WO2017111138A1 - 複合積層体、及び、樹脂層の保管方法 - Google Patents
複合積層体、及び、樹脂層の保管方法 Download PDFInfo
- Publication number
- WO2017111138A1 WO2017111138A1 PCT/JP2016/088581 JP2016088581W WO2017111138A1 WO 2017111138 A1 WO2017111138 A1 WO 2017111138A1 JP 2016088581 W JP2016088581 W JP 2016088581W WO 2017111138 A1 WO2017111138 A1 WO 2017111138A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- hygroscopic
- composite
- resin layer
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/24—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/18—Coatings for keeping optical surfaces clean, e.g. hydrophobic or photo-catalytic films
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B33/00—Electroluminescent light sources
- H05B33/02—Details
- H05B33/04—Sealing arrangements, e.g. against humidity
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/84—Passivation; Containers; Encapsulations
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/84—Passivation; Containers; Encapsulations
- H10K50/844—Encapsulations
- H10K50/8445—Encapsulations multilayered coatings having a repetitive structure, e.g. having multiple organic-inorganic bilayers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/84—Passivation; Containers; Encapsulations
- H10K50/846—Passivation; Containers; Encapsulations comprising getter material or desiccants
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/242—All polymers belonging to those covered by group B32B27/32
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/246—All polymers belonging to those covered by groups B32B27/32 and B32B27/30
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/24—Organic non-macromolecular coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/105—Metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/12—Mixture of at least two particles made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/202—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/418—Refractive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
- B32B2307/7145—Rot proof, resistant to bacteria, mildew, mould, fungi
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
- B32B2457/206—Organic displays, e.g. OLED
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K2102/00—Constructional details relating to the organic devices covered by this subclass
- H10K2102/301—Details of OLEDs
- H10K2102/311—Flexible OLED
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/85—Arrangements for extracting light from the devices
- H10K50/854—Arrangements for extracting light from the devices comprising scattering means
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K77/00—Constructional details of devices covered by this subclass and not covered by groups H10K10/80, H10K30/80, H10K50/80 or H10K59/80
- H10K77/10—Substrates, e.g. flexible substrates
- H10K77/111—Flexible substrates
Definitions
- the hygroscopic particles may absorb water in the air and reduce the hygroscopic function during the storage period. Therefore, if the resin layer containing hygroscopic particles is stored in a normal environment, the gas barrier property is likely to be lowered. In addition, if the resin layer containing hygroscopic particles is stored in a highly dry environment, it is considered that a high gas barrier property can be maintained, but preparing such a highly dry environment can increase costs. Easy to invite.
- the second composite layer 400 is usually peeled off when the hygroscopic resin layer 100 is used as a sealing member.
- the second composite layer 400 preferably includes a second release layer 410 between the hygroscopic resin layer 100 and the second gas barrier laminate 420.
- the second release layer 410 is usually provided so as to be in contact with the surface 100D of the hygroscopic resin layer 100.
- the number of carbon atoms constituting the alicyclic structure is preferably 4 or more, more preferably 5 or more, preferably 30 or less, more preferably 20 or less, particularly preferably per alicyclic structure. Is a range of 15 or less. By setting the number of carbon atoms constituting the alicyclic structure within this range, the mechanical strength, heat resistance and moldability of the resin are highly balanced.
- examples of the substituent include an alkyl group, an alkylene group, and a polar group. These substituents may be the same or different, and a plurality thereof may be bonded to the ring.
- One type of monomer having a norbornene structure may be used alone, or two or more types may be used in combination at any ratio.
- Examples of the monomer capable of ring-opening copolymerization with a monomer having a norbornene structure include, for example, monocyclic olefins such as cyclohexene, cycloheptene, and cyclooctene and derivatives thereof; cyclic conjugated dienes such as cyclohexadiene and cycloheptadiene and the like. Derivatives; and the like.
- the monomer having a norbornene structure and a monomer capable of ring-opening copolymerization one kind may be used alone, or two or more kinds may be used in combination at any ratio.
- alicyclic polyolefin resin examples include, for example, antioxidants, heat stabilizers, light stabilizers, ultraviolet absorbers, antistatic agents, dispersants, chlorine scavengers, flame retardants, and crystallization nucleating agents. , Reinforcing agent, antiblocking agent, antifogging agent, mold release agent, pigment, organic or inorganic filler, neutralizing agent, lubricant, decomposition agent, metal deactivator, antifouling agent, antibacterial agent, alicyclic Examples include polymers other than olefin polymers, thermoplastic elastomers, and the like. Moreover, these may be used individually by 1 type and may be used combining two or more types by arbitrary ratios.
- the resin contained in the first base material layer is preferably one having high transparency.
- the total light transmittance measured using the resin contained in the first base material layer as a test piece having a thickness of 1 mm is preferably 70% or more, more preferably 80% or more, and particularly preferably 90% or more. .
- the first inorganic layer may be provided on both sides of the first base material layer, but is usually provided on one side. At this time, the first inorganic layer may be provided on the surface of the first base material layer on the hygroscopic resin layer side (see FIGS. 3 and 4), and what is the hygroscopic resin layer of the first base material layer? It may be provided on the opposite surface (see FIGS. 1 and 2).
- the first inorganic layer may be provided only for one surface of the first base material layer, or may be provided for two or more layers. From the viewpoint of ensuring manufacturing cost and flexibility, it is preferable to provide only one layer, but two or more first inorganic layers may be provided to further enhance gas barrier properties. When two or more first inorganic layers are provided in an overlapping manner, the total thickness of the first inorganic layers is preferably within the range of the preferred thickness.
- mold release agents may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the thickness of the release layer is not particularly limited, but is preferably 0.1 ⁇ m to 2.0 ⁇ m.
- the water vapor permeability of the first composite layer is preferably 5.0 ⁇ 10 ⁇ 2 g / m 2 / day or less, more preferably 5.0 ⁇ 10 ⁇ 3 g in an environment of a temperature of 40 ° C. and a humidity of 90% Rh. / M 2 / day or less, particularly preferably 5.0 ⁇ 10 ⁇ 4 g / m 2 / day or less.
- the unit “g / m 2 / day” represents the weight per unit area of water vapor that permeates the first composite layer per day.
- the glass transition temperature of the adhesive polymer is usually 40 ° C. or lower, preferably 0 ° C. or lower.
- the lower limit of the glass transition temperature is usually ⁇ 80 ° C. or higher, preferably ⁇ 60 ° C. or higher.
- adhesive residue is a phenomenon in which the adhesive resin remains on the adherend when the adhesive resin layer is peeled off from the adherend after the adhesive resin layer is bonded to an arbitrary adherend.
- the monomer copolymerizable with the acrylic monomer one type may be used alone, or two or more types may be used in combination at any ratio.
- the adhesive polymer is an adhesive polymer whose main polymer composition is butyl acrylate and methyl acrylate.
- the ultrasonic treatment can be performed using an apparatus such as an ultrasonic cleaner, an ultrasonic homogenizer, or an ultrasonic disperser. By such treatment, a good suspension can be obtained.
- the above-mentioned inorganic particles may be used alone or in combination of two or more at any ratio.
- the amount of the inorganic particles in the adhesive resin is preferably 130 parts by weight or more, more preferably 138 parts by weight or more, particularly preferably 150 parts by weight or more, preferably 220 parts by weight with respect to 100 parts by weight of the adhesive polymer. Hereinafter, it is more preferably 212 parts by weight or less, particularly preferably 195 parts by weight or less.
- the refractive index of the hygroscopic resin layer can be increased by the amount of the inorganic particles being equal to or higher than the lower limit value of the range, and the hygroscopic resin layer is highly adhesive by being equal to or lower than the upper limit value of the range. Can have sex.
- plasticizers include polybutene, vinyl ether compounds, polyether compounds (including polyalkylene oxides and functionalized polyalkylene oxides), ester compounds, polyol compounds (eg, glycerin), petroleum resins, hydrogenated petroleum resins, and styrene. Based compounds (for example, ⁇ -methylstyrene).
- ester compounds are preferred because they have good miscibility with adhesive polymers and have a relatively high refractive index, and in particular, ester compounds containing aromatic rings such as benzoic acids and phthalic acids. Is preferred.
- silane coupling agent As an example of a commercially available silane coupling agent, a trade name “KBM-803” (manufactured by Shin-Etsu Chemical Co., Ltd.) can be mentioned.
- a silane coupling agent may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the adhesive resin may contain a curing agent as an optional component.
- the curing agent include isocyanate compounds. Specific examples include isocyanate addition polymers containing isophorone diisocyanate (for example, trade name “NY-260A”, manufactured by Mitsubishi Chemical Corporation).
- curing agent may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the aromatic vinyl compound unit is usually the main component.
- the content of the aromatic vinyl compound unit in the polymer block [A] is preferably 90% by weight or more, more preferably 95% by weight or more, and particularly preferably 99% by weight or more.
- vinyl compounds other than aromatic vinyl compounds include: chain vinyl compounds; cyclic vinyl compounds; vinyl compounds having a nitrile group, alkoxycarbonyl group, hydroxycarbonyl group, or halogen group; unsaturated cyclic acid anhydrides; Examples thereof include saturated imide compounds.
- a particularly preferred form of the aromatic vinyl compound-conjugated diene block copolymer is a polymer block [A] at both ends of the polymer block [B], as represented by [A]-[B]-[A].
- a triblock copolymer bonded with a polymer block [B] at both ends of the polymer block [A] as represented by [A]-[B]-[A]-[B]-[A] Is a pentablock copolymer in which a polymer block [A] is bonded to the other end of each of the polymer blocks [B].
- the monomer composition (a1) and the monomer composition (a2) may be the same or different.
- (Manufacturing method 2) The 1st process of polymerizing the monomer composition (a1) containing an aromatic vinyl compound, and forming polymer block [A], At one end of the polymer block [A], the monomer composition (b1) containing a chain conjugated diene compound is polymerized to form the polymer block [B], and the diblock of [A]-[B] A second step of obtaining a polymer; And a third step of obtaining a block copolymer by coupling the ends of the diblock polymer on the polymer block [B] side with a coupling agent.
- a randomizer can be used in order to prevent only one component chain from becoming long.
- a Lewis base compound examples include ether compounds such as dimethyl ether, diethyl ether, diisopropyl ether, dibutyl ether, tetrahydrofuran, diphenyl ether, ethylene glycol diethyl ether, and ethylene glycol methyl phenyl ether; and tetramethylethylenediamine, trimethylamine, triethylamine, pyridine, and the like.
- Tertiary amine compounds such as potassium-t-amyl oxide and potassium-t-butyl oxide; phosphine compounds such as triphenylphosphine; and the like.
- alkali metal alkoxide compounds such as potassium-t-amyl oxide and potassium-t-butyl oxide
- phosphine compounds such as triphenylphosphine; and the like.
- One of these may be used alone, or two or more of these may be used in combination at any ratio.
- thermoplastic elastomer resin containing a hydride of an aromatic vinyl compound-conjugated diene block copolymer having an alkoxysilyl group is particularly excellent in adhesiveness. Therefore, the adhesiveness of the hygroscopic resin layer can be significantly improved.
- weight average molecular weight Mw and the molecular weight distribution Mw / Mn of the hydride of an aromatic vinyl compound-conjugated diene block copolymer having an alkoxysilyl group are within this range, good mechanical strength and tensile elongation of the hygroscopic resin layer can be obtained. Can be maintained.
- the weight average molecular weight and molecular weight distribution of the hydride of the above aromatic vinyl compound-conjugated diene block copolymer having an alkoxysilyl group were measured as values in terms of polystyrene by gel permeation chromatography using tetrahydrofuran as a solvent. Yes.
- the method for producing a hydride of an aromatic vinyl compound-conjugated diene block copolymer as described above usually includes hydrogenating the aromatic vinyl compound-conjugated diene block copolymer described above.
- a hydrogenation method that can increase the hydrogenation rate and has less chain-breaking reaction of the block copolymer is preferable.
- a preferable hydrogenation method for example, a method of using a hydrogenation catalyst containing at least one metal selected from the group consisting of nickel, cobalt, iron, titanium, rhodium, palladium, platinum, ruthenium, and rhenium. Is mentioned.
- a hydrogenation catalyst either a heterogeneous catalyst or a homogeneous catalyst can be used.
- the hydrogenation reaction is preferably performed in an organic solvent.
- the heterogeneous catalyst may be used as it is, for example, as a metal or a metal compound, or may be used by being supported on a suitable carrier.
- suitable carrier include activated carbon, silica, alumina, calcium carbonate, titania, magnesia, zirconia, diatomaceous earth, silicon carbide, calcium fluoride, and the like.
- the supported amount of the catalyst is preferably 0.1% by weight or more, more preferably 1% by weight or more, preferably 60% by weight or less, more preferably 50% by weight or less based on the total amount of the catalyst and the carrier. is there.
- the specific surface area of the supported catalyst is preferably 100 m 2 / g to 500 m 2 / g.
- the hydrogen pressure during the hydrogenation reaction is preferably 0.1 MPa or more, more preferably 1 MPa or more, particularly preferably 2 MPa or more, preferably 30 MPa or less, more preferably 20 MPa or less, and particularly preferably 10 MPa or less. .
- the hydrogenation rate can be increased, the molecular chain breakage of the block copolymer can be reduced, and the operability is improved.
- a hydride of the aromatic vinyl compound-conjugated diene block copolymer is obtained as a product.
- This hydride is usually obtained as a reaction liquid containing a hydride of a block copolymer, a hydrogenation catalyst and a polymerization catalyst. Therefore, the hydride of the block copolymer can be recovered from the reaction solution after removing the hydrogenation catalyst and the polymerization catalyst from the reaction solution by a separation method such as filtration and centrifugation.
- ethylenically unsaturated silane compound those capable of graft polymerization with a hydride of an aromatic vinyl compound-conjugated diene block copolymer and capable of introducing an alkoxysilyl group into the hydride of the aromatic vinyl compound-conjugated diene block copolymer. Can be used.
- benzotriazole ultraviolet absorber examples include 2- (2-hydroxy-5-methylphenyl) 2H-benzotriazole and 2- (3-t-butyl-2-hydroxy-5-methylphenyl) -5.
- the amount of the antioxidant is preferably 0.01 parts by weight or more, more preferably 0.05 parts by weight or more, particularly preferably 0.1 parts by weight or more, preferably 100 parts by weight of the thermoplastic elastomer. 1 part by weight or less, more preferably 0.5 part by weight or less, and particularly preferably 0.3 part by weight or less.
- the thermal stability can be improved by using an antioxidant at least the lower limit of the above range, further improvement is difficult to obtain even if it is used in excess of the upper limit.
- the hygroscopic resin layer is usually soft and excellent in flexibility. For this reason, even if the hygroscopic resin layer is bent, it does not easily crack. Therefore, the hygroscopic resin layer is unlikely to cause a decrease in gas barrier properties due to external force. Therefore, the hygroscopic resin layer can be used as a sealing member for a flexible organic EL light emitter.
- the hygroscopic resin layer when the hygroscopic resin layer is formed of a thermoplastic elastomer resin, the hygroscopic resin layer may be formed by forming the thermoplastic elastomer resin into a film shape.
- molding method of a thermoplastic elastomer resin You may use either a melt molding method or a solution casting method. More specifically, the melt molding method can be classified into an extrusion molding method, a press molding method, an inflation molding method, an injection molding method, a blow molding method, a stretch molding method, and the like.
- Second base material layer As a 2nd base material layer, the arbitrary layers selected from the range demonstrated as a 1st base material layer can be used. Therefore, the material, thickness, physical properties, and manufacturing method of the second base material layer can be the same as those of the first base material layer.
- the second base material layer can exhibit the same effect as that exhibited by the first base material layer in the first gas barrier laminate in the second gas barrier laminate.
- the second inorganic layer is provided on the surface of the second base material layer on the hygroscopic resin layer side.
- the first inorganic layer is provided on the surface opposite to the hygroscopic resin layer of the first base material layer
- the second inorganic layer is opposite to the hygroscopic resin layer of the second base material layer. It is preferable to be provided on the surface.
- the second gas barrier laminate can further include an optional layer in combination with the second base material layer and the second inorganic layer.
- the second gas barrier laminate is an organic layer between the two or more second inorganic layers. May be provided.
- any layer selected from the range described as the first release layer can be used. Therefore, the material, thickness, and manufacturing method of the second release layer can be the same as those of the first release layer.
- the second release layer can exhibit the same effect as that exhibited by the first release layer in the first composite layer in the second composite layer.
- the said storage is normally performed in the state which sealed the composite laminated body.
- any member capable of sealing the composite laminate can be used, and for example, a sealed container, a sealed bag, or the like can be used. If a specific example is given, since the moisture-proof bag formed with the sheet
- Water vapor transmission rate of the member capable of sealing the composite laminate is preferably 0.0003g / m 2 /day ⁇ 0.1g/m 2 / day .
- the hygroscopic resin layer is used in combination with a sealing substrate.
- a sealing base material the film of a multilayer structure provided with the base material layer and the inorganic layer provided on the base material layer can be used.
- the organic EL light emitter can be well sealed by bonding the organic EL light emitter, the hygroscopic resin layer, and the sealing substrate in this order.
- moisture can further enter the organic EL light emitting body. It is good also as a structure to suppress.
- the 2nd gas barrier laminated body provided with the 2nd base material layer and the 2nd inorganic layer, and the 2nd mold release layer formed in one side (surface by the side of the 2nd base material layer) of this 2nd gas barrier laminated body A second composite layer was obtained.
- the water vapor transmission rate of the second composite layer was measured, it was about 3 ⁇ 10 ⁇ 3 g / m 2 / day to 4 ⁇ 10 ⁇ 3 g / m 2 / day.
- thermoplastic resin pellet containing a thermoplastic elastomer having a styrene-isoprene copolymer skeleton was prepared.
- the thermoplastic elastomer was a hydride of a styrene-isoprene block copolymer having an alkoxysilyl group. In this hydride, not only the non-aromatic carbon-carbon unsaturated bond of the styrene-isoprene block copolymer but also the aromatic carbon-carbon unsaturated bond were hydrogenated.
- the amount of the zeolite particles was adjusted so that the concentration of the zeolite particles in the thermoplastic elastomer resin was 5% by weight. And while producing a thermoplastic elastomer resin as mentioned above, this thermoplastic elastomer resin was shape
- the weight change was measured when the hygroscopic resin layer was allowed to stand for 60 minutes after storage for 1 week by the method described above. As a result, the weight change of the hygroscopic resin layer was an increase of 0.2%.
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Physics & Mathematics (AREA)
- Inorganic Chemistry (AREA)
- Laminated Bodies (AREA)
- Electroluminescent Light Sources (AREA)
Abstract
Description
すなわち、本発明は、下記の通りである。
前記第一複合層が、第一離型層と、第一ガスバリア積層体とを、前記樹脂層側からこの順に備え、
前記第一ガスバリア積層体が、第一基材層と、前記第一基材層の少なくとも一方の面に設けられた第一無機層とを備える、複合積層体。
〔2〕 前記第一基材層が、脂環式ポリオレフィン樹脂を含む、〔1〕記載の複合積層体。
〔3〕 前記粒子が、ゼオライト、酸化マグネシウム及び酸化カルシウムからなる群より選択される1種類以上の物質を含む、〔1〕又は〔2〕記載の複合積層体。
〔4〕 前記第一複合層の水蒸気透過率が、40℃90%Rhにおいて、5.0×10-2g/m2/day以下である、〔1〕~〔3〕のいずれか一項に記載の複合積層体。
〔5〕 前記樹脂層が、粘着樹脂又は熱可塑性エラストマー樹脂を含む、〔1〕~〔4〕のいずれか一項に記載の複合積層体。
〔6〕 前記第一無機層が、金属元素を含む材料の層である、〔1〕~〔5〕のいずれか一項に記載の複合積層体。
〔7〕 前記第一無機層が、アルミニウム元素を含む材料の層である、〔1〕~〔6〕のいずれか一項に記載の複合積層体。
〔8〕 前記第一複合層、前記樹脂層、及び、第二複合層を、この順に備え、
前記第二複合層が、第二基材層と、前記第二基材層の少なくとも一方の面に設けられた第二無機層とを備える第二ガスバリア積層体を備える、〔1〕~〔7〕のいずれか一項に記載の複合積層体。
〔9〕 前記第二複合層が、前記樹脂層と前記第二ガスバリア積層体との間に、第二離型層を備える、〔8〕記載の複合積層体。
〔10〕 〔1〕~〔9〕のいずれか一項に記載の複合積層体を、ロール状に巻き取った状態で、密閉して保管する、樹脂層の保管方法。
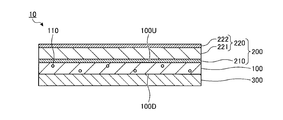
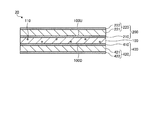
図1~図4は、本発明の一例としての複合積層体10、20、30及び40を、その主面に垂直な平面で切った断面を模式的に示す断面図である。
図1~図4に示す例のように、複合積層体10、20、30及び40は、樹脂層100及び第一複合層200を備える。また、第一複合層200は、第一離型層210と、第一ガスバリア積層体220とを、樹脂層100側からこの順に備える。さらに、第一ガスバリア積層体220は、第一基材層221及び第一無機層222とを備える。そして、前記の樹脂層100は、20℃90%Rhにおいて24時間静置した場合の重量変化率が所定の範囲にある粒子110を含む。以下の説明において、前記の粒子110を、適宜「吸湿性粒子」と呼ぶことがある。また、前記の樹脂層100を、適宜「吸湿性樹脂層」と呼ぶことがある。水を吸湿できる吸湿性粒子110を含むので、吸湿性樹脂層100は、有機EL発光体に設けた場合に水の浸入を効果的に抑制する優れた封止部材として機能できる。
第一複合層は、第一ガスバリア積層体と、第一離型層とを備える。
第一ガスバリア積層体は、第一基材層、及び、前記第一基材層の少なくとも一方の面に設けられた第一無機層を備える。第一無機層は、第一基材層の一方の面のみに設けられていてもよく、第一基材層の両方の面に設けられていてもよい。通常は、第一無機層は第一基材層の面に直接に設けられているので、第一無機層と第一基材層とは接している。但し、第一無機層のクラックの原因となりうる表面の凸部が第一基材層に多い場合等は、オーバーコート層などの有機層を、第一無機層と第一基材層との間に形成していてもよい。よって、第一無機層は、第一基材層の面に、任意の層を介して間接的に設けられていてもよい。
第一基材層は、第一無機層を支持し、第一ガスバリア積層体の強度を維持しうる層である。第一基材層は、2層以上を含む複層構造のフィルム層であってもよいが、通常は、1層のみを含む単層構造のフィルム層である。このような第一基材層は、通常、樹脂を含む樹脂フィルム層である。
脂環式ポリオレフィン樹脂とは、脂環式オレフィン重合体と、必要に応じてその他の任意の成分とを含む樹脂である。
脂環式ポリオレフィン樹脂は、水蒸気透過率が低い。したがって、脂環式ポリオレフィン樹脂を含む第一基材層は、高いガスバリア性を有するので、第一ガスバリア積層体のガスバリア性を高めることができる。
また、第一基材層の湿度膨張率は、30ppm/%Rh以下であることが好ましく、10ppm/%Rh以下であることがより好ましく、1.0ppm/%Rh以下であることが更に好ましい。かかる湿度膨張率は、第一基材層を20mm×5mmの試料片とし、荷重5.0g、窒素流量100cc/分、温度25℃、速度5.0%/分の条件で、30%Rhから80%Rhにわたり湿度を上昇した際の試料片の長さの伸びを測定することにより測定しうる。
さらに、第一基材層に含まれる樹脂のガラス転移温度は、110℃以上であることが好ましく、130℃以上であることがさらに好ましく、160℃以上であることが特に好ましい。第一基材層に含まれる樹脂が高いガラス転移温度を有することにより、高温環境などの熱履歴前後における第一基材層の熱収縮を抑えることができる。
かかる好ましい熱膨張率、湿度膨張率及びガラス転移温度を得ることにより、高温高湿の環境下におけるガスバリア性の低下が抑制された複合積層体を得ることができる。
第一無機層は、無機材料で形成された層である。この第一無機層は、第一ガスバリア積層体の表面及び裏面の一方の面から他方の面への、水分及び酸素等の成分の透過を抑制できる。したがって、第一無機層によって、吸湿性樹脂層へ浸入する水分をバリアできる。
珪素の窒化物としては、例えば、SiNyが挙げられる。ここでyは、第一無機層の透明性及び水蒸気バリア性を両立させる観点から、0.5<y<1.5が好ましい。
珪素の窒化酸化物としては、例えば、SiOpNqが挙げられる。ここで、第一無機層の密着性の向上を重視する場合には、1<p<2.0、0<q<1.0として、第一無機層を酸素リッチの膜とすることが好ましい。また、第一無機層の水蒸気バリア性の向上を重視する場合には、0<p<0.8、0.8<q<1.3として、第一無機層を窒素リッチの膜とすることが好ましい。
第一ガスバリア積層体は、第一基材層及び第一無機層に組み合わせて、更に任意の層を備えうる。例えば、第一基材層の一方の面に2層以上の第一無機層が設けられている場合、第一ガスバリア積層体は、前記の2層以上の第一無機層の間に、有機層を備えていてもよい。
第一離型層は、離型性を有する層である。ここで、離型性とは、剥離し易い性質をいう。よって、第一離型層を備える第一複合層は、第一離型層を備えない場合に比べ、吸湿性樹脂層から剥離し易くなっている。
第一複合層の水蒸気透過率は、温度40℃、湿度90%Rhの環境において、好ましくは5.0×10-2g/m2/day以下、より好ましくは5.0×10-3g/m2/day以下、特に好ましくは5.0×10-4g/m2/day以下である。ここで、前記の単位「g/m2/day」は、1日に第一複合層を透過する水蒸気の単位面積当たりの重量を表す。前記の水蒸気透過率で表されるように優れたガスバリア性を、第一複合層が有することにより、吸湿性樹脂層に含まれる吸湿性粒子の吸湿機能の低下を効果的に抑制できる。水蒸気透過率の下限は、0g/m2/dayであることが望ましいが、それ以上の値であっても、上記上限以下の範囲内であれば、好適に使用しうる。
測定対象としてのフィルムを、適切な大きさに打ち抜いて、サンプルを得る。直径8cmの円形の測定領域を有する差圧式測定装置を用い、40℃90%Rh相当の水蒸気による圧力をサンプルの両側で形成して、水蒸気透過率を測定しうる。
吸湿性樹脂層は、吸湿性粒子を含む樹脂の層であって、通常は、第一複合層に接して設けられている。吸湿性粒子は、吸湿性を有するので、水分を吸湿できる。よって、この吸湿性樹脂層を有機EL発光体に設けることにより、有機EL発光体を適切に封止して、有機EL発光体内の有機成分の水による劣化を効果的に抑制できる。
吸湿性粒子は、20℃90%Rhにおいて24時間静置した場合の重量変化率が所定の範囲に収まる粒子である。重量変化率の具体的な範囲は、通常3%以上、好ましくは10%以上、より好ましくは15%以上である。重量変化率の上限に特段の制限は無いが、好ましくは100%以下である。このように高い吸湿性を有する吸湿性粒子を用いることにより、高いガスバリア性を有する吸湿性樹脂層を実現できる。
重量変化率=(W2-W1)/W1×100 (A1)
吸湿性樹脂層は、吸湿性粒子及び重合体を含む樹脂の層である。吸湿性樹脂層に含まれる樹脂としては、吸湿性粒子及び重合体を含む広範な範囲の樹脂を用いうるが、粘着樹脂及び熱可塑性エラストマー樹脂が好ましい。粘着樹脂及び熱可塑性エラストマー樹脂は、吸湿性粒子の分散が容易である。また、粘着樹脂及び熱可塑性エラストマー樹脂で形成された吸湿性樹脂層は、当該吸湿性樹脂層を用いて有機EL発光体を封止する場合に、発光体にダメージを与える可能性のある紫外線照射等の処理が不要であるので、封止の操作を容易に行うことができる。
粘着樹脂は、粘着性重合体を含む樹脂である。粘着性重合体は、粘着樹脂の粘着性を発現しうる重合体である。このような粘着性重合体は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
市販の可塑剤の例としては、商品名「BENZOFLEX 9-88SG」(イーストマン社製)、商品名「α-メチルスチレン」(三菱化学社製)を挙げることができる。
また、可塑剤は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
市販のシランカップリング剤の例としては、商品名「KBM-803」(信越化学工業社製)を挙げることができる。
シランカップリング剤は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
熱可塑性エラストマー樹脂は、熱可塑性エラストマーを含む樹脂である。熱可塑性エラストマーとは、加硫処理を施さなくても室温でゴム弾性を有する重合体である。ここで室温とは、通常、25℃をいう。熱可塑性エラストマー樹脂は、高温では通常の熱可塑性樹脂と同じく、既存の成形機を使用して成形可能である。よって、熱可塑性エラストマー樹脂は、一般に、残留溶媒を含まないか、含むとしてもその量は少ない。したがって、熱可塑性エラストマー樹脂を含む吸湿性樹脂層は、アウトガスを少なくできるので、高いガスバリア性を達成できる。
また、芳香族ビニル化合物-共役ジエンブロック共重合体の分子量分布(Mw/Mn)は、好ましくは3以下、より好ましくは2以下、特に好ましくは1.5以下である。
前記の重量平均分子量及び分子量分布は、テトラヒドロフラン(THF)を溶媒とするゲル・パーミエーション・クロマトグラフィーによって、ポリスチレン換算の値として測定しうる。
かかる重合体ブロック[A]の一端において、鎖状共役ジエン化合物を含有するモノマー組成物(b1)を重合させて重合体ブロック[B]を形成し、[A]-[B]のジブロックの重合体を得る第二工程と、
かかるジブロックの重合体の、ブロック[B]側の末端において、芳香族ビニル化合物を含有するモノマー組成物(a2)を重合させて、ブロック共重合体を得る第3工程とを有する方法。ただし、モノマー組成物(a1)とモノマー組成物(a2)とは、同一でも異なっていてもよい。
かかる重合体ブロック[A]の一端において、鎖状共役ジエン化合物を含有するモノマー組成物(b1)を重合させて重合体ブロック[B]を形成し、[A]-[B]のジブロックの重合体を得る第二工程と、
かかるジブロックの重合体の、重合体ブロック[B]側の末端同士を、カップリング剤によりカップリングさせて、ブロック共重合体を得る第3工程とを有する方法。
リビングアニオン重合の場合は、重合開始剤として、例えば、n-ブチルリチウム、sec-ブチルリチウム、t-ブチルリチウム、ヘキシルリチウム等のモノ有機リチウム;ジリチオメタン、1,4-ジリチオブタン、1,4-ジリチオ-2-エチルシクロヘキサン等の多官能性有機リチウム化合物;などが使用可能である。また、これらは、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
溶液重合を行う場合、溶媒としては、各工程で得られる重合体が溶解しうる不活性溶媒を用いうる。不活性溶媒としては、例えば、n-ペンタン、イソペンタン、n-ヘキサン、n-ヘプタン、イソオクタン等の脂肪族炭化水素類;シクロペンタン、シクロヘキサン、メチルシクロペンタン、メチルシクロヘキサン、デカリン等の脂環式炭化水素類;ベンゼン、トルエン等の芳香族炭化水素類;などが挙げられる。これらは、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。中でも、溶媒として脂環式炭化水素を用いると、水素化反応にも不活性な溶媒としてそのまま使用でき、芳香族ビニル化合物-共役ジエンブロック共重合体の溶解性が良好であるため、好ましい。溶媒の使用量は、全使用モノマー100重量部に対して、通常200重量部~2000重量部である。
アルコキシシリル基の導入量は、1H-NMRスペクトルにて計測しうる。また、アルコキシシリル基の導入量の計測の際、導入量が少ない場合は、積算回数を増やして計測しうる。
ニッケル、コバルト、チタン又は鉄の化合物としては、例えば、各金属のアセチルアセトナト化合物、カルボン酸塩、シクロペンタジエニル化合物等が挙げられる。
また、有機金属化合物としては、例えば、トリエチルアルミニウム、トリイソブチルアルミニウム等のアルキルアルミニウム、ジエチルアルミニウムクロリド、エチルアルミニウムジクロリド等のハロゲン化アルミニウム、ジイソブチルアルミニウムハイドライド等の水素化アルキルアルミニウムなどの有機アルミニウム化合物;並びに有機リチウム化合物などが挙げられる。
有機金属錯体触媒としては、例えば、ジヒドリド-テトラキス(トリフェニルホスフィン)ルテニウム、ジヒドリド-テトラキス(トリフェニルホスフィン)鉄、ビス(シクロオクタジエン)ニッケル、ビス(シクロペンタジエニル)ニッケル等の遷移金属錯体が挙げられる。
水素化触媒の使用量は、芳香族ビニル化合物-共役ジエンブロック共重合体100重量部に対して、好ましくは0.01重量部以上、より好ましくは0.05重量部以上、特に好ましくは0.1重量部以上であり、好ましくは100重量部以下、より好ましくは50重量部以下、特に好ましくは30重量部以下である。
ベンゾフェノン系紫外線吸収剤としては、例えば、2,4-ジヒドロキシベンゾフェノン、2-ヒドロキシ-4-メトキシベンゾフェノン、2-ヒドロキシ-4-メトキシベンゾフェノン-5-スルホン酸3水和物、2-ヒドロキシ-4-オクチロキシベンゾフェノン、4-ドデカロキシ-2-ヒドロキシベンゾフェノン、4-ベンジルオキシ-2-ヒドロキシベンゾフェノン、2,2’,4,4’-テトラヒドロキシベンゾフェノン、2,2’-ジヒドロキシ-4,4’-ジメトキシベンゾフェノンなどが挙げられる。
リン系酸化防止剤としては、例えば、トリフェニルホスファイト、ジフェニルイソデシルホスファイト、フェニルジイソデシルホスファイト、トリス(ノニルフェニル)ホスファイト、トリス(ジノニルフェニル)ホスファイト、トリス(2,4-ジ-t-ブチルフェニル)ホスファイト、10-(3,5-ジ-t-ブチル-4-ヒドロキシベンジル)-9,10-ジヒドロ-9-オキサ-10-ホスファフェナントレン-10-オキサイドなどのモノホスファイト系化合物;4,4’-ブチリデン-ビス(3-メチル-6-t-ブチルフェニル-ジ-トリデシルホスファイト)、4,4’-イソプロピリデン-ビス(フェニル-ジ-アルキル(C12~C15)ホスファイト)などのジホスファイト系化合物;6-〔3-(3-t-ブチル-4-ヒドロキシ-5-メチルフェニル)プロポキシ〕-2,4,8,10-テトラキス-t-ブチルジベンゾ〔d,f〕〔1.3.2〕ジオキサフォスフェピン、6-〔3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロポキシ〕-2,4,8,10-テトラキス-t-ブチルジベンゾ〔d,f〕〔1.3.2〕ジオキサフォスフェピンなどの化合物を挙げることができる。
吸湿性樹脂層は、吸湿性粒子を含むので、優れたガスバリア性を有する。よって、吸湿性樹脂層の水蒸気透過率は、通常、低い。吸湿性樹脂層の具体的な水蒸気透過率は、1.0×10-1g/m2/day~1.5×10-4g/m2/dayの水蒸気透過率を有する第一複合層と積層した構成での評価で、温度40℃、湿度90%Rhの環境において、好ましくは1.0×10-4g/m2/day以下、より好ましくは1.0×10-5g/m2/day以下である。
吸湿性樹脂層の厚みは、好ましくは3μm以上、より好ましくは5μm以上、特に好ましくは10μm以上であり、好ましくは150μm以下、より好ましくは100μm以下、特に好ましくは50μm以下である。吸湿性樹脂層の厚みが前記範囲の下限値以上であることにより、仮に吸湿性樹脂層に小さい異物が混入しても、その異物により吸湿性樹脂層の厚みが不均一となることを防止できる。また、前記範囲の上限値以下とすることにより、吸湿性樹脂層にクラックが入ることを抑え、さらに封止後の撓みが抑えられて、均一な有機EL発光体が形成でき、また、有機EL発光体の厚みを薄くできる。
吸湿性樹脂層の形成方法は、吸湿性樹脂層の材料に応じて、任意の方法を採用しうる。
例えば、粘着樹脂によって吸湿性樹脂層を形成する場合、溶媒を含む流体状の粘着樹脂を用意し、その流体状の粘着樹脂を適切な支持体上に塗工し、必要に応じて硬化のための操作(乾燥、加熱、紫外線照射など)を行うことにより形成することができる。この際、吸湿性樹脂層は、通常、流体状の粘着樹脂に含まれていた成分を含みうるが、その成分の一部(硬化剤及びシランカップリング剤等)が反応により変化していてもよく、また、その成分の一部(溶媒等)が揮発して消失していてもよい。
第二複合層は、第二ガスバリア積層体を備える。また、第二複合層は、吸湿性樹脂層と第二ガスバリア積層体との間に、第二離型層を備えることが好ましい。
第二ガスバリア積層体は、第二基材層、及び、前記第二基材層の少なくとも一方の面に設けられた第二無機層を備える。第二無機層は、第二基材層の一方の面のみに設けられていてもよく、第二基材層の両方の面に設けられていてもよい。通常は、第二無機層は第二基材層の面に直接に設けられているので、第二無機層と第二基材層とは接している。但し、第二無機層のクラックの原因となりうる表面の凸部が第二基材層に多い場合等は、オーバーコート層などの有機層を、第二無機層と第二基材層との間に形成していてよい。よって、第二無機層は、第二基材層の面に、任意の層を介して間接的に設けられていてもよい。
第二基材層としては、第一基材層として説明した範囲から選択される任意の層を用いうる。したがって、第二基材層の材料、厚み、物性及び製造方法は、第一基材層と同様にしうる。第二基材層は、第一ガスバリア積層体において第一基材層が発揮したのと同様の効果を、第二ガスバリア積層体において発揮できる。
第二無機層としては、第一無機層として説明した範囲から選択される任意の無機層を用いうる。したがって、第二無機層の材料、厚み、物性及び製造方法は、第一無機層と同様にしうる。第二無機層は、第一ガスバリア積層体において第一無機層が発揮したのと同様の効果を、第二ガスバリア積層体において発揮できる。
第二ガスバリア積層体は、第二基材層及び第二無機層に組み合わせて、更に任意の層を備えうる。例えば、第二基材層の一方の面に2層以上の第二無機層が設けられている場合、第二ガスバリア積層体は、前記の2層以上の第二無機層の間に、有機層を備えていてもよい。
第二離型層としては、第一離型層として説明した範囲から選択される任意の層を用いうる。したがって、第二離型層の材料、厚み、及び製造方法は、第一離型層層と同様にしうる。第二離型層層は、第一複合層において第一離型層が発揮したのと同様の効果を、第二複合層において発揮できる。
第二複合層の水蒸気透過率は、温度40℃、湿度90%Rhの環境において、好ましくは5.0×10-2g/m2/day以下、より好ましくは5.0×10-3g/m2/day以下、特に好ましくは5.0×10-4g/m2/day以下である。前記の水蒸気透過率で表されるように優れたガスバリア性を、第二複合層が有することにより、吸湿性樹脂層に含まれる吸湿性粒子の吸湿機能の低下を効果的に抑制できる。水蒸気透過率の下限は、0g/m2/dayであることが望ましいが、それ以上の値であっても、上記上限以下の範囲内であれば、好適に使用しうる。
複合積層体は、上述した第一複合層、吸湿性樹脂層及び第二複合層に組み合わせて、更に任意の構成要素を備えていてもよい。
例えば、複合積層体の一方の面に、ブロッキング防止層、帯電防止層、ハードコート層、導電性付与層、汚染防止層、凹凸構造層などを備えていてもよい。また、導電性付与層は、印刷あるいはエッチングによりパターニングされたものであってもよい。かかる任意の層は、例えば、任意の層の材料を塗工し硬化させる方法;任意の層を貼り付けする方法;により形成しうる。
複合積層体の厚みは、好ましくは25μm以上、より好ましくは40μm以上、特に好ましくは50μm以上であり、好ましくは250μm以下、より好ましくは150μm以下、特に好ましくは100μm以下である。複合積層体の厚みが、前記範囲の下限値以上であることによって、ガスバリア性を高めることができ、前記範囲の上限値以下にすることによって、薄膜化が可能である。
複合積層体は、所望の複合積層体が得られる任意の製造方法によって、製造しうる。例えば、第一複合層、吸湿性樹脂層及び第二複合層をこの順に備える複合積層体は、第一複合層及び第二複合層を用意し、吸湿性樹脂層を介して第一複合層及び第二複合層を貼り合わせることにより、製造しうる。この際、第一複合層及び第二複合層を長尺のフィルム層として用意することにより、複合積層体を、ロール・トゥ・ロールによって高い製造効率で製造することが可能である。
(i)流体状の粘着樹脂を、第一複合層又は第二複合層の表面に塗工し、粘着樹脂を必要に応じて硬化させて、吸湿性樹脂層を形成する工程と、
(ii)第一複合層と第二複合層とを、吸湿性樹脂層を介して、貼り合わせて、複合積層体を得る工程と、
を含む製造方法によって、製造しうる。
(iii)熱可塑性エラストマー樹脂をフィルム状に成形して、吸湿性樹脂層を得る工程と、
(iv)第一複合層、吸湿性樹脂層及び第二複合層を、この順に重ねて、加熱圧着することにより、複合積層体を得る工程と、
を含む製造方法により、製造しうる。
上述した複合積層体を用いることにより、当該複合積層体が備える吸湿性樹脂層を、当該吸湿性樹脂層に含まれる吸湿性粒子の吸湿機能の低下を抑制しながら、保管することが可能である。
上述したように保管された吸湿性樹脂層は、有機EL発光体用の封止部材として用いうる。通常は、第一複合層及び第二複合層を剥離し、吸湿性樹脂層を単独のフィルム部材として、有機EL発光体に貼り合わせることにより、封止を行う。有機EL発光体に浸入しようとする水分を、吸湿性粒子が吸湿できるので、吸湿性樹脂層を用いた封止によって、有機EL発光体の水分による性能劣化を抑制することができる。また、吸湿性樹脂層は、支持フィルム層を備える必要が無い単独のフィルム部材として封止に用いられるので、有機EL発光体を備える装置(発光装置、画像表示装置等)を薄くできる。
また、封止基材だけでなく、有機EL発光体の発光層を形成した基材の外側に、さらに吸湿性樹脂層を形成することにより、有機EL発光体内部への、水分の浸入をさらに抑制する構成としてもよい。
〔水蒸気透過率の測定方法〕
直径8cmの円形の測定領域を有する差圧式測定装置(technolox社製「デルタパーム」)を用い、40℃90%Rh相当の水蒸気による圧力をサンプルの両側で形成して、水蒸気透過率を測定した。
各実施例及び比較例で製造された複合積層体を、常湿環境下で、1週間程度保管した。ここで、常湿環境とは、温度20℃~25℃、湿度50%Rh~60%Rhの環境をいう。その後、第一複合層及び第二複合層を剥がして、吸湿性樹脂層を取り出した。取り出した吸湿性樹脂層を、23℃55%の環境下に60分放置して、重量変化を測定した。重量の増加量が大きいほど、吸湿性樹脂層に含まれる吸湿性粒子が、高い吸湿機能を有することを示す。
第一基材層としてのPETフィルムと、このPETフィルムの片面に設けられた第一離型層とを備える離型PETフィルム(東山フィルム社製「HY-US20」)を用意した。第一離型層が設けられていない側の離型PETフィルムの面に、スパッタ装置を用いて、アルミニウムをスパッタリングして、厚み400nmの第一無機層を形成した。これにより、第一基材層及び第一無機層を備える第一ガスバリア積層体、並びに、この第一ガスバリア積層体の片面(第一基材層側の面)に形成された第一離型層を備える、第一複合層を得た。
この第一複合層の水蒸気透過率を測定したところ、水蒸気透過率は3×10-3g/m2/day~4×10-3g/m2/day程度であった。
第二基材層としてのPETフィルムと、このPETフィルムの片面に設けられた第二離型層とを備える離型PETフィルム(東山フィルム社製「HY-S10」)を用意した。第二離型層が設けられていない側の離型PETフィルムの面に、スパッタ装置を用いて、アルミニウムをスパッタリングして、厚み400nmの第二無機層を形成した。これにより、第二基材層及び第二無機層を備える第二ガスバリア積層体、並びに、この第二ガスバリア積層体の片面(第二基材層側の面)に形成された第二離型層とを備える、第二複合層を得た。
この第二複合層の水蒸気透過率を測定したところ、3×10-3g/m2/day~4×10-3g/m2/day程度であった。
その直後に、第二複合層の第二離型層と、前記の吸湿性樹脂層とを貼り合わせた。これにより、第一無機層/第一基材層/第一離型層/吸湿性樹脂層/第二離型層/第二基材層/第二無機層の層構造を有する、複合積層体を得た。
この複合積層体を用いて、上述した方法により、1週間保管後に吸湿性樹脂層を60分放置したときの重量変化を測定した。その結果、吸湿性樹脂層の重量変化は、0.18%の増加であった。
第一基材層上に第一無機層を設けなかったこと、及び、第二基材層上に第二無機層を設けなかったこと以外は、実施例1と同様にして、第一基材層/第一離型層/吸湿性樹脂層/第二離型層/第二基材層の層構造を有する複合積層体の製造を行った。
この複合積層体を用いて、上述した方法により、1週間保管後に吸湿性樹脂層を60分放置したときの重量変化を測定した。その結果、吸湿性樹脂層の重量変化は、ほとんど認められなかった。
基材層として、脂環式ポリオレフィン樹脂からなるフィルム(日本ゼオン社製「ゼオノアフィルムZF14」;厚み50μm)を用意した。また、離型層形成用の塗工液として、硬化型シリコーン樹脂(信越シリコーン社製「KS-847(H)」)20部、及び、触媒(信越化学製「PL-50T」)0.3部を含むシリコーン樹脂塗工液を用意した。
基材層の片面に、前記の塗工液を塗工した後、120℃のオーブンで加熱することによって乾燥処理及び硬化処理を行って、離型層を形成した。この離型層の単位面積当たりの量は、0.1g/m2であった。
この複合層の水蒸気透過率を測定したところ、水蒸気透過率は3×10-3g/m2/day~4×10-3g/m2/day程度であった。
その直後に、吸湿性樹脂層を、2枚の前記複合層で挟み込むようにして貼り合わせて、無機層/基材層/離型層/吸湿性樹脂層/離型層/基材層/無機層の層構造を有する、複合積層体を得た。
この複合積層体を用いて、上述した方法により、1週間保管後に吸湿性樹脂層を60分放置したときの重量変化を測定した。その結果、吸湿性樹脂層の重量変化は、0.2%の増加であった。
基材層上に無機層を設けなかったこと以外は、実施例2と同様にして、基材層/離型層/吸湿性樹脂層/離型層/基材層の層構造を有する複合積層体の製造を行った。
この複合積層体を用いて、上述した方法により、1週間保管後に吸湿性樹脂層を60分放置したときの重量変化を測定した。その結果、吸湿性樹脂層の重量変化は、ほとんど認められなかった。
吸湿性粒子として、ゼオライト粒子の代わりに酸化マグネシウム粒子(平均分散粒子径45nm;20℃90%Rhにおいて24時間静置した場合の重量変化率は20%)10部を用いたこと以外は、実施例1と同様にして、第一無機層/第一基材層/第一離型層/吸湿性樹脂層/第二離型層/第二基材層/第二無機層の層構造を有する、複合積層体を得た。
この複合積層体を用いて、上述した方法により、1週間保管後に吸湿性樹脂層を60分放置したときの重量変化を測定した。その結果、吸湿性樹脂層の重量変化は、0.2%の増加であった。
前記の実施例及び比較例の結果を、下記の表1にまとめた。

表1から分かるように、比較例に係る複合積層体の吸湿性樹脂層に含まれる吸湿性粒子は、複合積層体を1週間保管した後に、吸湿機能が失われていた。これに対し、実施例に係る複合積層体の吸湿性樹脂層に含まれる吸湿性粒子は、複合積層体を1週間保管した後においても、高い吸湿機能を発揮できた。以上の結果から、本発明の複合積層体を用いれば、吸湿性粒子の吸湿機能の低下を抑制しながら吸湿性樹脂層を保管できることが確認された。
特に、実施例2では、優れた結果が得られている。実施例2で用いた熱可塑性エラストマーは、その分子構造上、当該熱可塑性エラストマー自体の吸湿が少ない。また、実施例2のような熱可塑性エラストマーを含む樹脂は、メチルエチルケトン等の水分を含み易い溶媒が残留し難い。実施例2では、このような理由により、吸湿性粒子の吸湿機能の低下を特に効果的に抑制できた、と本発明者は考える。
100 吸湿性樹脂層
110 吸湿性粒子
200 第一複合層
210 第一離型層
220 第一ガスバリア積層体
221 第一基材層
222 第一無機層
300 剥離可能なフィルム層
400 第二複合層
410 第二離型層
420 第二ガスバリア積層体
421 第二基材層
422 第二無機層
Claims (10)
- 20℃90%Rhにおいて24時間静置した場合の重量変化率が3%以上である粒子を含む樹脂層と、第一複合層を備え、
前記第一複合層が、第一離型層と、第一ガスバリア積層体とを、前記樹脂層側からこの順に備え、
前記第一ガスバリア積層体が、第一基材層と、前記第一基材層の少なくとも一方の面に設けられた第一無機層とを備える、複合積層体。 - 前記第一基材層が、脂環式ポリオレフィン樹脂を含む、請求項1記載の複合積層体。
- 前記粒子が、ゼオライト、酸化マグネシウム及び酸化カルシウムからなる群より選択される1種類以上の物質を含む、請求項1又は2記載の複合積層体。
- 前記第一複合層の水蒸気透過率が、40℃90%Rhにおいて、5.0×10-2g/m2/day以下である、請求項1~3のいずれか一項に記載の複合積層体。
- 前記樹脂層が、粘着樹脂又は熱可塑性エラストマー樹脂を含む、請求項1~4のいずれか一項に記載の複合積層体。
- 前記第一無機層が、金属元素を含む材料の層である、請求項1~5のいずれか一項に記載の複合積層体。
- 前記第一無機層が、アルミニウム元素を含む材料の層である、請求項1~6のいずれか一項に記載の複合積層体。
- 前記第一複合層、前記樹脂層、及び、第二複合層を、この順に備え、
前記第二複合層が、第二基材層と、前記第二基材層の少なくとも一方の面に設けられた第二無機層とを備える第二ガスバリア積層体を備える、請求項1~7のいずれか一項に記載の複合積層体。 - 前記第二複合層が、前記樹脂層と前記第二ガスバリア積層体との間に、第二離型層を備える、請求項8記載の複合積層体。
- 請求項1~9のいずれか一項に記載の複合積層体を、ロール状に巻き取った状態で、密閉して保管する、樹脂層の保管方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020187017616A KR20180098555A (ko) | 2015-12-25 | 2016-12-22 | 복합 적층체, 및 수지층의 보관 방법 |
| CN201680075201.5A CN108521767A (zh) | 2015-12-25 | 2016-12-22 | 复合层叠体、以及树脂层的保管方法 |
| US16/064,605 US20190006623A1 (en) | 2015-12-25 | 2016-12-22 | Composite laminate and method for storing resin layer |
| JP2017558315A JPWO2017111138A1 (ja) | 2015-12-25 | 2016-12-22 | 複合積層体、及び、樹脂層の保管方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015253065 | 2015-12-25 | ||
| JP2015-253065 | 2015-12-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017111138A1 true WO2017111138A1 (ja) | 2017-06-29 |
Family
ID=59090697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/088581 Ceased WO2017111138A1 (ja) | 2015-12-25 | 2016-12-22 | 複合積層体、及び、樹脂層の保管方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20190006623A1 (ja) |
| JP (1) | JPWO2017111138A1 (ja) |
| KR (1) | KR20180098555A (ja) |
| CN (1) | CN108521767A (ja) |
| WO (1) | WO2017111138A1 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018092672A1 (ja) * | 2016-11-18 | 2018-05-24 | 東洋製罐グループホールディングス株式会社 | 水分吸収用積層保護フィルム |
| CN109860413A (zh) * | 2018-11-21 | 2019-06-07 | 信利半导体有限公司 | 柔性显示面板、装置及柔性显示面板的制备方法 |
| WO2019151079A1 (ja) * | 2018-01-31 | 2019-08-08 | 日本ゼオン株式会社 | 樹脂フィルム及び有機エレクトロルミネッセンス装置 |
| WO2019151142A1 (ja) * | 2018-01-31 | 2019-08-08 | 日本ゼオン株式会社 | 樹脂組成物、樹脂フィルム及び有機エレクトロルミネッセンス装置 |
| WO2019190285A1 (ko) * | 2018-03-30 | 2019-10-03 | 주식회사 엘지화학 | 플렉시블 이차전지용 패키징 및 그를 포함하는 플렉시블 이차전지 |
| WO2019220896A1 (ja) * | 2018-05-18 | 2019-11-21 | 日本ゼオン株式会社 | 印刷用樹脂溶液及びデバイス構造体の製造方法 |
| WO2023026648A1 (ja) * | 2021-08-23 | 2023-03-02 | 東洋製罐グループホールディングス株式会社 | ガスバリア性多層フィルム |
| KR20250054777A (ko) | 2022-08-22 | 2025-04-23 | 니폰 제온 가부시키가이샤 | 적층체, 및 복합 적층체 |
| US12359078B2 (en) | 2019-06-14 | 2025-07-15 | Zeon Corporation | Resin solution for printing |
| KR102954909B1 (ko) | 2019-06-14 | 2026-04-17 | 니폰 제온 가부시키가이샤 | 인쇄용 수지 용액 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1019501A5 (nl) | 2010-05-10 | 2012-08-07 | Flooring Ind Ltd Sarl | Vloerpaneel en werkwijze voor het vervaardigen van vloerpanelen. |
| EP3418706B1 (en) * | 2016-02-15 | 2024-06-19 | Kyocera Corporation | Pressure sensor |
| JP6907032B2 (ja) * | 2017-06-06 | 2021-07-21 | 株式会社ジャパンディスプレイ | 表示装置及びその製造方法 |
| CN110387195A (zh) * | 2019-07-16 | 2019-10-29 | 广东东溢新材料科技有限公司 | 一种阻隔复合膜及其制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006007565A (ja) * | 2004-06-25 | 2006-01-12 | Toppan Printing Co Ltd | ガスバリア性透明積層体 |
| JP2011143691A (ja) * | 2010-01-18 | 2011-07-28 | Dainippon Printing Co Ltd | 吸湿性積層体 |
| JP2011143690A (ja) * | 2010-01-18 | 2011-07-28 | Dainippon Printing Co Ltd | 吸湿性積層体 |
| JP2011161777A (ja) * | 2010-02-09 | 2011-08-25 | Dainippon Printing Co Ltd | 防湿性積層体 |
| WO2014054592A1 (ja) * | 2012-10-04 | 2014-04-10 | 旭硝子株式会社 | 粘着層付き透明面材、その製造方法および表示装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005327687A (ja) | 2004-05-17 | 2005-11-24 | Nippon Zeon Co Ltd | エレクトロルミネッセンス素子、並びにこれを用いた照明装置および表示装置 |
| JP5350642B2 (ja) | 2008-02-12 | 2013-11-27 | グンゼ株式会社 | ガスバリア層付フィルム |
-
2016
- 2016-12-22 WO PCT/JP2016/088581 patent/WO2017111138A1/ja not_active Ceased
- 2016-12-22 CN CN201680075201.5A patent/CN108521767A/zh active Pending
- 2016-12-22 JP JP2017558315A patent/JPWO2017111138A1/ja active Pending
- 2016-12-22 US US16/064,605 patent/US20190006623A1/en not_active Abandoned
- 2016-12-22 KR KR1020187017616A patent/KR20180098555A/ko not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006007565A (ja) * | 2004-06-25 | 2006-01-12 | Toppan Printing Co Ltd | ガスバリア性透明積層体 |
| JP2011143691A (ja) * | 2010-01-18 | 2011-07-28 | Dainippon Printing Co Ltd | 吸湿性積層体 |
| JP2011143690A (ja) * | 2010-01-18 | 2011-07-28 | Dainippon Printing Co Ltd | 吸湿性積層体 |
| JP2011161777A (ja) * | 2010-02-09 | 2011-08-25 | Dainippon Printing Co Ltd | 防湿性積層体 |
| WO2014054592A1 (ja) * | 2012-10-04 | 2014-04-10 | 旭硝子株式会社 | 粘着層付き透明面材、その製造方法および表示装置 |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018092672A1 (ja) * | 2016-11-18 | 2018-05-24 | 東洋製罐グループホールディングス株式会社 | 水分吸収用積層保護フィルム |
| JP6365804B1 (ja) * | 2016-11-18 | 2018-08-01 | 東洋製罐グループホールディングス株式会社 | 水分吸収用積層保護フィルム |
| KR20200115496A (ko) | 2018-01-31 | 2020-10-07 | 니폰 제온 가부시키가이샤 | 수지 조성물, 수지 필름 및 유기 일렉트로루미네센스 장치 |
| KR20200115492A (ko) | 2018-01-31 | 2020-10-07 | 니폰 제온 가부시키가이샤 | 수지 필름 및 유기 일렉트로루미네센스 장치 |
| WO2019151142A1 (ja) * | 2018-01-31 | 2019-08-08 | 日本ゼオン株式会社 | 樹脂組成物、樹脂フィルム及び有機エレクトロルミネッセンス装置 |
| JP7264067B2 (ja) | 2018-01-31 | 2023-04-25 | 日本ゼオン株式会社 | 樹脂組成物、樹脂フィルム及び有機エレクトロルミネッセンス装置 |
| US11976201B2 (en) | 2018-01-31 | 2024-05-07 | Zeon Corporation | Resin film and organic electroluminescent device |
| CN111615536A (zh) * | 2018-01-31 | 2020-09-01 | 日本瑞翁株式会社 | 树脂组合物、树脂膜及有机电致发光装置 |
| JP7238800B2 (ja) | 2018-01-31 | 2023-03-14 | 日本ゼオン株式会社 | 樹脂フィルム及び有機エレクトロルミネッセンス装置 |
| WO2019151079A1 (ja) * | 2018-01-31 | 2019-08-08 | 日本ゼオン株式会社 | 樹脂フィルム及び有機エレクトロルミネッセンス装置 |
| US11970606B2 (en) | 2018-01-31 | 2024-04-30 | Zeon Corporation | Resin composition, resin film and organic electroluminescent device |
| JPWO2019151079A1 (ja) * | 2018-01-31 | 2021-01-28 | 日本ゼオン株式会社 | 樹脂フィルム及び有機エレクトロルミネッセンス装置 |
| KR102641397B1 (ko) * | 2018-01-31 | 2024-02-27 | 니폰 제온 가부시키가이샤 | 수지 조성물, 수지 필름 및 유기 일렉트로루미네센스 장치 |
| JPWO2019151142A1 (ja) * | 2018-01-31 | 2021-02-12 | 日本ゼオン株式会社 | 樹脂組成物、樹脂フィルム及び有機エレクトロルミネッセンス装置 |
| US10964924B2 (en) | 2018-03-30 | 2021-03-30 | Lg Chem, Ltd. | Packaging for flexible secondary battery and flexible secondary battery comprising the same |
| WO2019190285A1 (ko) * | 2018-03-30 | 2019-10-03 | 주식회사 엘지화학 | 플렉시블 이차전지용 패키징 및 그를 포함하는 플렉시블 이차전지 |
| WO2019220896A1 (ja) * | 2018-05-18 | 2019-11-21 | 日本ゼオン株式会社 | 印刷用樹脂溶液及びデバイス構造体の製造方法 |
| KR20210013034A (ko) | 2018-05-18 | 2021-02-03 | 니폰 제온 가부시키가이샤 | 인쇄용 수지 용액 및 디바이스 구조체의 제조 방법 |
| CN112088579A (zh) * | 2018-05-18 | 2020-12-15 | 日本瑞翁株式会社 | 印刷用树脂溶液和器件结构体的制造方法 |
| CN109860413A (zh) * | 2018-11-21 | 2019-06-07 | 信利半导体有限公司 | 柔性显示面板、装置及柔性显示面板的制备方法 |
| US12359078B2 (en) | 2019-06-14 | 2025-07-15 | Zeon Corporation | Resin solution for printing |
| KR102954909B1 (ko) | 2019-06-14 | 2026-04-17 | 니폰 제온 가부시키가이샤 | 인쇄용 수지 용액 |
| JP2023030650A (ja) * | 2021-08-23 | 2023-03-08 | 東洋製罐グループホールディングス株式会社 | ガスバリア性多層フィルム |
| WO2023026648A1 (ja) * | 2021-08-23 | 2023-03-02 | 東洋製罐グループホールディングス株式会社 | ガスバリア性多層フィルム |
| JP7823331B2 (ja) | 2021-08-23 | 2026-03-04 | 東洋製罐グループホールディングス株式会社 | ガスバリア性多層フィルム |
| KR20250054777A (ko) | 2022-08-22 | 2025-04-23 | 니폰 제온 가부시키가이샤 | 적층체, 및 복합 적층체 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108521767A (zh) | 2018-09-11 |
| KR20180098555A (ko) | 2018-09-04 |
| JPWO2017111138A1 (ja) | 2018-10-11 |
| US20190006623A1 (en) | 2019-01-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017111138A1 (ja) | 複合積層体、及び、樹脂層の保管方法 | |
| US10374190B2 (en) | Sealing film, organic electroluminescent display, and organic semiconductor device | |
| EP2930210B1 (en) | Resin composition for sealing organic electronics devices and organic electronics device | |
| JP6086123B2 (ja) | 複合ガスバリア積層体及びその製造方法、並びに複合電極 | |
| JP6443348B2 (ja) | 複合ガスバリア積層体及びその製造方法 | |
| KR102579772B1 (ko) | 봉지재, 봉지재의 제조 방법 및 발광 장치의 제조 방법 | |
| CN107428137A (zh) | 光学膜 | |
| JP2013132755A (ja) | 多層シート及びその利用 | |
| WO2018003715A1 (ja) | 偏光板保護フィルム、偏光板及び表示装置 | |
| WO2019044108A1 (ja) | 積層体およびその製造方法 | |
| JP6638350B2 (ja) | 複合ガスバリア積層体及び有機エレクトロルミネッセンス発光体 | |
| WO2019131457A1 (ja) | 偏光板保護フィルム、偏光板及び表示装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16879024 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017558315 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20187017616 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16879024 Country of ref document: EP Kind code of ref document: A1 |