WO2014046277A1 - 包装材およびそれを用いてなる包装構造 - Google Patents
包装材およびそれを用いてなる包装構造 Download PDFInfo
- Publication number
- WO2014046277A1 WO2014046277A1 PCT/JP2013/075655 JP2013075655W WO2014046277A1 WO 2014046277 A1 WO2014046277 A1 WO 2014046277A1 JP 2013075655 W JP2013075655 W JP 2013075655W WO 2014046277 A1 WO2014046277 A1 WO 2014046277A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mol
- packaging material
- isophthalic acid
- film
- patch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/00051—Accessories for dressings
- A61F13/00072—Packaging of dressings
- A61F13/00076—Packaging of adhesive dressings
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K9/00—Medicinal preparations characterised by special physical form
- A61K9/70—Web, sheet or filament bases ; Films; Fibres of the matrix type containing drug
- A61K9/7023—Transdermal patches and similar drug-containing composite devices, e.g. cataplasms
- A61K9/703—Transdermal patches and similar drug-containing composite devices, e.g. cataplasms characterised by shape or structure; Details concerning release liner or backing; Refillable patches; User-activated patches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00544—Plasters form or structure
- A61F2013/00646—Medication patches, e.g. transcutaneous
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00655—Plasters adhesive
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00897—Plasters package for individual plaster
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00902—Plasters containing means
- A61F2013/00906—Plasters containing means for transcutaneous or transdermal drugs application
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K8/00—Cosmetics or similar toiletry preparations
- A61K8/02—Cosmetics or similar toiletry preparations characterised by special physical form
- A61K8/0208—Tissues; Wipes; Patches
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K9/00—Medicinal preparations characterised by special physical form
- A61K9/70—Web, sheet or filament bases ; Films; Fibres of the matrix type containing drug
- A61K9/7023—Transdermal patches and similar drug-containing composite devices, e.g. cataplasms
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K9/00—Medicinal preparations characterised by special physical form
- A61K9/70—Web, sheet or filament bases ; Films; Fibres of the matrix type containing drug
- A61K9/7023—Transdermal patches and similar drug-containing composite devices, e.g. cataplasms
- A61K9/703—Transdermal patches and similar drug-containing composite devices, e.g. cataplasms characterised by shape or structure; Details concerning release liner or backing; Refillable patches; User-activated patches
- A61K9/7038—Transdermal patches of the drug-in-adhesive type, i.e. comprising drug in the skin-adhesive layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/244—All polymers belonging to those covered by group B32B27/36
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/24—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2556/00—Patches, e.g. medical patches, repair patches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31565—Next to polyester [polyethylene terephthalate, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31605—Next to free metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31681—Next to polyester, polyamide or polyimide [e.g., alkyd, glue, or nylon, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
Definitions
- the present invention relates to a packaging material for patches, in particular, a packaging material for patches containing an oily component in an adhesive.
- a patch particularly a transdermal absorption patch containing a drug in an adhesive layer
- a hermetic packaging material from the viewpoint of maintaining quality during storage.
- the oily component is adsorbed or transferred to the packaging material when the patch contacts the inner surface of the packaging material, and the oily component in the adhesive
- problems such as a decrease in transdermal absorbability of the contained drug and a decrease in pharmacological effect due to adsorption of the contained drug itself have been pointed out.
- An object of the present invention is to provide a packaging material having excellent heat seal characteristics while preventing the oily component contained in the adhesive of the patch from adsorbing or transferring to the packaging material.
- the present invention comprises an inner layer film and a base film made of a polyethylene terephthalate resin having heat sealing properties, and the heat sealing surface of the inner layer film has a copolymerization ratio of an isophthalic acid component of 10 mol% to 20 mol%.
- a packaging material comprising an isophthalic acid-modified polyethylene terephthalate resin.
- the inner layer film has a copolymerization ratio of 0 mol% to 5 mol of the isophthalic acid component and the heat seal surface side layer made of an isophthalic acid-modified polyethylene terephthalate resin having an isophthalic acid component copolymerization ratio of 10 mol% to 20 mol%.
- % Multi-layer film having at least two layers composed of polyethylene terephthalate resin modified with isophthalic acid,
- the packaging structure of the present invention (4) A packaging structure in which the patch is packaged with the above packaging material, (5) It is preferable that the patch is a transdermal preparation in which a pressure-sensitive adhesive layer containing a transdermal drug is formed on one side of the support.
- the present invention it is possible to prevent the oily component contained in the adhesive of the patch from adsorbing or transferring to the packaging material, and to realize a packaging material having excellent heat seal characteristics.
- the isophthalic acid-modified polyethylene terephthalate resin having a copolymerization ratio of the isophthalic acid component used as a polyethylene terephthalate resin having heat sealability of 10 mol% to 20 mol% is excellent in the non-sorption property of the oil component and is excellent. Heat sealability.
- the said polyethylene terephthalate resin is excellent as a material which comprises the heat seal surface of the packaging material which can prevent the transfer to the packaging material of the oily component in a patch.
- the copolymerization ratio of isophthalic acid is less than 10 mol%, the heat sealability decreases due to crystallization during film formation.
- the inner film made of a polyethylene terephthalate resin having heat sealability has a copolymerization ratio of the isophthalic acid component of 10 mol% to 20 mol%, preferably 12 mol% to 18 mol%, particularly preferably 14 mol% to
- the copolymerization ratio of the heat-sealing side layer composed of 16 mol% of isophthalic acid-modified polyethylene terephthalate resin and the isophthalic acid component is 0 mol% to 5 mol%, preferably 0.1 mol% to 4 mol%, particularly preferably 1
- a multilayer film having at least two layers composed of a mol% to 3 mol% isophthalic acid-modified polyethylene terephthalate resin (that is, a layer facing the base film) is particularly preferable.
- Polyethylene terephthalate having a relatively high modification rate with a copolymerization ratio of isophthalic acid component of 10 mol% to 20 mol% is excellent in heat seal characteristics due to low crystallinity, and has excellent non-sorption properties.
- Polyethylene terephthalate having a low modification rate in which the copolymerization ratio of the acid component is 0 mol% to 5 mol% has a higher non-sorption property.
- low-denatured polyethylene terephthalate is widely used as a material for PET bottles, and thus can be procured at low cost and has excellent economic efficiency.
- the inner layer film made of a polyethylene terephthalate resin into the above-mentioned multilayer structure, an inner layer film excellent in heat seal characteristics, non-sorption property and economy can be realized.
- Various additives can be added to the inner layer film as long as the heat sealing properties and the non-sorption property are not impaired.
- the additive include an antioxidant, an ultraviolet absorber, a hydrolysis inhibitor, an antifungal agent, a curing catalyst, a plasticizer, a pigment, a filler, and a lubricant.
- the thickness of the inner layer film is preferably 10 ⁇ m to 30 ⁇ m, particularly preferably 15 ⁇ m to 28 ⁇ m.
- the thickness of the heat seal surface side layer is preferably 2 to 20 ⁇ m, particularly preferably 3 to 10 ⁇ m.
- the thickness of the low-denatured polyethylene terephthalate layer can be appropriately set so as to obtain the desired total thickness of the inner layer film in combination with the thickness of the heat seal surface side layer, but is preferably 10 to 28 ⁇ m, particularly The thickness is preferably 15 to 25 ⁇ m.
- the inner layer film can be formed by a known film forming method such as T-die molding or inflation molding. At that time, it is preferable that the hot-melt film is solidified by rapid cooling. By rapid cooling, crystallization of the resin is suppressed, and a film excellent in heat seal characteristics can be obtained.
- the inner layer film is preferably unstretched or stretched at a low magnification. Polyethylene terephthalate stretched at a high magnification is not preferable because heat sealability is lost by orientation crystallization.
- the base film is not particularly limited, but biaxially stretched polyethylene terephthalate, biaxially stretched polyamide, biaxially stretched polypropylene film, etc. are used in terms of excellent transparency, printability, chemical resistance and strength. it can.
- the thickness of the base film (excluding the gas barrier layer described below) is preferably 5 to 20 ⁇ m, particularly preferably 10 to 15 ⁇ m.
- a gas barrier layer for the purpose of preventing oxygen and water vapor permeability.
- An aluminum foil can be used as the gas barrier layer. Aluminum foil not only has barrier properties against oxygen and water vapor, but also has excellent light shielding properties and can be suitably used.
- the thickness is preferably 2 to 20 ⁇ m, particularly preferably 5 to 10 ⁇ m.
- a known molding method can be used for the production of the packaging material.
- a laminate can be formed by performing extrusion molding using a multilayer multiple die using the number of extruders corresponding to the type of resin.
- an extrusion coating method or sandwich lamination can be used, and a laminate can also be produced by dry lamination of a film formed in advance.
- the inner layer film is dried on a base film made of biaxially stretched polyethylene terephthalate.
- the laminated body can be made into a packaging bag by making a bag into a normal pouch having a three- or four-side seal, a pouch with a gusset, a standing pouch, a pillow pouch, or the like. Bag making can be performed by a known bag making method.
- the patch packaged by the packaging material is composed of a support layer and an adhesive layer.
- the adhesive layer contains a drug and percutaneously absorbs the drug to treat or prevent various diseases. .
- the drug referred to here is not particularly limited, and either a systemic agonist or a local agonist can be used.
- Such drugs include, for example, corticosteroids, non-steroidal anti-inflammatory agents, anti-rheumatic agents, sleeping agents, antipsychotic agents, antidepressants, mood stabilizers, psychostimulants, anti-anxiety agents, antiepileptic agents Agent, migraine treatment agent, Parkinson's disease treatment agent, muscarinic receptor antagonist, restless legs syndrome treatment agent, cerebral circulation / metabolism improving agent, antidementia agent, autonomic nerve agent, muscle relaxant, antihypertensive agent, diuresis Agent, hypoglycemic agent, antihyperlipidemic agent, gout agent, general anesthetic agent, local anesthetic agent, antibacterial agent, antifungal agent, antiviral agent, antiparasitic agent, vitamin agent, angina treatment agent, Vasodilator, antiarrhythmic agent, antihistamine, mediator release inhibitor, leukotriene antagonist hormone, thyroid hormone, antithyroid, antitumor agent, antiemetic, antitussive, bronchodilator,
- the support layer is not particularly limited as long as there is no significant discomfort at the time of application.
- polyolefins such as polyester, polyethylene or polypropylene, polyvinyl chloride, plasticized polyvinyl chloride, plasticized vinyl acetate-vinyl chloride copolymer, polyvinylidene chloride, ethylene-vinyl acetate copolymer, cellulose acetate, Single film made of synthetic resin such as ethyl cellulose, ethylene-ethyl acrylate copolymer, polytetrafluoroethylene, polyurethane, ionomer resin, or laminated film thereof, or made of rubber, synthetic resin, polyester such as polyethylene terephthalate Or a porous film or sheet made of polyamide such as nylon, a nonwoven fabric, a woven fabric, or a laminate of these and the above synthetic resin film.
- the patch is a transdermally absorbable preparation, and preferably has a pressure-sensitive adhesive layer containing a transdermally absorbable drug formed on one side of the support. Moreover, you may have the release film which carried out the peeling process laminated
- the form of the patch it is a flat and flat form, and the planar shape is a polygon such as a triangle or a pentagon, that is, a shape outlined by a substantially straight line, or a curve such as an ellipse or a circle. Examples include, but are not limited to, contoured shapes and combinations thereof.
- the size of the patch can be appropriately selected according to the use or application location of the patch. For example, when the shape of the patch is substantially rectangular, the length of one side is generally 15 mm to 90 mm, and the length of the other side is also 15 mm to 90 mm.
- the total thickness of the patch is usually 50 ⁇ m to 2000 ⁇ m, preferably 100 ⁇ m to 1000 ⁇ m.
- the patch comprises a support layer and an adhesive layer.
- the support layer has a thickness of usually 1 ⁇ m to 1000 ⁇ m, and the adhesive layer is usually 10 ⁇ m to 200 ⁇ m, preferably 15 ⁇ m to 150 ⁇ m. .
- the oil layer may contain an oily component.
- the contained oily component plasticizes the pressure-sensitive adhesive layer to give a soft feeling to reduce skin irritation and adjust the transdermal absorbability of the drug.
- the oily component is preferably in a liquid state at room temperature (25 ° C.), or when two or more kinds are mixed and used, the mixture finally becomes liquid at room temperature (25 ° C.).
- examples of such oily components include higher alcohols such as oleyl alcohol and octyldodecanol; polyhydric alcohols such as glycerin, ethylene glycol and polypropylene glycol; higher fatty acids such as caprylic acid and oleic acid; isopropyl myristate and palmitic acid.
- Fatty acid esters such as isopropyl and ethyl oleate; polybasic acid esters such as diethyl sebacate and diisopropyl adipate; diglyceryl triisostearate, sorbitan monooleate, propylene glycol dicaprylate, polyethylene glycol monolaurate, polyoxytetraoleate
- Polyhydric alcohol fatty acid esters such as ethylene sorbit; Polyoxyethylene alkyl ethers such as polyoxyethylene lauryl ether; Olive oil, vegetable oils such as castor oil; hydrocarbons such as fins silicone oils; N- methylpyrrolidone, N- pyrrolidones such as dodecyl pyrrolidone; and sulfoxides such as decyl methyl sulfoxide.
- These oily components may be used alone or in admixture of two or more.
- the shape of the package for the patch of the present invention is not particularly limited as long as the patch can be packaged.
- the shape is substantially rectangular such as a square or a rectangle, and a polygon such as a triangle or a pentagon. , A circle, an ellipse, and other figures.
- the shape of the package for the patch and the shape of the patch to be packaged may be the same or different as long as the individual packaging (sealing) of the patch is possible.
- the film was pulled in the film flow direction (MD) at a speed of 300 mm / min, the maximum test force (N / 15 mm) was taken as the heat seal strength, and plotted against the seal interface temperature to create a heat seal curve.
- the seal interface temperature at which the heat seal strength reached 1 N / 15 mm was defined as the seal onset temperature, and the heat seal strength was used together with the heat seal strength at a seal interface temperature of 110 ° C. for evaluation of heat seal characteristics.
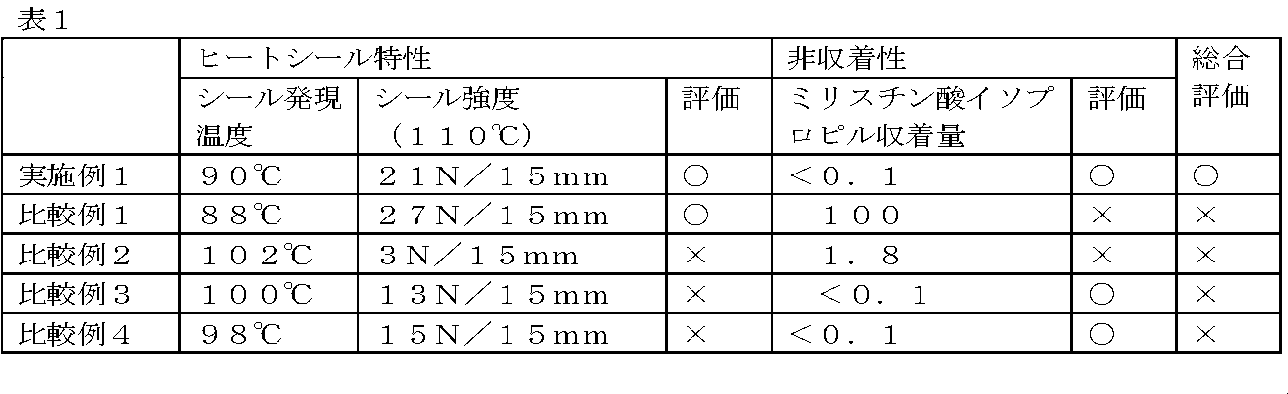
- a packaging material satisfying both conditions of a seal development temperature of 90 ° C. or lower and a seal strength of 15 N / 15 mm or higher at 110 ° C. was considered to have good heat seal characteristics.
- Example 1 12 ⁇ m biaxially stretched polyethylene terephthalate (PET) film and 7 ⁇ m aluminum foil dry laminate film as base film, 5 ⁇ m isophthalic acid modified PET (isophthalic acid component copolymerization ratio 15 mol%) and 20 ⁇ m isophthalic acid modified PET (isophthalic acid) as inner film
- PET polyethylene terephthalate
- 5 ⁇ m isophthalic acid modified PET isophthalic acid component copolymerization ratio 15 mol%)
- 20 ⁇ m isophthalic acid modified PET isophthalic acid modified PET (isophthalic acid) as inner film
- a 25 ⁇ m unstretched two-layer PET film comprising an acid component copolymerization ratio of 2 mol% was used.
- Laminate by dry lamination using a two-component curable urethane adhesive with the aluminum foil side of the base film and the 20 ⁇ m isophthalic acid modified PET (isophthalic acid component copolymerization ratio 2 mol%) side of the
- Example 1 A packaging material was obtained in the same manner as in Example 1 except that a 30 ⁇ mL DPE film (AJ-3 manufactured by Tamapoly) was used as the inner layer film. The evaluation results are shown in Table 1.
- Example 2 A packaging material was obtained in the same manner as in Example 1 except that a 30 ⁇ m PAN film (Hitaron BX manufactured by Tamapoly) was used as the inner layer film. The evaluation results are shown in Table 1.
- Example 3 A packaging material was obtained in the same manner as in Example 1 except that 25 ⁇ m unstretched single-layer isophthalic acid-modified PET (isophthalic acid component copolymerization ratio: 2 mol%) was used as the inner layer film. The evaluation results are shown in Table 1.
- Example 4 A packaging material was obtained in the same manner as in Example 1 except that 25 ⁇ m unstretched single-layer isophthalic acid-modified PET (isophthalic acid component copolymerization ratio: 5 mol%) was used as the inner layer film. The evaluation results are shown in Table 1.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Vascular Medicine (AREA)
- Heart & Thoracic Surgery (AREA)
- Biomedical Technology (AREA)
- Dermatology (AREA)
- Chemical & Material Sciences (AREA)
- Medicinal Chemistry (AREA)
- Pharmacology & Pharmacy (AREA)
- Epidemiology (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
- Medicinal Preparation (AREA)
Description
しかしながら、エチレン/ビニルアルコール共重合体又はアクリロニトリル/メチルアクリレート共重合体は高価であり、その代替となるものが求められていた。さらに、無延伸ポリエステルを用いた場合でも、包装材料としてさらなる性能向上、特にヒートシール性と非収着性の高いレベルでの両立が求められていた。
(1)内層フィルムがイソフタル酸成分の共重合比率が10モル%~20モル%のイソフタル酸変性ポリエチレンテレフタレート樹脂から成るヒートシール面側層とイソフタル酸成分の共重合比率が0モル%~5モル%のイソフタル酸変性ポリエチレンテレフタレート樹脂から成る層の2層を少なくとも有する多層フィルムであること、
(2)貼付剤用の包装材であること、
(3)貼付剤が、経皮吸収性薬物を含有する粘着剤層を支持体の片面に形成してなる経皮吸収製剤であることが好ましい。
(4)上記の包装材にて貼付剤を包装してなる包装構造であること、
(5)貼付剤が、経皮吸収性薬物を含有する粘着剤層を支持体の片面に形成してなる経皮吸収製剤であることが好ましい。
ヒートシール性を有するポリエチレンテレフタレート系樹脂として用いるイソフタル酸成分の共重合比率が10モル%~20モル%であるイソフタル酸変性ポリエチレンテレフタレート樹脂は、油状成分の非収着性に優れていると共に、優れたヒートシール性を有する。このため、前記ポリエチレンテレフタレート樹脂は、貼付剤中の油状成分の包装材料への移行を防止できる包装材のヒートシール面を構成する材料として優れている。イソフタル酸の共重合比率が10モル%未満の場合、製膜時の結晶化によりヒートシール性が低下する。また共重合比率が20モル%を超える場合は非収着性が低下する。
さらには、ヒートシール性を有するポリエチレンテレフタレート系樹脂からなる内層フィルムがイソフタル酸成分の共重合比率が10モル%~20モル%、好ましくは12モル%~18モル%、特に好ましくは14モル%~16モル%のイソフタル酸変性ポリエチレンテレフタレート樹脂から成るヒートシール面側層とイソフタル酸成分の共重合比率が0モル%~5モル%、好ましくは0.1モル%~4モル%、特に好ましくは1モル%~3モル%のイソフタル酸変性ポリエチレンテレフタレート樹脂から成る層(すなわち、基材フィルムと対向させる側の層)の2層を少なくとも有する多層フィルムであることが特に好ましい。
イソフタル酸成分の共重合比率が10モル%~20モル%の比較的高変性率のポリエチレンテレフタレートは、結晶性が低いためにヒートシール特性に優れると共に、優れた非収着性を有するものの、イソフタル酸成分の共重合比率が0モル%~5モル%の低変性率のポリエチレンテレフタレートはさらに高い非収着性を有する。また、低変性率のポリエチレンテレフタレートはペットボトル用材料として汎用的に大量に使用されているため安価に調達可能であり、経済性に優れる。すなわち、ポリエチレンテレフタレート系樹脂からなる内層フィルムを上記の多層構成とすることにより、ヒートシール特性、非収着性および経済性に優れた内層フィルムが実現出来るのである。
内層フィルムには、ヒートシール特性および非収着性を損なわない範囲で各種添加剤を添加することも出来る。添加剤としては、酸化防止剤、紫外線吸収剤、加水分解防止剤、防カビ剤、硬化触媒、可塑剤、顔料、充填剤、滑剤等が挙げられる。
内層フィルムの厚みは10μm~30μm、特に15μm~28μmが好ましい。これ以上の厚みでは、非収着性が低下したり、引き裂き性に問題が生じたりする恐れがあり、またこれ以下の厚みではヒートシール強度が低下したり、包装材の腰が損なわれ商品性に問題を来す恐れがある。内層フィルムが多層構成の場合、ヒートシール面側層の厚みは2~20μmが好ましく、3~10μmが特に好ましい。低変性率のポリエチレンテレフタレート層の厚みは、ヒートシール面側層の厚みと合わせて所望の内層フィルム全体の厚みを得られるように適宜設定することができるが、好ましくは10~28μmであり、特に好ましくは15~25μmである。
内層フィルムはTダイ成形やインフレーション成形等公知の製膜方法で製膜することができる。その際、熱溶融状態の膜が急速冷却により固化されることが好ましい。急速冷却することにより、樹脂の結晶化を抑制し、ヒートシール特性に優れたフィルムが得られる。
また、内層フィルムは無延伸あるいは低倍率で延伸された状態が好ましい。高倍率で延伸されたポリエチレンテレフタレートは配向結晶化によりヒートシール性が失われるため好ましくない。
さらに酸素や水蒸気の透過性を防ぐ目的として、ガスバリア層を積層する事も好ましい。ガスバリア層としては、アルミニウム箔が使用できる。アルミ箔は酸素や水蒸気に対するバリヤ性だけではなく、遮光性にも優れており好適に使用できる。ガスバリア層を積層する場合、その厚みは2~20μmが好ましく、5~10μmが特に好ましい。
積層体は、三方又は四方シールの通常のパウチ類、ガセット付パウチ類、スタンディングパウチ類、ピローパウチ類などに製袋することにより包装袋とすることができる。製袋は公知の製袋法で行うことができる。
貼付剤の形態としては、平面状の扁平な形態であり、平面形状は、略矩形のほか、三角形、五角形等の多角形、すなわち略直線で輪郭付けられる形状や、楕円、円形等の曲線で輪郭づけられる形状、それらの組み合わせなどが挙げられるが、これらに限定されるものではない。
貼付剤の大きさは、貼付剤の用途や適用箇所などに応じて、適宜選択することができる。例えば、貼付剤の形状が略矩形である場合、一般的には、その一辺の長さが15mm~90mmであり、他辺の長さも15mm~90mmである。
(1) ヒートシール強度
ヒートシール試験装置(テスター産業株式会社製)を使用し、シール時間0.8秒、シール圧を2kgf/cm2と固定し、シール温度を変更してシール界面の温度を測定しながら試験片を作製した。ヒートシール強度の測定はJIS-Z1707に準じ、23℃、50%RH環境下で、精密万能試験機オートグラフAG-IS(島津製作所株式会社製)にて測定した。フィルムの流れ方向(MD)に300mm/minの速度で引っ張り、最大試験力(N/15mm)をヒートシール強度とし、シール界面温度に対してプロットしてヒートシール曲線を作成した。ここで、ヒートシール強度が1N/15mmに達するシール界面温度をシール発現温度とし、シール界面温度110℃でのヒートシール強度と共にヒートシール特性の評価に用いた。シール発現温度90℃以下および110℃でのシール強度15N/15mm以上の両条件を満足する包装材をヒートシール特性良好とした。
(2) 油状成分の非収着性
包装材6cm×10cmの試験片をミリスチン酸イソプロピル雰囲気中に50℃で6日間静置した後、60mlヘキサンにて50℃で24時間抽出し、抽出液中のミリスチン酸イソプロピルをガスクロマトグラフィーにて定量した。結果は比較例1の包装材の測定結果を100とした場合の相対値で示した。
基材フィルムとして12μm二軸延伸ポリエチレンテレフタレート(PET)フィルムと7μmアルミ箔のドライラミネートフィルム、内層フィルムとして5μmイソフタル酸変性PET(イソフタル酸成分共重合比率15モル%)および20μmイソフタル酸変性PET(イソフタル酸成分共重合比率2モル%)から成る25μm無延伸2層PETフィルムを用いた。基材フィルムのアルミ箔側と内層フィルムの20μmイソフタル酸変性PET(イソフタル酸成分共重合比率2モル%)側を対向させて2液硬化型ウレタン系接着剤を用いてドライラミネーション法により積層し、包装材を得た。得られた包装材の評価結果を表1に示す。
内層フィルムとして30μmLDPEフィルム(タマポリ製AJ-3)を使用した以外は実施例1と同様にして包装材を得た。評価結果を表1に示す。
内層フィルムとして30μmPANフィルム(タマポリ製ハイトロンBX)を使用した以外は実施例1と同様にして包装材を得た。評価結果を表1に示す。
内層フィルムとして25μm無延伸単層イソフタル酸変性PET(イソフタル酸成分共重合比率2モル%)を使用した以外は実施例1と同様にして包装材を得た。評価結果を表1に示す。
内層フィルムとして25μm無延伸単層イソフタル酸変性PET(イソフタル酸成分共重合比率5モル%)を使用した以外は実施例1と同様にして包装材を得た。評価結果を表1に示す。
Claims (6)
- ヒートシール性を有するポリエチレンテレフタレート系樹脂からなる内層フィルム及び基材フィルムからなり、前記内層フィルムのヒートシール面が、イソフタル酸成分の共重合比率が10モル%~20モル%であるイソフタル酸変性ポリエチレンテレフタレート樹脂で構成される包装材。
- 前記内層フィルムがイソフタル酸成分の共重合比率が10モル%~20モル%のイソフタル酸変性ポリエチレンテレフタレート樹脂から成るヒートシール面側層とイソフタル酸成分の共重合比率が0モル%~5モル%のイソフタル酸変性ポリエチレンテレフタレート樹脂から成る層の2層を少なくとも有する多層フィルムである請求項1に記載の包装材。
- 貼付剤用の包装材である請求項1または2に記載の包装材。
- 貼付剤が、経皮吸収性薬物を含有する粘着剤層を支持体の片面に形成してなる経皮吸収製剤である請求項3に記載の包装材。
- 請求項3または4に記載の包装材にて貼付剤を包装してなる包装構造。
- 貼付剤が、経皮吸収性薬物を含有する粘着剤層を支持体の片面に形成してなる経皮吸収製剤である、請求項5記載の包装構造。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA2883128A CA2883128C (en) | 2012-09-21 | 2013-09-24 | Packaging material and packaging structure made by using same |
| US14/424,556 US11407212B2 (en) | 2012-09-21 | 2013-09-24 | Packaging material and packaging structure made by using same |
| CN201380049093.0A CN104661819B (zh) | 2012-09-21 | 2013-09-24 | 包装材料以及使用其而成的包装结构 |
| KR1020157010127A KR101721180B1 (ko) | 2012-09-21 | 2013-09-24 | 포장재 및 그것을 사용하여 이루어지는 포장 구조 |
| EP13838231.2A EP2899024B1 (en) | 2012-09-21 | 2013-09-24 | Packaging material and packaging structure made by using same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-208812 | 2012-09-21 | ||
| JP2012208812A JP6041097B2 (ja) | 2012-09-21 | 2012-09-21 | 包装材およびそれを用いてなる包装構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014046277A1 true WO2014046277A1 (ja) | 2014-03-27 |
Family
ID=50341576
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/075655 Ceased WO2014046277A1 (ja) | 2012-09-21 | 2013-09-24 | 包装材およびそれを用いてなる包装構造 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11407212B2 (ja) |
| EP (1) | EP2899024B1 (ja) |
| JP (1) | JP6041097B2 (ja) |
| KR (1) | KR101721180B1 (ja) |
| CN (1) | CN104661819B (ja) |
| CA (1) | CA2883128C (ja) |
| WO (1) | WO2014046277A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021215506A1 (ja) * | 2020-04-22 | 2021-10-28 | 東洋製罐株式会社 | 積層フィルム及び包装容器 |
| JPWO2020138048A1 (ja) * | 2018-12-28 | 2021-11-18 | 東洋紡株式会社 | 積層体及びそれを用いた包装体 |
| WO2022102316A1 (ja) * | 2020-11-16 | 2022-05-19 | 三菱ケミカル株式会社 | ポリエステル系シーラントフィルム |
| JP2022079400A (ja) * | 2020-11-16 | 2022-05-26 | 三菱ケミカル株式会社 | 共重合ポリエステル系シーラントフィルム |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6728605B2 (ja) * | 2015-09-18 | 2020-07-22 | 大日本印刷株式会社 | 積層体 |
| US12226534B2 (en) | 2016-07-06 | 2025-02-18 | Agile Therapeutics, Inc. | Transdermal packaging membranes |
| WO2018016439A1 (ja) * | 2016-07-20 | 2018-01-25 | 東洋鋼鈑株式会社 | 易引裂性無延伸樹脂フィルム、及びそれを用いた包装材用積層フィルム |
| JP2019107220A (ja) * | 2017-12-18 | 2019-07-04 | ニプロ株式会社 | 貼付剤用包装袋及び貼付剤製品 |
| WO2021039822A1 (ja) * | 2019-08-26 | 2021-03-04 | 東洋アルミエコープロダクツ株式会社 | 容器 |
| US11738542B2 (en) | 2020-06-19 | 2023-08-29 | Proampac Holdings Inc. | Recycle-ready retortable laminated polyester-based gusseted pouches |
| US20230311458A1 (en) | 2020-07-01 | 2023-10-05 | Danapak Flexibles A/S | A heat-sealable packaging film |
| TWI749723B (zh) * | 2020-08-20 | 2021-12-11 | 南亞塑膠工業股份有限公司 | 藥物包裝用複合膜材 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02277635A (ja) * | 1989-04-19 | 1990-11-14 | Toppan Printing Co Ltd | 保香性の優れた積層材料および該積層材料を用いた容器 |
| JPH03270934A (ja) * | 1990-03-20 | 1991-12-03 | Diafoil Co Ltd | 積層フィルム、揮発性有害物質用包装体および保護具 |
| JPH05305108A (ja) | 1992-05-06 | 1993-11-19 | Nitto Denko Corp | 貼付剤の包装構造 |
| JPH07108583A (ja) * | 1993-10-07 | 1995-04-25 | Kanebo Ltd | ヒートシール性に優れるポリエステルシート及びその成形品 |
| JPH0820094A (ja) * | 1994-07-08 | 1996-01-23 | Sekisui Chem Co Ltd | 複合包装材料及びそれを用いた包装容器 |
| JPH0939982A (ja) | 1995-07-31 | 1997-02-10 | Unitika Res Lab:Kk | 包装袋 |
| JP2001315284A (ja) * | 2000-05-12 | 2001-11-13 | Kanebo Ltd | ポリエステル積層体 |
| JP2006305975A (ja) * | 2005-05-02 | 2006-11-09 | Fujimori Kogyo Co Ltd | 積層フィルムおよび包装袋ならびにシーラント層の形成方法 |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55166248A (en) * | 1979-06-11 | 1980-12-25 | Dainippon Printing Co Ltd | Polyester film having heat sealing property and its preparation |
| JPS6048344A (ja) * | 1983-08-26 | 1985-03-16 | 藤森工業株式会社 | 複合包装材料 |
| US4562779A (en) * | 1984-01-26 | 1986-01-07 | Briggs Manufacturing, Inc. | Foldable drill implement |
| US4765999A (en) * | 1985-07-26 | 1988-08-23 | Presto Products, Incorporated | Polyester/copolyester coextruded packaging film |
| JPS62222845A (ja) * | 1986-03-25 | 1987-09-30 | 東レ株式会社 | 熱融着性ポリエステルフイルム |
| US4946743A (en) * | 1987-06-26 | 1990-08-07 | Reynolds Consumer Products, Inc. | Nonoriented polyester films for lidding stock with modified heat seal layer |
| WO1990003886A1 (fr) * | 1988-10-12 | 1990-04-19 | Toyo Seikan Kaisha, Ltd. | Couvercle thermocollable pour recipient en polyester et recipients l'utilisant |
| JPH02171240A (ja) * | 1988-12-23 | 1990-07-02 | Dainippon Printing Co Ltd | 積層シート及び該積層シートによる紙容器 |
| GB8925785D0 (en) * | 1989-11-15 | 1990-01-04 | Ici Plc | Multilayer film |
| US5085904A (en) * | 1990-04-20 | 1992-02-04 | E. I. Du Pont De Nemours And Company | Barrier materials useful for packaging |
| WO1993016864A1 (fr) * | 1992-02-25 | 1993-09-02 | Toray Industries, Inc. | Feuille stratifiee et orientee biaxialement de polyester |
| US5912307A (en) * | 1996-05-03 | 1999-06-15 | Bp Amoco Corporation | Polyester compositions |
| US6103857A (en) * | 1997-06-19 | 2000-08-15 | Eastman Chemical Company | Poly(ethylene terephthalate) (PET) copolymers containing both 1,4-cyclohexanedimethanol and isophthalic acid moieties |
| WO2000004076A2 (en) * | 1998-07-14 | 2000-01-27 | Eastman Chemical Company | Polyester comprising a residue of isophthalic acid, terephthalic acid, ethylene glycol and an aromatic diol derivative and a method for identifying the polyester by fluorescence |
| GB9902299D0 (en) * | 1999-02-02 | 1999-03-24 | Du Pont | Polymeric film |
| US6489386B1 (en) * | 1999-08-12 | 2002-12-03 | E. I. Du Pont De Nemours And Company | Method and composition for improving gas barrier properties of polymeric containers and films |
| KR100627571B1 (ko) * | 1999-11-05 | 2006-09-22 | 도요 보세키 가부시키가이샤 | 금속판 라미네이트용 폴리에스테르계 필름, 필름라미네이트 금속판 및 금속 용기 |
| CN1202157C (zh) * | 1999-12-03 | 2005-05-18 | 东丽株式会社 | 成型加工用双向拉伸聚酯薄膜 |
| DE10015633A1 (de) * | 2000-03-29 | 2001-10-04 | Mitsubishi Polyester Film Gmbh | Siegelfähige biaxial orientierte Polyesterfolie |
| US7759449B2 (en) * | 2000-12-15 | 2010-07-20 | Wellman, Inc. | Methods for introducing additives into polyethylene terephthalate |
| DE10112493A1 (de) * | 2001-03-15 | 2002-09-19 | Mitsubishi Polyester Film Gmbh | Weiße, biaxial orientierte Folie aus einem kristallisierbaren Thermoplasten mit hohem Weißgrad und mit zusätzlicher Funktionalität |
| CN1277883C (zh) * | 2002-03-07 | 2006-10-04 | 东丽株式会社 | 聚酯薄膜及气体阻隔性聚酯薄膜 |
| US7364786B2 (en) * | 2002-09-10 | 2008-04-29 | Toray Industries, Inc. | Biaxially oriented polyester film |
| US7442427B2 (en) * | 2003-04-22 | 2008-10-28 | Mitsubishi Polyester Film Gmbh | Coextruded, hot-sealable and peelable polyester film, process for its production and its use |
| KR20060015284A (ko) * | 2003-05-21 | 2006-02-16 | 웰만 인코포레이티드 | 저속 결정화 폴리에스테르 수지 |
| US20050261462A1 (en) * | 2004-05-20 | 2005-11-24 | Nichols Carl S | Methods of making titanium-catalyzed polyester resins |
| US20070059465A1 (en) * | 2004-05-20 | 2007-03-15 | Thompson David E | Polyester Resins for High-Strength Articles |
| US20070128262A1 (en) * | 2004-01-30 | 2007-06-07 | Satoshi Amano | Package containing adhesive patch and method of inhibiting drug migration |
| GB0500907D0 (en) * | 2005-01-17 | 2005-02-23 | Dupont Teijin Films Us Ltd | Self-venting polymeric film IV |
| DE502006001168D1 (de) * | 2005-06-01 | 2008-09-04 | Mitsubishi Polyester Film Gmbh | Weiss-opake Folie mit niedriger Transparenz und verbesserter Durchschlagsfestigkeit |
| DE102005027657A1 (de) * | 2005-06-15 | 2006-12-21 | Mitsubishi Polyester Film Gmbh | Mehrschichtige, transparente Polyesterfolie mit hoher Sauerstoffbarriere |
| WO2007059128A1 (en) * | 2005-11-15 | 2007-05-24 | Wellman, Inc. | Alumina-enhanced polyester resins |
| WO2008008836A2 (en) * | 2006-07-11 | 2008-01-17 | Wellman, Inc. | Composite solid phase polymerization catalyst |
| US8945702B2 (en) * | 2007-10-31 | 2015-02-03 | Bemis Company, Inc. | Barrier packaging webs having metallized non-oriented film |
| DE102007054133A1 (de) * | 2007-11-14 | 2009-05-20 | Mitsubishi Polyester Film Gmbh | Antimikrobiell ausgerüstete, gecoatete, biaxial orientierte Polyesterfolie |
| DE102007054132A1 (de) * | 2007-11-14 | 2009-05-20 | Mitsubishi Polyester Film Gmbh | Antimikrobiell ausgerüstete, biaxial orientierte Polyesterfolie |
| US7714094B2 (en) * | 2007-11-15 | 2010-05-11 | Eastman Chemical Company | Simplified isophthalic acid process for modifying PET |
| JP5244553B2 (ja) * | 2008-11-17 | 2013-07-24 | 日東電工株式会社 | ブリスター包装体 |
| KR20120024562A (ko) * | 2009-04-24 | 2012-03-14 | 히사미쓰 세이야꾸 가부시키가이샤 | 첩부제 수용 포장 백, 및 첩부제의 보존 방법 |
| US20100280152A1 (en) * | 2009-04-29 | 2010-11-04 | Spartech Corporation | Thermoformable and RF Sealable Plastic Packaging Material |
| US20110091705A1 (en) * | 2009-10-19 | 2011-04-21 | Eastman Chemical Company | Radio-frequency sealable polymer and articles thereof |
| CN102218881B (zh) * | 2011-03-29 | 2014-06-25 | 奥瑞金包装股份有限公司 | 低表面能聚酯薄膜、其制备方法及用途 |
| WO2018016439A1 (ja) * | 2016-07-20 | 2018-01-25 | 東洋鋼鈑株式会社 | 易引裂性無延伸樹脂フィルム、及びそれを用いた包装材用積層フィルム |
-
2012
- 2012-09-21 JP JP2012208812A patent/JP6041097B2/ja active Active
-
2013
- 2013-09-24 US US14/424,556 patent/US11407212B2/en active Active
- 2013-09-24 CA CA2883128A patent/CA2883128C/en active Active
- 2013-09-24 EP EP13838231.2A patent/EP2899024B1/en active Active
- 2013-09-24 KR KR1020157010127A patent/KR101721180B1/ko active Active
- 2013-09-24 CN CN201380049093.0A patent/CN104661819B/zh active Active
- 2013-09-24 WO PCT/JP2013/075655 patent/WO2014046277A1/ja not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02277635A (ja) * | 1989-04-19 | 1990-11-14 | Toppan Printing Co Ltd | 保香性の優れた積層材料および該積層材料を用いた容器 |
| JPH03270934A (ja) * | 1990-03-20 | 1991-12-03 | Diafoil Co Ltd | 積層フィルム、揮発性有害物質用包装体および保護具 |
| JPH05305108A (ja) | 1992-05-06 | 1993-11-19 | Nitto Denko Corp | 貼付剤の包装構造 |
| JPH07108583A (ja) * | 1993-10-07 | 1995-04-25 | Kanebo Ltd | ヒートシール性に優れるポリエステルシート及びその成形品 |
| JPH0820094A (ja) * | 1994-07-08 | 1996-01-23 | Sekisui Chem Co Ltd | 複合包装材料及びそれを用いた包装容器 |
| JPH0939982A (ja) | 1995-07-31 | 1997-02-10 | Unitika Res Lab:Kk | 包装袋 |
| JP2001315284A (ja) * | 2000-05-12 | 2001-11-13 | Kanebo Ltd | ポリエステル積層体 |
| JP2006305975A (ja) * | 2005-05-02 | 2006-11-09 | Fujimori Kogyo Co Ltd | 積層フィルムおよび包装袋ならびにシーラント層の形成方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2020138048A1 (ja) * | 2018-12-28 | 2021-11-18 | 東洋紡株式会社 | 積層体及びそれを用いた包装体 |
| JP7552361B2 (ja) | 2018-12-28 | 2024-09-18 | 東洋紡株式会社 | 積層体及びそれを用いた包装体 |
| WO2021215506A1 (ja) * | 2020-04-22 | 2021-10-28 | 東洋製罐株式会社 | 積層フィルム及び包装容器 |
| JP2021171961A (ja) * | 2020-04-22 | 2021-11-01 | 東洋製罐株式会社 | 積層フィルム及び包装容器 |
| WO2022102316A1 (ja) * | 2020-11-16 | 2022-05-19 | 三菱ケミカル株式会社 | ポリエステル系シーラントフィルム |
| JP2022079400A (ja) * | 2020-11-16 | 2022-05-26 | 三菱ケミカル株式会社 | 共重合ポリエステル系シーラントフィルム |
| JP7622526B2 (ja) | 2020-11-16 | 2025-01-28 | 三菱ケミカル株式会社 | 共重合ポリエステル系シーラントフィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014061663A (ja) | 2014-04-10 |
| CA2883128C (en) | 2018-05-01 |
| US11407212B2 (en) | 2022-08-09 |
| KR101721180B1 (ko) | 2017-03-29 |
| CN104661819B (zh) | 2016-08-24 |
| JP6041097B2 (ja) | 2016-12-07 |
| CN104661819A (zh) | 2015-05-27 |
| EP2899024A4 (en) | 2016-05-25 |
| EP2899024A1 (en) | 2015-07-29 |
| EP2899024B1 (en) | 2018-07-25 |
| CA2883128A1 (en) | 2014-03-27 |
| KR20150056852A (ko) | 2015-05-27 |
| US20150258757A1 (en) | 2015-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6041097B2 (ja) | 包装材およびそれを用いてなる包装構造 | |
| JP5429948B2 (ja) | Ptp又はブリスターパック用フィルム及びptp又はブリスターパック用包装容器 | |
| JP6150240B2 (ja) | 包装材およびそれを用いてなる包装構造 | |
| KR102378461B1 (ko) | 인열 용이성 무연신 수지 필름, 및 그것을 이용한 포장재용 적층 필름 | |
| TWI486183B (zh) | 含有奧美沙坦酯製劑之臭味防止方法 | |
| KR102724778B1 (ko) | 액체 내용물 포장용의 실란트 필름과 그것을 포함하는 적층체, 및 액체 내용물용 포장 재료, 액체 내용물용 포장체 | |
| CA3031181C (en) | Oxygen-absorbing packaging material | |
| JP6604947B2 (ja) | イージーピール性の包装袋 | |
| JP6746879B2 (ja) | シーラントフィルム、多層フィルム、および包装体 | |
| CN204585999U (zh) | 一种非吸附性、耐药性药用包装复合膜 | |
| JP2013216343A (ja) | 貼付剤の包装構造および貼付剤の包装方法 | |
| US20150174279A1 (en) | Topical dressing to facilitate wound recovery | |
| CN108883025A (zh) | 贴剂产品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13838231 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2883128 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14424556 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20157010127 Country of ref document: KR Kind code of ref document: A |