WO2016013186A1 - Procédé de coulée continue d'acier - Google Patents
Procédé de coulée continue d'acier Download PDFInfo
- Publication number
- WO2016013186A1 WO2016013186A1 PCT/JP2015/003602 JP2015003602W WO2016013186A1 WO 2016013186 A1 WO2016013186 A1 WO 2016013186A1 JP 2015003602 W JP2015003602 W JP 2015003602W WO 2016013186 A1 WO2016013186 A1 WO 2016013186A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- slab
- mold
- corner
- casting
- length
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/124—Accessories for subsequent treating or working cast stock in situ for cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/22—Controlling or regulating processes or operations for cooling cast stock or mould
Definitions
- the present invention relates to a steel continuous casting method in which occurrence of surface cracks in a slab in continuous casting is suppressed.
- low alloy steels containing alloy elements such as Cu, Ni, Nb, V and Ti are applied particularly to thick steel plates.
- the corner portion perpendicular to the casting direction of the slab at the straightened portion or the bent portion of the slab Stress
- surface cracks particularly cracks at the corners are likely to occur. This corner crack is likely to cause a surface flaw of the thick steel plate, and causes a decrease in the yield of the steel plate product.
- the slab of low alloy steel has a marked decrease in hot ductility at a temperature in the vicinity of the Ar 3 transformation point where the solidification structure transforms from an austenite phase to a ferrite phase. Furthermore, in the slab of low alloy steel, AlN, NbC, etc. are precipitated at the austenite grain boundaries during the secondary cooling, and are easily embrittled. For this reason, cracks are likely to occur on the surface of the slab, especially on the corner portion where stress is applied.
- Patent Document 1 secondary cooling of a slab is started immediately after the slab is drawn out of a rectangular mold, and after the surface temperature of the slab is once cooled to a temperature lower than the Ar 3 transformation point, Ar 3
- the time required to maintain the slab surface temperature below the Ar 3 transformation point and the lowest temperature that the slab surface temperature can reach are appropriately set.
- Patent Document 2 discloses that when the solidified shell thickness is 10 mm or more and 15 mm or less, the primary cooling by the mold is finished and the secondary cooling is started, and the surface temperature of the entire surface of the slab is within 2 minutes from the exit of the mold. In the meantime, a technique is disclosed in which the temperature is once lowered to a range of 600 ° C. or higher and below the Ar 3 point, and secondary cooling is performed so that both the slab surface temperature in the bent portion and the slab surface temperature in the straightened portion become 850 ° C. or higher. ing.
- the present invention has been made in view of the above circumstances, and an object of the present invention is to form a surface crack of a slab, which has not been sufficiently solved only by controlling the slab structure by secondary cooling, in an appropriate shape.
- An object of the present invention is to provide a high-quality slab that is reliably suppressed by controlling the temperature of the slab corner portion by secondary cooling while using a mold having a casting space, and that is particularly free from corner cracks.
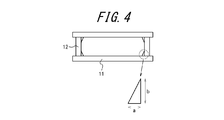
- the gist configuration of the present invention is as follows. (1) In a continuous casting method in which molten steel is charged into a mold and a slab is drawn directly from the mold, At the four corners of the rectangular space defined by the pair of mold long sides and the pair of mold short sides, the ratio b / a of the length b on the mold short side to the length a on the mold long side is 3.0 or more and 6.0. Using the casting mold, which has the casting space removed in the shape of a right triangle that becomes Before reaching the bending correction point from directly below the mold, the surface temperature of at least the corner portion of the slab is once lowered to Ar 3 point or less, and then at least the surface temperature of the corner portion is set to 800 ° C. or higher. A method for continuous casting of steel, wherein the bending correction point is passed at 800 ° C or higher.
- the length a on the long side of the mold is 4 to 6 mm, and the length b on the short side of the mold is 12 to 36 mm, as described in (1) or (2) above Steel continuous casting method.
- the temperature of the slab corner portion is controlled by secondary cooling, thereby preventing corner cracking of the continuous cast slab, and high quality slab Can be provided.
- the continuous casting method of the present invention will be described in detail with reference to the drawings.
- the molten steel is continuously cast using a vertical bending type continuous casting machine as shown in FIG. 1, for example, but at this time, surface cracks are not induced at the corner of the slab, particularly during straightening at a bending straightening point. Therefore, it is important to use a mold in which a casting space of an appropriate shape is partitioned and to pass an appropriate cooling pattern in a cooling zone immediately below the mold.
- reference numeral 1 denotes molten steel charged in the ladle 2.
- the molten steel 1 is supplied into a water-cooled mold 6 from a ladle 2 through a long nozzle 3, a tundish 4 and an immersion nozzle 5.
- the molten steel 1 cooled by the water-cooled mold 6 is guided to the outlet side of the mold 6 while forming a solidified shell, and is pulled out of the mold 6, and further cooled in the secondary cooling zone 7 immediately below the mold 6 to be solidified. Promoted shell growth.
- the slab On the exit side of the secondary cooling zone 7, the slab is forced to bend and guided in the horizontal direction, and then the bending is corrected in the drawing straightening zone (bending portion) 8 to form the continuous casting slab 9.
- the inventors observed surface cracks on the slab cast by the vertical bending type continuous casting machine shown in FIG.
- the cracks of the slab are concentrated at the lower surface corner and the vicinity thereof (see FIG. 2).
- the lower surface side of a slab means the outer side of the bending of the curved belt of a vertical bending continuous casting machine, ie, the long side surface side which becomes a lower surface in a horizontal belt.
- the vertical bending type continuous casting machine is a casting machine having a short vertical part length of, for example, about 3.5 m before entering the bending part.
- the slab was made chamfered by removing the corners of the four corners of the rectangular cross section perpendicular to the casting direction, thereby reducing the stress load at the corner of the slab. It was found that it can be reduced.
- a mold having a casting space having such a chamfered shape is also referred to as a chamfer mold.
- Patent Document 3 describes providing corner drop portions at four corners.
- the technique described in Patent Document 3 aims to normalize the growth of the solidified shell at the corner portion of the slab and prevent defects in the slab due to the solidification delay of the corner portion. Therefore, it is unclear whether the shape of the chamfer described in Patent Document 3 is suitable for preventing the surface crack of the slab as expected in the present invention. That is, in the technique described in Patent Document 3, the solidification of the corner portion of the rectangular cross-section mold is easier to proceed than the other portions in the initial stage of solidification of the steel, and the solidification shell and the rectangular corner portion of the mold are separated by solidification shrinkage.
- the stress load on the corner portion of the slab is first reduced by using the chamfer mold as compared with the rectangular mold.
- the ratio b / a is in the range of 3 to 6
- the stress load at the corner of the slab tends to be reduced.
- the stress load at the slab corner portion becomes smaller as the length a on the mold long side 1 side is smaller.
- the surface temperature of the corner of the slab is temporarily changed to the Ar 3 point until the slab enters the bending part.
- the surface temperature of the slab corner is set to 800 ° C. or higher and the secondary cooling is performed at a temperature of 800 ° C. or higher before the bending portion is entered.
- a mold with / a of 3 to 6 was used, surface cracks at the corners of the slab could be reliably suppressed.
- the temperature is 800 ° C. or higher before entering the bent portion. In the case where the bending temperature does not reach 800 ° C., a large amount of prior austenite grain boundaries remain in the solidified structure, so that the rate of occurrence of corner cracks cannot be sufficiently reduced.
- the ratio b / a in the mold is preferably more than 4. This is because when the ratio b / a is 4 or less, as shown in FIG. 5, the stress load applied to the corner portion is slightly higher than when b / a is greater than 4 to 6, Because.
- the length a on the long side of the mold is preferably 4 to 6 mm and the length b on the short side of the mold is preferably 12 to 36 mm. This is because, as shown in FIG. 5, the stress load applied to the corner tends to decrease as the length a on the long side decreases, and the length a on the long side is 7 mm. This is because the stress load tends to be slightly larger than the case.
- a low alloy steel having a composition shown in Table 1 and having high cracking sensitivity was cast by a vertical bending type continuous casting machine.
- the Ar 3 transformation point of this steel is 725 ° C.
- the casting conditions were a casting thickness of 220 to 300 mm, a casting width of 1400 to 2100 mm, and a casting speed of 0.60 to 2.50 m / min.
- molds having various chamfered shapes shown in Table 2 were manufactured and used.
- continuous casting using a rectangular mold was performed under the same casting conditions. The amount of secondary cooling water was changed according to the casting thickness, casting width, and casting speed, but the surface temperature of the slab corner was once lowered below the Ar 3 transformation point before entering the bending part, and then bent.
- the heat was reheated before entering the part, adjusted to 800 ° C. or higher, and adjusted using heat transfer analysis so that the bent part passed at 800 ° C. or higher.
- casting was also performed in which the temperature at the corner of the slab did not satisfy the conditions of the present invention.
- the slab temperature at the time of a bending part passage was confirmed by measuring using a thermocouple and a radiation thermometer.
- the cast slab is removed by shot blasting to remove the oxide on the surface of the slab, and then a color check (dye penetrant flaw detection test) is performed. The presence or absence of cracks was investigated.
- Comparative Examples 1 and 2 are examples in which a rectangular mold was used, and the slab corner temperature was manufactured under conditions that did not satisfy the present invention. In this case, the crack occurrence rate at the corner was as high as 9.4 to 10.8%. When these solidification structures were observed, the prior austenite grain boundaries as shown in FIG. 2 were clear structures.
- Comparative Examples 3 and 4 use a rectangular mold, and the slab corner temperature is a condition that satisfies the present invention. In this case, the corner crack occurrence rate was 4.7 to 5.2%, which was lower than that of Comparative Examples 1 and 2, but was a level that required further improvement. As shown in FIG. 3, these solidified structures were structures in which some prior austenite grain boundaries remained.
- Comparative Examples 5 to 12 use a chamfer mold, and the slab corner temperature is a condition that does not satisfy the present invention. Also in this case, the corner crack occurrence rate was 5.3-7.3%, which was a level that needed improvement. These solidified structures were also structures with clear prior austenite grain boundaries as shown in FIG. In Comparative Examples 13 to 15, a chamfer mold is used, and the casting corner temperature is also a condition that satisfies the present invention. However, with respect to the shape of the chamfer portion, the ratio b / a of the length a on the long side and the length b on the short side is a condition that does not satisfy the present invention. Also in this case, the corner crack occurrence rate was 3.8 to 4.5%, which was a level that needed improvement.
- Invention Examples 1 to 8 are conditions in which a chamfer mold is used and the secondary cooling spray is adjusted so that the slab corner temperature satisfies the present invention.
- the incidence of corner cracks was as good as 1.4% or less.
- the former austenite grain boundaries remained in a part as shown in FIG. 3 and were the same solidified structures as in Comparative Examples 3 and 4. That is, it was confirmed that corner cracking can be prevented by using a chamfer mold even if the solidified structure is partially incomplete.
- the length a on the long side of the mold is 4 to 7 mm, and the ratio b / a to the length b on the short side of the mold is 3.0 to 6.0.
- a mold in which the length b on the short side of the mold was changed as shown in Table 3 was used.
- production of the corner part crack was evaluated similarly to the case of Example 1.
- FIG. The results are also shown in Table 3.
- a preferred embodiment of the present invention is that the mold long side length a is 4 to 6 mm and b / a is 3 to 6, more preferably more than 4 to 6. At that time, the mold short side length b is 12 to 36 mm, more preferably more than 16 mm to 36 mm.
- the mold long side length a is less than 4 mm, severe processing accuracy is required at the four corners of the mold. Therefore, in actual operation, it is preferably 4 mm or more.
- the chamfered portion can be formed by, for example, machining a solid copper plate.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167034572A KR101889208B1 (ko) | 2014-07-24 | 2015-07-16 | 강의 연속 주조 방법 |
| JP2016535783A JP5999294B2 (ja) | 2014-07-24 | 2015-07-16 | 鋼の連続鋳造方法 |
| CN201580039666.0A CN106536085B (zh) | 2014-07-24 | 2015-07-16 | 钢的连续铸造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-150925 | 2014-07-24 | ||
| JP2014150925 | 2014-07-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016013186A1 true WO2016013186A1 (fr) | 2016-01-28 |
Family
ID=55162731
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/003602 Ceased WO2016013186A1 (fr) | 2014-07-24 | 2015-07-16 | Procédé de coulée continue d'acier |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP5999294B2 (fr) |
| KR (1) | KR101889208B1 (fr) |
| CN (1) | CN106536085B (fr) |
| TW (1) | TWI569907B (fr) |
| WO (1) | WO2016013186A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10118218B2 (en) * | 2015-01-15 | 2018-11-06 | Nippon Steel & Sumitomo Metal Corporation | Method for continuously casting slab |
| JP2020171954A (ja) * | 2019-04-12 | 2020-10-22 | 日本製鉄株式会社 | 鋼の連続鋳造方法 |
| JP2022065814A (ja) * | 2020-10-16 | 2022-04-28 | 日本製鉄株式会社 | 連続鋳造用鋳型及び鋼の連続鋳造方法 |
| JP2022174996A (ja) * | 2021-05-12 | 2022-11-25 | 日本製鉄株式会社 | 鋼の連続鋳造方法及び連続鋳造用鋳型 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7188187B2 (ja) * | 2019-02-28 | 2022-12-13 | Jfeスチール株式会社 | 鋳片の冷却方法 |
| WO2021006254A1 (fr) * | 2019-07-11 | 2021-01-14 | Jfeスチール株式会社 | Procédé et dispositif de refroidissement secondaire pour brame coulée en continu |
| JP6954514B1 (ja) * | 2020-06-18 | 2021-10-27 | Jfeスチール株式会社 | 連続鋳造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58224055A (ja) * | 1982-06-23 | 1983-12-26 | Nippon Steel Corp | 連続鋳造鋳片の表面割れ防止方法 |
| JPH11197809A (ja) * | 1998-01-09 | 1999-07-27 | Sumitomo Metal Ind Ltd | 連続鋳造鋳片の表面割れ防止方法 |
| CN102642000A (zh) * | 2012-05-08 | 2012-08-22 | 首钢总公司 | 有效控制角部纵裂纹的板坯连铸倒角结晶器窄面铜板 |
| WO2013100499A1 (fr) * | 2011-12-27 | 2013-07-04 | 주식회사 포스코 | Moule de coulée continue |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0358079A (ja) | 1989-07-27 | 1991-03-13 | Nec Corp | ラベル |
| JP3058079B2 (ja) * | 1996-02-23 | 2000-07-04 | 住友金属工業株式会社 | 鋼の連続鋳造方法 |
| DE59805207D1 (de) * | 1997-10-01 | 2002-09-19 | Concast Standard Ag | Kokillenrohr für eine stranggiesskokille zum stranggiessen von stählen, insbesondere peritektischen stählen |
| TW555601B (en) * | 1999-04-22 | 2003-10-01 | Europa Metalli Spa | Ingot mold for continuous casting of molten metal, particularly for forming rectangular- or square-section steel billets |
| DE10051489A1 (de) * | 2000-10-17 | 2002-04-18 | Sms Demag Ag | Plattenkokille zum Stranggießen von Metall, insbesondere von Stahl |
| JP3702807B2 (ja) * | 2001-04-11 | 2005-10-05 | 住友金属工業株式会社 | 連続鋳造方法 |
| ES2304578T3 (es) * | 2004-12-29 | 2008-10-16 | Concast Ag | Instalacion de colada continua de acero para formatos de palanquillas y desbastes. |
| JP4864559B2 (ja) | 2006-06-15 | 2012-02-01 | 株式会社神戸製鋼所 | 連続鋳造用鋳型 |
| CN201677013U (zh) * | 2010-05-19 | 2010-12-22 | 首钢总公司 | 一种板坯连铸结晶器 |
| CN201744629U (zh) * | 2010-05-27 | 2011-02-16 | 钢铁研究总院 | 一种连铸用组合结晶器的窄面铜板 |
| CN201871696U (zh) * | 2010-10-27 | 2011-06-22 | 钢铁研究总院 | 一种具有曲面结构的结晶器窄面铜板 |
| CN202715798U (zh) * | 2012-08-21 | 2013-02-06 | 钢铁研究总院 | 一种生产八角形连铸坯的结晶器铜管 |
| CN110264200B (zh) | 2019-05-29 | 2021-11-19 | 中国工商银行股份有限公司 | 区块链数据处理方法及装置 |
-
2015
- 2015-07-16 WO PCT/JP2015/003602 patent/WO2016013186A1/fr not_active Ceased
- 2015-07-16 JP JP2016535783A patent/JP5999294B2/ja active Active
- 2015-07-16 KR KR1020167034572A patent/KR101889208B1/ko active Active
- 2015-07-16 CN CN201580039666.0A patent/CN106536085B/zh active Active
- 2015-07-23 TW TW104123882A patent/TWI569907B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58224055A (ja) * | 1982-06-23 | 1983-12-26 | Nippon Steel Corp | 連続鋳造鋳片の表面割れ防止方法 |
| JPH11197809A (ja) * | 1998-01-09 | 1999-07-27 | Sumitomo Metal Ind Ltd | 連続鋳造鋳片の表面割れ防止方法 |
| WO2013100499A1 (fr) * | 2011-12-27 | 2013-07-04 | 주식회사 포스코 | Moule de coulée continue |
| CN102642000A (zh) * | 2012-05-08 | 2012-08-22 | 首钢总公司 | 有效控制角部纵裂纹的板坯连铸倒角结晶器窄面铜板 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10118218B2 (en) * | 2015-01-15 | 2018-11-06 | Nippon Steel & Sumitomo Metal Corporation | Method for continuously casting slab |
| JP2020171954A (ja) * | 2019-04-12 | 2020-10-22 | 日本製鉄株式会社 | 鋼の連続鋳造方法 |
| JP7284394B2 (ja) | 2019-04-12 | 2023-05-31 | 日本製鉄株式会社 | 鋼の連続鋳造方法 |
| JP2022065814A (ja) * | 2020-10-16 | 2022-04-28 | 日本製鉄株式会社 | 連続鋳造用鋳型及び鋼の連続鋳造方法 |
| JP7560725B2 (ja) | 2020-10-16 | 2024-10-03 | 日本製鉄株式会社 | 連続鋳造用鋳型及び鋼の連続鋳造方法 |
| JP2022174996A (ja) * | 2021-05-12 | 2022-11-25 | 日本製鉄株式会社 | 鋼の連続鋳造方法及び連続鋳造用鋳型 |
| JP7695524B2 (ja) | 2021-05-12 | 2025-06-19 | 日本製鉄株式会社 | 鋼の連続鋳造方法及び連続鋳造用鋳型 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106536085A (zh) | 2017-03-22 |
| TW201607642A (zh) | 2016-03-01 |
| KR20170003669A (ko) | 2017-01-09 |
| JP5999294B2 (ja) | 2016-09-28 |
| JPWO2016013186A1 (ja) | 2017-04-27 |
| CN106536085B (zh) | 2019-04-19 |
| KR101889208B1 (ko) | 2018-08-16 |
| TWI569907B (zh) | 2017-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5999294B2 (ja) | 鋼の連続鋳造方法 | |
| JP6421900B2 (ja) | 圧延h形鋼及びその製造方法 | |
| JP6384679B2 (ja) | 熱延鋼板の製造方法 | |
| CN107206474B (zh) | 铸坯的连续铸造方法 | |
| KR101757548B1 (ko) | 포정강의 슬라브 제조 방법 | |
| JP2016028827A (ja) | 鋼の連続鋳造方法 | |
| KR102723092B1 (ko) | 연속 주조 방법 | |
| JP3622687B2 (ja) | 鋼の連続鋳造方法 | |
| JP2002086252A (ja) | 連続鋳造方法 | |
| JP3702807B2 (ja) | 連続鋳造方法 | |
| JP2007245232A (ja) | 連続鋳造鋳片の表面割れ防止方法 | |
| JP6019989B2 (ja) | 連続鋳造鋳片の2次冷却方法 | |
| JP2015193040A (ja) | 高Siばね鋼の鋳片の冷却方法 | |
| JP2008261036A (ja) | ブルーム鋳片の冷却方法 | |
| CN107427907A (zh) | 使用连续铸造机的铸锭的制造方法 | |
| JP6149789B2 (ja) | 鋼の連続鋳造方法 | |
| KR101727803B1 (ko) | 고탄소강의 슬라브 제조 방법 | |
| JP2006205241A (ja) | 鋼の連続鋳造方法 | |
| JP6349832B2 (ja) | 厚鋼板用の連続鋳造鋳片 | |
| JP2015193041A (ja) | ばね鋼の鋳片の冷却方法 | |
| JP2015193038A (ja) | 炭素鋼の鋳片の冷却方法 | |
| JPH10296410A (ja) | 表面品位に優れた薄鋼板製造方法 | |
| KR101182052B1 (ko) | 스테인리스강의 표면 결함 제어방법 및 이를 이용하여 제조된 스테인리스강 | |
| JPH06246414A (ja) | 高炭素鋼の連続鋳造方法 | |
| KR20150076983A (ko) | 합금강 주편의 스카핑 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15824264 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016535783 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20167034572 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15824264 Country of ref document: EP Kind code of ref document: A1 |