WO2017145201A1 - 塗装めっき金属板 - Google Patents
塗装めっき金属板 Download PDFInfo
- Publication number
- WO2017145201A1 WO2017145201A1 PCT/JP2016/001510 JP2016001510W WO2017145201A1 WO 2017145201 A1 WO2017145201 A1 WO 2017145201A1 JP 2016001510 W JP2016001510 W JP 2016001510W WO 2017145201 A1 WO2017145201 A1 WO 2017145201A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- coating
- inorganic
- plated steel
- plated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
Definitions
- the present invention relates to a coated plated metal plate.
- the surface of the plated layer is generally cleaned and activated by applying a degreasing process such as alkaline degreasing and pickling immediately before coating. Then, the repelling of the subsequent coating solution, for example, the chemical conversion solution is suppressed.
- a degreasing process such as alkaline degreasing and pickling immediately before coating.
- an inorganic chemical conversion treatment film is produced by applying an inorganic chemical conversion treatment liquid to the adsorption layer
- the organic part of the organic inhibitor in the adsorption layer may be oriented on the surface of the adsorption layer.
- the wettability of the above-mentioned treatment liquid before painting of the coated metal plate becomes insufficient, and a uniform chemical conversion treatment film is not produced. For this reason, the adhesion between the plated metal plate and the undercoat film is partially It may be insufficient.
- polar groups hydroxyl groups, amino groups, etc.
- the said polar group which contributes may reduce, and there exists a possibility that the adhesiveness between a chemical conversion treatment film and an under_coat_film may fall.
- the present invention provides, as one means for solving the above problems, a metal plate and a plated metal plate having a plated layer disposed on the surface thereof, and an inorganic acid amine salt disposed on the surface of the plated layer.
- a coated metal sheet having an inorganic coating, an undercoat coating containing a rust preventive pigment, and an overcoat coating disposed on the undercoat.
- the present invention it is possible to provide a coated plated metal plate manufactured as a coated plated metal plate having sufficient coating adhesion without degreasing even if the plated metal plate is stored before painting. it can.
- the coated plated metal plate according to one embodiment of the present invention has a plated metal plate, an inorganic film, an undercoat film, and an overcoat film, which are overlapped in this order.
- the plated metal plate has a metal plate and a plating layer disposed on the surface thereof.
- the metal plate can be appropriately determined according to the application of the coated metal plate, and examples thereof include steel plates such as cold rolled steel plates and stainless steel plates, aluminum plates, aluminum alloy plates, and copper plates.
- Examples of the stainless steel plate include austenitic, martensitic, ferrite, and ferrite / martensite two-phase stainless steel plates. Especially, it is preferable from a viewpoint of intensity
- the plating metal of the plating layer can be appropriately determined according to the use of the coated plating metal plate as in the case of the metal plate. Examples thereof include zinc (Zn), aluminum (Al), and Zn—Al alloy. And Zn—Al—magnesium (Mg) alloys. Among these, the plating metal of the plating layer is preferably an Al—Zn alloy from the viewpoint of corrosion resistance and appearance.
- the thickness of the metal plate and the adhesion amount of the plating layer can also be appropriately determined according to the application of the coated metal plate.
- the thickness of the metal plate is 0.2-2. It may be 0 mm, and the plating adhesion amount may be 20 to 200 g / m 2 on one side.
- the plated metal plate is preferably a hot dipped metal plate from the viewpoint of corrosion resistance.
- the hot dip plated metal plate can be manufactured by a known method. For example, an average cooling rate of 10 ° C./second is applied to a metal plate (metal strip) pulled up from a hot dip metal plating bath (bath temperature of 640 ° C. or higher). After cooling to 400 ° C. as described above, it is obtained by heating at 350 to 500 ° C. for 30 minutes or longer (see, for example, JP-A No. 2000-256816).
- the inorganic film is a layer containing an inorganic acid amine salt.
- the inorganic film is disposed on the surface of the plating layer. That is, the said inorganic membrane
- the inorganic acid amine salt may be one kind or more.
- examples of inorganic acid amine salts include triethanolamine phosphate, hydroxylamine phosphate and zinc nitrite nitrite.
- the adhesion amount of the inorganic acid amine salt in the inorganic film can be expressed in terms of an anion derived from an inorganic acid or an atom specific thereto.
- the adhesion amount is preferably 0.1 mg / m 2 or more, and preferably 0.25 mg / m 2 or more from the viewpoint of allowing the chemical conversion coating to adhere with good adhesion and improving coating film adhesion and corrosion resistance. More preferred.
- coat will crack or cohesive failure will occur and the coating-film adhesiveness of an inorganic membrane
- the adhesion amount is preferably 50 mg / m 2 or less, more preferably 25 mg / m 2 or less, and 10 mg / m 2 or less. More preferably. From the above viewpoint, the adhesion amount is particularly preferably 0.3 to 2.0 mg / m 2 .
- the amount of adhesion is determined by measuring the depth at which atoms derived from inorganic acids and nitrogen (N) are present using, for example, a high-frequency glow discharge emission surface analyzer (GDS) or an X-ray photoelectron spectrometer (ESCA). It is possible.
- GDS glow discharge emission surface analyzer
- ESA X-ray photoelectron spectrometer
- the above-mentioned undercoat coating film is a coating film containing a rust preventive pigment.
- the undercoat film is disposed on the inorganic film, that is, on the surface of the inorganic film, or when there is another layer between the inorganic film and the undercoat film, on the surface of the other layer. .
- the above-mentioned undercoat coating film has a resin layer constituting the coating film and a rust preventive pigment dispersed therein.
- the material of the undercoat coating film can be appropriately determined within the range having the above-described configuration.
- the resin examples include polyester, epoxy resin, and acrylic resin.
- the number average molecular weight of the resin is preferably 2000 to 30000 from the viewpoint of productivity.
- the rust preventive pigment may be one kind or more.
- Examples thereof include zinc phosphate, zinc phosphite, zinc magnesium phosphate, magnesium phosphate, magnesium phosphite, silica, calcium ion exchange silica, phosphoric acid.
- Zirconium, aluminum dihydrogen triphosphate, zinc oxide, zinc phosphomolybdate, barium metaborate and strontium chromate are included.
- the content of the rust preventive pigment in the undercoat coating film can be appropriately determined within a range in which the rust preventive effect by the rust preventive pigment can be obtained. It is preferably 15 to 45 parts by mass.
- the undercoat coating film may further contain other materials than the resin and the rust preventive pigment as long as the effects of the present embodiment are exhibited.
- examples of such other materials include colored pigments and extender pigments.
- the coloring pigment include titanium oxide, carbon black, chromium oxide, iron oxide, bengara, titanium yellow, cobalt blue, cobalt green, aniline black, and phthalocyanine blue.
- the extender pigment include barium sulfate, titanium oxide, silica, and calcium carbonate.
- the thickness of the undercoat film is preferably 1 to 10 ⁇ m from the viewpoints of corrosion resistance, appearance, workability, cost effectiveness, and the like.
- the top coat film is disposed on the undercoat film, that is, on the surface of the undercoat film or on the surface of the other layer in the case of having another layer between the undercoat film and the top coat film.
- a top coat film can be comprised by the resin-made layers which comprise the said coating film.
- the above resin can be appropriately determined according to the use of the coated metal plate.
- examples thereof include acrylic resin, polyester, fluorine resin, acrylic-styrene resin, styrene resin, silicone resin, epoxy resin, phenol resin, Urea resins, melamine resins or benzoguanamine resins, resins obtained by urethane modification, silicone modification or epoxy modification of these resins, and resin compositions obtained by mixing two or more of these resins are included.
- the above-mentioned top coat film may further contain a material other than the above resin as long as the effects of the present embodiment are exhibited.
- a material other than the above resin examples include curing agents, coloring pigments and extender pigments.
- the curing agent is a component that binds to the resin and crosslinks between resin molecules.
- curing agent can be suitably selected according to the kind of said resin, the baking conditions of top coat film, etc.
- the curing agent include melamine compounds and isocyanate compounds.
- the melamine compound include an imino group type, a methylol imino group type, a methylol group type or a fully alkyl group type melamine compound.
- the above-mentioned color pigment can be appropriately selected mainly from the viewpoint of the design properties of the coated plated metal plate.
- the color pigment include inorganic pigments, composite oxide fired pigments, metallic pigments, and organic pigments.
- examples of the inorganic pigment include titanium oxide, calcium carbonate, carbon black, iron black, titanium yellow, bengara, bitumen, cobalt blue, cerulean blue, ultramarine blue, cobalt green and molybdenum red.
- the composite oxide fired pigment is an oxide obtained by firing a metal component.
- the metal component include CoAl, CoCrAl, CoCrZnMgAl, CoNiZnTi, CoCrZnTi, NiSbTi, CrSbTi, FeCrZnNi, MnSbTi, FeCr, FeCrNi, FeNi, FeCrNiMn, CoCr, Mn, Co, and SnZnTi.
- Examples of the metallic pigment include Al, resin coating Al and Ni.
- organic pigment examples include Resol Red B, Brilliant Scarlet G, Pigment Scarlet 3B, Brilliant Carmine 6B, Lake Red C, Lake Red D, Permanent Red 4R, Bordeaux 10B, Fast Yellow G, Fast Yellow 10G, Para Red, Watching Red, benzidine yellow, benzidine orange, bon maroon L, bon maroon M, brilliant fast scarlet, vermilion red, phthalocyanine blow, phthalocyanine green, fast sky blue and aniline black are included.
- extender pigment examples are the same as those of the undercoat film.
- the extender pigment in the top coat may be the same as or different from that of the undercoat.
- the thickness of the top coat is too thin, the desired design properties may not be obtained. If it is too thick, the appearance and workability may be impaired.
- the thickness is preferably 5 to 30 ⁇ m from the viewpoint of the appearance and workability of the coated metal plate.
- the painted metal sheet may further include other layers such as other films and coatings as long as the effects of the present embodiment are exhibited.
- the other layers include a chemical conversion film and an intermediate coating film.
- the chemical conversion treatment film is disposed on the surface of the inorganic film from the viewpoint of improving the adhesion and corrosion resistance of the coated metal sheet. That is, the chemical conversion treatment film is disposed between the inorganic film and the undercoat film.
- the chemical conversion coating is a layer containing an active ingredient that contributes to the improvement of the coating adhesion or corrosion resistance.
- the chemical conversion treatment film may be a chromate film containing hexavalent chromium as the active ingredient, or may be a chromate-free film containing no hexavalent chromium.
- As the chemical conversion treatment film a known film can be adopted as a chemical conversion treatment film on a coated metal plate.
- the adhesion amount of the chromate film may be, for example, 5 to 100 mg / m 2 in terms of chromium (Cr).
- the chromate-free film examples include a Ti—Mo composite film, a fluoroacid-based film, and a phosphate film.
- the adhesion amount of the Ti—Mo composite film may be, for example, a total adhesion amount in terms of Ti and Mo of 10 to 500 mg / m 2 .
- the adhesion amount of the fluoroacid-based film may be 3 to 100 mg / m 2 , for example, in terms of fluorine (F) or in terms of all metal elements.
- the adhesion amount of the phosphate film may be, for example, 0.1 to 5 g / m 2 in terms of P.
- the intermediate coating film for example, in order to enhance the design properties of the coating plating metal plan by an additive or synergistic effect on the appearance with the top coating film, that is, the surface of the undercoating film, that is, the undercoating film and the above It arrange
- the intermediate coating film can be composed of a resin layer and may further contain other components depending on the desired effect.
- the resin and the other components can be appropriately determined from the various materials described in the above-described undercoat and topcoat depending on the application of the coated metal sheet.
- the thickness of the intermediate coating film is preferably 5 to 40 ⁇ m.
- the painted metal sheet can be produced by a known method of painted metal sheet except that the inorganic film is formed on the plated layer of the plated metal sheet.
- the chemical conversion treatment film can be produced by applying and drying a chemical conversion treatment solution that is a mixed solution of the active ingredient and water.
- the undercoat film, the intermediate coat film and the topcoat film can all be prepared by applying and baking the paint for a paint film further containing the material of the paint film and, if necessary, a solvent. it can.
- the chemical conversion treatment liquid can be performed by a known method, and examples thereof include a roll coating method, a spin coating method, and a spray method.
- the drying temperature and drying time of the plated metal plate after coating can be determined as appropriate within the range in which the attached moisture can be evaporated.
- the drying temperature is 60 to 60 ° C. at the ultimate plate temperature. It is preferably 150 ° C., and the drying time is preferably 2 to 10 seconds.
- the coating film coating can be applied by a known method, examples of which include a roll coating method, a roller curtain coating method, a curtain flow method, and a spray method.
- the temperature at which the paint is baked can be appropriately determined according to the type of resin. For example, the ultimate plate temperature is 200 to 260 ° C., and the baking time (the time when the ultimate plate temperature is reached) is 20. ⁇ 100 seconds.
- the inorganic coating can be produced by applying and drying an aqueous solution of the inorganic acid amine salt (hereinafter also referred to as “inorganic treatment liquid”). That is, the said inorganic membrane
- Such an inorganic film for example, heats the coating apparatus for the inorganic treatment liquid and the plated metal plate at a position upstream of the take-out device (winding device if steel strip) in the production line for the plated metal plate. It can produce with the manufacturing apparatus of the plating metal plate which has a heating apparatus.
- FIG. 1 is a diagram schematically illustrating an exemplary configuration of a plating metal plate manufacturing apparatus
- FIG. 2 is a schematic diagram illustrating an exemplary configuration of a coating plated metal plate manufacturing apparatus.
- the arrows in the figure indicate the extending (advancing) direction of the steel strip.
- the plating metal plate manufacturing apparatus includes a heating device 10, a plating bath 20, a water cooling device 25, an inorganic film manufacturing device 30, and a steel strip conveying device as shown in FIG.
- the steel strip corresponds to the metal plate.
- the heating device 10 is a device for heating and annealing a steel strip, for example, a known heating device used for heating a steel strip.
- the plating bath 20 contains the molten metal of the plating layer material.
- the water cooling device 25 is a device for obtaining a hot dipped metal plate by bringing the metal plate on which the plating layer is formed (when the temperature of the plating layer is lowered to the melting point of the plating metal) into contact with cooling water.
- the inorganic film manufacturing apparatus 30 wipes the coating apparatus 31 for applying the inorganic treatment liquid onto the surface of the plated layer of the plated steel strip (plated steel strip) and the excess inorganic treatment liquid attached to the plating layer.
- the coating device 31 is a spray for spraying, for example, an inorganic treatment liquid onto the plating layer.
- the wiping device 32 is, for example, a wiping roller that absorbs water and rotates in contact with the surface of a plated steel strip.
- the drying device 33 is a known heating device used for evaporation of moisture on the plating layer.
- the steel strip conveying device is composed of a plurality of rotatable rollers R that are pivotally supported on a predetermined path in a state where the steel strip and the plated steel strip are stretched.
- the steel strip extends from the steel strip coil 100 while being supported by the roller R, and reaches the heating device 10.
- the heating device 10 heats a part of the steel strip in the heating device 10 so as to reach a desired temperature for a desired time.
- the steel strip is annealed, and the strain in the steel strip is removed.
- the annealed steel strip further extends toward the plating bath 20. During this time, the steel strip is cooled to a predetermined temperature. Molten metal adheres to both surfaces of the steel strip that has reached the plating bath 20. The steel strip further extends vertically upward, and the molten metal adhering to the surface of the steel strip solidifies by cooling and constitutes a plating layer. The thickness of the plating layer is adjusted by air blown from a blower (not shown). Next, the steel strip having the plating layer extends to the water cooling device 25 and is cooled by the cooling water, for example, by moving in the cooling water.
- the plated steel strip thus formed further extends toward the inorganic film manufacturing apparatus 30.
- the drying device 33 evaporates moisture on the surface of the plated steel strip wet with the inorganic treatment liquid, and dries the plated steel strip. Thus, a plated steel strip having the inorganic coating on its surface is produced.
- the plated steel strip is wound up to become a plated steel strip coil 200.
- Plated steel strip coils are stored indoors or outdoors for a period of several days to a month, for example, for a period of several days, after appropriate protection such as coating with a coating material such as a film or cover. Is done.
- the plated steel strip having the inorganic coating is painted with a coated plated metal plate manufacturing apparatus shown in FIG.
- the device for manufacturing a coated metal sheet includes a water washing device 40, a chemical conversion treatment device 50, an undercoating device 60, an upper coating device 70, and a steel strip conveying device.
- the water washing device 40 has a water spraying device 41 and a water removing device 42.
- the water spraying device 41 is a device for spraying water on the surface of the plated steel strip, and is, for example, a spray.
- the water removing device 42 is a device for removing water adhering to the surface of the plated steel strip from the surface, for example, an air spraying device (air knife).
- the chemical conversion treatment apparatus 50 can be configured in the same manner as the inorganic film production apparatus 30.
- the chemical conversion treatment device 50 includes a chemical conversion treatment liquid coating device 51 and a drying device 52.
- the chemical conversion liquid coating apparatus 51 includes a coating apparatus for applying the chemical conversion liquid to the surface of the inorganic film on the plating layer of the plated steel strip, and a chemical conversion liquid by wiping off the excess chemical conversion liquid adhering to the plating layer. And a wiping device for adjusting the amount of adhesion.
- the drying apparatus 52 is an apparatus for drying the chemical conversion treatment liquid adhering to the plating layer with the adjusted adhesion amount to form a chemical conversion treatment film on the surface of the inorganic film.
- the coating device, the wiping device, and the drying device 52 may be the same as those of the inorganic film manufacturing device.
- the undercoating device 60 heats the plated steel strip to which the undercoating material has been applied, and the first coating device 61 having a first application roller for applying the undercoating material to the surface of the plated steel strip having the chemical conversion coating.
- the top coating device 70 is configured in the same manner as the under coating device 60, and a second coating device 71 having a second coating roller for applying the top coating material to the surface of the plated steel strip having the undercoat coating film is applied to the top coating device.
- the steel strip conveying device can be configured in the same manner as that in the plated metal plate manufacturing device, and is configured by, for example, the roller R described above.
- the plated steel strip extends from the plated steel strip coil 200 while being supported by the roller R, and reaches the water washing device 40.
- water is sprayed from the spray onto the surface of the plated steel strip. Wash water remaining on the surface of the plated steel strip is removed from the surface by the ejection of air from the air knife.
- the washing water may be sufficiently removed from the surface of the plated steel strip, and the water removing device 42 may be a wiping device such as a wiping roller.
- the plated steel strip washed with water is directly extended to the chemical conversion treatment apparatus 50.
- the coating device such as the spray described above sprays and applies the chemical conversion treatment solution onto the inorganic film on the surface of the plated steel strip
- the wiping device such as the wiping roller described above is applied on the plating layer.
- the excess chemical conversion treatment liquid is removed from the surface of the plating layer, and the drying device 52 evaporates moisture on the surface of the plating steel strip wet with the chemical conversion treatment solution, thereby drying the plating steel strip.
- a plated steel strip having the chemical conversion coating on its surface is produced.
- the plated steel strip having the chemical conversion coating is further extended to the undercoating device 60.
- the first application roller applies the undercoating paint to the surface (chemical conversion treatment film) of the plated steel strip with a predetermined adhesion amount.
- the first heating device 62 heats the plated steel strip to which the undercoat paint is applied, and dries and solidifies the undercoat paint to be baked on the plated steel strip.
- a plated steel strip having an undercoat coating is produced.
- the plated steel strip having the undercoat coating film is further extended to the overcoating device 70.
- the second coating roller applies the top coating material to the surface of the plated steel strip (undercoating film) with a predetermined adhesion amount.
- the second heating device 72 heats the plated steel strip to which the top coat is applied, and dries and solidifies the top coat to be baked on the plated steel strip.
- a coated steel strip having layers from the inorganic coating to the top coating is produced.
- the coated plated steel strip is further extended and wound up with a protective film supplied on the top coat as necessary, resulting in a coated plated steel strip coil 300.
- the paint-plated steel strip extends from the paint-plated steel sheet coil to a cutting device and is cut into a desired size.
- the coating-plated steel strip may be extended to the cutting device as it is without being wound and cut.
- the above-mentioned plated steel strip can be subjected to chemical conversion treatment after storage without degreasing treatment by pickling or alkali washing.
- the reason for this is not clear, but the inorganic coating on the surface of the plated steel strip suppresses the decrease in wettability to the chemical conversion solution, and if it is a storage period of about one month, a sufficiently uniform chemical conversion solution can be used in the chemical conversion treatment. This is considered to make it possible to form a film.
- the said coating plating steel strip since it becomes possible to form all the layers on a plating steel strip sufficiently uniformly, sufficient coating-film adhesiveness is exhibited, without performing the said degreasing process.
- the coated metal plate includes a metal plate and a plated metal plate having a plated layer disposed on the surface thereof, and an inorganic acid amine salt disposed on the surface of the plated layer.
- An undercoating film containing a rust preventive pigment, and an overcoating film arranged on the undercoating film Therefore, it can be produced as a coated plated metal plate having sufficient coating film adhesion without degreasing the plated metal plate regardless of whether or not the plated metal plate is in an unpainted state.
- coat is 0.1 mg / m ⁇ 2 > or more.
- the fact that the plated metal plate is a plated steel plate is more effective from the viewpoint of improving the strength.
- the coated metal plate further has a chemical conversion film between the inorganic film and the undercoat film from the viewpoint of improving corrosion resistance and coating film adhesion.
- the painted metal sheet can be manufactured by omitting a degreasing process before coating during the manufacturing process. Therefore, in the production of the coated metal sheet, the equipment and the consumable agent related to the degreasing process are unnecessary, and the waste liquid process such as the neutralization process of the degreasing process is not necessary. For this reason, in the manufacture of the coated metal sheet having sufficient coating film adhesion, it is possible to reduce the environmental load and further reduce the manufacturing cost.
- a plated steel plate was prepared by forming a plated layer of 55% Al—Zn alloy on both sides of a cold-rolled steel plate having a thickness of 0.5 mm.
- the plating adhesion amount on one side of the plated steel sheet is 80 g / m 2 .
- the chemical conversion treatment liquid 1 is a chemical conversion treatment liquid mainly composed of inorganic components.
- the chemical conversion liquid 2 is a chemical conversion liquid mainly composed of organic components.
- undercoat “Fine Tough C 700P Primer” manufactured by Nippon Paint Industrial Coatings Co., Ltd. was prepared and used as an undercoat.
- the undercoat paint is an epoxy resin primer paint.
- the plated steel sheet was stored for 10 to 30 days in a constant temperature and humidity room at 25 ° C. and 50% RH.
- the plated steel sheet stored for 10 days is referred to as an original sheet 1
- the plated steel sheet stored for 20 days is referred to as an original sheet 2
- the plated steel sheet stored for 30 days is referred to as an original sheet 3.
- Each of the original plates 1 to 3 was cleaned by spraying water at 25 ° C. and removing moisture from the surface of the original plate with an air knife.
- the chemical conversion solution 1 is applied to each of the original plates 1 to 3 with a bar coater so that the adhesion amount in terms of chromium (Cr) is 40 mg / m 2 and heated at a final plate temperature of 100 ° C. for 15 seconds.
- the film of the chemical conversion liquid 1 was dried on the surface of the plating layer of the plated steel sheet.
- Undercoating is applied to each of the chemical conversion steel sheets 1 to 3 with a bar coater, and the applied paint is baked on the chemical conversion steel sheet for 30 seconds at a final plate temperature of 200 ° C. An undercoat film was formed. Thus, undercoated steel sheets 1 to 3 were obtained, respectively.
- a top coat was applied to each of the undercoat steel plates 1 to 3 with a bar coater and baked on the undercoat steel plate at an ultimate plate temperature of 230 ° C. for 40 seconds to form a top coat film having a dry film thickness of 13 ⁇ m on the surface of the undercoat film. .
- painted steel sheets 1 to 3 were obtained, respectively.
- the plated steel sheet having the upper inorganic film is stored in a constant temperature and humidity room at 25 ° C. and 50% RH for 10 to 30 days.
- the plated steel sheet stored for 10 days is the original sheet 4
- the plated steel sheet stored for 20 days is the original sheet 5, 30 days.
- the stored plated steel sheet was used as the original sheet 6.
- coated plated steel plates 4 to 6 were produced in the same manner as the coated plated steel plates 1 to 3 except that the original plates 4 to 6 were used instead of the original plates 1 to 3.
- the coated plated steel sheets 7 to 9 were produced in the same manner as the coated plated steel sheets 4 to 6 except that the amount of the inorganic treatment liquid deposited was changed from 0.01 mg / m 2 to 0.05 mg / m 2 .
- Coated galvanized steel sheets 10 and 11 were produced in the same manner as the coated galvanized steel sheets 4 and 6 except that the amount of the inorganic treatment liquid deposited was changed from 0.01 mg / m 2 to 0.1 mg / m 2 .
- the coated galvanized steel sheets 12 and 13 were manufactured in the same manner as the coated galvanized steel sheets 4 and 6 except that the adhesion amount of the inorganic treatment liquid was changed from 0.01 mg / m 2 to 0.3 mg / m 2 .
- a coated plated steel sheet 17 was manufactured in the same manner as the coated plated steel sheet 14 except that the chemical conversion liquid 2 was used instead of the chemical conversion liquid 1.
- a comparative processing liquid is used instead of the inorganic processing liquid, and the amount of the comparative processing liquid in the plated steel sheet is adjusted with a squeeze roll so that the amine conversion adhesion amount is 0.5 mg / m 2, and the ultimate plate temperature is 70.
- the film of the comparative treatment liquid was dried on the surface of the plating layer of the plating layer steel plate by heating at ° C for 15 seconds. Thus, a plated steel sheet having a layer containing an organic amine on the surface of the plating layer was obtained.
- a part of the original plate 18 was stored, and a part of the original plate 19 was stored in a constant temperature and humidity chamber at 25 ° C. and 50% RH for 30 days.
- Each of the coated plated steel sheets 18 and 19 was manufactured in the same manner as the coated plated steel sheet 14 except that the original sheets 18 and 19 were used in place of the original sheet 14.
- the maximum bulge width refers to (the width at which the invasion depth of the bulge from the cut end surface portion is maximized). “A” when the maximum swelling width Wm is less than 3 mm, “B” when the Wm is 3 mm or more and less than 5 mm, “C” when Wm is 5 mm or more and less than 7 mm, and “D” when Wm is 7 mm or more. As evaluated. If it is “A”, “B” or “C”, there is no practical problem.
- Table 1 shows the amount of amine adhering to the coated plated steel sheets 1 to 21, the storage period of the plated steel sheets, the type of chemical conversion treatment liquid, and the evaluation results.
- the coated plated steel sheets 4 to 17 having a layer containing an inorganic acid amine salt on the surface of the plated layer of the plated steel sheet at least the plated steel sheet is stored for 10 days in a normal temperature and humidity environment. After storage, a stable film could be formed by applying the chemical conversion solution.
- the adhesion amount of inorganic acid amine salt is in the range of 0.1 to 2.0 mg / m 2 , even if the plated steel sheet is stored in a room temperature and humidity environment for 30 days, it is stable by application of a chemical conversion treatment solution after storage. In the range of 0.3 to 2.0 mg / m 2 , it is possible to form a film having further excellent coating film adhesion.
- coated steel sheets 1 to 3 at least two of coating stability, coating film adhesion and corrosion resistance were insufficient. This is because these coated plated steel sheets do not have the above-mentioned inorganic acid amine salt layer, so that the wettability of the surface of the plated layer with water during storage of the coated plated steel sheet is reduced, and the chemical conversion solution is plated at the time of application. It is thought that the surface of the layer was repelled and the adhesion between the plated steel sheet and the undercoat film became insufficient.
- the coating property stability and the coating film adhesion are improved. Both the corrosion resistance and the corrosion resistance were sufficient, but after storage in a room temperature and humidity environment for 30 days, the coating stability, coating film adhesion, and corrosion resistance were all insufficient. The reason for this is not clear, but during storage, polar groups that are substantially subjected to interlayer interaction in the chemical conversion treatment film are unevenly distributed on the organic amine layer side. This is thought to be due to the fact that the adhesiveness was reduced and became insufficient.
- the coated plated metal plate of the present invention exhibits sufficient coating adhesion without degreasing treatment before coating even if the plated metal plate is stored before coating. Therefore, the environmental load in the production of the coated metal plate is reduced, the manufacturing cost is reduced, and further spread of the coated metal plate having sufficient performance is expected.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Laminated Bodies (AREA)
- Chemical Treatment Of Metals (AREA)
Abstract
本発明に係る塗装めっき金属板は、金属板およびその表面に配置されているめっき層を有するめっき金属板と、上記めっき層の表面に配置されている無機皮膜と、当該無機皮膜上に配置されている下塗り塗膜と、当該下塗り塗膜上に配置されている上塗り塗膜と、を有する。上記無機皮膜は、無機酸アミン塩を含み、上記下塗り塗膜は、防錆顔料を含む。
Description
本発明は、塗装めっき金属板に関する。
塗装めっき金属板の製造では、めっき金属板を塗装するに際して、一般的には塗装直前にアルカリ脱脂や酸洗などの脱脂工程をめっき金属板に施してめっき層の表面を清浄、活性な状態にし、その後の塗布液、例えば化成処理液のはじきなどを抑制している。
しかしながら、めっき層の製造から塗装までの間が長期間になった場合、上記の脱脂工程だけでは上記はじきの抑制が不十分となることがある。その結果、正常な化成処理皮膜が得られず、塗装後の耐食性、密着性が不十分となることがある。塗装めっき金属板の耐食性を高める方法として、クロメート皮膜の下(めっき鋼板の上)に有機インヒビターの吸着層を設ける方法が知られている(例えば、特許文献1参照)。
しかしながら、上記吸着層に無機系の化成処理液を塗布して無機系の化成処理皮膜を作製する場合、当該吸着層における有機インヒビターの有機部が当該吸着層の表面に配向することがある。その結果、塗装めっき金属板の塗装前における上記処理液の濡れ性が不十分となり、均一な化成処理皮膜が作製されず、このため、めっき金属板と下塗り塗膜との密着性が部分的に不十分になることがある。この傾向は、上記吸着層の作製からの時間が長くなるに従い顕著となり、上記吸着層を作製しためっき金属板を長期保管した場合、上記の密着性が不十分となる可能性がより高くなる。
有機系の化成処理皮膜を作製する場合では、化成処理皮膜中の極性基(水酸基やアミノ基など)が上記吸着層側に配向しやすく、その結果、化成処理皮膜と下塗り塗膜との密着に寄与する上記極性基が減少し、化成処理皮膜と下塗り塗膜との間の密着性が低下する恐れがある。
本発明は、塗装前にめっき金属板を保管していても、脱脂処理をすることなく十分な塗膜密着性を有する塗装めっき金属板として製造される塗装めっき金属板を提供することを課題とする。
本発明は、上記課題を解決するための一手段として、金属板およびその表面に配置されているめっき層を有するめっき金属板と、上記めっき層の表面に配置されている、無機酸アミン塩を含む無機皮膜と、上記無機皮膜上に配置されている、防錆顔料を含む下塗り塗膜と、上記下塗り塗膜上に配置されている上塗り塗膜と、を有する塗装めっき金属板を提供する。
本発明によれば、塗装前にめっき金属板を保管していても、脱脂処理をすることなく十分な塗膜密着性を有する塗装めっき金属板として製造される塗装めっき金属板を提供することができる。
本発明の一実施の形態に係る塗装めっき金属板は、めっき金属板、無機皮膜、下塗り塗膜および上塗り塗膜を有し、これらがこの順で重なっている。
上記めっき金属板は、金属板およびその表面に配置されているめっき層を有する。金属板は、塗装めっき金属板の用途に応じて適宜に決めることができ、その例には、冷延鋼板やステンレス鋼板などの鋼板、アルミニウム板、アルミニウム合金板および銅板が含まれる。上記ステンレス鋼板には、オーステナイト系、マルテンサイト系、フェライト系、フェライト・マルテンサイト二相系のステンレス鋼板が含まれる。中でも、金属板は、鋼板であることが強度の観点から好ましい。
上記めっき層のめっき金属も、上記金属板と同様に、塗装めっき金属板の用途に応じて適宜に決めることができ、その例には、亜鉛(Zn)、アルミニウム(Al)、Zn-Al合金およびZn-Al-マグネシウム(Mg)合金が含まれる。中でも、めっき層のめっき金属は、耐食性および外観の観点からAl-Zn合金であることが好ましい。
上記金属板の厚さおよび上記めっき層の付着量(めっき付着量)も、塗装めっき金属板の用途に応じて適宜に決めることができ、例えば、金属板の厚さは0.2~2.0mmであってよく、めっき付着量は片面で20~200g/m2であってよい。上記めっき金属板は、耐食性の観点から溶融めっき金属板であることが好ましい。
当該溶融めっき金属板は、公知の方法で製造することが可能であり、例えば、溶融金属めっき浴(浴温640℃以上)から引き上げられた金属板(金属帯)を平均冷却速度10℃/秒以上で400℃まで冷却した後に、350~500℃で30分間以上加熱することによって得られる(例えば特開2000-256816号公報参照)。
上記無機皮膜は、無機酸アミン塩を含む層である。当該無機皮膜は、上記めっき層の表面に配置されている。すなわち、上記無機皮膜は、上記めっき層の表面に直接配置されている。
上記無機酸アミン塩は、一種でもそれ以上でもよい。無機酸アミン塩の例には、リン酸トリエタノールアミン、リン酸ヒドロキシルアミンおよび亜硝酸ジンクロヘキシルアミンが含まれる。
上記無機皮膜における上記無機酸アミン塩の付着量は、無機酸由来の陰イオンまたはそれに特有の原子に換算して表すことができる。当該付着量は、化成処理皮膜を密着性よく付着させ、塗膜密着性や耐食性を高める観点から、0.1mg/m2以上であることが好ましく、0.25mg/m2以上であることがより好ましい。また、上記付着量が多すぎる場合、無機皮膜が割れたり、凝集破壊が起こり、無機皮膜の塗膜密着性が不十分となることが懸念される。上記の無機皮膜の割れや凝集破壊を防止する観点から、上記付着量は、50mg/m2以下であることが好ましく、25mg/m2以下であることがより好ましく、10mg/m2以下であることがさらに好ましい。上記の観点から上記付着量は、特に好ましくは0.3~2.0mg/m2である。
上記付着量は、例えば、高周波グロー放電発光表面分析装置(GDS)やX線光電子分光分析装置(ESCA)などにより無機酸由来の原子や窒素(N)の存在する深さを測定することによって求めることが可能である。
上記下塗り塗膜は、防錆顔料を含む塗膜である。当該下塗り塗膜は、上記無機皮膜上に、すなわち無機皮膜の表面か、または無機皮膜と下塗り塗膜との間に他の層を有する場合には、当該他の層の表面に配置されている。
上記下塗り塗膜は、当該塗膜を構成する樹脂製の層とそれに分散されている防錆顔料とを有する。上記下塗り塗膜の材料は、上記の構成を有する範囲において適宜に決めることができる。
上記樹脂の例には、ポリエステル、エポキシ樹脂およびアクリル樹脂が含まれる。当該樹脂の数平均分子量は、生産性の観点から2000~30000であることが好ましい。
上記防錆顔料は、一種でもそれ以上でもよく、その例には、リン酸亜鉛、亜リン酸亜鉛、リン酸亜鉛マグネシウム、リン酸マグネシウム、亜リン酸マグネシウム、シリカ、カルシウムイオン交換シリカ、リン酸ジルコニウム、トリポリリン酸2水素アルミニウム、酸化亜鉛、リンモリブデン酸亜鉛、メタホウ酸バリウムおよびクロム酸ストロンチウムが含まれる。
上記下塗り塗膜における上記防錆顔料の含有量は、当該防錆顔料による防錆効果が得られる範囲において適宜に決めることができ、例えば、上記樹脂100質量部に対して5~50質量部であることが好ましく、15~45質量部であることがより好ましい。
上記下塗り塗膜は、本実施の形態の効果を奏する範囲において、上記樹脂および防錆顔料以外の他の材料をさらに含有していてもよい。当該他の材料の例には、着色顔料および体質顔料が含まれる。当該着色顔料の例には、酸化チタン、カーボンブラック、酸化クロム、酸化鉄、ベンガラ、チタンイエロー、コバルトブルー、コバルトグリーン、アニリンブラック、フタロシアニンブルーなどが含まれる。また、上記体質顔料の例には、硫酸バリウム、酸化チタン、シリカおよび炭酸カルシウムが含まれる。
上記下塗り塗膜の厚さは、薄すぎると耐食性が不十分となることがあり、厚すぎると塗装めっき金属板の外観や加工性を損なうことがあり、また厚くすることによるコストに対する効果が小さくなる。上記厚さは、耐食性、外観、加工性および対コスト効果などの観点から1~10μmであることが好ましい。
上記上塗り塗膜は、上記下塗り塗膜上に、すなわち下塗り塗膜の表面か、または下塗り塗膜と上塗り塗膜との間に他の層を有する場合には、当該他の層の表面に配置されている。上塗り塗膜は、当該塗膜を構成する樹脂製の層で構成することができる。
上記樹脂は、塗装めっき金属板の用途に応じて適宜に決めることができ、その例には、アクリル樹脂、ポリエステル、フッ素樹脂、アクリル-スチレン樹脂、スチレン樹脂、シリコーン樹脂、エポキシ樹脂、フェノール樹脂、尿素樹脂、メラミン樹脂もしくはベンゾグアナミン樹脂、およびこれらの樹脂をウレタン変性、シリコーン変性もしくはエポキシ変性した樹脂、およびこれらの二種以上が混合された樹脂組成物、が含まれる。
上記上塗り塗膜は、本実施の形態の効果を奏する範囲において、上記樹脂以外の他の材料をさらに含有していてもよい。当該他の材料の例には、硬化剤、着色顔料および体質顔料が含まれる。
上記硬化剤は、上記樹脂に結合し、樹脂分子間を架橋する成分である。当該硬化剤は、上記樹脂の種類や上塗り塗膜の焼付け条件などに応じて、適宜に選択することができる。上記硬化剤の例には、メラミン化合物およびイソシアネート化合物が含まれる。メラミン化合物の例には、イミノ基型、メチロールイミノ基型、メチロール基型または完全アルキル基型のメラミン化合物が含まれる。
上記着色顔料は、主に塗装めっき金属板の意匠性の観点から適宜に選ぶことができる。当該着色顔料の例には、無機顔料、複合酸化物焼成顔料、メタリック顔料および有機顔料が含まれる。
上記無機顔料の例には、酸化チタン、炭酸カルシウム、カーボンブラック、鉄黒、チタンイエロー、ベンガラ、紺青、コバルトブルー、セルリアンブルー、群青、コバルトグリーンおよびモリブデン赤が含まれる。
上記複合酸化物焼成顔料は、金属成分の焼成による酸化物である。当該金属成分の例には、CoAl、CoCrAl、CoCrZnMgAl、CoNiZnTi、CoCrZnTi、NiSbTi、CrSbTi、FeCrZnNi、MnSbTi、FeCr、FeCrNi、FeNi、FeCrNiMn、CoCr、Mn、CoおよびSnZnTiが含まれる。
上記メタリック顔料の例には、Al、樹脂コーティングAlおよびNiが含まれる。
上記有機顔料の例には、リソールレッドB、ブリリアントスカーレットG、ピグメントスカーレット3B、ブリリアントカーミン6B、レーキレッドC、レーキレッドD、パーマネントレッド4R、ボルドー10B、ファストイエローG、ファストイエロー10G、パラレッド、ウォッチングレッド、ベンジジンイエロー、ベンジジンオレンジ、ボンマルーンL、ボンマルーンM、ブリリアントファストスカーレット、バーミリオンレッド、フタロシアニンブロー、フタロシアニングリーン、ファストスカイブルーおよびアニリンブラックが含まれる。
上記体質顔料は、下塗り塗膜のそれと同じものが例示される。上塗り塗膜における体質顔料は、下塗り塗膜のそれと同じであってもよいし、異なっていてもよい。
上記上塗り塗膜の厚さは、薄すぎると所期の意匠性が得られないことがあり、厚すぎると外観や加工性を損なうことがある。上記厚さは、塗装めっき金属板の外観や加工性の観点から、5~30μmであることが好ましい。
上記塗装めっき金属板は、本実施の形態における効果を奏する範囲において、他の皮膜や塗膜などの他の層をさらに有していてもよい。当該他の層の例には、化成処理皮膜および中塗り塗膜が含まれる。
上記化成処理皮膜は、塗装めっき金属板における塗膜密着性および耐食性を向上させる観点から、上記無機皮膜の表面に配置される。すなわち、化成処理皮膜は、上記無機皮膜と上記下塗り塗膜との間に配置される。
上記化成処理皮膜は、上記塗膜密着性または耐食性の向上に寄与する有効成分を含む層である。化成処理皮膜は、上記有効成分としての六価クロムを含有するクロメート皮膜であってもよいし、六価クロムを含有しないクロメートフリー皮膜であってもよい。上記化成処理皮膜には、塗装めっき金属板における化成処理皮膜として公知の皮膜を採用することができる。
上記クロメート皮膜の付着量は、例えばクロム(Cr)換算で5~100mg/m2であればよい。
上記クロメートフリー皮膜の例には、Ti-Mo複合皮膜、フルオロアシッド系皮膜およびリン酸塩皮膜が含まれる。上記Ti-Mo複合皮膜の付着量は、例えばTiおよびMo換算の総付着量が10~500mg/m2であればよい。上記フルオロアシッド系皮膜の付着量は、例えばフッ素(F)換算で、または全ての金属元素で換算したときに3~100mg/m2であればよい。上記リン酸塩皮膜の付着量は、例えばP換算で0.1~5g/m2であればよい。
上記中塗り塗膜は、例えは、上塗り塗膜との外観上の相加または相乗効果により塗装めっき金属案の意匠性を高めるために、上記下塗り塗膜の表面、すなわち上記下塗り塗膜と上記上塗り塗膜との間に配置される。
上記中塗り塗膜は、樹脂製の層で構成することができ、その所期の効果に応じた他の成分をさらに含有していてもよい。上記樹脂および上記他の成分は、塗装めっき金属板の用途に応じて、前述した下塗り塗膜および上塗り塗膜で説明した各種材料の中から適宜に決めることができる。
上記中塗り塗膜の厚さは、薄すぎると中塗り塗膜による所期の効果が不十分となることがあり、厚すぎると塗装めっき金属板の外観を損なうことがある。所期の意匠性の向上効果を得る観点から、中塗り塗膜の厚さは、5~40μmであることが好ましい。
上記塗装めっき金属板は、上記無機皮膜をめっき金属板のめっき層に作製する以外は、塗装めっき金属板の公知の方法によって製造することが可能である。たとえば、上記化成処理皮膜は、上記有効成分と水との混合液である化成処理液の塗布および乾燥によって作製することができる。また、上記下塗り塗膜、中塗り塗膜および上塗り塗膜は、いずれも、当該塗膜の材料と必要に応じて溶剤とをさらに含有する当該塗膜用塗料の塗布および焼き付けによって作製することができる。
上記化成処理液の塗布は、公知の方法によって行うことができ、その例には、ロールコート法、スピンコート法およびスプレー法が含まれる。塗布後のめっき金属板の乾燥温度および乾燥時間は、付着した水分を蒸発させられる範囲において適宜に決めることができ、例えば、生産性の観点からは、上記乾燥温度は、到達板温で60~150℃であることが好ましく、乾燥時間は2~10秒間であることが好ましい。
上記塗膜用塗料の塗布は、公知の方法によって行うことができ、その例には、ロールコート法、ローラーカーテンコート法、カーテンフロー法およびスプレー法が含まれる。また、塗料の焼き付けにおける温度は、樹脂の種類に応じて適宜に決めることができるが、例えば到達板温で200~260℃であり、焼き付け時間(当該到達板温に達している時間)は20~100秒間である。
上記無機皮膜は、上記無機酸アミン塩の水溶液(以下、「無機処理液」とも言う)の塗布および乾燥によって作製することができる。すなわち、上記無機皮膜は、化成処理皮膜と同様の方法によって作製することができる。このような無機皮膜は、例えば、めっき金属板の製造ラインにおける取り出し装置(鋼帯であれば巻き取り装置)の上流側の位置に、上記無機処理液の塗布装置と、めっき金属板を加熱する加熱装置とを有するめっき金属板の製造装置によって作製することができる。
上記塗装めっき金属板は、例えば図1および図2に示す製造装置を用いて製造することが可能である。図1は、めっき金属板の製造装置の一例の構成を模式的に示す図であり、図2は、塗装めっき金属板の製造装置の一例の構成を模式的に示す図である。図中の矢印は、鋼帯の延出(進出)方向を示している。
上記めっき金属板の製造装置は、図1に示されるように、加熱装置10、めっき浴20、水冷装置25、無機皮膜製造装置30および鋼帯搬送装置を有する。鋼帯は、上記金属板に相当する。
加熱装置10は、鋼帯を加熱し焼き鈍すための装置であり、例えば、鋼帯の加熱に用いられる公知の加熱装置である。めっき浴20は、めっき層の材料の溶融した金属を収容している。水冷装置25は、めっき層を形成(めっき層の温度がめっき金属の融点まで下がった時)した金属板を冷却水に接触させ、溶融めっき金属板を得るための装置である。
無機皮膜製造装置30は、めっきされた鋼帯(めっき鋼帯)のめっき層の表面に上記無機処理液を塗布するための塗布装置31と、めっき層に付着した余剰の無機処理液を拭き取って無機処理液の付着量を調整するための拭き取り装置32と、上記めっき層に調整された付着量で付着している無機処理液を乾燥させてめっき層の表面に無機皮膜を形成するための乾燥装置33と、を有する。塗布装置31は、例えば無機処理液をめっき層に噴霧するためのスプレーである。拭き取り装置32は、例えばめっき鋼帯の表面に当接して回転する、吸水性を有する拭き取りローラである。乾燥装置33は、めっき層上の水分の蒸発に用いられる公知の加熱装置である。
鋼帯搬送装置は、鋼帯およびめっき鋼帯を張った状態で所定の経路に軸支する複数の回動自在なローラRで構成されている。
鋼帯は、鋼帯コイル100からローラRに支えられながら延出し、加熱装置10に到達する。加熱装置10は、加熱装置10中にある鋼帯の一部が所望の時間、所望の温度となるように加熱する。こうして鋼帯は焼き鈍され、鋼帯中の歪みが除かれる。
焼き鈍された鋼帯は、めっき浴20に向けてさらに延出する。この間、当該鋼帯は、所定の温度まで冷却される。めっき浴20に到達した鋼帯の両面には、溶融した金属が付着する。鋼帯は、さらに鉛直上方に向けて延出し、鋼帯の表面に付着した溶融金属は冷却により固化するとともにめっき層を構成する。不図示の送風装置からの送風などによってめっき層の厚さなどが調整される。次いで、めっき層を有する鋼帯は、水冷装置25に延出し、例えば冷却水中を移動することによって冷却水によって冷却される。
こうして形成されためっき鋼帯は、さらに無機皮膜製造装置30に向けて延出する。無機皮膜製造装置30では、まず、上記スプレーがめっき鋼帯の表面のめっき層に上記無機処理液を噴霧して塗布し、上記拭き取りローラがめっき層上の余剰の無機処理液をめっき層の表面から除去し、乾燥装置33が無機処理液で濡れているめっき鋼帯の表面の水分を蒸発させてめっき鋼帯を乾燥させる。こうして、その表面に上記無機皮膜を有するめっき鋼帯が製造される。
当該めっき鋼帯は、巻き取られ、めっき鋼帯コイル200となる。めっき鋼帯コイルは、フィルムやカバーなどの被覆材による被覆などの適当な保護が施された後に、塗装に供されるまでの間、例えば数日から一月程度の期間、屋内または屋外で保管される。
無機皮膜を有するめっき鋼帯は、図2に示される塗装めっき金属板の製造装置で塗装される。塗装めっき金属板の製造装置は、図2に示されるように、水洗装置40、化成処理装置50、下塗り装置60、上塗り装置70および鋼帯搬送装置を有する。
水洗装置40は、水噴霧装置41と水除去装置42とを有する。水噴霧装置41は、めっき鋼帯の表面に水を噴霧するための装置であり、例えばスプレーである。水除去装置42は、めっき鋼帯の表面に付着する水を当該表面から除去するための装置であり、例えばエア噴霧装置(エアナイフ)である。
化成処理装置50は、無機皮膜製造装置30と同様に構成され得る。化成処理装置50は、化成処理液塗布装置51と乾燥装置52とを有する。化成処理液塗布装置51は、めっき鋼帯のめっき層上の無機皮膜の表面に上記化成処理液を塗布するための塗布装置と、めっき層に付着した余剰の化成処理液を拭き取って化成処理液の付着量を調整するための拭き取り装置とを有する。乾燥装置52は、上記めっき層に調整された付着量で付着している化成処理液を乾燥させて無機皮膜の表面に化成処理皮膜を形成するための装置である。上記塗布装置、上記拭き取り装置および乾燥装置52は、無機皮膜製造装置のそれと同じであってよい。
下塗り装置60は、化成処理皮膜を有するめっき鋼帯の表面に下塗り塗料を塗布するための第1塗布ローラを有する第1塗布装置61と、下塗り塗料が塗布されためっき鋼帯を加熱して下塗り塗料がめっき鋼帯に焼き付けられてなる下塗り塗膜を形成するための第1加熱装置62と、を有する。
上塗り装置70は、下塗り装置60と同様に構成され、下塗り塗膜を有するめっき鋼帯の表面に上塗り塗料を塗布するための第2塗布ローラを有する第2塗布装置71と、上塗り塗料が塗布されためっき鋼帯を加熱して上塗り塗料がめっき鋼帯に焼き付けられてなる上塗り塗膜を形成するための第2加熱装置72と、を有する。
鋼帯搬送装置は、めっき金属板の製造装置におけるそれと同じに構成することができ、例えば前述のローラRによって構成される。
めっき鋼帯は、めっき鋼帯コイル200からローラRに支えられながら延出し、水洗装置40に到達する。水洗装置40では、上記スプレーからめっき鋼帯の表面に水が噴霧される。めっき鋼帯の表面に残留した洗い水は、上記エアナイフからのエアの噴出によって当該表面から除去される。上記洗い水は、めっき鋼帯の表面から十分に除去されればよく、水除去装置42は、拭き取りローラなどの拭き取り装置であってもよい。水洗装置40による水洗により、めっき鋼帯の表面に付着した埃などの汚れが除去される。
水洗されためっき鋼帯は、そのまま化成処理装置50に延出する。化成処理装置50では、まず、前述したスプレーなどの上記塗布装置がめっき鋼帯の表面における無機皮膜に上記化成処理液を噴霧して塗布し、前述した拭き取りローラなどの上記拭き取り装置がめっき層上の余剰の化成処理液をめっき層の表面から除去し、乾燥装置52が化成処理液で濡れているめっき鋼帯の表面の水分を蒸発させてめっき鋼帯を乾燥させる。こうして、その表面に上記化成処理皮膜を有するめっき鋼帯が製造される。
化成処理皮膜を有するめっき鋼帯は、さらに下塗り装置60に延出する。下塗り装置60では、上記第1塗布ローラがめっき鋼帯の表面(化成処理皮膜)に下塗り塗料を所定の付着量で塗布する。そして、第1加熱装置62が、下塗り塗料が塗布されためっき鋼帯を加熱し、下塗り塗料を乾燥、固化させてめっき鋼帯に焼き付ける。こうして、下塗り塗膜を有するめっき鋼帯が製造される。
下塗り塗膜を有するめっき鋼帯は、さらに上塗り装置70に延出する。上塗り装置70では、上記第2塗布ローラがめっき鋼帯の表面(下塗り塗膜)に上塗り塗料を所定の付着量で塗布する。そして、第2加熱装置72が、上塗り塗料が塗布されためっき鋼帯を加熱し、上塗り塗料を乾燥、固化させてめっき鋼帯に焼き付ける。こうして、無機皮膜から上塗り塗膜までの層を有する塗装めっき鋼帯が製造される。
塗装めっき鋼帯は、さらに延出し、必要に応じて上塗り塗膜上に保護フィルムが供給された状態で巻き取られ、塗装めっき鋼帯コイル300となる。塗装めっき鋼帯は、塗装めっき鋼板コイルから裁断装置に延出し、所望のサイズに切断される。なお、塗装めっき鋼帯は、巻き取られることなくそのまま裁断装置に延出して切断されてもよい。
上記めっき鋼帯は、保管後、酸洗またはアルカリ洗による脱脂処理を行うことなく、化成処理を行うことができる。その理由は定かではないが、めっき鋼帯の表面における無機皮膜が化成処理液に対する濡れ性の低下を抑制し、一月程度の保管期間であれば、化成処理において十分に均一な化成処理液の膜の形成を可能にするため、と考えられる。このように上記塗装めっき鋼帯では、めっき鋼帯上の層のいずれをも十分に均一に形成することが可能となるので、上記脱脂処理を行うことなくとも十分な塗膜密着性を呈する。
以上の説明から明らかなように、上記塗装めっき金属板は、金属板およびその表面に配置されているめっき層を有するめっき金属板と、上記めっき層の表面に配置されている、無機酸アミン塩を含む無機皮膜と、上記無機皮膜上に配置されている、防錆顔料を含む下塗り塗膜と、上記下塗り塗膜上に配置されている上塗り塗膜と、を有する。よって、未塗装の状態であるめっき金属板の状態での保管の有無に関わらず、めっき金属板の脱脂処理をすることなく十分な塗膜密着性を有する塗装めっき金属板として製造され得る。
また、上記無機皮膜における上記無機酸アミン塩の付着量が0.1mg/m2以上であることは、めっき金属板の塗装前における長期保管を可能とする観点からより一層効果的である。
また、上記めっき金属板がめっき鋼板であることは、強度の向上の観点からより一層効果的である。
また、上記塗装めっき金属板が、上記無機皮膜と上記下塗り塗膜との間に化成処理皮膜をさらに有することは、耐食性および塗膜密着性の向上の観点からより一層効果的である。
上記塗装めっき金属板は、その製造工程中における塗装前の脱脂工程を省略して製造され得る。よって、上記塗装めっき金属板の製造では、脱脂工程に係る設備および消耗剤が不要となり、また脱脂工程の中和処理などの廃液処理も不要となる。このため、十分な塗膜密着性を有する塗装めっき金属板の製造において、環境負荷の低減か可能であり、かつ製造コストのさらなる削減が可能である。
以下、実施例を参照して本発明を詳細に説明するが、本発明はこれらの実施例により限定されない。
[めっき鋼板の製造]
板厚0.5mmの冷間圧延鋼板の両面に、溶融55%Al-Zn合金のめっき層を作製することにより、めっき鋼板を作製した。当該めっき鋼板の片面でのめっき付着量は、80g/m2である。
板厚0.5mmの冷間圧延鋼板の両面に、溶融55%Al-Zn合金のめっき層を作製することにより、めっき鋼板を作製した。当該めっき鋼板の片面でのめっき付着量は、80g/m2である。
[無機処理液の調製]
濃度が0.5質量%となるようにリン酸トリエタノールアミンを水と混合し、0.5質量%リン酸トリエタノールアミン水溶液を得た。こうして、無機処理液を調製した。
濃度が0.5質量%となるようにリン酸トリエタノールアミンを水と混合し、0.5質量%リン酸トリエタノールアミン水溶液を得た。こうして、無機処理液を調製した。
[比較用処理液の調製]
リン酸トリエタノールアミンに代えてアミン系有機インヒビター(キレストライトW530;キレスト株式会社)を用いた以外は無機処理液の調製と同様にして、比較用処理液を調製した。
リン酸トリエタノールアミンに代えてアミン系有機インヒビター(キレストライトW530;キレスト株式会社)を用いた以外は無機処理液の調製と同様にして、比較用処理液を調製した。
[化成処理液の用意]
日本ペイント株式会社製の「NRC300」を用意し、これを化成処理液1とした。化成処理液1は、無機系成分を主体とする化成処理液である。
日本ペイント株式会社製の「NRC300」を用意し、これを化成処理液1とした。化成処理液1は、無機系成分を主体とする化成処理液である。
また、日本パーカライジング株式会社製の「PM-283」を用意し、これを化成処理液2とした。化成処理液2は、有機系成分を主体とする化成処理液である。
[下塗り塗料の用意]
日本ペイント・インダストリアルコーティングス株式会社製の「ファインタフC 700Pプライマー」を用意し、これを下塗り塗料とした。当該下塗り塗料は、エポキシ樹脂系のプライマー塗料である。
日本ペイント・インダストリアルコーティングス株式会社製の「ファインタフC 700Pプライマー」を用意し、これを下塗り塗料とした。当該下塗り塗料は、エポキシ樹脂系のプライマー塗料である。
[上塗り塗料の調製]
ポリエステル系クリア塗料(「NSC250HQ」、日本ペイント・インダストリアルコーティングス株式会社製)に酸化チタン(「タイペークWHITE R-930」、石原産業株式会社製、「タイペーク」は同社の登録商標)を樹脂固形分100質量部に対して5質量部添加し、混合して均一に分散させた。こうして、上塗り塗料を調製した。
ポリエステル系クリア塗料(「NSC250HQ」、日本ペイント・インダストリアルコーティングス株式会社製)に酸化チタン(「タイペークWHITE R-930」、石原産業株式会社製、「タイペーク」は同社の登録商標)を樹脂固形分100質量部に対して5質量部添加し、混合して均一に分散させた。こうして、上塗り塗料を調製した。
[塗装めっき鋼板1~3の製造]
25℃、50%RHの恒温恒湿室にて、上記めっき鋼板を10~30日間保管した。10日間保管しためっき鋼板を原板1、20日間保管しためっき鋼板を原板2、30日間保管しためっき鋼板を原板3とする。
25℃、50%RHの恒温恒湿室にて、上記めっき鋼板を10~30日間保管した。10日間保管しためっき鋼板を原板1、20日間保管しためっき鋼板を原板2、30日間保管しためっき鋼板を原板3とする。
原板1~3のそれぞれを25℃の水をスプレー塗布し、エアナイフによって水分を原板の表面から除去することによって洗浄した。次いで、原板1~3のそれぞれに、化成処理液1をクロム(Cr)換算での付着量が40mg/m2となるようにバーコーターで塗布し、到達板温100℃で15秒間加熱して、めっき鋼板のめっき層の表面に化成処理液1の膜を乾燥させた。こうして、めっき層の表面に化成処理皮膜を有する化成処理鋼板1~3をそれぞれ得た。
化成処理鋼板1~3のそれぞれに、下塗り塗料をバーコーターで塗布し、塗布した塗料を到達板温200℃で30秒間、化成処理鋼板に焼き付けて、化成処理皮膜の表面に乾燥膜厚5μmの下塗り塗膜を形成した。こうして、下塗り鋼板1~3をそれぞれ得た。
下塗り鋼板1~3のそれぞれに、上塗り塗料をバーコーターで塗布し、到達板温230℃で40秒間、下塗り鋼板に焼き付けて、下塗り塗膜の表面に乾燥膜厚13μmの上塗り塗膜を形成した。こうして、塗装めっき鋼板1~3をそれぞれ得た。
[塗装めっき鋼板4~6の製造]
めっき鋼板を無機処理液に5秒間浸漬し、次いで、リン(P)換算での付着量が0.01mg/m2となるように、めっき鋼板における無機処理液の量を絞りロールにて調整し、到達板温70℃で15秒間加熱して、めっき層鋼板のめっき層の表面に無機処理液の膜を乾燥させた。こうして、めっき層の表面に無機酸アミン塩を含有する層(無機皮膜)を有するめっき鋼板を得た。
めっき鋼板を無機処理液に5秒間浸漬し、次いで、リン(P)換算での付着量が0.01mg/m2となるように、めっき鋼板における無機処理液の量を絞りロールにて調整し、到達板温70℃で15秒間加熱して、めっき層鋼板のめっき層の表面に無機処理液の膜を乾燥させた。こうして、めっき層の表面に無機酸アミン塩を含有する層(無機皮膜)を有するめっき鋼板を得た。
上無機皮膜を有するめっき鋼板を25℃、50%RHの恒温恒湿室にて10~30日間保管し、10日間保管しためっき鋼板を原板4、20日間保管しためっき鋼板を原板5、30日間保管しためっき鋼板を原板6とした。その後、原板1~3に代えて原板4~6を用いる以外は塗装めっき鋼板1~3の製造と同様にして、塗装めっき鋼板4~6を製造した。
[塗装めっき鋼板7~9の製造]
無機処理液の付着量を0.01mg/m2から0.05mg/m2に変える以外は塗装めっき鋼板4~6の製造と同様にして、塗装めっき鋼板7~9を製造した。
無機処理液の付着量を0.01mg/m2から0.05mg/m2に変える以外は塗装めっき鋼板4~6の製造と同様にして、塗装めっき鋼板7~9を製造した。
[塗装めっき鋼板10~13の製造]
無機処理液の付着量を0.01mg/m2から0.1mg/m2に変える以外は塗装めっき鋼板4、6の製造と同様にして、塗装めっき鋼板10、11を製造した。また、無機処理液の付着量を0.01mg/m2から0.3mg/m2に変える以外は塗装めっき鋼板4、6の製造と同様にして、塗装めっき鋼板12、13を製造した。
無機処理液の付着量を0.01mg/m2から0.1mg/m2に変える以外は塗装めっき鋼板4、6の製造と同様にして、塗装めっき鋼板10、11を製造した。また、無機処理液の付着量を0.01mg/m2から0.3mg/m2に変える以外は塗装めっき鋼板4、6の製造と同様にして、塗装めっき鋼板12、13を製造した。
[塗装めっき鋼板14~16の製造]
無機処理液の付着量を0.01mg/m2から0.5mg/m2、1.0mg/m2、2.0mg/m2にそれぞれ変える以外は塗装めっき鋼板6の製造と同様にして、塗装めっき鋼板14~16をそれぞれ製造した。
無機処理液の付着量を0.01mg/m2から0.5mg/m2、1.0mg/m2、2.0mg/m2にそれぞれ変える以外は塗装めっき鋼板6の製造と同様にして、塗装めっき鋼板14~16をそれぞれ製造した。
[塗装めっき鋼板17の製造]
化成処理液1に代えて化成処理液2を用いる以外は塗装めっき鋼板14の製造と同様にして、塗装めっき鋼板17を製造した。
化成処理液1に代えて化成処理液2を用いる以外は塗装めっき鋼板14の製造と同様にして、塗装めっき鋼板17を製造した。
[塗装めっき鋼板18、19の製造]
無機処理液に代えて比較用処理液を用い、アミン換算付着量が0.5mg/m2となるように、めっき鋼板における比較用処理液の量を絞りロールにて調整し、到達板温70℃で15秒間加熱して、めっき層鋼板のめっき層の表面に比較用処理液の膜を乾燥させた。こうして、めっき層の表面に有機アミンを含有する層を有するめっき鋼板を得た。一部を原板18とし、一部を25℃、50%RHの恒温恒湿室にて30日間保管して原板19とした。
無機処理液に代えて比較用処理液を用い、アミン換算付着量が0.5mg/m2となるように、めっき鋼板における比較用処理液の量を絞りロールにて調整し、到達板温70℃で15秒間加熱して、めっき層鋼板のめっき層の表面に比較用処理液の膜を乾燥させた。こうして、めっき層の表面に有機アミンを含有する層を有するめっき鋼板を得た。一部を原板18とし、一部を25℃、50%RHの恒温恒湿室にて30日間保管して原板19とした。
原板14に代えて原板18、19のそれぞれを用いる以外は塗装めっき鋼板14の製造と同様にして、塗装めっき鋼板18、19のそれぞれを製造した。
[塗装めっき鋼板20、21の製造]
化成処理液1に代えて化成処理液2を用いる以外は塗装めっき鋼板18、19の製造と同様にして、塗装めっき鋼板20、21をそれぞれ製造した。
化成処理液1に代えて化成処理液2を用いる以外は塗装めっき鋼板18、19の製造と同様にして、塗装めっき鋼板20、21をそれぞれ製造した。
[評価試験]
(1)塗布性の安定性
塗装めっき鋼板1~21のそれぞれの製造において、原板1~21のそれぞれに化成処理液を塗布した後の外観を目視にて観察し、全くはじきがない(はじき部分の面積率Srが0%である)ものを「A」、Srが0%超5%未満のものを「B」、Srが5%以上30%未満のものを「C」、Srが30%以上のものを「D」、と評価した。「A」、「B」または「C」であれば実用上問題ない。
(1)塗布性の安定性
塗装めっき鋼板1~21のそれぞれの製造において、原板1~21のそれぞれに化成処理液を塗布した後の外観を目視にて観察し、全くはじきがない(はじき部分の面積率Srが0%である)ものを「A」、Srが0%超5%未満のものを「B」、Srが5%以上30%未満のものを「C」、Srが30%以上のものを「D」、と評価した。「A」、「B」または「C」であれば実用上問題ない。
(2)塗膜密着性
塗装めっき鋼板1~21のそれぞれを、塗膜が外側になるように180°折り曲げ加工した(1t曲げ)。次いで、曲げ稜線部にセロハンテープを貼り付け、曲げ稜線上の塗装面に対して垂直方向にセロハンテープを剥がし、塗膜の剥離状態を目視で観察し、加工部の塗膜残存率を評価した。具体的には、塗膜残存率Rrが100%のものを「A」、Rrが90%以上100%未満のものを「B」、Rrが80%以上90%未満のものを「C」、Rrが80%未満のものを「D」、と評価した。「A」、「B」または「C」であれば実用上問題ない。
塗装めっき鋼板1~21のそれぞれを、塗膜が外側になるように180°折り曲げ加工した(1t曲げ)。次いで、曲げ稜線部にセロハンテープを貼り付け、曲げ稜線上の塗装面に対して垂直方向にセロハンテープを剥がし、塗膜の剥離状態を目視で観察し、加工部の塗膜残存率を評価した。具体的には、塗膜残存率Rrが100%のものを「A」、Rrが90%以上100%未満のものを「B」、Rrが80%以上90%未満のものを「C」、Rrが80%未満のものを「D」、と評価した。「A」、「B」または「C」であれば実用上問題ない。
(3)耐食性
塗装めっき鋼板1~21のそれぞれから、70mm×150mmのサンプルを切り出し、上下の切断端面及び裏面を塗料で補修して試験片1~21を作製した。次いで、試験片1~21のそれぞれについて、60サイクルの複合腐食試験を行った後、補修していない切断端面から発生した塗膜の最大膨れ幅を測定した。上記複合腐食試験における1サイクルは、1)5%NaCl腐食液噴霧(温度:35℃×1時間)、2)乾燥(温度:50℃×4時間)、3)湿潤(温度:50℃×3時間、相対湿度:98%)の3工程である。上記最大膨れ幅とは、(切断端面部からの膨れの侵入深さが最大になっている幅)を言う。最大膨れ幅Wmが3mm未満の場合を「A」、Wmが3mm以上5mm未満の場合を「B」、Wmが5mm以上7mm未満の場合を「C」、Wmが7mm以上の場合を「D」として評価した。「A」、「B」または「C」であれば実用上問題ない。
塗装めっき鋼板1~21のそれぞれから、70mm×150mmのサンプルを切り出し、上下の切断端面及び裏面を塗料で補修して試験片1~21を作製した。次いで、試験片1~21のそれぞれについて、60サイクルの複合腐食試験を行った後、補修していない切断端面から発生した塗膜の最大膨れ幅を測定した。上記複合腐食試験における1サイクルは、1)5%NaCl腐食液噴霧(温度:35℃×1時間)、2)乾燥(温度:50℃×4時間)、3)湿潤(温度:50℃×3時間、相対湿度:98%)の3工程である。上記最大膨れ幅とは、(切断端面部からの膨れの侵入深さが最大になっている幅)を言う。最大膨れ幅Wmが3mm未満の場合を「A」、Wmが3mm以上5mm未満の場合を「B」、Wmが5mm以上7mm未満の場合を「C」、Wmが7mm以上の場合を「D」として評価した。「A」、「B」または「C」であれば実用上問題ない。
塗装めっき鋼板1~21におけるアミン付着量、めっき鋼板の保管期間、化成処理液の種類および評価結果を表1に示す。
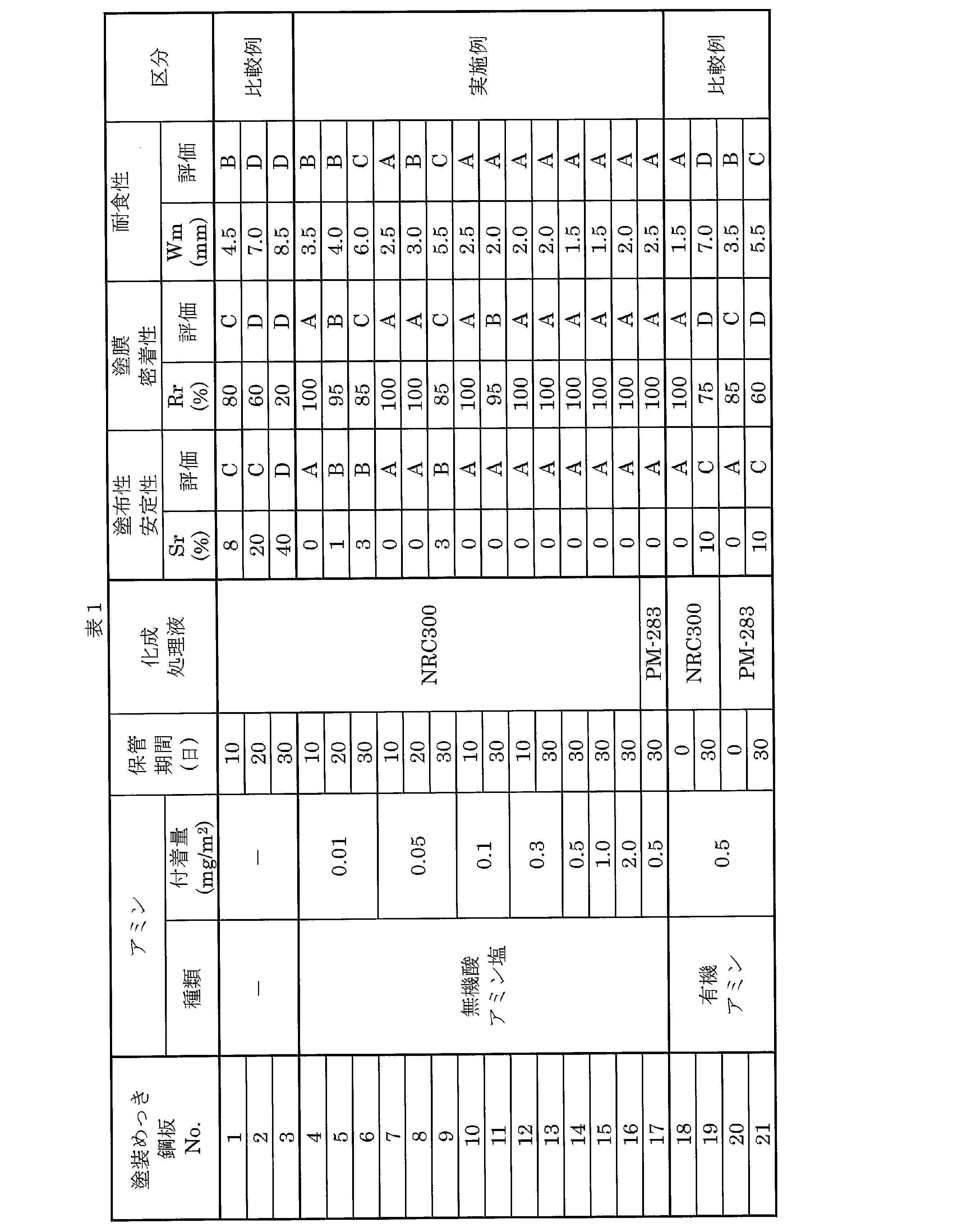
表1から明らかなように、めっき鋼板のめっき層の表面に無機酸アミン塩を含む層を有する塗装めっき鋼板4~17では、少なくともめっき鋼板が常温常湿環境下に10日間保管されていても、保管後に化成処理液の塗布による安定した膜を形成することができた。
特に、無機酸アミン塩の付着量が0.1~2.0mg/m2の範囲では、めっき鋼板を常温常湿環境下に30日間保管しても、保管後には化成処理液の塗布による安定した膜を形成することが可能であり、0.3~2.0mg/m2の範囲ではさらに塗膜密着性に優れた膜を形成することが可能である。
これに対して塗装めっき鋼板1~3では、塗装性の安定性、塗膜密着性および耐食性のいずれか二以上が不十分であった。これは、これらの塗装めっき鋼板が上記無機酸アミン塩の層を有さないため、塗装めっき鋼板の保管中にめっき層の表面の水に対する濡れ性が低下し、化成処理液がその塗布時にめっき層の表面においてはじかれ、めっき鋼板と下塗り塗膜との密着性が不十分となったため、と考えられる。
また、有機アミンの層と無機系の化成処理皮膜とを有する塗装めっき鋼板(塗装めっき鋼板18、19)では、めっき層の作製直後に塗装した場合では、塗布性の安定性、塗膜密着性および耐食性のいずれも十分であったが、常温常湿環境下に30日間保管した後では、塗布性の安定性、塗膜密着性および耐食性のいずれも不十分となった。この理由は明らかではないが、保管中に、化成処理皮膜中において実質的に層間の相互作用に供される極性基が有機アミンの層側に偏在し、その結果、化成処理皮膜と下塗り塗膜との密着性が低下し、不十分になったため、と考えられる。
さらに、有機アミンの層と有機系の化成処理皮膜とを有する塗装めっき鋼板(塗装めっき鋼板20、21)でも、めっき鋼板の保管による塗布性の安定性、塗膜密着性および耐食性の顕著な低下が見られた。これも、保管中に、化成処理皮膜中において実質的に層間の相互作用に供される極性基が有機アミンの層側に偏在し、その結果、化成処理皮膜と下塗り塗膜との密着性が低下し、不十分になったため、と考えられる。
本出願は、2016年2月25日出願の特願2016-034374に基づく優先権を主張する。当該出願明細書に記載された内容は、すべて本願明細書に援用される。
本発明の塗装めっき金属板は、塗装前にめっき金属板を保管していても、塗装前の脱脂処理をすることなく十分な塗膜密着性を発現する。よって、塗装めっき金属板の製造における環境負荷が軽減されるとともに製造コストが削減され、十分な性能を有する塗装めっき金属板のさらなる普及が期待される。
10 加熱装置
20 めっき浴
25 水冷装置
30 無機皮膜製造装置
31 塗布装置
32 拭き取り装置
33、52 乾燥装置
40 水洗装置
41 水噴霧装置
42 水除去装置
50 化成処理装置
51 化成処理液塗布装置
60 下塗り装置
61 第1塗布装置
62 第1加熱装置
70 上塗り装置
71 第2塗布装置
72 第2加熱装置
100 鋼帯コイル
200 めっき鋼帯コイル
300 塗装めっき鋼帯コイル
R ローラ
20 めっき浴
25 水冷装置
30 無機皮膜製造装置
31 塗布装置
32 拭き取り装置
33、52 乾燥装置
40 水洗装置
41 水噴霧装置
42 水除去装置
50 化成処理装置
51 化成処理液塗布装置
60 下塗り装置
61 第1塗布装置
62 第1加熱装置
70 上塗り装置
71 第2塗布装置
72 第2加熱装置
100 鋼帯コイル
200 めっき鋼帯コイル
300 塗装めっき鋼帯コイル
R ローラ
Claims (3)
- 金属板およびその表面に配置されているめっき層を有するめっき金属板と、前記めっき層の表面に配置されている、無機酸アミン塩を含む無機皮膜と、前記無機皮膜上に配置されている、防錆顔料を含む下塗り塗膜と、前記下塗り塗膜上に配置されている上塗り塗膜と、を有する塗装めっき金属板。
- 前記無機皮膜における前記無機酸アミン塩の付着量は、0.1mg/m2以上である、請求項1に記載の塗装めっき金属板。
- 前記めっき金属板は、めっき鋼板である、請求項1または2に記載の塗装めっき金属板。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016034374 | 2016-02-25 | ||
| JP2016-034374 | 2016-02-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017145201A1 true WO2017145201A1 (ja) | 2017-08-31 |
Family
ID=59685939
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/001510 Ceased WO2017145201A1 (ja) | 2016-02-25 | 2016-03-16 | 塗装めっき金属板 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2017150077A (ja) |
| TW (1) | TW201800611A (ja) |
| WO (1) | WO2017145201A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7299489B2 (ja) * | 2019-07-08 | 2023-06-28 | 日本製鉄株式会社 | 化成処理鋼板 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10140366A (ja) * | 1996-11-12 | 1998-05-26 | Nippon Parkerizing Co Ltd | 中温リン酸マンガン化成処理液および化成処理方法 |
| JP2004176173A (ja) * | 2002-09-30 | 2004-06-24 | Jfe Steel Kk | 環境調和性、摺動部耐塗膜剥離性及び加工部耐食性に優れたプレコート鋼板 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4824135B1 (ja) * | 1968-12-20 | 1973-07-19 | ||
| NL7403614A (ja) * | 1973-04-02 | 1974-10-04 | ||
| JPS5039646A (ja) * | 1973-08-15 | 1975-04-11 | ||
| JPH0249791B2 (ja) * | 1982-03-19 | 1990-10-31 | Sumitomo Electric Industries | Kinzokubannoshorihoho |
| JP2003105556A (ja) * | 2001-09-25 | 2003-04-09 | Nisshin Kako Kk | 耐食性が向上したステンレス鋼成型体 |
| JP4067103B2 (ja) * | 2002-12-24 | 2008-03-26 | 日本ペイント株式会社 | 脱脂兼化成処理剤及び表面処理金属 |
| JP2006192717A (ja) * | 2005-01-13 | 2006-07-27 | Nippon Steel Corp | 表面処理金属,その製造方法および表面処理液 |
| JP5991665B2 (ja) * | 2012-05-31 | 2016-09-14 | 国立研究開発法人産業技術総合研究所 | 透明ハイブリッド皮膜とその製造方法 |
-
2016
- 2016-03-16 WO PCT/JP2016/001510 patent/WO2017145201A1/ja not_active Ceased
-
2017
- 2017-02-23 JP JP2017032492A patent/JP2017150077A/ja active Pending
- 2017-02-24 TW TW106106312A patent/TW201800611A/zh unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10140366A (ja) * | 1996-11-12 | 1998-05-26 | Nippon Parkerizing Co Ltd | 中温リン酸マンガン化成処理液および化成処理方法 |
| JP2004176173A (ja) * | 2002-09-30 | 2004-06-24 | Jfe Steel Kk | 環境調和性、摺動部耐塗膜剥離性及び加工部耐食性に優れたプレコート鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201800611A (zh) | 2018-01-01 |
| JP2017150077A (ja) | 2017-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3548979B2 (ja) | 塗膜に非クロム化合物防錆顔料を使用した塗装金属板 | |
| CN105829568B (zh) | 具有改善的挠性的ZnAlMg涂覆的金属板及相应的制造方法 | |
| US9765223B2 (en) | Coated steel sheet and exterior building material | |
| JP5380033B2 (ja) | 耐食性と塗料密着性に優れた塗装金属材 | |
| US7875363B2 (en) | Surface-treated steel sheet | |
| JP5055822B2 (ja) | 塗膜密着性に優れた塗装鋼板 | |
| TWI646220B (zh) | Coating steel plate and exterior building materials | |
| TWI431160B (zh) | A base treatment agent for a precoated metal plate, a coated metal sheet coated with a coating thereof, and a precoated metal sheet having excellent coating properties | |
| JP3911160B2 (ja) | 耐食性、塗装性に優れたリン酸塩処理亜鉛系メッキ鋼板 | |
| WO2023017668A1 (ja) | 6価クロムフリー水性表面処理液、表面処理金属および表面処理方法 | |
| WO2017145201A1 (ja) | 塗装めっき金属板 | |
| JP2018162508A (ja) | めっき鋼板および塗装めっき鋼板の製造方法 | |
| JPWO2000073535A1 (ja) | 耐食性、塗装性に優れたリン酸塩処理亜鉛系メッキ鋼板 | |
| JP6697298B2 (ja) | 表面処理された溶融めっき鋼板およびその製造方法 | |
| JPH09122579A (ja) | 耐スクラッチ性に優れた樹脂被覆ステンレス鋼板 | |
| JP2004169145A (ja) | ワイパー用プレコート鋼板及びワイパー | |
| JP2007119858A (ja) | クロムフリープレコート鋼板 | |
| JP3810677B2 (ja) | 塗装原板および塗装原板の表面調整方法ならびに加工部耐食性に優れた塗装鋼板の製造方法 | |
| JP6772943B2 (ja) | 塗装鋼板 | |
| JP4550956B2 (ja) | 防食塗料および耐食性に優れる塗装金属板 | |
| JP2011026629A (ja) | 化成処理鋼板の製造方法 | |
| JPH1180973A (ja) | アルミニウムまたはアルミニウム合金用クロメート系表面処理剤および表面処理方法 | |
| JP2003268563A (ja) | 亜鉛又は亜鉛系合金メッキ用表面処理組成物 | |
| JPS6013068B2 (ja) | 鋼材用耐食性被覆組成物 | |
| JP2005153337A (ja) | 耐汚染性と耐溶剤性に優れるプレコート金属板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16891364 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16891364 Country of ref document: EP Kind code of ref document: A1 |