WO2015001705A1 - 熱間プレス部材の製造方法 - Google Patents
熱間プレス部材の製造方法 Download PDFInfo
- Publication number
- WO2015001705A1 WO2015001705A1 PCT/JP2014/002904 JP2014002904W WO2015001705A1 WO 2015001705 A1 WO2015001705 A1 WO 2015001705A1 JP 2014002904 W JP2014002904 W JP 2014002904W WO 2015001705 A1 WO2015001705 A1 WO 2015001705A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- plating layer
- steel sheet
- steel plate
- hot press
- hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/208—Deep-drawing by heating the blank or deep-drawing associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/10—Electroplating with more than one layer of the same or of different metals
- C25D5/12—Electroplating with more than one layer of the same or of different metals at least one layer being of nickel or chromium
- C25D5/14—Electroplating with more than one layer of the same or of different metals at least one layer being of nickel or chromium two or more layers being of nickel or chromium, e.g. duplex or triplex layers
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
- C25D5/50—After-treatment of electroplated surfaces by heat-treatment
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/06—Wires; Strips; Foils
- C25D7/0614—Strips or foils
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2251/00—Treating composite or clad material
- C21D2251/02—Clad material
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
Definitions
- the present invention relates to a method for manufacturing a hot press member.
- the present invention can be preferably applied to the manufacture of automobile suspension members, vehicle body structural members, and the like.
- Patent Document 1 proposes a processing technique called a hot press in which a heated steel plate is processed at the same time as a heated steel sheet is processed using a die composed of a die and a punch. According to this processing technique, it is possible to achieve both easy processing and high strength.
- the steel plate is heated to a high temperature of around 950 ° C. before hot pressing, so scale (iron oxide) is generated on the surface of the steel plate and the scale peels off during hot pressing. , Damage the mold.
- scale iron oxide
- the scale remaining on the surface of the member also causes poor appearance and poor paint adhesion. Therefore, the scale on the surface of the member may be removed usually by a treatment such as pickling or shot blasting.
- the corrosion resistance of the member is insufficient because a rust preventive film such as a plating layer is not provided.
- Patent Document 2 discloses a hot press member by hot pressing a steel sheet coated with Zn or a Zn base alloy to form a Zn—Fe base compound or a Zn—Fe—Al base compound on the surface. A method for improving the corrosion resistance of the resin is disclosed.
- Patent Document 3 discloses a technique for suppressing liquid metal brittle cracking caused by molten Zn contained in a plating layer entering a base steel sheet during high-temperature heat treatment of the steel sheet before hot pressing.
- Patent Document 3 includes a Fe—Zn alloy having a Fe content of 13 to 80% by mass and an Al content of 0.4% by mass or less on a steel sheet surface having a predetermined steel composition.
- a steel sheet for heat treatment having a Zn plating layer having a Zn adhesion amount of 10 to 65 g / m 2 is disclosed.
- the hot-pressed member manufactured by the method described in Patent Document 2 uses a zinc-plated steel sheet or zinc-aluminum-plated steel sheet with a low melting point, so that zinc in the plating layer penetrates the steel sheet during hot press forming and cracks. There is a case of causing (liquid metal brittle cracking).
- the present invention not only provides a method for producing a hot-pressed member having excellent corrosion resistance, but also prevents liquid metal brittle cracks caused by the penetration of zinc in a plating layer into a steel sheet.
- An object of the present invention is to provide a method for producing a hot press member excellent in the above.
- the present inventors have intensively studied a method for manufacturing a hot press member. As a result, it has been found that when press forming is performed in a state where the plating layer is melted, the liquid component in the plating layer penetrates into the steel sheet at a site where tensile stress is applied, and liquid metal brittle cracking occurs. Furthermore, in order to avoid this, it has been found that the melting point of the plating layer needs to be sufficiently higher than the starting temperature of hot press forming, and the present invention has been completed. More specifically, the present invention provides the following.
- the plating layer contains, on the base steel plate, a plating layer I containing 60% by mass or more of Ni with the balance being Zn and inevitable impurities, and the plating layer And a plating layer II containing 10 to 25% by mass of Ni with the balance being Zn and inevitable impurities, and the adhesion amount per one side of the plating layer I is 0.01 to 5 g / m 2.
- the plated steel sheet having an adhesion amount per side of the plating layer II of 10 to 90 g / m 2 is heated to a temperature of 850 to 950 ° C., and the temperature of the plated steel sheet after the heating is 650 to 800 ° C.
- a method for manufacturing a hot press member, characterized in that hot press molding is started.
- the present invention it has become possible to produce a hot pressed member having excellent liquid metal brittleness resistance, in which liquid metal brittle cracks hardly occur.
- the hot press member produced by the method of the present invention is also excellent in corrosion resistance.
- the hot press member manufactured by the method of the present invention is suitable for an automobile suspension member or a vehicle body structural member.
- FIG. 1 is a view showing a steel plate after hat-shaped forming according to an embodiment.
- the method for producing a hot pressed member of the present invention is to heat a specific plated steel sheet to 850 to 950 ° C. and start hot press forming when the temperature of the plated steel sheet after heating is 650 to 800 ° C. It is the manufacturing method of the hot press member characterized.
- the specific plated steel sheet includes a base steel sheet and a plating layer formed on the base steel sheet.
- it demonstrates in order of the manufacturing method of a base steel plate, a plating layer, a plating steel plate, and a hot press member.
- the underlying steel plate refers to those generally used as the underlying steel plate, such as hot-rolled steel plates and cold-rolled steel plates.
- the component composition of a base steel plate is not specifically limited, It is preferable that it is a component composition which is easy to manufacture the hot press member which has the intensity
- the component composition that easily satisfies the above strength for example, in mass%, C: 0.15-0.5%, Si: 0.05-2.0%, Mn: 0.5-3% , P: 0.1% or less, S: 0.05% or less, Al: 0.1% or less, N: 0.01% or less, with the balance being composed of Fe and inevitable impurities Can do.
- C 0.15-0.5%
- Si 0.05-2.0%
- Mn 0.5-3%
- P 0.1% or less
- S 0.05% or less
- Al 0.1% or less
- N 0.01% or less
- C 0.15-0.5% C is an element that improves the strength of the steel.
- the amount is preferably 0.15% or more.
- the C content is preferably 0.15 to 0.5%.
- Si 0.05-2.0% Si, like C, is an element that improves the strength of steel.
- the amount is preferably 0.05% or more.
- the Si content is preferably 0.05 to 2.0%.
- Mn 0.5 to 3%
- Mn is an element effective for suppressing the ferrite transformation and improving the hardenability. Moreover, since Mn lowers the Ac 3 transformation point, it is an effective element for lowering the heating temperature before hot pressing. In order to exhibit such an effect, the amount is preferably 0.5% or more. On the other hand, if the amount of Mn exceeds 3%, segregation may occur and the uniformity of the characteristics of the base steel plate and the hot pressed member may be reduced. Therefore, the amount of Mn is preferably 0.5 to 3%.
- the P content is preferably 0.1% or less.
- the amount of S is preferably 0.05% or less.
- the Al content is preferably 0.1% or less.
- N 0.01% or less
- the N content is preferably 0.01% or less.
- the balance is Fe and inevitable impurities. Further, for the following reasons, at least one selected from Cr: 0.01 to 1%, Ti: 0.2% or less, B: 0.0005 to 0.08%, or Sb: 0.003 to It is preferable that 0.03% is contained individually or simultaneously.
- Cr 0.01 to 1% Cr is an element effective for strengthening steel and improving hardenability.
- the Cr content is preferably 0.01% or more.
- the upper limit is preferably 1%.
- Ti 0.2% or less Ti is an element effective for strengthening steel and improving toughness by refining.
- Ti forms nitrides in preference to B described below, so that when Ti is contained, hardenability is improved by solid solution B.
- the Ti amount exceeds 0.2%, the rolling load during hot rolling may increase.
- the toughness of the hot pressed member may be lowered. Therefore, the upper limit is preferably 0.2%.
- B 0.0005 to 0.08%
- B is an element effective for improving the hardenability during hot pressing and toughness after hot pressing.
- the B content is preferably 0.0005% or more.
- the upper limit is preferably 0.08%.
- Sb has an effect of suppressing a decarburized layer generated in the steel sheet surface layer portion between the time when the steel plate is heated before hot pressing and the time when the steel plate is cooled by a series of processes of hot pressing.
- the amount is preferably 0.003% or more.
- the Sb content is preferably 0.003 to 0.03%.
- the manufacturing method of the base steel plate is not particularly limited.
- the base steel plate is a cold-rolled steel plate, for example, the steel slab obtained by continuous casting or the like is melted under a specific condition by melting the steel having the above-described chemical components.
- the method include hot rolling, pickling and cold rolling, and then performing continuous annealing and tempering treatment under specific conditions.
- the plating layer is formed on the surface of the base steel plate.
- a plated steel sheet having a plating layer on a base steel sheet is used in order to ensure liquid metal brittleness resistance.
- the plating layer of the present invention is one of the following.
- One is a single plating layer containing 10 to 25% by mass of Ni, the balance being Zn and inevitable impurities, and the amount of adhesion per side being 10 to 90 g / m 2 .
- the other is a two-layered plating layer comprising a plating layer I and a plating layer II provided on the plating layer I on a base steel plate.
- the plating layer I contains 60% by mass or more of Ni. And the balance consists of Zn and inevitable impurities, the adhesion amount per side is 0.01 to 5 g / m 2 , the plating layer II contains 10 to 25% by mass of Ni, and the balance is Zn and inevitable The amount of adhesion per side is 10 to 90 g / m 2 .
- the phase structure of the plating layer is a ⁇ phase having a melting point of 881 ° C. By doing so, liquid metal brittle cracks are less likely to occur.
- the ⁇ phase has not only a sacrificial anticorrosive action due to zinc but also a feature of forming a dense corrosion product. Even after heating, a part of the ⁇ phase remains, whereby excellent corrosion resistance can be exhibited.
- the ⁇ phase has a crystal structure of any one of Ni 2 Zn 11 , NiZn 3 , and Ni 5 Zn 21 and can be confirmed by an X-ray diffraction method.
- the balance other than Ni is Zn and inevitable impurities.
- the reason why the adhesion amount per side is 10 to 90 g / m 2 is that, if the adhesion amount per side is less than 10 g / m 2 , the corrosion resistance of the hot pressed member is insufficient, and the adhesion amount per side is 90 g / m 2. This is because if it exceeds 2 , the cost will increase. Therefore, the adhesion amount per one side is set in the range of 10 to 90 g / m 2 .
- the plating layer I of the two-layered plating layer contains 60% by mass or more of Ni, the balance is made of Zn and inevitable impurities, and the adhesion amount per side is 0.01 to 5 g / m 2 .
- the reason why the Ni content of the plating layer I is set to 60% by mass or more is that the melting point of the plating layer I is set to an extremely high temperature of 1000 ° C. or higher that does not melt even during heating before hot pressing.
- the balance other than Ni is Zn and inevitable impurities.
- the adhesion amount per one side of the plating layer I is 0.01 to 5 g / m 2 . If the adhesion amount per side is less than 0.01 g / m 2 , the effect of providing the plating layer I is not recognized, and if the adhesion amount per side exceeds 5 g / m 2 , the effect is not only saturated but also the cost is increased. . For this reason, the adhesion amount per one side of the plating layer I is set to a range of 0.01 to 5 g / m 2 .
- the plated steel sheet used in the method for producing a hot-pressed member includes the base steel sheet and the plating layer.
- the method for forming the plating layer on the underlying steel plate is not particularly limited, and a general method can be employed. Specific examples of the forming method include hot dip galvanizing, electroplating, thermal spraying, and vapor deposition.
- the steel strip used as a base steel plate may be processed continuously, and you may process with a cutting board single-piece
- the plated steel sheet is heated to a temperature of 850 to 950 ° C., it is brought into contact with a mold when the temperature of the heated plated steel sheet is 650 to 800 ° C. Start press forming.
- the reason for setting the heating temperature of the steel sheet before hot pressing to 850 to 950 ° C. is that if the heating temperature is less than 850 ° C., the steel sheet is not sufficiently quenched, and the desired hardness may not be obtained. . On the other hand, if the heating temperature exceeds 950 ° C., not only is the energy uneconomical, but the oxidation reaction of zinc proceeds and the corrosion resistance deteriorates. Furthermore, the heating temperature is preferably equal to or higher than the Ac 3 transformation point. By setting the heating temperature to the Ac 3 transformation point or higher, the steel sheet is sufficiently quenched and desired hardness is obtained.
- heating by an electric furnace or a gas furnace flame heating, energization heating, high frequency heating, induction heating, far infrared heating and the like can be exemplified.
- the hot-pressed member is manufactured by setting the plated steel plate heated as described above in a die having a die and a punch, performing press forming, and cooling under a desired cooling condition.
- the temperature of the steel plate (forming start temperature) when the hot press forming is started by contacting with the mold is limited to a range of 650 to 800 ° C.
- the forming start temperature is less than 650 ° C., the steel sheet is not sufficiently quenched, and the desired hardness (strength) may not be obtained.
- the forming start temperature exceeds 800 ° C., liquid metal brittle cracking may occur.
- the single plating layer or plating layer II used in the present invention is composed of a ⁇ phase having a melting point of 881 ° C.
- the hot press molding is performed after the solidification of the plating layer is reliably completed by limiting the molding start temperature to the range of 650 to 800 ° C. As a result, it is possible to manufacture a hot press member having excellent resistance to liquid metal brittleness without causing liquid metal brittle cracking.
- the method of lowering to the molding start temperature after heating is not particularly limited, and the plating is performed by actively cooling using cooling water or the like, or by increasing the transport time from the heating furnace to the press machine.
- the steel sheet may be in the range of 650 to 800 ° C.
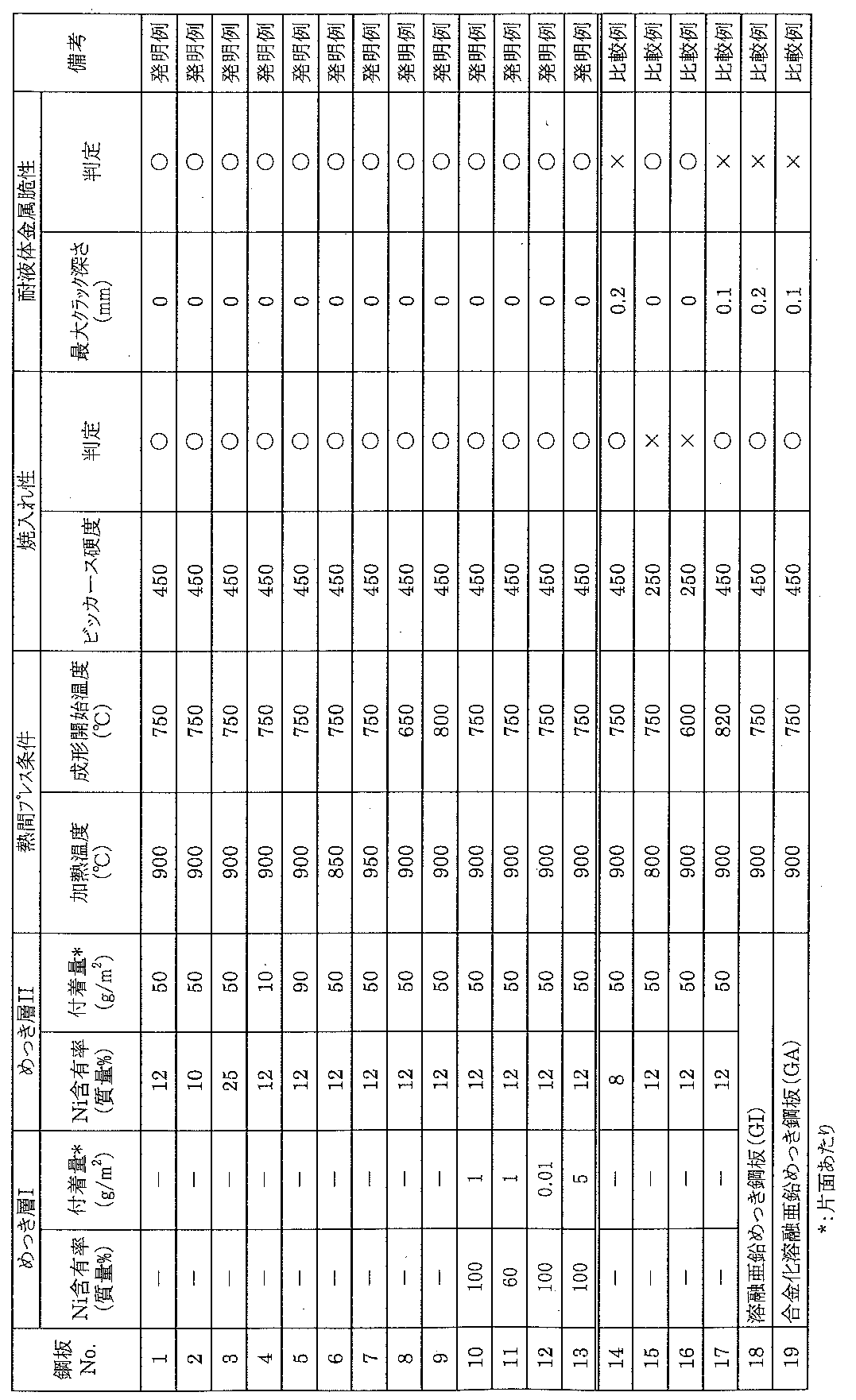
- Zn—Ni plating is performed at a current density of 5 in a plating bath containing 200 g / L nickel sulfate hexahydrate and 10 to 100 g / L zinc sulfate heptahydrate at a pH of 1.5 and a bath temperature of 50 ° C.
- Plating was performed at ⁇ 100 A / dm 2 , the Ni content was adjusted by changing the addition amount of zinc sulfate heptahydrate and the current density, and the plating adhesion amount was adjusted by changing the energization time.
- Steel plate No. In Nos. 10 to 13 Ni plating or Ni—Zn plating was applied as the plating layer I prior to Zn—Ni plating.
- Ni plating is performed at a current density of 5 A / dm 2 in a plating bath having a pH of 3.6 and a bath temperature of 50 ° C. containing 240 g / L of nickel sulfate hexahydrate and 30 g / L of boric acid.
- the plating adhesion amount was adjusted by changing the energization time.
- Steel plate No. In No. 11, the Ni content was adjusted by adding zinc sulfate heptahydrate.
- GI hot dip galvanized steel sheet
- steel plate No. 18 has a plating layer composition of Al: 0.7%, the balance Zn and unavoidable impurities, the melting point of the plating layer is 420 ° C., and the adhesion amount per one side of the plating layer is 60 g / m 2 .
- Steel plate No. 19 has a plating layer composition of Fe: 10%, Al: 0.2%, the balance Zn and inevitable impurities, the melting point of the plating layer is 665 ° C., and the adhesion amount per one side of the plating layer is 45 g. / M 2 .
- Steel plate No. Details of the plated layers 1 to 19 are shown in Table 1.
- the produced hat-type parts were evaluated for hardenability and resistance to liquid metal brittleness by the following methods.
- Hardenability A sample with a cross-section cut from a hat-shaped part was collected, and 10 Vickers hardness measurements (load: 5 kgf) were performed at a pitch of 20 mm, and the minimum value was evaluated.
- Liquid metal brittleness A sample for cross-sectional observation is taken from the shoulder R part (outer surface side) of the hat-shaped part, observed with a scanning electron microscope (SEM), and the maximum depth of cracks entering the base material is determined. evaluated.
- SEM scanning electron microscope
- a cold-rolled steel plate having a steel plate component composition shown in Table 2, the balance of Fe and inevitable impurities, the Ac 3 transformation point shown in Table 2, and a thickness of 1.6 mm was used as the base steel plate. Both surfaces of this cold-rolled steel plate were subjected to Zn—Ni plating in the same manner as in Example 1, and the steel plate Nos. 20 to 39 were produced. In addition, steel plate No. In 35 to 39, prior to Zn—Ni plating, Ni plating was applied as the plating layer I in the same manner as in Example 1.
- Table 3 shows the evaluation results of hardenability and resistance to liquid metal brittleness.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Mechanical Engineering (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Heat Treatment Of Articles (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Electroplating Methods And Accessories (AREA)
- Coating With Molten Metal (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
下地鋼板は熱延鋼板や冷延鋼板等の一般的に下地鋼板として使用されているものをさす。下地鋼板の成分組成は特に限定されないが、980MPa以上の強度を有する熱間プレス部材を製造しやすい成分組成であることが好ましい。
Cは鋼の強度を向上させる元素であり、熱間プレス部材のTSを980MPa以上にするには、その量を0.15%以上とすることが好ましい。一方、C量が0.5%を超えると、素材の鋼板のブランキング加工性が著しく低下する場合がある。したがって、C量は0.15~0.5%が好ましい。
Siは、C同様、鋼の強度を向上させる元素であり、熱間プレス部材のTSを980MPa以上にするには、その量を0.05%以上とすることが好ましい。一方、Si量が2.0%を超えると、熱間圧延時に赤スケールと呼ばれる表面欠陥の発生が著しく増大するとともに、圧延荷重が増大したり、熱延鋼板の延性の劣化を招いたりする場合がある。さらに、2.0%を超えるSi量は、Znを主体としためっきを鋼板表面に形成するめっき処理を施す際に、めっき処理性に悪影響を及ぼす場合がある。したがって、Si量は0.05~2.0%が好ましい。
Mnは、フェライト変態を抑制して焼入れ性を向上させるのに効果的な元素である。また、Mnは、Ac3変態点を低下させるので、熱間プレス前の加熱温度を低下させるのにも有効な元素である。このような効果の発現のためには、その量を0.5%以上とすることが好ましい。一方、Mn量が3%を超えると、偏析して下地鋼板および熱間プレス部材の特性の均一性が低下する場合がある。したがって、Mn量は0.5~3%が好ましい。
P量が0.1%を超えると、偏析して素材の鋼板および熱間プレス部材の特性の均一性が低下するとともに、靭性も著しく低下する場合がある。したがって、P量は0.1%以下が好ましい。
S量が0.05%を超えると、熱間プレス部材の靭性が低下する場合がある。したがって、S量は0.05%以下が好ましい。
Al量が0.1%を超えると、素材の鋼板のブランキング加工性や焼入れ性が低下する場合がある。したがって、Al量は0.1%以下が好ましい。
N量が0.01%を超えると、熱間圧延時や熱間プレス前の加熱時にAlNの窒化物が形成し、素材の鋼板のブランキング加工性や焼入れ性が低下する場合がある。したがって、N量は0.01%以下が好ましい。
Crは、鋼を強化するとともに、焼入れ性を向上させるのに有効な元素である。こうした効果の発現のためには、Cr量を0.01%以上とすることが好ましい。一方、Cr量が1%を超えると、著しいコスト高を招くため、その上限は1%とすることが好ましい。
Tiは、鋼を強化するとともに、細粒化により靭性を向上させるのに有効な元素である。また、Tiは次に述べるBよりも優先して窒化物を形成するため、Tiを含有すると固溶Bにより焼入れ性が向上する。しかし、Ti量が0.2%を超えると、熱間圧延時の圧延荷重が増大する場合がある。また、Ti量が0.2%を超えると、熱間プレス部材の靭性が低下する場合がある。そこで、その上限は0.2%とすることが好ましい。
Bは、熱間プレス時の焼入れ性や熱間プレス後の靭性向上に有効な元素である。こうした効果の発現のためには、B量を0.0005%以上とすることが好ましい。一方、B量が0.08%を超えると、熱間圧延時の圧延荷重が増大し、また、熱間圧延後にマルテンサイト相やベイナイト相が生じて鋼板の割れなどが生じる場合がある。そこで、その上限は0.08%とすることが好ましい。
Sbは、熱間プレス前に鋼板を加熱してから熱間プレスの一連の処理によって鋼板を冷却するまでの間に鋼板表層部に生じる脱炭層を抑制する効果を有する。このような効果の発現のためにはその量を0.003%以上とすることが好ましい。一方、Sb量が0.03%を超えると、圧延荷重の増大を招き、生産性を低下させる場合がある。したがって、Sb量は0.003~0.03%とすることが好ましい。
めっき層は、下地鋼板の表面に形成される。本発明では、耐液体金属脆性を確保するために、下地鋼板上にめっき層を有するめっき鋼板を用いる。本発明のめっき層は以下のいずれかである。
熱間プレス部材の製造方法で使用するめっき鋼板は、上記の下地鋼板とめっき層とを備える。下地鋼板上にめっき層を形成する方法は特に限定されず、一般的な方法を採用可能である。形成方法の具体例としては、溶融亜鉛めっき、電気めっき、溶射、蒸着等が挙げられる。また、めっき層を形成する際には、下地鋼板となる鋼帯を連続処理してもよいし、切り板単体で処理してもよい。一般には、生産効率に優れた連続処理が好ましい。
本発明では、上記めっき鋼板を、850~950℃の温度まで加熱した後、加熱後のめっき鋼板の温度が650~800℃のときに金型と接触させて熱間プレス成形を開始する。
○:ビッカース硬さ≧400
×:ビッカース硬さ<400
耐液体金属脆性:ハット型部品の肩R部(外面側)より断面観察用のサンプルを採取し、走査型電子顕微鏡(SEM)で観察し、母材に侵入しているクラックの最大深さを評価した。
○:最大クラック深さ=0mm(発生なし)
×:最大クラック深さ>0mm(発生あり)
焼入れ性および耐液体金属脆性の評価結果を表1に示す。


Claims (2)
- 下地鋼板と、該下地鋼板上に形成された、10~25質量%のNiを含有し残部がZnおよび不可避的不純物からなるめっき層と、を備え、前記めっき層の片面あたりの付着量が10~90g/m2であるめっき鋼板を、850~950℃まで加熱し、
前記加熱後のめっき鋼板の温度が650~800℃のときに、熱間プレス成形を開始することを特徴とする熱間プレス部材の製造方法。 - 下地鋼板と、めっき層とを備え、該めっき層は、該下地鋼板上に、60質量%以上のNiを含有し残部がZnおよび不可避的不純物からなるめっき層Iと、該めっき層I上に、10~25質量%のNiを含有し残部がZnおよび不可避的不純物からなるめっき層IIとを有し、前記めっき層Iの片面あたりの付着量が0.01~5g/m2であり、前記めっき層IIの片面あたりの付着量が10~90g/m2であるめっき鋼板を、850~950℃の温度まで加熱し、
前記加熱後のめっき鋼板の温度が650~800℃のときに、熱間プレス成形を開始することを特徴とする熱間プレス部材の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167002756A KR20160027146A (ko) | 2013-07-02 | 2014-06-02 | 열간 프레스 부재의 제조 방법 |
| EP14819849.2A EP3017892A4 (en) | 2013-07-02 | 2014-06-02 | METHOD FOR MANUFACTURING HOT PRESS FORMED ELEMENT |
| JP2014544274A JP6020589B2 (ja) | 2013-07-02 | 2014-06-02 | 熱間プレス部材の製造方法 |
| CN201480036951.2A CN105339106A (zh) | 2013-07-02 | 2014-06-02 | 热压部件的制造方法 |
| MX2015017645A MX387436B (es) | 2013-07-02 | 2014-06-02 | Metodo para la fabricacion de miembro estampado en caliente. |
| US14/901,754 US10384254B2 (en) | 2013-07-02 | 2014-06-02 | Method of manufacturing hot-pressed member |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-138512 | 2013-07-02 | ||
| JP2013138512 | 2013-07-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015001705A1 true WO2015001705A1 (ja) | 2015-01-08 |
Family
ID=52143312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/002904 Ceased WO2015001705A1 (ja) | 2013-07-02 | 2014-06-02 | 熱間プレス部材の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10384254B2 (ja) |
| EP (1) | EP3017892A4 (ja) |
| JP (1) | JP6020589B2 (ja) |
| KR (1) | KR20160027146A (ja) |
| CN (1) | CN105339106A (ja) |
| MX (1) | MX387436B (ja) |
| WO (1) | WO2015001705A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016176101A (ja) * | 2015-03-19 | 2016-10-06 | 株式会社神戸製鋼所 | プレス成形用表面処理鋼板およびプレス成形品 |
| JP2017064771A (ja) * | 2015-10-01 | 2017-04-06 | 豊田鉄工株式会社 | 鋼管を熱間曲げ加工する工法 |
| EP3252182A4 (en) * | 2015-01-27 | 2018-01-24 | JFE Steel Corporation | Case hardening steel |
| CN108138289A (zh) * | 2015-10-19 | 2018-06-08 | 杰富意钢铁株式会社 | 热冲压构件及其制造方法 |
| JP2020041177A (ja) * | 2018-09-07 | 2020-03-19 | Jfeスチール株式会社 | 熱間プレス用鋼板 |
| KR20210143840A (ko) | 2019-05-31 | 2021-11-29 | 닛폰세이테츠 가부시키가이샤 | 핫 스탬프용 도금 강판 |
| KR20220004690A (ko) | 2019-05-31 | 2022-01-11 | 닛폰세이테츠 가부시키가이샤 | 핫 스탬프용 도금 강판 |
| WO2025203856A1 (ja) * | 2024-03-27 | 2025-10-02 | 日本製鉄株式会社 | 油井用金属管 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6260676B2 (ja) | 2016-03-29 | 2018-01-17 | Jfeスチール株式会社 | ホットプレス用鋼板およびその製造方法、ならびにホットプレス部材およびその製造方法 |
| EP3564401B1 (en) | 2016-03-29 | 2022-05-18 | JFE Steel Corporation | Method of manufacturing a hot-press forming part |
| CN106734470B (zh) * | 2017-01-05 | 2018-10-16 | 广东科学技术职业学院 | 汽车覆盖件热冲压成型方法 |
| CN108015144B (zh) * | 2017-01-16 | 2019-03-08 | 上海俊黔防护设备有限公司 | 镀锌钢板热冲压成型设备 |
| CA3076581A1 (en) | 2017-10-24 | 2019-05-02 | Arcelormittal | A method for the manufacture of a coated steel sheet |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1490535A (en) | 1973-11-06 | 1977-11-02 | Norrbottens Jaernverk Ab | Manufacturing a hardened steel article |
| JP2004211147A (ja) * | 2002-12-27 | 2004-07-29 | Kobe Steel Ltd | 熱間プレス成形性に優れた亜鉛めっき鋼板および該鋼板を用いた熱間プレス成形部材の製法並びに高強度かつめっき外観に優れた熱間プレス成形部材 |
| JP3663145B2 (ja) | 2000-04-07 | 2005-06-22 | ユジノール | 極めて高い機械的特性値をもつ成形部品を被覆圧延鋼板、特に被覆熱間圧延鋼板の帯材から型打ちによって製造する方法 |
| JP2006299377A (ja) * | 2005-04-25 | 2006-11-02 | Nippon Steel Corp | 塗料密着性、塗装後耐食性に優れたAl系めっき鋼板及びこれを用いた自動車部材並びにAl系めっき鋼板の製造方法 |
| JP4329639B2 (ja) | 2004-07-23 | 2009-09-09 | 住友金属工業株式会社 | 耐液体金属脆性に優れた熱処理用鋼板 |
| WO2010005121A1 (ja) * | 2008-07-11 | 2010-01-14 | 新日本製鐵株式会社 | 急速加熱ホットプレス用アルミめっき鋼板、その製造方法、及びこれを用いた急速加熱ホットプレス方法 |
| JP2010180428A (ja) * | 2009-02-03 | 2010-08-19 | Toyota Motor Corp | 高強度焼き入れ成形体及びその製造方法 |
| JP2012233248A (ja) * | 2010-12-03 | 2012-11-29 | Jfe Steel Corp | 温間プレス部材の製造方法 |
| JP2012251232A (ja) * | 2011-06-07 | 2012-12-20 | Jfe Steel Corp | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 |
| JP2012251230A (ja) * | 2011-06-07 | 2012-12-20 | Jfe Steel Corp | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 |
| JP2013185184A (ja) * | 2012-03-07 | 2013-09-19 | Jfe Steel Corp | 熱間プレス成形体およびその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3060185B2 (ja) | 1991-05-01 | 2000-07-10 | 株式会社高純度化学研究所 | 半導体装置のシリコン酸化膜の製造方法 |
| JP4695459B2 (ja) | 2005-08-24 | 2011-06-08 | 新日本製鐵株式会社 | 塗装後耐食性に優れた亜鉛系めっきが施された熱間プレス鋼材 |
| JP4725415B2 (ja) * | 2006-05-23 | 2011-07-13 | 住友金属工業株式会社 | 熱間プレス用鋼板および熱間プレス鋼板部材ならびにそれらの製造方法 |
| PL2290133T3 (pl) | 2009-08-25 | 2012-09-28 | Thyssenkrupp Steel Europe Ag | Sposób wytwarzania elementu stalowego z antykorozyjną powłoką metalową i element stalowy |
| JP4883240B1 (ja) * | 2010-08-04 | 2012-02-22 | Jfeスチール株式会社 | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 |
| DE102011001140A1 (de) | 2011-03-08 | 2012-09-13 | Thyssenkrupp Steel Europe Ag | Stahlflachprodukt, Verfahren zum Herstellen eines Stahlflachprodukts und Verfahren zum Herstellen eines Bauteils |
| JP5817479B2 (ja) * | 2011-03-10 | 2015-11-18 | Jfeスチール株式会社 | 熱間プレス部材の製造方法 |
| WO2012169389A1 (ja) | 2011-06-07 | 2012-12-13 | Jfeスチール株式会社 | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 |
| DE112015001133T5 (de) * | 2014-03-07 | 2016-12-01 | Semiconductor Energy Laboratory Co., Ltd. | Betriebsverfahren für eine Halbleitervorrichtung |
-
2014
- 2014-06-02 JP JP2014544274A patent/JP6020589B2/ja active Active
- 2014-06-02 WO PCT/JP2014/002904 patent/WO2015001705A1/ja not_active Ceased
- 2014-06-02 EP EP14819849.2A patent/EP3017892A4/en not_active Withdrawn
- 2014-06-02 CN CN201480036951.2A patent/CN105339106A/zh active Pending
- 2014-06-02 US US14/901,754 patent/US10384254B2/en active Active
- 2014-06-02 KR KR1020167002756A patent/KR20160027146A/ko not_active Ceased
- 2014-06-02 MX MX2015017645A patent/MX387436B/es unknown
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1490535A (en) | 1973-11-06 | 1977-11-02 | Norrbottens Jaernverk Ab | Manufacturing a hardened steel article |
| JP3663145B2 (ja) | 2000-04-07 | 2005-06-22 | ユジノール | 極めて高い機械的特性値をもつ成形部品を被覆圧延鋼板、特に被覆熱間圧延鋼板の帯材から型打ちによって製造する方法 |
| JP2004211147A (ja) * | 2002-12-27 | 2004-07-29 | Kobe Steel Ltd | 熱間プレス成形性に優れた亜鉛めっき鋼板および該鋼板を用いた熱間プレス成形部材の製法並びに高強度かつめっき外観に優れた熱間プレス成形部材 |
| JP4329639B2 (ja) | 2004-07-23 | 2009-09-09 | 住友金属工業株式会社 | 耐液体金属脆性に優れた熱処理用鋼板 |
| JP2006299377A (ja) * | 2005-04-25 | 2006-11-02 | Nippon Steel Corp | 塗料密着性、塗装後耐食性に優れたAl系めっき鋼板及びこれを用いた自動車部材並びにAl系めっき鋼板の製造方法 |
| WO2010005121A1 (ja) * | 2008-07-11 | 2010-01-14 | 新日本製鐵株式会社 | 急速加熱ホットプレス用アルミめっき鋼板、その製造方法、及びこれを用いた急速加熱ホットプレス方法 |
| JP2010180428A (ja) * | 2009-02-03 | 2010-08-19 | Toyota Motor Corp | 高強度焼き入れ成形体及びその製造方法 |
| JP2012233248A (ja) * | 2010-12-03 | 2012-11-29 | Jfe Steel Corp | 温間プレス部材の製造方法 |
| JP2012251232A (ja) * | 2011-06-07 | 2012-12-20 | Jfe Steel Corp | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 |
| JP2012251230A (ja) * | 2011-06-07 | 2012-12-20 | Jfe Steel Corp | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 |
| JP2013185184A (ja) * | 2012-03-07 | 2013-09-19 | Jfe Steel Corp | 熱間プレス成形体およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3017892A4 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3252182A4 (en) * | 2015-01-27 | 2018-01-24 | JFE Steel Corporation | Case hardening steel |
| US11702716B2 (en) | 2015-01-27 | 2023-07-18 | Jfe Steel Corporation | Case hardening steel |
| JP2016176101A (ja) * | 2015-03-19 | 2016-10-06 | 株式会社神戸製鋼所 | プレス成形用表面処理鋼板およびプレス成形品 |
| JP2017064771A (ja) * | 2015-10-01 | 2017-04-06 | 豊田鉄工株式会社 | 鋼管を熱間曲げ加工する工法 |
| CN108138289A (zh) * | 2015-10-19 | 2018-06-08 | 杰富意钢铁株式会社 | 热冲压构件及其制造方法 |
| EP3366797A4 (en) * | 2015-10-19 | 2018-08-29 | JFE Steel Corporation | Hot press member and method for producing same |
| JP2020041177A (ja) * | 2018-09-07 | 2020-03-19 | Jfeスチール株式会社 | 熱間プレス用鋼板 |
| KR20210143840A (ko) | 2019-05-31 | 2021-11-29 | 닛폰세이테츠 가부시키가이샤 | 핫 스탬프용 도금 강판 |
| KR20220004690A (ko) | 2019-05-31 | 2022-01-11 | 닛폰세이테츠 가부시키가이샤 | 핫 스탬프용 도금 강판 |
| US12031201B2 (en) | 2019-05-31 | 2024-07-09 | Nippon Steel Corporation | Plated steel sheet for hot stamping |
| US12138886B2 (en) | 2019-05-31 | 2024-11-12 | Nippon Steel Corporation | Plated steel sheet for hot stamping |
| WO2025203856A1 (ja) * | 2024-03-27 | 2025-10-02 | 日本製鉄株式会社 | 油井用金属管 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10384254B2 (en) | 2019-08-20 |
| US20160151822A1 (en) | 2016-06-02 |
| JPWO2015001705A1 (ja) | 2017-02-23 |
| MX2015017645A (es) | 2016-04-07 |
| CN105339106A (zh) | 2016-02-17 |
| EP3017892A1 (en) | 2016-05-11 |
| EP3017892A4 (en) | 2016-07-20 |
| JP6020589B2 (ja) | 2016-11-02 |
| MX387436B (es) | 2025-03-18 |
| KR20160027146A (ko) | 2016-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6020589B2 (ja) | 熱間プレス部材の製造方法 | |
| JP5817479B2 (ja) | 熱間プレス部材の製造方法 | |
| JP6540909B2 (ja) | 熱間プレス部材およびその製造方法ならびに熱間プレス用冷延鋼板およびその製造方法 | |
| JP5825447B2 (ja) | 熱間プレス成形部材の製造方法 | |
| CN106756697A (zh) | 热冲压用镀锌钢板的制造方法 | |
| US12163202B2 (en) | Hot press member, production method for steel sheet for hot press, and production method for hot press member | |
| WO2020158285A1 (ja) | 熱間プレス部材、熱間プレス部材用冷延鋼板、およびそれらの製造方法 | |
| JP6152836B2 (ja) | 熱間プレス成形品の製造方法 | |
| JP6178301B2 (ja) | 熱間プレス成形品の製造方法 | |
| JP2016089274A (ja) | ホットスタンプ用めっき鋼板 | |
| KR101894378B1 (ko) | 열간 프레스 부재의 제조 방법 | |
| JP2013185240A (ja) | 高張力冷延鋼板および高張力めっき鋼板ならびにそれらの製造方法 | |
| JP6011629B2 (ja) | 熱間プレス部材およびその製造方法 | |
| JP2015168881A (ja) | 熱間プレス用鋼板 | |
| WO2020049833A1 (ja) | 熱間プレス用鋼板 | |
| JP7126093B2 (ja) | 熱間プレス部材およびその製造方法 | |
| JP6237729B2 (ja) | 熱間プレス用鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480036951.2 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2014544274 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14819849 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2015/017645 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14901754 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014819849 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201600558 Country of ref document: ID |
|
| ENP | Entry into the national phase |
Ref document number: 20167002756 Country of ref document: KR Kind code of ref document: A |