WO2015072441A1 - 摩擦材組成物および摩擦材 - Google Patents
摩擦材組成物および摩擦材 Download PDFInfo
- Publication number
- WO2015072441A1 WO2015072441A1 PCT/JP2014/079811 JP2014079811W WO2015072441A1 WO 2015072441 A1 WO2015072441 A1 WO 2015072441A1 JP 2014079811 W JP2014079811 W JP 2014079811W WO 2015072441 A1 WO2015072441 A1 WO 2015072441A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- friction material
- friction
- material composition
- mass
- copper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/71—Ceramic products containing macroscopic reinforcing agents
- C04B35/78—Ceramic products containing macroscopic reinforcing agents containing non-metallic materials
- C04B35/80—Fibres, filaments, whiskers, platelets, or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
- F16D69/023—Composite materials containing carbon and carbon fibres or fibres made of carbonizable material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
- F16D69/025—Compositions based on an organic binder
- F16D69/026—Compositions based on an organic binder containing fibres
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
- C04B2235/3463—Alumino-silicates other than clay, e.g. mullite
- C04B2235/3472—Alkali metal alumino-silicates other than clay, e.g. spodumene, alkali feldspars such as albite or orthoclase, micas such as muscovite, zeolites such as natrolite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/425—Graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/48—Organic compounds becoming part of a ceramic after heat treatment, e.g. carbonising phenol resins
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/5208—Fibers
- C04B2235/5216—Inorganic
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2200/00—Materials; Production methods therefor
- F16D2200/0034—Materials; Production methods therefor non-metallic
- F16D2200/0052—Carbon
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2200/00—Materials; Production methods therefor
- F16D2200/006—Materials; Production methods therefor containing fibres or particles
- F16D2200/0065—Inorganic, e.g. non-asbestos mineral fibres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2200/00—Materials; Production methods therefor
- F16D2200/006—Materials; Production methods therefor containing fibres or particles
- F16D2200/0069—Materials; Production methods therefor containing fibres or particles being characterised by their size
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2200/00—Materials; Production methods therefor
- F16D2200/006—Materials; Production methods therefor containing fibres or particles
- F16D2200/0073—Materials; Production methods therefor containing fibres or particles having lubricating properties
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2200/00—Materials; Production methods therefor
- F16D2200/0082—Production methods therefor
- F16D2200/0086—Moulding materials together by application of heat and pressure
Definitions
- the present invention relates to a friction material composition and a friction material, and more particularly to a friction material composition excellent in wear resistance, noise resistance, brake effectiveness, etc. used for industrial machines, railway vehicles, luggage vehicles, passenger cars and the like. And a friction material obtained from the friction material composition.
- Friction materials such as brakes are manufactured by a manufacturing process including steps such as preforming, thermoforming, and finishing using a fiber base material, a friction adjusting material, and a binding material.
- Friction materials for brakes include organic fibers such as aramid fibers, inorganic fibers such as glass fibers, fiber base materials such as metal fibers such as copper fibers, organic friction modifiers such as rubber dust and cashew dust, calcium carbonate, barium sulfate Inorganic friction modifiers such as metal particles, ceramic particles and graphite, and binders such as phenol resins are used.
- graphite used as a friction modifier is used in various environments when used as a friction material component because of its lubricity and especially its excellent thermal and chemical stability. Not only a stable coefficient of friction can be obtained, but also excellent in wear resistance and seizure resistance, and various noises can be reduced, so various graphites are blended in the friction material.
- Patent Document 1 the volume compressibility when a load of 9000 kg / cm 2 is applied is 80% or more with reference to a load of 0.1 kg / cm 2 , and when the load is removed It describes that a highly elastic graphite having a recovery rate of 50% or more is blended as a filler into a friction material.
- Patent Document 2 discloses a non-asbestos-based friction material containing 0.5% to 2.5% by volume of partially graphitized coke in a non-asbestos-based friction material using a fiber base material, a friction modifier, and a binder. Is described.
- Patent Document 3 in a friction material containing an inorganic abrasive and a lubricant, inorganic particles having a Mohs hardness of 5 to 8 (for example, zirconium oxide) and an average particle size of 0.5 to 10 ⁇ m are used as the inorganic abrasive. Is contained in an amount of 0.5 to 10% by volume with respect to the total amount of friction material, and graphite and petroleum coke as a part of the lubricant is added in an amount of 8 to 15% by volume with respect to the total amount of friction material, and the ratio of graphite to petroleum coke. In the volume ratio of 2: 8 to 3: 7.
- a metal having a high thermal conductivity particularly copper fibers or copper particles, may be added to improve fade resistance.
- the fade phenomenon is caused by the decomposition gas generated by the decomposition of the organic matter contained in the friction material, but by adding copper with high thermal conductivity to the friction material.
- the heat dissipation of the friction material itself is improved, and the generation of decomposition gas can be suppressed.
- friction materials that do not contain heavy metals such as copper have been developed due to concerns over environmental pollution such as river and marine pollution and adverse effects on human bodies, depending on the type of metal. Excluding movements are accelerating.
- Patent Document 4 contains 5 to 25% by volume of graphite and coke in total as a compounding material for friction material as a raw material, and contains graphite and coke in a volume ratio of graphite / coke of 2: 1 to A non-asbestos friction material having a coke average particle size of 150 to 400 ⁇ m at 7: 1 is described.
- the noise resistance, effectiveness, or heat dissipation of the brake may be reduced, and the applicable vehicle types may be limited.
- the present invention relates to a friction material composition that does not contain copper and a copper-containing metal, and a friction material obtained by molding the friction material composition.
- a friction material that complements the shortcomings of copper-free friction material with almost no deterioration in characteristics, improved wear resistance during high-temperature braking, and improved noise resistance and braking effectiveness to suit a wide range of vehicles. Is an issue.
- “copper-free” means that the friction material does not substantially contain a copper component. Specifically, the content is 0.5% by mass or less based on the total amount of the friction material composition. It means that.
- the present inventors have determined that the total amount of the brake friction material composition containing at least the fiber base material, the friction modifier and the binder is 100% by mass.
- the copper content is 0.5% by mass or less, by containing a predetermined amount of partially graphitized coke and mascobite, the wear resistance of the obtained friction material during high-temperature braking is improved.
- the inventors have found that it is possible to achieve both a high and stable friction coefficient and noise resistance, and have completed the present invention.
- the present invention is achieved by the following (1) to (4).
- the combined use of mascobite and partially graphitized coke reduces the amount of wear during sliding at high temperatures (300 ° C. to 400 ° C.) without using copper. It can be maintained at the same level as the friction material used to improve noise resistance and braking effectiveness.
- the friction material composition of the present invention contains a fiber base material, a friction modifier, and a binder, and the content of copper in the friction material composition is 0.5% by mass or less, and partially graphitized coke and mascobite. It contains.
- the “partially graphitized coke having elasticity” used in the present invention is a material in which graphitization is stopped in the middle of graphitizing raw material coke for graphitization to obtain elastic graphite.
- the graphitization rate is preferably 80 to 95%.
- the raw material coke include carbonaceous mesophase or raw coke produced when coal tar pitch, coal pitch, petroleum pitch, etc. are heat-treated at about 350 to 500 ° C., or these are mixed acid of nitric acid or nitric acid and sulfuric acid. Examples of the conventional raw material for producing elastic graphite, such as those treated, can be mentioned.
- the partially graphitized coke (elastic coke) used in the friction material of the present invention preferably has a compression rate of less than 80%, more preferably 60% or less when loaded with 900 MPa. It is preferable that the compression rate at a load of 900 MPa is less than 80% because the friction material can obtain an elastic effect. Further, the recovery rate when the load of the partially graphitized coke is removed is preferably more than 70%, and more preferably 95% or more. By using graphitized coke having a recovery rate of more than 70% when the load is removed, a friction material having excellent noise resistance can be obtained.
- the graphitization rate of the partially graphitized coke (elastic coke) used in the present invention as measured by X-ray diffraction is in the range of 80% to 95%.
- a small amount of the additive is sufficiently effective and may be contained in an amount of 2 to 8% by mass, preferably 3 to 7% by mass, based on the total amount of the friction material composition.
- partially graphitized coke may be used in combination with conventional graphite (natural graphite, artificial graphite).
- the average particle diameter is preferably about 0.1 to 1.0 mm.
- the average particle diameter of the partially graphitized coke is within this range, the porosity in the friction material can be effectively increased while the elastic modulus of the friction material is improved satisfactorily. Thereby, in addition to good damping characteristics, the organic substance decomposition gas generated at the time of fading can escape to the pores in the partially graphitized coke, and the fading performance is improved. If the average particle diameter of the partially graphitized coke is less than 0.1 mm, the damping characteristics may not be maintained. On the other hand, when the average particle diameter of the partially graphitized coke exceeds 1.0 mm, segregation is likely to occur and the dispersibility may be impaired. If the partially graphitized coke is not uniformly dispersed in the friction material, a metal catch in which metal adheres to the friction material sliding surface is likely to occur between the friction material and a counterpart material such as a disk rotor.
- the partially graphitized coke is blended as a friction modifier in the present invention, and is preferably 2 to 8% by mass, more preferably 3 to 7% by mass, based on the total amount of the friction material composition. If the content of the partially graphitized coke is less than 2% by mass, the damping characteristics of the friction material may be insufficient, and squeal and abnormal noise may be easily generated (squeal performance deteriorates). On the other hand, if the content of partially graphitized coke exceeds 8% by mass, the modulus of elasticity and lubricity will be considerably high, but the content of other materials will decrease, and various performances such as coefficient of friction and strength will decrease There is a case.
- Muscovite used in the present invention is rigid mica, Mohs hardness of 2.8-3.2, tensile strength In the range of 290 to 440 MPa, the compressive strength is 490 to 690 MPa, and the elastic modulus is 14 ⁇ 10 4 to 21 ⁇ 10 4 MPa. Among them, those having few impurities such as MgO and Fe 2 O 3 are suitable. Muscovite has the property of being easily peeled off in the interlayer structure, so when stress acts in the layer direction of the mascovite, shear stress is generated in the resin layer existing between the mascovite particles. .
- the loss elastic modulus of the friction material using the composition of the present invention is increased, and an adhesion frictional force is generated.
- mica other than mascobite naturally mica, synthetic mica
- Mascovite preferably has an average particle size of 5 ⁇ m or more, more preferably 5 to 100 ⁇ m, still more preferably 5 to 50 ⁇ m. If the average particle size is less than 5 ⁇ m, the adhesion frictional force may not be sufficiently obtained.
- the aspect ratio of mascovite is preferably 10 to 150, more preferably 20 to 130. When the aspect ratio is less than 10, there is a tendency that sufficient adhesion friction force cannot be obtained. Moreover, when it exceeds 150, the intensity
- the mascobite used in the present invention is particularly preferably a powder having an average particle diameter of 10 to 30 ⁇ m and an aspect ratio of 20 to 40.
- Mascobite is preferably contained in an amount of 1 to 6% by mass, more preferably 1 to 5% by mass, based on the total amount of the friction material composition. It is preferable for the content of mascovite to be in the above-mentioned range since the wear resistance during high-temperature braking is improved and a high and stable friction coefficient can be ensured and the noise resistance can be achieved at the same time.
- the friction material of the present invention uses partially graphitized coke and mascobite in combination, and the content of both is 2 to 8% by mass of partially graphitized coke with respect to the total amount of the friction material composition. Further, it is preferable to add 1 to 6% by mass of mascobite.
- the friction modifier preferably contains 0.5 to 3% by mass of zinc powder having a particle size of 2 to 20 ⁇ m, and this zinc powder needs to be uniformly dispersed in the friction modifier. If the particle size of the zinc powder exceeds 20 ⁇ m, the particle size is too large, so that the number that appears on the friction material sliding surface is reduced, and the rust prevention power is reduced. On the other hand, when the particle size of the zinc powder is less than 2 ⁇ m, the particle size is too small, so that the zinc powder easily falls off from the braking surface, and the zinc powder decreases, thereby reducing the rust prevention power.
- the rust preventive power is insufficient, and when it exceeds 3% by mass, the friction coefficient is greatly reduced due to melting of zinc at high speed and high temperature.
- the fiber base material is used for reinforcing the friction material.
- the fiber base material for example, heat-resistant organic fiber, inorganic fiber, or metal fiber is used.
- the heat-resistant organic fiber include aromatic polyamide fiber (aramid fiber) and flame-resistant acrylic fiber
- examples of the inorganic fiber include potassium titanate fiber and ceramic fiber (biologically soluble fiber).
- Glass fiber, carbon fiber, rock wool and the like, and examples of the metal fiber include steel fiber, and these can be used alone or in combination of two or more.
- the content of the fiber base material is preferably 1 to 10% by mass, more preferably 2 to 8% by mass, based on the total amount of the friction material composition.
- the binder is made of a thermosetting resin.
- thermosetting resin phenol resin, epoxy resin, resins obtained by modifying these thermosetting resins with cashew oil, silicone oil, various elastomers, etc., and these thermosetting resins. Examples include resins in which various elastomers, fluoropolymers and the like are dispersed, and these can be used alone or in combination of two or more.
- the content of the binder is preferably 7 to 12% by mass, and preferably 8 to 11% by mass with respect to the total amount of the friction material composition in order to ensure sufficient mechanical strength and wear resistance. More preferred.
- friction modifiers include organic fillers such as cashew dust, rubber dust (pulverized tire tread rubber), unvulcanized rubber particles, vulcanized rubber particles, barium sulfate, calcium carbonate, water Inorganic fillers such as calcium oxide, vermiculite, mica, plate-like potassium titanate, scaly lithium potassium titanate, magnesium potassium titanate, amorphous potassium titanate, silicon carbide, alumina, magnesia, chromite, tetraoxide
- Non-ferrous metal particles other than copper and copper alloys such as abrasives such as triiron, zirconium oxide and zirconium silicate, lubricants such as molybdenum disulfide, tin sulfide, zinc sulfide and iron sulfide, and tin powder
- the content of the friction modifier is preferably 60 to 90% by mass, more preferably 65 to 85% by mass, based on the total amount of the friction material composition,
- the friction material can be manufactured by a well-known manufacturing process.
- the friction material can be manufactured through steps such as mixing of blended materials, preforming, thermoforming, heating, and polishing.
- a brake pad provided with the friction material can be manufactured by the following steps (1) to (4).
- (1) A step of forming a steel plate (pressure plate) into a predetermined shape by a sheet metal press.
- (2) A step of applying a degreasing treatment, a chemical conversion treatment, and a primer treatment to a steel sheet formed into a predetermined shape, and applying an adhesive.
- the pressure plate having undergone the steps (1) and (2) and the preform of the friction material are thermoformed at a predetermined temperature and pressure in the thermoforming step, and the two members are fixed together.
- Process. (4) A process in which after-curing is performed, and finally finishing treatment such as polishing, surface baking, and painting is performed.
- Friction performance test (Efficacy test) A test was conducted in accordance with JASO C406, and the following evaluation criteria were used. ⁇ Evaluation criteria ⁇ ⁇ : 0.40 ⁇ 0.03 ⁇ : More than 0.34 and less than 0.37 ⁇ : 0.34 or less
- Examples 1 to 7 use partially graphitized coke (elastic coke) and mascobite as compounding materials in a copper-free friction material, and Examples 1 to 4 show the amount of mascobite contained in the friction material.
- Examples 5 to 7 show examples in which the addition amount of partially graphitized coke is changed. From the results of Tables 1 and 2, based on the friction material added with copper, the friction materials of Examples 1 to 7 to which mascobite and partially graphitized coke were added at the same time were friction materials containing 5% by mass of copper ( It was found that the same performance as in Comparative Example 2) can be achieved. However, it was found that the friction material (Comparative Examples 1, 3, and 4) to which at least one of mascobite and graphitized coke was not added squealed and could not satisfy the evaluation items of effectiveness and wear.
- the friction material of the present invention is a copper-free friction material having high wear resistance at a high temperature by blending an appropriate amount of partially graphitized coke and hard mica mascobite into the friction material as part of the friction modifier. Can be secured, and while maintaining a high coefficient of friction (efficiency), it is also possible to adjust the balance with noise resistance.
- friction materials suitable for a wide range of vehicles such as industrial machines, railway vehicles, luggage vehicles, passenger cars, and more specifically, Demand is expected as a product that has been environmentally friendly for brake pads, brake linings, and clutch facings used in the above-mentioned applications.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Composite Materials (AREA)
- Braking Arrangements (AREA)
Abstract
本発明は、自動車のブレーキ装置のディスクブレーキパッド、ドラムブレーキシュー等の摩擦部材に使用される、銅及び銅含有金属を含まない摩擦材に関し、高温制動時の耐摩耗性の向上と幅広い車種に適合する耐ノイズ性とブレーキの効きが改善された摩擦材を提供する。繊維基材、摩擦調整材及び結合材を含有する摩擦材組成物であって、該摩擦材組成物中の銅の含有量が0.5質量%以下であり、部分黒鉛化コークスおよびマスコバイトを含有する摩擦材組成物、およびこの摩擦材組成物を成形して得られる摩擦材とする。
Description
本発明は、摩擦材組成物および摩擦材に関するものであり、特に産業機械、鉄道車両、荷物車両、乗用車などに用いられる耐摩耗性、耐ノイズ性、ブレーキの効き等に優れた摩擦材組成物および該摩擦材組成物から得られる摩擦材に関するものである。
従来、ブレーキ等の摩擦材は、繊維基材、摩擦調整材及び結合材を用い、それらを配合し、予備成形、熱成形、仕上げなどの工程からなる製造プロセスによって製造されている。ブレーキ等の摩擦材としては、アラミド繊維などの有機繊維、ガラス繊維などの無機繊維、銅繊維などの金属繊維等の繊維基材、ゴムダスト、カシューダスト等の有機摩擦調整材、炭酸カルシウム、硫酸バリウム、金属粒子、セラミックス粒子や黒鉛等の無機摩擦調整材、及びフェノール樹脂等の結合材が使用されている。中でも、摩擦調整材として使用される黒鉛は潤滑性と、特にその優れた熱的安定性及び化学的安定性のために、これを摩擦材の成分として用いたときに、いろいろな環境の中で安定した摩擦係数が得られるばかりでなく、耐摩耗性,耐焼付性の点でも優れ、様々なノイズの低減を可能にするので、各種黒鉛が摩擦材に配合されている。
例えば、特許文献1には、0.1kg/cm2の荷重を付加したときを基準として9000kg/cm2の荷重を付加したときの体積圧縮率が80%以上であり、荷重を取り除いたときの回復率が50%以上である高弾性の黒鉛をフィラーとして摩擦材料に配合することが記載されている。
特許文献2には、繊維基材、摩擦調整材及び結合材を用いてなる非石綿系摩擦材において、部分黒鉛化コークスを0.5体積%~2.5体積%配合した非石綿系摩擦材が記載されている。
特許文献2には、繊維基材、摩擦調整材及び結合材を用いてなる非石綿系摩擦材において、部分黒鉛化コークスを0.5体積%~2.5体積%配合した非石綿系摩擦材が記載されている。
特許文献3には、無機研削材と潤滑剤とを含有してなる摩擦材において、無機研削材として、モース硬度5~8(例えば、酸化ジルコニウム)、平均粒径0.5~10μmの無機粒子を摩擦材全量に対し0.5~10体積%含有し、潤滑剤の一部として黒鉛と石油コークスを合計で摩擦材全量に対し8~15体積%含有し、かつ、黒鉛と石油コークスの比率が体積比で2:8~3:7とする旨が記載されている。
また、ノンアスベスト摩擦材の場合、耐フェード性を向上させるため、熱伝導率の大きな金属、特に銅の繊維または銅の粒子が添加されることがある。
フェード現象は、摩擦材が高温、高負荷に曝されたとき、摩擦材に含まれる有機物が分解して発生する分解ガスによって引き起こされるが、熱伝導率の大きな銅を摩擦材に添加することで摩擦材自体の放熱性が向上して、分解ガスの発生を抑制することができる。
しかし、最近、金属の種類によっては、河川や海洋汚染、人体への悪影響等の環境汚染に対する懸念から、銅のような重金属を含有しない摩擦材が開発されるようになり、国際的に重金属を除く動きが加速している。
フェード現象は、摩擦材が高温、高負荷に曝されたとき、摩擦材に含まれる有機物が分解して発生する分解ガスによって引き起こされるが、熱伝導率の大きな銅を摩擦材に添加することで摩擦材自体の放熱性が向上して、分解ガスの発生を抑制することができる。
しかし、最近、金属の種類によっては、河川や海洋汚染、人体への悪影響等の環境汚染に対する懸念から、銅のような重金属を含有しない摩擦材が開発されるようになり、国際的に重金属を除く動きが加速している。
特許文献4には、摩擦材の原材料用配合材料として、銅及び銅合金を含有せず、黒鉛とコークスを合計して5~25体積%含有し、黒鉛/コークスの体積比が2:1~7:1で、コークスの平均粒径が150~400μmであるノンアスベスト摩擦材が記載されている。
しかし、銅を除くとブレーキの耐ノイズ性、効きあるいは放熱性が低下し、適用車種が限定されてしまう場合がある。
従って、本発明は、銅及び銅含有金属を含まない摩擦材組成物および該摩擦材組成物を成形して得られる摩擦材に関し、特定の高弾性黒鉛と銅の代替材料を使用して他の特性をほとんど悪化させずに、銅フリー摩擦材の短所を補完し、高温制動時の耐摩耗性の向上と幅広い車種に適合する耐ノイズ性とブレーキの効きが改善された摩擦材を提供することを課題とする。
なお、本発明において「銅フリー」とは、摩擦材中に実質的に銅成分を含まないことであり、具体的には、摩擦材組成物全体量に対し0.5質量%以下の含有量であることを意味する。
なお、本発明において「銅フリー」とは、摩擦材中に実質的に銅成分を含まないことであり、具体的には、摩擦材組成物全体量に対し0.5質量%以下の含有量であることを意味する。
本発明者等は、上記課題を解決するために鋭意検討を行った結果、繊維基材、摩擦調整材及び結合材を少なくとも含有してなるブレーキ摩擦材組成物の全体量を100質量%としたときに、銅の含有量が0.5質量%以下であっても、部分黒鉛化コークス及びマスコバイトを所定量含有することにより、得られた摩擦材の高温制動時の耐摩耗性が向上し、高くかつ安定した摩擦係数の確保と、耐ノイズ性とを両立させることができることを見出し、本発明を完成するに至った。
すなわち、本発明は、下記(1)~(4)により達成されるものである。
(1)繊維基材、摩擦調整材及び結合材を含有する摩擦材組成物であって、該摩擦材組成物中の銅の含有量が0.5質量%以下であり、部分黒鉛化コークスおよびマスコバイトを含有する摩擦材組成物。
(2)前記部分黒鉛化コークスの摩擦材組成物全体量に対する含有量が2~8質量%である前記(1)に記載の摩擦材組成物。
(3)前記マスコバイトの摩擦材組成物全体量に対する含有量が1~6質量%である前記(1)又は(2)に記載の摩擦材組成物。
(4)前記(1)~(3)のいずれか一つに記載の摩擦材組成物を成形して得られる摩擦材。
(1)繊維基材、摩擦調整材及び結合材を含有する摩擦材組成物であって、該摩擦材組成物中の銅の含有量が0.5質量%以下であり、部分黒鉛化コークスおよびマスコバイトを含有する摩擦材組成物。
(2)前記部分黒鉛化コークスの摩擦材組成物全体量に対する含有量が2~8質量%である前記(1)に記載の摩擦材組成物。
(3)前記マスコバイトの摩擦材組成物全体量に対する含有量が1~6質量%である前記(1)又は(2)に記載の摩擦材組成物。
(4)前記(1)~(3)のいずれか一つに記載の摩擦材組成物を成形して得られる摩擦材。
本発明によれば、マスコバイトと部分黒鉛化コークス(弾性コークス)を併用することにより、銅を使用することなしに、高温(300℃~400℃)摺動時の摩耗量を従来の銅を使用した摩擦材と同等に維持し、耐ノイズ性とブレーキの効力を改善することができる。
以下、本発明を実施するための形態を詳細に説明するが、下記実施形態は例示であり、本発明はこれらに限定されるものではない。
なお、本明細書において、「質量」は「重量」のことを意味するものとする。
なお、本明細書において、「質量」は「重量」のことを意味するものとする。
本発明の摩擦材組成物は、繊維基材、摩擦調整材及び結合材を含有し、摩擦材組成物中の銅の含有量が0.5質量%以下であり、部分黒鉛化コークスおよびマスコバイトを含有するものである。
本発明で使用する「弾性を有する部分黒鉛化コークス」とは、弾性黒鉛を得るために黒鉛化するための原料コークス類を黒鉛化する際に、その黒鉛化を途中で止めたものであって、その黒鉛化率は80~95%であることが好ましい。前記原料コークス類としては、コールタールピッチ、石炭系ピッチ、石油系ピッチ等を約350~500℃で熱処理した時に生成する炭素質メソフェーズ又は生コークス、あるいはこれらを硝酸もしくは硝酸と硫酸との混酸で処理したものなどの、従来弾性黒鉛の製造原料とされているものを挙げることができる。
本発明の摩擦材に用いられる部分黒鉛化コークス(弾性コークス)は、900MPa荷重時の圧縮率が80%未満であることが好ましく、より好ましくは60%以下である。900MPa荷重時の圧縮率が80%未満であると、摩擦材が弾性効果を得られるため好ましい。また、部分黒鉛化コークスの荷重を取り除いたときの回復率は70%を超えることが好ましく、95%以上がより好ましい。荷重を取り除いたときの回復率が70%を超える黒鉛化コークスを用いることで、耐ノイズ性に優れた摩擦材を得ることができる。
本発明に使用される部分黒鉛化コークス(弾性コークス)のX線回折の測定による黒鉛化率は、80%~95%の範囲にある。そして、その添加量は少量で十分効果があり、摩擦材組成物全体量に対し2~8質量%、好ましくは3~7質量%含有されればよい。また、摩擦材において、部分黒鉛化コークスは従来の黒鉛(天然黒鉛、人造黒鉛)と併用して用いても差し支えない。
本発明に使用される部分黒鉛化コークス(弾性コークス)のX線回折の測定による黒鉛化率は、80%~95%の範囲にある。そして、その添加量は少量で十分効果があり、摩擦材組成物全体量に対し2~8質量%、好ましくは3~7質量%含有されればよい。また、摩擦材において、部分黒鉛化コークスは従来の黒鉛(天然黒鉛、人造黒鉛)と併用して用いても差し支えない。
ここで、本発明に使用する部分黒鉛化コークスの圧縮率と回復率は次のような方法で測定する。すなわち、内径10mmのステンレス製シリンダ状金型に、黒鉛の試料約10gを入れ、周囲からたたいて最密充填になるようにした後、上部から押し棒を挿入し、10Paの荷重を加え、この時の試料の高さを測定し、この値h0とする。ついで、所定の荷重を加え、試料の高さを測定し、その値をh1とする。そして荷重を除き、そのときの試料の高さを測定し、その値h2とする。これらの値から、次式(1)および(2)によって、圧縮率および回復率を求めることができる。
圧縮率(%)=(h1/h0)×100 …(1)
回復率(%)=((h2-h1)/h0)×100 …(2)
圧縮率(%)=(h1/h0)×100 …(1)
回復率(%)=((h2-h1)/h0)×100 …(2)
また、上記した部分黒鉛化コークスを使用する場合、その平均粒子径は、0.1~1.0mm程度が好ましい。部分黒鉛化コークスの平均粒子径がこの範囲であれば、摩擦材の弾性率を良好に向上させながら、摩擦材中の気孔率を効果的に高くすることができる。これにより、良好なダンピング特性に加えて、フェード時に発生した有機物分解ガスが部分黒鉛化コークス中の細孔に逃れることができ、フェード性能が向上する。部分黒鉛化コークスの平均粒子径が0.1mm未満であれば、ダンピング特性を維持できない場合がある。一方、部分黒鉛化コークスの平均粒子径が1.0mmを超えると、偏析しやすくなり、分散性が損なわれる場合がある。部分黒鉛化コークスが摩擦材中に均一に分散されないと、摩擦材とディスクロータ等の相手材との間で金属が摩擦材摺動面へ付着するメタルキャッチが発生し易くなる。
部分黒鉛化コークスは、本発明においては摩擦調整材として配合され、摩擦材組成物全体量に対し2~8質量%とすることが好ましく、より好ましくは3~7質量%である。部分黒鉛化コークスの含有量が2質量%未満であると、摩擦材のダンピング特性が不足し鳴きや異音が発生し易くなる(鳴き性能が悪化する)場合がある。一方、部分黒鉛化コークスの含有量が8質量%を超えると、弾性率や潤滑性はかなり高くなるが、他の材料の含有量が減少することで、摩擦係数や強度などの各種性能が低下する場合がある。
本発明で使用されるマスコバイト(白雲母、組成式:K2O・3Al2O3・6SiO2・2H2O)は硬質マイカであり、モース硬度が2.8~3.2、引張強さが290~440MPa、圧縮強さが490~690MPaであり、弾性率が14×104~21×104MPaの特性値を有する。中でもMgOやFe2O3などの不純物が少ないものが適している。マスコバイトは、その層間構造において薄片状に剥がれやすい性質を有しているので、マスコバイトの層方向に応力が作用した場合には、マスコバイト粒子間に存在する樹脂層においてずり応力が発生する。これにより、本発明の組成物を用いた摩擦材の損失弾性率が増大し、凝着摩擦力が生じる。
一方、本発明の目的を達成できる範囲内で、マスコバイト以外のマイカ(天然雲母、合成雲母)を添加しても差し支えない。
一方、本発明の目的を達成できる範囲内で、マスコバイト以外のマイカ(天然雲母、合成雲母)を添加しても差し支えない。
マスコバイトは、平均粒子径が5μm以上のものを用いるのが好ましく、より好ましくは5~100μm、さらに好ましくは5~50μmである。平均粒子径が5μm未満では、凝着摩擦力が充分に得られない場合がある。
マスコバイトのアスペクト比は10~150であることが好ましく、20~130であることがより好ましい。アスペクト比が10未満では、充分な凝着摩擦力が得られない傾向がある。また、150を超えると、マスコバイトの強度が低下することで、マスコバイトが割れやすくなる。
本発明で使用されるマスコバイトは、平均粒子径が10~30μmであり、かつ、アスペクト比が20~40である粉末が特に好ましい。
マスコバイトのアスペクト比は10~150であることが好ましく、20~130であることがより好ましい。アスペクト比が10未満では、充分な凝着摩擦力が得られない傾向がある。また、150を超えると、マスコバイトの強度が低下することで、マスコバイトが割れやすくなる。
本発明で使用されるマスコバイトは、平均粒子径が10~30μmであり、かつ、アスペクト比が20~40である粉末が特に好ましい。
マスコバイトは、摩擦材組成物全体量に対し、1~6質量%含有することが好ましく、より好ましくは1~5質量%である。マスコバイトの含有量が上記範囲であると、高温制動時の耐摩耗性が向上し、高くかつ安定した摩擦係数の確保と耐ノイズ性を両立させることができるため好ましい。
上記したように本発明の摩擦材は、部分黒鉛化コークスとマスコバイトを併用するが、両者の含有量は、摩擦材組成物全体量に対し部分黒鉛化コークスが2~8質量%であり、かつ、マスコバイトを1~6質量%加えることが好ましい。
更に、摩擦調整材としては、粒径が2~20μmの亜鉛粉を0.5~3質量%含有していることが好ましく、この亜鉛粉は、摩擦調整材中に均一分散する必要がある。
亜鉛粉の粒径が20μmを超えると、粒径が大き過ぎるために、摩擦材摺動面に出現する数が少なくなるため、防錆力が低下する。一方、亜鉛粉の粒径が2μm未満であると、粒径が小さ過ぎるために、制動面から脱落しやすくなって亜鉛粉が少なくなることで、防錆力が低下する。
亜鉛粉の粒径が20μmを超えると、粒径が大き過ぎるために、摩擦材摺動面に出現する数が少なくなるため、防錆力が低下する。一方、亜鉛粉の粒径が2μm未満であると、粒径が小さ過ぎるために、制動面から脱落しやすくなって亜鉛粉が少なくなることで、防錆力が低下する。
また、亜鉛粉の含有量が0.5質量%未満では、防錆力が不足し、また、3質量%を超えると、高速高温時に亜鉛の溶融による摩擦係数の低下が大きくなる。
摩擦材の配合に際しては、本発明の主旨に沿う限り通常用いられる材料が使用され、例えば、繊維基材、結合材、他の摩擦調整材などが挙げられる。
繊維基材は摩擦材の補強用として用いられ、繊維基材としては、例えば、耐熱性有機繊維、無機繊維、金属繊維が使用される。耐熱性有機繊維としては、例えば、芳香族ポリアミド繊維(アラミド繊維)、耐炎性アクリル繊維が挙げられ、無機繊維としては例えば、チタン酸カリウム繊維やセラミック繊維(生体溶解性のものが好ましくは用いられる)、ガラス繊維、カーボン繊維、ロックウール等が挙げられ、また金属繊維としては、例えば、スチール繊維等が挙げられ、これらを単独又は2種以上組み合わせて使用することができる。繊維基材の含有量は、十分な機械強度を確保するため、摩擦材組成物全体量に対し1~10質量%とすることが好ましく、2~8質量%とすることがより好ましい。
繊維基材は摩擦材の補強用として用いられ、繊維基材としては、例えば、耐熱性有機繊維、無機繊維、金属繊維が使用される。耐熱性有機繊維としては、例えば、芳香族ポリアミド繊維(アラミド繊維)、耐炎性アクリル繊維が挙げられ、無機繊維としては例えば、チタン酸カリウム繊維やセラミック繊維(生体溶解性のものが好ましくは用いられる)、ガラス繊維、カーボン繊維、ロックウール等が挙げられ、また金属繊維としては、例えば、スチール繊維等が挙げられ、これらを単独又は2種以上組み合わせて使用することができる。繊維基材の含有量は、十分な機械強度を確保するため、摩擦材組成物全体量に対し1~10質量%とすることが好ましく、2~8質量%とすることがより好ましい。
結合材は熱硬化性樹脂からなり、熱硬化性樹脂として、フェノール樹脂、エポキシ樹脂や、これら熱硬化性樹脂をカシューオイル、シリコーンオイル、各種エラストマー等で変性した樹脂や、これらの熱硬化性樹脂に各種エラストマー、フッ素ポリマー等を分散させた樹脂等が挙げられ、これらは、単独で又は2種以上を組み合わせて使用することができる。結合材の含有量は、十分な機械的強度、耐摩耗性を確保するため、摩擦材組成物全体量に対し、7~12質量%とすることが好ましく、8~11質量%とすることがより好ましい。
他の摩擦調整材としては、カシューダスト、ゴムダスト(タイヤトレッドゴムの粉砕粉)、未加硫の各種ゴム粒子、加硫された各種ゴム粒子等の有機充填材や、硫酸バリウム、炭酸カルシウム、水酸化カルシウム、バーミキュライト、マイカ、板状チタン酸カリウム、鱗片状の、チタン酸リチウムカリウム又はチタン酸マグネシウムカリウム、不定形チタン酸カリウム等の無機充填材や、炭化ケイ素、アルミナ、マグネシア、クロマイト、四酸化三鉄、酸化ジルコニウム、ケイ酸ジルコニウム等の研削材や、二硫化モリブデン、硫化錫、硫化亜鉛、硫化鉄等の潤滑材や、錫粉等の、銅及び銅合金以外の非鉄金属粒子等が挙げられ、これらは、単独で又は2種以上を組み合わせて使用することができる。摩擦調整材の含有量は、所望する摩擦特性に応じて、摩擦材組成物全体量に対し60~90質量%とすることが好ましく、65~85質量%とすることがより好ましい。
また、必要に応じ、その他の配合材料を使用することは何ら差し支えない。
また、必要に応じ、その他の配合材料を使用することは何ら差し支えない。
摩擦材の製造においては、周知の製造工程により行うことができ、例えば、配合材料の混合、予備成形、熱成形、加熱、研磨等の工程を経て摩擦材を作製することができる。上記摩擦材を備えたブレーキパッドは、以下の工程(1)~(4)により製造することができる。
(1)鋼板(プレッシャプレート)を板金プレスにより所定の形状に成形する工程。
(2)所定の形状に成形された鋼板に脱脂処理、化成処理、及びプライマー処理を施し、接着剤を塗布する工程。
(3)上記(1)および(2)の工程を経たプレッシャプレートと、上記摩擦材の予備成形体とを、熱成形工程において所定の温度及び圧力で熱成形して両部材を一体に固着する工程。
(4)その後アフタキュアを行い、最終的に研摩や表面焼き、塗装等の仕上げ処理を施す工程。
(1)鋼板(プレッシャプレート)を板金プレスにより所定の形状に成形する工程。
(2)所定の形状に成形された鋼板に脱脂処理、化成処理、及びプライマー処理を施し、接着剤を塗布する工程。
(3)上記(1)および(2)の工程を経たプレッシャプレートと、上記摩擦材の予備成形体とを、熱成形工程において所定の温度及び圧力で熱成形して両部材を一体に固着する工程。
(4)その後アフタキュアを行い、最終的に研摩や表面焼き、塗装等の仕上げ処理を施す工程。
以下、本発明を実施例により更に具体的に説明するが、本発明の範囲はこれらの実施例のみに限定されるものではない。
(実施例1~7、比較例1~4)
<摩擦材の製造>
表1および表2に示す配合材料を混合機に一括して投入し、混合を行った。その後、得られた混合物を各々予備成形(1)、熱成形(2)、加熱および研磨(3)等の工程を経て摩擦材(ブレーキパッド)を作製した。
(1)予備成形
上記混合物を予備成形プレスの金型に投入し、常温にて20MPaで10秒間の成形を行い予備成形品を作製した。
(2)熱成形
この予備成形品を熱成形型に投入し、予め接着剤を塗布した金属板(プレシャープレート:P/P)を重ね150℃、45MPaで5分間加熱圧縮成形を行った。
(3)この加熱圧縮成形体に250℃、3時間の熱処理を実施後、所定の厚み17.0mmに研磨、塗装し摩擦材(ブレーキパッド)を得た。
<摩擦材の製造>
表1および表2に示す配合材料を混合機に一括して投入し、混合を行った。その後、得られた混合物を各々予備成形(1)、熱成形(2)、加熱および研磨(3)等の工程を経て摩擦材(ブレーキパッド)を作製した。
(1)予備成形
上記混合物を予備成形プレスの金型に投入し、常温にて20MPaで10秒間の成形を行い予備成形品を作製した。
(2)熱成形
この予備成形品を熱成形型に投入し、予め接着剤を塗布した金属板(プレシャープレート:P/P)を重ね150℃、45MPaで5分間加熱圧縮成形を行った。
(3)この加熱圧縮成形体に250℃、3時間の熱処理を実施後、所定の厚み17.0mmに研磨、塗装し摩擦材(ブレーキパッド)を得た。
<摩擦材評価試験>
上記作製した実施例1~7および比較例1~4の摩擦材を使用して、ロータ攻撃性評価、圧縮変形量(圧縮歪)測定、ペダルフィーリング評価、摩擦性能(効力性能)試験、摩耗性能試験、および鳴き試験を行った。得られた結果を同様に表1および2に示す。なお、以下においてベース材とは銅を含有した従来の摩擦材(比較例2)のことをいう。
上記作製した実施例1~7および比較例1~4の摩擦材を使用して、ロータ攻撃性評価、圧縮変形量(圧縮歪)測定、ペダルフィーリング評価、摩擦性能(効力性能)試験、摩耗性能試験、および鳴き試験を行った。得られた結果を同様に表1および2に示す。なお、以下においてベース材とは銅を含有した従来の摩擦材(比較例2)のことをいう。
(1)ロータ攻撃性評価
ブレーキパッドを20mm×30mmのテストピースに加工し、60km/h、0.02MPaの圧力で40時間ロータに押し付けた後ロータの摩耗量を確認し、以下の評価基準により評価した。
〔評価基準〕
○:ベース材+5%未満
△:ベース材+5%以上10%未満
×:ベース材+10%以上
ブレーキパッドを20mm×30mmのテストピースに加工し、60km/h、0.02MPaの圧力で40時間ロータに押し付けた後ロータの摩耗量を確認し、以下の評価基準により評価した。
〔評価基準〕
○:ベース材+5%未満
△:ベース材+5%以上10%未満
×:ベース材+10%以上
(2)圧縮変形量(圧縮歪)測定
JIS D4413に準拠して、荷重2MPa、4MPa、6MPa、8MPaおよび10MPaを加えたときの圧縮変形量(圧縮歪)(mm)を測定した。
JIS D4413に準拠して、荷重2MPa、4MPa、6MPa、8MPaおよび10MPaを加えたときの圧縮変形量(圧縮歪)(mm)を測定した。
(3)ペダルフィーリング評価
上記圧縮変形量(圧縮歪)測定において、4MPa評価時の圧縮歪の測定結果を準用し、以下の評価基準により評価した。
〔評価基準〕
○:ベース材からの変化量が±30%以内
△:ベース材からの変化量が±30%を超えて±35%未満
×:ベース材からの変化量が±35%以上
上記圧縮変形量(圧縮歪)測定において、4MPa評価時の圧縮歪の測定結果を準用し、以下の評価基準により評価した。
〔評価基準〕
○:ベース材からの変化量が±30%以内
△:ベース材からの変化量が±30%を超えて±35%未満
×:ベース材からの変化量が±35%以上
(4)摩擦性能試験(効力試験)
JASO C406に準拠して試験を行い、以下の評価基準により評価した。
〔評価基準〕
○:0.40±0.03
△:0.34を超えて0.37未満
×:0.34以下
JASO C406に準拠して試験を行い、以下の評価基準により評価した。
〔評価基準〕
○:0.40±0.03
△:0.34を超えて0.37未満
×:0.34以下
(5)摩耗性能試験
JASO C427に準拠して試験を行い、以下の評価基準により評価した。
〔評価基準〕
○:ベース材+5%未満
△:ベース材+5%以上10%未満
×:ベース材+10%以上
JASO C427に準拠して試験を行い、以下の評価基準により評価した。
〔評価基準〕
○:ベース材+5%未満
△:ベース材+5%以上10%未満
×:ベース材+10%以上
(6)鳴き試験
摩耗試験の100℃、1000回制動中の70dB以上の鳴き発生回数をカウントし、以下の評価基準により評価した。
〔評価基準〕
○:70dB以上、5%未満
△:70dB以上、5%以上15%未満
×:70dB以上、15%以上
摩耗試験の100℃、1000回制動中の70dB以上の鳴き発生回数をカウントし、以下の評価基準により評価した。
〔評価基準〕
○:70dB以上、5%未満
△:70dB以上、5%以上15%未満
×:70dB以上、15%以上

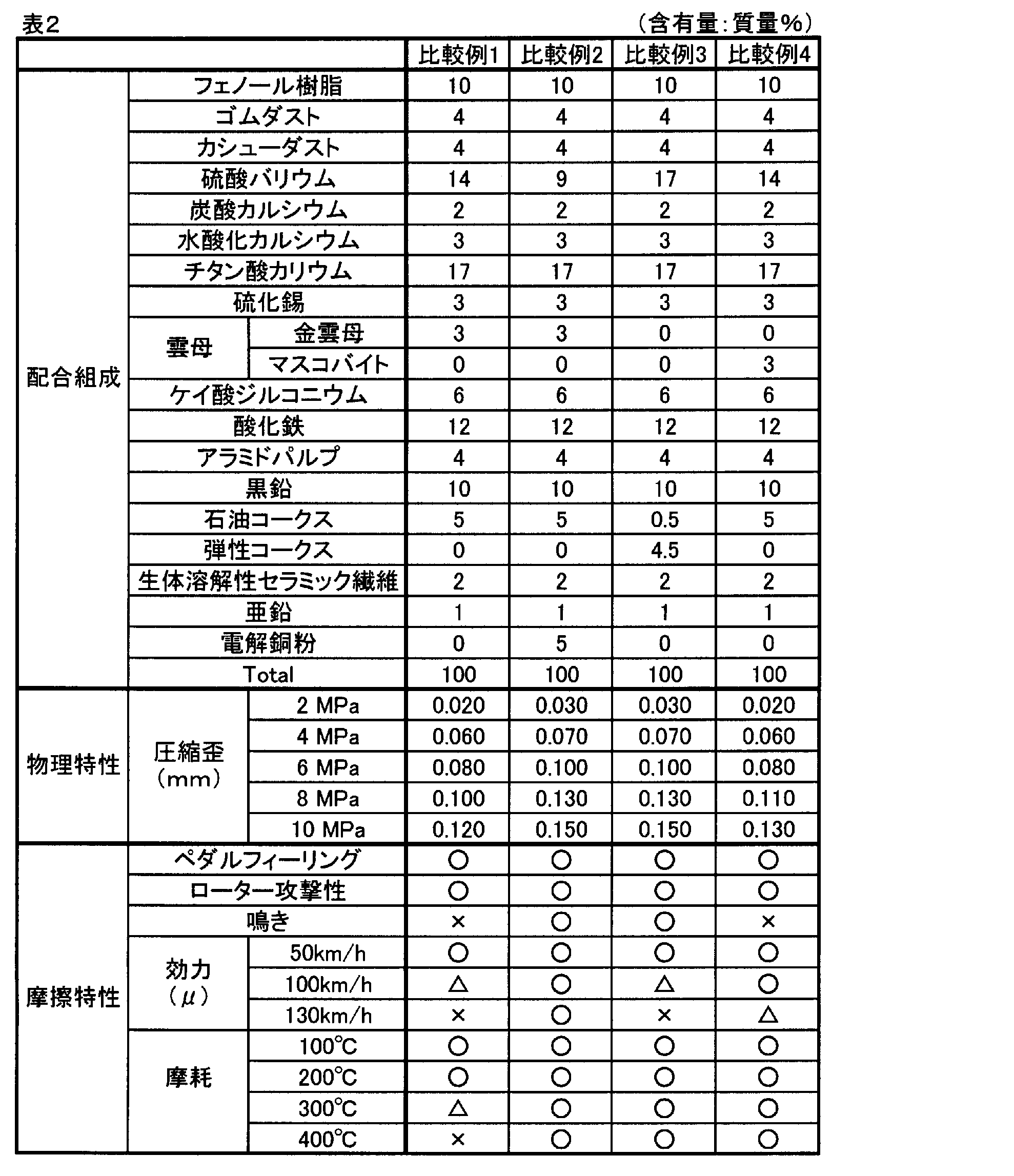
表1において、実施例1~7は、銅フリーの摩擦材において配合材料として部分黒鉛化コークス(弾性コークス)とマスコバイトを用い、実施例1~4は摩擦材中のマスコバイト配合量を、実施例5~7は部分黒鉛化コークスの添加量をそれぞれ変化させた例を示している。
表1及び表2の結果から、銅を加えた摩擦材を基準にすると、マスコバイトと部分黒鉛化コークスを同時に添加した実施例1~7の摩擦材は銅を5質量%含有する摩擦材(比較例2)と同等の性能を達成できることがわかった。しかし、マスコバイトと黒鉛化コークスの少なくとも一つを添加しなかった摩擦材(比較例1、3、4)は鳴き、効力及び摩耗の評価項目を満たすことが出来ないことがわかった。
表1及び表2の結果から、銅を加えた摩擦材を基準にすると、マスコバイトと部分黒鉛化コークスを同時に添加した実施例1~7の摩擦材は銅を5質量%含有する摩擦材(比較例2)と同等の性能を達成できることがわかった。しかし、マスコバイトと黒鉛化コークスの少なくとも一つを添加しなかった摩擦材(比較例1、3、4)は鳴き、効力及び摩耗の評価項目を満たすことが出来ないことがわかった。
本発明を詳細にまた特定の実施形態を参照して説明したが、本発明の精神と範囲を逸脱することなく様々な変更や修正を加えることができることは当業者にとって明らかである。本出願は、2013年11月12日出願の日本特許出願(特願2013-234269)に基づくものであり、その内容はここに参照として取り込まれる。
本発明の摩擦材は、部分黒鉛化コークスと硬質マイカであるマスコバイトを同時に摩擦材の原材料に摩擦調整材の一部として適量配合することにより、銅フリー摩擦材として高温での耐摩耗性を確保でき、高い摩擦係数(効き)を保持しつつ、耐ノイズ性とのバランス調整もできるので、特に産業機械、鉄道車両、荷物車両、乗用車など幅広い車種に適合した摩擦材、より具体的には前記の用途に使用されるブレーキパッド、ブレーキライニング、クラッチフェーシングに環境対策済みの製品としての需要が期待される。
Claims (4)
- 繊維基材、摩擦調整材及び結合材を含有する摩擦材組成物であって、該摩擦材組成物中の銅の含有量が0.5質量%以下であり、部分黒鉛化コークスおよびマスコバイトを含有する摩擦材組成物。
- 前記部分黒鉛化コークスの摩擦材組成物全体量に対する含有量が2~8質量%である請求項1に記載の摩擦材組成物。
- 前記マスコバイトの摩擦材組成物全体量に対する含有量が1~6質量%である請求項1又は請求項2に記載の摩擦材組成物。
- 請求項1~請求項3のいずれか一項に記載の摩擦材組成物を成形して得られる摩擦材。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/034,623 US9656921B2 (en) | 2013-11-12 | 2014-11-11 | Friction material composition and friction material |
| EP14862633.6A EP3070141B1 (en) | 2013-11-12 | 2014-11-11 | Friction material composition and friction material |
| CN201480061766.9A CN105745298B (zh) | 2013-11-12 | 2014-11-11 | 摩擦材料组合物和摩擦材料 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-234269 | 2013-11-12 | ||
| JP2013234269A JP6290598B2 (ja) | 2013-11-12 | 2013-11-12 | 摩擦材組成物および摩擦材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015072441A1 true WO2015072441A1 (ja) | 2015-05-21 |
Family
ID=53057375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/079811 Ceased WO2015072441A1 (ja) | 2013-11-12 | 2014-11-11 | 摩擦材組成物および摩擦材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9656921B2 (ja) |
| EP (1) | EP3070141B1 (ja) |
| JP (1) | JP6290598B2 (ja) |
| CN (1) | CN105745298B (ja) |
| WO (1) | WO2015072441A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021015003A1 (ja) * | 2019-07-23 | 2021-01-28 | 日清紡ブレーキ株式会社 | 摩擦材 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5878951B2 (ja) * | 2014-04-17 | 2016-03-08 | 日清紡ブレーキ株式会社 | 摩擦材 |
| US10677305B2 (en) | 2015-01-29 | 2020-06-09 | Japan Brake Industrial Co., Ltd. | Friction material composition, and friction material and friction member using friction material composition |
| JP6799364B2 (ja) * | 2015-01-29 | 2020-12-16 | 日本ブレーキ工業株式会社 | 摩擦材組成物、摩擦材および摩擦部材 |
| KR20180006359A (ko) * | 2015-05-15 | 2018-01-17 | 세키스이가가쿠 고교가부시키가이샤 | 터치 패널용 층간 충전 재료 및 터치 패널 적층체 |
| US10233988B2 (en) | 2015-09-23 | 2019-03-19 | Akebono Brake Industry Co., Ltd | Friction material |
| JP6125592B2 (ja) * | 2015-10-08 | 2017-05-10 | 日清紡ブレーキ株式会社 | 摩擦材 |
| JP6630136B2 (ja) | 2015-11-27 | 2020-01-15 | 曙ブレーキ工業株式会社 | 摩擦材 |
| CN105545999A (zh) * | 2015-12-23 | 2016-05-04 | 佛山早稻田科技服务有限公司 | 一种摩擦材料 |
| JP6756144B2 (ja) * | 2016-04-20 | 2020-09-16 | 株式会社アドヴィックス | 非石綿系摩擦材 |
| CN106701018A (zh) * | 2016-11-10 | 2017-05-24 | 杭州科铂科技有限公司 | 少金属含量低密度无噪音树脂基复合摩擦材料及制备方法 |
| US10724592B2 (en) * | 2017-04-20 | 2020-07-28 | Consolidated Metco, Inc. | High friction insulator |
| DE102017130491A1 (de) * | 2017-12-19 | 2019-06-19 | Federal-Mogul Friction Products Gmbh | Hybrid-Reibbelagmaterial sowie daraus hergestellte Bremsbeläge und Verfahren zu deren Herstellung |
| ES2928558T3 (es) * | 2018-12-31 | 2022-11-21 | Imertech Sas | Material de fricción que comprende grafito, métodos para hacer materiales de fricción y sus usos |
| US11187294B2 (en) * | 2019-08-29 | 2021-11-30 | Showa Denko Materials Co., Ltd. | Friction member, friction material composition, friction material, and vehicle |
| JP2020073635A (ja) * | 2019-09-18 | 2020-05-14 | 日本ブレーキ工業株式会社 | 摩擦材組成物、摩擦材および摩擦部材 |
| US12571441B2 (en) | 2020-05-05 | 2026-03-10 | Consolidated Metco, Inc. | Commercial vehicle brake rotor |
| JP7616804B2 (ja) * | 2020-06-16 | 2025-01-17 | 日清紡ブレーキ株式会社 | 摩擦対 |
| IT202100012974A1 (it) | 2021-05-19 | 2021-08-19 | Sannio Brake S R L | Mescola priva di componenti nocivi ed elemento d’attrito dotato di tale mescola |
| CN116080621B (zh) * | 2023-01-19 | 2024-08-20 | 江铃汽车股份有限公司 | 一种轻卡车型的制动噪音评价方法 |
| CN119191285B (zh) * | 2024-11-28 | 2025-02-14 | 唐山金湾特碳石墨有限公司 | 一种摩擦材料用石墨及其制备方法及应用 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03181628A (ja) * | 1989-09-18 | 1991-08-07 | Sumitomo Electric Ind Ltd | ブレーキ用摩擦材 |
| JPH03282028A (ja) | 1990-03-29 | 1991-12-12 | Toshiba Tungaloy Co Ltd | 摩擦材料 |
| JPH0971768A (ja) * | 1995-09-07 | 1997-03-18 | Aisin Chem Co Ltd | 摩擦材 |
| JP2007326999A (ja) | 2006-06-09 | 2007-12-20 | Akebono Brake Ind Co Ltd | 摩擦材 |
| JP2008179806A (ja) | 2006-12-27 | 2008-08-07 | Akebono Brake Ind Co Ltd | ノンアスベスト摩擦材 |
| JP2009227768A (ja) | 2008-03-21 | 2009-10-08 | Nisshinbo Holdings Inc | 摩擦材 |
| JP2011219658A (ja) * | 2010-04-12 | 2011-11-04 | Akebono Brake Ind Co Ltd | 摩擦材 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69018923T2 (de) * | 1989-02-07 | 1995-08-24 | Koa Oil Co Ltd | VERFAHREN ZUR HERSTELLUNG EINES KOHLENSTOFFORMKöRPERS MIT EXZELLENTER KOMPRESSIONS ELASTIZITÄT. |
| US5266395A (en) * | 1989-09-18 | 1993-11-30 | Sumitomo Electric Industries, Ltd. | Friction material for making brake pads |
| DK220990D0 (da) * | 1990-09-14 | 1990-09-14 | Obtec As | Artikler af harpiks-holdige pulveragtige materialer |
| JP2001247851A (ja) * | 2000-03-03 | 2001-09-14 | Nisshinbo Ind Inc | 非石綿系摩擦材 |
| JP2005029648A (ja) * | 2003-07-09 | 2005-02-03 | Akebono Brake Res & Dev Center Ltd | 摩擦材組成物 |
| JP2005097374A (ja) * | 2003-09-24 | 2005-04-14 | Sumitomo Bakelite Co Ltd | 摩擦材用フェノール樹脂組成物とその製造方法、摩擦材用混合物及び摩擦材 |
| CN1238424C (zh) * | 2004-06-02 | 2006-01-25 | 哈尔滨工业大学 | 聚苯酯塑料合金超声马达的摩擦材料 |
| CN1966603A (zh) * | 2005-11-19 | 2007-05-23 | 邓洪 | 一种耐高温制动材料 |
| CN101205457B (zh) * | 2007-11-27 | 2012-05-30 | 信义集团公司 | 摩擦热自烧结耐磨擦材料 |
| CN101186710B (zh) * | 2007-12-19 | 2010-06-02 | 山东大学 | 六钛酸钾/六钛酸钠晶须复合陶瓷摩擦材料及其制备方法 |
| JP2009155439A (ja) * | 2007-12-26 | 2009-07-16 | Advics Co Ltd | 摩擦材 |
| JP5797428B2 (ja) * | 2010-04-23 | 2015-10-21 | 日清紡ブレーキ株式会社 | ディスクブレーキパッド |
| CN102947407A (zh) * | 2010-06-18 | 2013-02-27 | 曙制动器工业株式会社 | 摩擦材料 |
| CN103168084B (zh) | 2010-11-19 | 2014-11-19 | 日立化成株式会社 | 无石棉摩擦材料组合物、使用了该组合物的摩擦材料及摩擦构件 |
| JP5895366B2 (ja) | 2011-06-07 | 2016-03-30 | 日立化成株式会社 | ノンアスベスト摩擦材組成物 |
| WO2012169545A1 (ja) | 2011-06-07 | 2012-12-13 | 日立化成工業株式会社 | ノンアスベスト摩擦材組成物 |
| NZ594099A (en) | 2011-07-15 | 2013-11-29 | Pcs Holdings Ltd | Improvements in or relating to vehicle washing methods and apparatus |
| RU2570515C2 (ru) | 2011-08-18 | 2015-12-10 | Федерал-Могал Корпорейшн | Фрикционный материал для изготовления тормозного устройства, тормозная колодка и способ ее изготовления |
-
2013
- 2013-11-12 JP JP2013234269A patent/JP6290598B2/ja active Active
-
2014
- 2014-11-11 WO PCT/JP2014/079811 patent/WO2015072441A1/ja not_active Ceased
- 2014-11-11 EP EP14862633.6A patent/EP3070141B1/en active Active
- 2014-11-11 CN CN201480061766.9A patent/CN105745298B/zh active Active
- 2014-11-11 US US15/034,623 patent/US9656921B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03181628A (ja) * | 1989-09-18 | 1991-08-07 | Sumitomo Electric Ind Ltd | ブレーキ用摩擦材 |
| JPH03282028A (ja) | 1990-03-29 | 1991-12-12 | Toshiba Tungaloy Co Ltd | 摩擦材料 |
| JPH0971768A (ja) * | 1995-09-07 | 1997-03-18 | Aisin Chem Co Ltd | 摩擦材 |
| JP2007326999A (ja) | 2006-06-09 | 2007-12-20 | Akebono Brake Ind Co Ltd | 摩擦材 |
| JP2008179806A (ja) | 2006-12-27 | 2008-08-07 | Akebono Brake Ind Co Ltd | ノンアスベスト摩擦材 |
| JP2009227768A (ja) | 2008-03-21 | 2009-10-08 | Nisshinbo Holdings Inc | 摩擦材 |
| JP2011219658A (ja) * | 2010-04-12 | 2011-11-04 | Akebono Brake Ind Co Ltd | 摩擦材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3070141A4 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021015003A1 (ja) * | 2019-07-23 | 2021-01-28 | 日清紡ブレーキ株式会社 | 摩擦材 |
| JP2021017522A (ja) * | 2019-07-23 | 2021-02-15 | 日清紡ブレーキ株式会社 | 摩擦材 |
| CN114174420A (zh) * | 2019-07-23 | 2022-03-11 | 日清纺制动器株式会社 | 摩擦材料 |
| JP7344694B2 (ja) | 2019-07-23 | 2023-09-14 | 日清紡ブレーキ株式会社 | 摩擦材 |
| CN114174420B (zh) * | 2019-07-23 | 2024-05-28 | 日清纺制动器株式会社 | 摩擦材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9656921B2 (en) | 2017-05-23 |
| EP3070141A1 (en) | 2016-09-21 |
| CN105745298A (zh) | 2016-07-06 |
| JP6290598B2 (ja) | 2018-03-07 |
| EP3070141A4 (en) | 2017-07-26 |
| US20160289126A1 (en) | 2016-10-06 |
| JP2015093934A (ja) | 2015-05-18 |
| EP3070141B1 (en) | 2019-08-21 |
| CN105745298B (zh) | 2018-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6290598B2 (ja) | 摩擦材組成物および摩擦材 | |
| JP5124814B2 (ja) | ノンアスベスト摩擦材 | |
| US8522932B2 (en) | Disc brake pad | |
| JP5221177B2 (ja) | 摩擦材 | |
| JP2005036157A (ja) | 摩擦材 | |
| WO2012127817A1 (ja) | 摩擦材 | |
| WO2015072445A1 (ja) | 摩擦材組成物および摩擦材 | |
| KR20160102173A (ko) | 마찰재 | |
| WO2021015003A1 (ja) | 摩擦材 | |
| JP7616804B2 (ja) | 摩擦対 | |
| WO2021125143A1 (ja) | 摩擦材 | |
| JP2009102583A (ja) | ブレーキ摩擦材 | |
| JP6254424B2 (ja) | 摩擦材 | |
| JP7128323B2 (ja) | 摩擦材 | |
| JP5738801B2 (ja) | 摩擦材 | |
| JP6570167B2 (ja) | 摩擦材組成物、およびこれを用いた摩擦材および摩擦部材 | |
| JP2009298847A (ja) | 摩擦材 | |
| WO2021015002A1 (ja) | 摩擦材 | |
| WO2021187022A1 (ja) | 摩擦材 | |
| WO2021039534A1 (ja) | 摩擦材及び摩擦材組成物 | |
| JP2009102584A (ja) | ブレーキ摩擦材 | |
| JP2009073908A (ja) | 摩擦材 | |
| JPH08135701A (ja) | 摩擦材 | |
| JP2025149095A (ja) | 制輪子及び鉄道車両用踏面ブレーキ装置 | |
| JP2025149096A (ja) | 制輪子及び鉄道車両用踏面ブレーキ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14862633 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014862633 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014862633 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15034623 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |