け用プリフラックスコーティング | |
| JP5713830B2 (ja) | アルミニウム系材料のろう付用フラックス | |
| CN100577345C (zh) | 一种焊接铝及铝合金的钎剂 | |
| JP2018153834A (ja) | アルミニウム部材同士またはアルミニウム部材と銅部材とをトーチハンダ付けする方法 | |
| CN105772988A (zh) | 一种含铜的铝合金/不锈钢熔钎焊钎剂 | |
| JPH11183085A (ja) | アルミニウム製熱交換器用フィン材およびアルミニウム製熱交換器の製造方法 | |
| JP2004042086A (ja) | アルミニウム材をろう付けするためのろう材粉末および該ろう材粉末を用いるアルミニウム材のろう付け方法 | |
| JP2013103265A (ja) | アルミニウム合金ブレージングシートおよびろう付け方法 | |
| JP5717576B2 (ja) | アルミニウム系材料のろう付用フラックス | |
| JP2009183980A (ja) | アルミニウム合金のろう付け方法及びアルミニウム合金クラッド材 | |
| JP3765707B2 (ja) | ろう付材及びアルミニウム又はアルミニウム合金材のろう付用フラックス | |
| CN104582894B (zh) | 铝复合材、热交换器及助焊剂 | |
| CN104308396A (zh) | 一种6063铝合金钎焊用钎剂 | |
| JP2011230173A (ja) | アルミニウム合金ろう材 | |
| JP2022547039A (ja) | フラックスレスろう付けのための改良されたアルミニウム合金ろう付けシート | |
| JPH06190586A (ja) | フラックス被覆アルミニウムろう材 | |
| JPS6362319B2 (ja) | ||
| JP2006326621A (ja) | アルミニウム合金ろう付け用ろう材ワイヤ | |
| JP6022397B2 (ja) | ブレージングシート及びフラックス組成物 | |
| CN104148827B (zh) | 钎焊含镁铝合金用的中温无腐蚀钎剂及制备方法 | |
| JPH031118B2 (ja) | ||
| JPH0199794A (ja) | フラックスろう付用高耐食性高強度アルミニウムブレージングシート材料及びフラックスろう付方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12811312 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20137028999 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14130725 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012811312 Country of ref document: EP |