WO2018143095A1 - 水解性シート及び当該水解性シートの製造方法 - Google Patents
水解性シート及び当該水解性シートの製造方法 Download PDFInfo
- Publication number
- WO2018143095A1 WO2018143095A1 PCT/JP2018/002520 JP2018002520W WO2018143095A1 WO 2018143095 A1 WO2018143095 A1 WO 2018143095A1 JP 2018002520 W JP2018002520 W JP 2018002520W WO 2018143095 A1 WO2018143095 A1 WO 2018143095A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water
- sheet
- soluble binder
- paper
- solution
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images














Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
- D21H17/25—Cellulose
- D21H17/26—Ethers thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/16—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only modified by a particular after-treatment
- D21H11/18—Highly hydrated, swollen or fibrillatable fibres
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H15/00—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution
- D21H15/02—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution characterised by configuration
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/70—Inorganic compounds forming new compounds in situ, e.g. within the pulp or paper, by chemical reaction with other substances added separately
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/70—Multistep processes; Apparatus for adding one or several substances in portions or in various ways to the paper, not covered by another single group of this main group
- D21H23/72—Plural serial stages only
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
Definitions
- the present invention relates to a water-decomposable sheet impregnated with an aqueous chemical such as a toilet cleaner and a method for producing the water-decomposable sheet.
- This invention was made in view of the said subject, Comprising: It aims at providing the manufacturing method of the water-decomposable sheet which improved the wiping property by the simple method, and the said water-decomposable sheet.
- the base paper sheet has a basis weight of 30 to 150 gsm and contains a water-soluble binder,
- the aqueous drug contains a cross-linking agent that cross-links with the water-soluble binder, and cellulose nanofibers.
- the invention according to claim 2 is the water-decomposable sheet according to claim 1, The amount of the cellulose nanofibers on the surface of the base paper sheet is accumulated more than the center in the thickness direction.
- the invention according to claim 3 A water-degradable sheet obtained by impregnating a base sheet with an aqueous drug
- the base paper sheet has a basis weight of 30 to 150 gsm and contains a water-soluble binder,
- the aqueous drug contains a crosslinking agent that crosslinks with the water-soluble binder,
- the amount of cellulose nanofibers on the surface of the base paper sheet is accumulated more than the center in the thickness direction.
- the invention according to claim 4 A method for producing a water-decomposable sheet, A solution application step for applying a solution containing a water-soluble binder to the outer surface of the base paper sheet; A drying step of drying the sheet provided with the solution; A drug application step for applying an aqueous drug containing a crosslinking agent that crosslinks the water-soluble binder and cellulose nanofibers to the dried sheet; and It is characterized by having.
- the wiping property can be improved by a simple method.
- FIG. 11 is an enlarged view of a portion AA in FIG. 10.
- FIG. 12 is an end view of the BB cutting part of FIG. 11.
- FIG. 12 is an end view of the CC cut portion of FIG. 11.
- water-decomposable sheet which is an embodiment of the present invention will be described in detail with reference to the drawings.
- the scope of the invention is not limited to the illustrated examples.
- the water-decomposable sheet will be described by taking a toilet cleaner as an example, but the water-decomposable sheet includes wet tissue impregnated with an aqueous chemical for wiping purposes other than the toilet cleaner.
- the paper conveyance direction at the time of manufacturing the toilet cleaner will be described as the Y direction (vertical direction), and the direction orthogonal to the conveyance direction will be described as the X direction (lateral direction).
- the toilet cleaner 100 is obtained by plying (stacking) a plurality of (for example, two) base paper sheets, and is impregnated with a predetermined aqueous medicine.
- the base paper sheet may be composed of a single base paper sheet that is not ply-processed.
- the basis weight of the base paper sheet is about 30 to 150 gsm. The basis weight is based on JIS P8124.
- the base paper sheet of the toilet cleaner 100 is composed of a water-decomposable fiber assembly so that it can be discarded as it is in the toilet bowl after the toilet is cleaned.
- the fiber assembly is not particularly limited as long as it is a fiber assembly having water decomposability, but a single layer or a plurality of layers of paper or nonwoven fabric can be suitably used.
- the raw fiber may be natural fiber or synthetic fiber, and these may be mixed. Suitable raw material fibers include cellulose fibers such as wood pulp, non-wood pulp, rayon and cotton, biodegradable fibers made of polylactic acid, and the like.
- cellulose fibers such as wood pulp, non-wood pulp, rayon and cotton
- biodegradable fibers made of polylactic acid, and the like.
- polyethylene fibers, polypropylene fibers, polyvinyl alcohol fibers, polyester fibers, polyacrylonitrile fibers, synthetic pulp, glass wool and the like can be used in combination with these fibers as a main component.
- the fiber aggregate includes at least pulp
- the pulp used as a raw material is preferably a mixture of hardwood bleached kraft pulp (LBKP) and softwood bleached kraft pulp (NBKP) at an appropriate ratio. More preferably, the blending ratio of the hardwood bleached kraft pulp exceeds 50% by weight, that is, the blending ratio of the softwood bleached kraft pulp to the hardwood bleached kraft pulp is less than 1/1.
- LLKP hardwood bleached kraft pulp
- NNKP softwood bleached kraft pulp
- the base paper sheet of the toilet cleaner 100 is provided with a water-soluble binder for enhancing paper strength.
- water-soluble binders include carboxymethylcellulose, polyvinyl alcohol, starch or derivatives thereof, hydroxypropylcellulose, sodium alginate, tant gum, guar gum, xanthan gum, gum arabic, carrageenan, galactomannan, gelatin, casein, albumin, pull plan, polyethylene oxide, bis
- binder components such as course, polyvinyl ethyl ether, polyacrylic acid soda, polymethacrylic acid soda, polyacrylamide, hydroxylated derivatives of polyacrylic acid, and polyvinylpyrrolidone / vinylpyrrolidone vinyl acetate copolymer.
- a water-soluble binder having a carboxyl group is an anionic water-soluble binder that easily forms a carboxylate in water. Examples thereof include polysaccharide derivatives, synthetic polymers, and natural products.
- polysaccharide derivative examples include a salt of carboxymethyl cellulose, carboxyethyl cellulose or a salt thereof, carboxymethylated denven or a salt thereof, and an alkali metal salt of carboxymethyl cellulose (CMC) is particularly preferable.
- the degree of etherification is desirably 0.6 to 2.0, particularly 0.9 to 1.8, and more preferably 1.0 to 1.5. This is because water disintegration and wet paper strength are very good.
- a CMC that is water-swellable. This demonstrates the function of tying the fibers that make up the sheet while remaining unswelled by crosslinking with specific metal ions that are crosslinkers in aqueous chemicals, providing strength as a wiping sheet that can withstand cleaning and wiping operations. It is because it can express.
- CMC is given as a water-soluble binder.
- Examples of the synthetic polymer include a polymer or copolymer salt of an unsaturated carboxylic acid, a salt of a copolymer of an unsaturated carboxylic acid and a monomer copolymerizable with the unsaturated carboxylic acid, and the like.
- Examples of the unsaturated carboxylic acid include acrylic acid, methacrylic acid, itaconic acid, crotonic acid, maleic anhydride, maleic acid, and fumaric acid.
- Examples of monomers that can be copolymerized with these include esters of these unsaturated carboxylic acids, vinyl acetate, ethylene, acrylamide, and vinyl ether.
- Particularly preferred synthetic polymers are those using acrylic acid or methacrylic acid as the unsaturated carboxylic acid.
- polyacrylic acid polymethacrylic acid, acrylic acid-methacrylic acid copolymer salt, acrylic acid or methacrylic acid.
- examples thereof include a salt of a copolymer of an acid and an alkyl acrylate or an alkyl methacrylate.
- natural products include sodium alginate, xanthan gum, gellan gum, tarragant gum, pectin and the like.
- Such toilet cleaner 100 may be in a state where CMC is uniformly impregnated in the thickness direction of the base paper sheet, but the content of CMC gradually increases from the center in the thickness direction of the base paper sheet toward the front and back surfaces. It is preferable that This is because the toilet cleaner 100 is less likely to be broken even if the edge of the toilet bowl is rubbed more strongly than a conventional product uniformly impregnated with the same amount of water-soluble binder.
- the ratio of vertical and horizontal fiber orientations (vertical / horizontal) of the toilet cleaner 100 is not particularly limited, but is preferably 0.8 to 2.0, and preferably 0.8 to 1.2. It is more preferable.
- the paper making process which is a paper manufacturing process
- the direction of the fiber orientation ratio of the toilet cleaner 100 in the vertical and horizontal directions is 0.8 to 2.0, preferably 0.8 to 1.2. Therefore, it is possible to provide a toilet cleaner 100 that is not easily torn even if wiped from the inside.
- the ratio of the vertical and horizontal fiber orientations can be determined by the ratio of the wet strength in the MD and CD directions.
- the toilet cleaner 100 includes a water-soluble binder (CMC in the case of the toilet cleaner 100 according to the present embodiment) and a crosslinking agent that crosslinks and cellulose nanofiber (hereinafter referred to as CNF). Impregnated with an aqueous drug.
- the aqueous drug includes an auxiliary agent such as an aqueous cleaning agent, a fragrance, a preservative, a disinfectant, and an organic solvent.
- the aqueous drug is impregnated into the dried base paper sheet after being impregnated with the water-soluble binder.
- the aqueous chemical is impregnated in an amount of 100 to 500% by weight, preferably 150 to 300% by weight, based on the weight of the base paper sheet as the base material of the toilet cleaner 100.
- boric acid various metal ions, and the like can be used, but when CMC is used as a water-soluble binder, it is preferable to use a polyvalent metal ion.
- a polyvalent metal ion selected from the group consisting of alkaline earth metals, manganese, zinc, cobalt, and nickel allows the fibers to be sufficiently bonded to withstand use. It is preferable from the standpoint that strength is developed and water disintegration is sufficient.
- these metal ions it is particularly preferable to use ions of calcium, strontium, barium, zinc, cobalt, and nickel.
- CNF refers to fine cellulose fibers obtained by pulverizing pulp fibers, and generally refers to cellulose fibers containing cellulose fine fibers having a nano width (1 nm or more and 1000 nm or less). Is preferably a fiber of 100 nm or less.
- the average fiber width is calculated using, for example, a certain number average, median, mode diameter (mode), and the like.
- Pulp fibers that can be used for the production of CNF include chemical pulps such as hardwood pulp (LBKP) and softwood pulp (NBKP), bleached thermomechanical pulp (BTMP), stone grand pulp (SGP), and pressed stone grand pulp (PGW). ), Refiner ground pulp (RGP), chemi ground pulp (CGP), thermo ground pulp (TGP), ground pulp (GP), thermo mechanical pulp (TMP), chemi thermo mechanical pulp (CTMP), refiner mechanical pulp (RMP) Waste paper manufactured from mechanical pulp, tea waste paper, craft envelope waste paper, magazine waste paper, newspaper waste paper, flyer waste paper, office waste paper, corrugated waste paper, Kami white waste paper, Kent waste paper, imitation waste paper, local paper waste paper, waste paper waste paper, etc.
- LLKP hardwood pulp
- NNKP softwood pulp
- BTMP bleached thermomechanical pulp
- SGP stone grand pulp
- PGW pressed stone grand pulp
- RGP Refiner ground pulp
- CGP chemi ground pulp
- TGP thermo ground pulp
- DIP Deinking of pulp and waste paper pulp And the like pulp
- Examples of the method for producing CNF include mechanical methods such as a high-pressure homogenizer method, a microfluidizer method, a grinder grinding method, a bead mill freeze grinding method, and an ultrasonic defibrating method, but are not limited to these methods. . Moreover, nanofibrosis is accelerated
- the amount of CNF (mixing ratio) in the aqueous drug is preferably 0.0002 to 0.0004%.
- a CNF aqueous solution having a CNF concentration of 2% is prepared, and the proportion of the CNF aqueous solution in the aqueous drug is 0.01 to 0.02%, so that the amount of CNF (mixing ratio) in the aqueous drug is as described above. Can be a value.
- aqueous detergent for example, a surfactant or a lower or higher (aliphatic) alcohol can be used.
- fragrance for example, one or several kinds of oily fragrances such as orange oil can be appropriately selected and used in addition to the aqueous fragrance.
- parabens such as methyl paraben, ethyl paraben, propyl paraben and the like can be used.
- a disinfectant for example, benzalkonium chloride, chlorhexidine gluconate, popidone iodine, ethanol, benzilium cetyl oxide, triclosan, chlorxylenol, isopropylmethylphenol and the like can be used.
- organic solvent polyhydric alcohols such as glycol (divalent), glycerin (trivalent), and sorbitol (tetravalent) can be used.
- auxiliary agents for the components of the aqueous drug can be appropriately selected, and components that perform other functions may be included in the aqueous drug as necessary.
- the base paper sheet containing the water-soluble binder is dried and then impregnated with the cross-linking agent that cross-links with the water-soluble binder and the aqueous agent containing CNF.
- the surface of the base paper sheet is modified by the application and drying of the water-soluble binder, and then the aqueous chemical containing CNF is applied. Therefore, when the aqueous chemical is applied, the CNF enters the base paper sheet. It becomes difficult. For this reason, the amount of CNF on the surface of the base paper sheet is accumulated more than the center in the thickness direction, and the surface hardness is increased without using a large amount of CNF.
- the wiping property can be improved.
- the surface of the toilet cleaner 100 may be a raw paper sheet, but is preferably embossed.
- embosses EM11 and EM12 are embossed as shown in FIG. It is given by processing.
- the shape, number, area ratio, and the like of the emboss are arbitrary, but in the case of the toilet cleaner 100, the emboss EM11 is arranged to be a rhombus lattice, whereby the emboss EM11 is arranged in a square lattice or a rectangular lattice. The unevenness of wiping can be reduced as compared with the case where it is. Further, the embossing EM12 is disposed between the embossing EM11.
- the embossed EM11 has a bulged portion PR21 having a curved shape.
- the embossed EM12 has a bulged portion PR22 having a planar shape.
- the embossing EM12 is arrange
- the two types of embosses EM11 and EM12 formed in this way can increase the contact area with the object to be cleaned, the hardness of the toilet cleaner 100 is reduced and the wiping performance is improved.
- the toilet cleaner 100 is powered during wiping work.
- the contact area is increased for the first time. Therefore, the contact area is increased, and the flexibility is improved due to the deformation of each emboss.
- the contact area CN31 generated by the deformation of the emboss EM11 due to the force applied to the toilet cleaner 100 during the wiping operation is discretely generated in the vicinity of the emboss EM11.
- the contact area SN32 generated by the deformation of the embossing EM11 and EM12 by the force applied to the toilet cleaner 100 during wiping work is It can be seen that the contact area CN31 in FIG. 4A increases.
- embossing EM11 and EM12 can obtain the effect of normal embossing similarly, and can improve the texture, absorbability, bulkiness, etc. of a toilet cleaner. Furthermore, the continuous embossing EM21 can also obtain the effect of the appearance by giving embossing similarly to normal embossing.
- the toilet cleaner 100 is folded in half at the center in the Y direction by being folded. Then, it is stored in a folded plastic case, packaging film, etc. in a folded state, and is expanded and used as needed during use. Note that the method of folding the toilet cleaner 100 is not limited to two, and may be, for example, four or eight.
- FIG. 5 is a flowchart showing a method for manufacturing a toilet cleaner.
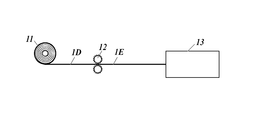
- FIG. 6 is a schematic diagram of a solution application facility for applying a water-soluble binder solution to a toilet cleaner base paper sheet (papermaking sheet).
- FIG. 7 is a schematic diagram of processing equipment for processing a base paper sheet to which a water-soluble binder solution has been applied by the solution application equipment shown in FIG.
- a paper making process (S1) for making a paper as a base paper by a paper machine (not shown) is performed.
- continuous dry base paper 1 ⁇ / b> A fed out from a plurality of (for example, two) primary raw rolls 1, 1 each wound up the base paper that has been made.
- a drying step (S4) for drying and a slit / winding step (S5) for slitting and winding the dried continuous water-decomposable sheet 1D are performed.
- the number of primary rolls can be changed as long as there are two or more. However, in the following description, an example of using two primary rolls will be described.
- the continuous water-decomposable sheet 1 ⁇ / b> D fed from the secondary raw roll 11 wound in the slit / winding step (S ⁇ b> 5) is embossed.
- An embossing process (S6) and a finishing process (S7) for finishing the embossed sheet 1E that has been embossed are performed.
- a papermaking raw material is made by a known wet papermaking technique to form a base paper sheet. That is, after making the papermaking raw material into a wet paper state, it is dried by a dryer or the like to form a base paper sheet such as thin paper or crepe paper.
- a base paper sheet such as thin paper or crepe paper.
- papermaking chemicals such as a wet paper strength agent, an adhesive, and a release agent may be appropriately used for the base paper sheet.
- a water-soluble binder solution is provided in the solution provision process of the solution provision equipment mentioned later, you may make it provide a water-soluble binder solution in the step of a papermaking process.
- a water-soluble binder solution is applied even in the papermaking process, the strength of the entire water-decomposable sheet can be increased, and by applying a water-soluble binder solution in the subsequent solution application process, the surface of the water-decomposable sheet can be obtained. The strength can be further increased.
- a water-soluble binder and a fixing agent for pulp fibers of the water-soluble binder are added to a dispersion containing pulp as a papermaking raw material, and this is used as a raw material.
- a method of wet papermaking is known (Japanese Patent Laid-Open No. 3-193996). That is, it is a method of internally adding a water-soluble binder.
- a sheet made from a pulp-containing dispersion may be wet-papered, press dehydrated or semi-dried, and then a water-soluble binder may be spray-dried or coated and dried to produce a fiber sheet containing a predetermined amount of the water-soluble binder.
- a water-soluble binder may be spray-dried or coated and dried to produce a fiber sheet containing a predetermined amount of the water-soluble binder.
- FIG. 8 shows a schematic view of an example of a production apparatus preferably used for producing a fiber sheet when a water-soluble binder is used as the binder.
- the manufacturing apparatus (wet papermaking machine) shown in FIG. 8 includes a former 14, a wire part, a first dry part 17, a spray part, and a second dry part 24.
- the former 14 adjusts the furnish supplied from a preparation device (not shown) to a predetermined concentration and supplies it to the wire part.
- a preparation device includes a device that beats and beats raw materials such as pulp fibers, and an addition device that adds additives such as sizing agents, pigments, paper strength enhancers, bleaching agents, and flocculants to the beaten and beaten raw materials.
- additives such as sizing agents, pigments, paper strength enhancers, bleaching agents, and flocculants to the beaten and beaten raw materials.
- a stock made of a raw material having a predetermined concentration according to the characteristics of hydrolyzed paper is prepared as a finished stock. It is also possible to mix a binder with the pulp slurry.
- the wire part is a wet paper that forms the paper stock supplied from the former as a wet paper.
- the first dry part 17 dries the wet paper formed in the wire part.
- the spray part sprays the binder onto the paper dried by the first dry
- the first dry part 17 is composed of a through air dryer (hereinafter referred to as TAD).
- TAD includes a rotating drum 18 having a breathable peripheral surface, and a hood 19 that covers the rotating drum 18 almost airtightly.
- air heated to a predetermined temperature is supplied into the hood 19. The heated air flows from the outside of the rotating drum 18 toward the inside.
- the wet paper web is conveyed in a state of being held on the peripheral surface of the rotary drum 18 rotating in the direction of the arrow in FIG. While being transported in the TAD, the heated paper penetrates the wet paper in the thickness direction, whereby the wet paper is dried to become paper.
- the paper obtained in the first dry part 17 is sprayed with an aqueous solution containing a binder (water-soluble binder solution) in the spray part.
- the spray part is a position between the first and second dry parts 17 and 24. Both dry parts 17 and 24 are connected via a conveyor.
- the conveyor includes an upper conveyor belt 20 and a lower conveyor belt 21 that rotate in the directions indicated by the arrows.
- the conveyor 20 is configured to convey paper to the second dry part 24 while being dried by the TAD of the first dry part 17 and sandwiching the paper between the belts 20 and 21.
- a vacuum roll 22 is disposed at the folded end on the downstream side of the upper conveyor belt 20. The vacuum roll 22 adsorbs paper on the back surface of the upper conveyor belt 20 and conveys the upper conveyor belt 20 under the adsorbed state.
- the spray part includes a spray nozzle 23.
- the spray nozzle 23 is disposed below the second dry part 24 and so as to face the vacuum roll 22.
- the spray nozzle 23 sprays a spray liquid containing a binder toward the vacuum roll 22 and adds (externally adds) the spray liquid to paper.
- the paper is conveyed to the second dry part 24.
- the second dry part 24 is composed of a Yankee dryer.
- the paper that has been sprayed with the spray liquid and is in a wet state is conveyed while being held on the peripheral surface of the rotary drum 25 of the Yankee dryer installed in the hood 26.
- the paper is dried while being held by the rotary drum 25 and conveyed.
- the position where the binder is supplied in the spray part may be a position between the first and second dry parts 17 and 24.
- the position above the upper conveyor belt 20 the first and second dry parts shown in FIG. 8. You may make it spray a binder from the arrow position between 17 and 24). Further, the binder may be sprayed from above (the arrow position on the right side of the second dry part 24 shown in FIG. 8) on the paper after being dried by the second dry part 24.
- the direction in which the binder is sprayed between the first and second dry parts 17 and 24 and after the second dry part 24 is not limited to the upper direction, and may be from the lower side or from the upper and lower sides.
- the ratio of the vertical and horizontal fiber orientations (vertical / horizontal) of the base paper sheet is 0.8 to 2.0, preferably 0.8 to 1.2.
- the fiber orientation can be adjusted, for example, by adjusting the angle at which the papermaking raw material is supplied to the wire part in a paper machine.
- the angle at which the papermaking raw material is supplied can be determined, for example, by adjusting the slice opening degree of the head box. Or it is good also as adjusting fiber orientation by giving a vibration in the direction orthogonal to the conveyance direction (running direction) of a paper machine.
- the ply processing step (S2) of this embodiment will be described.
- the continuous dry base papers 1A and 1A continuously fed from the raw roll 1 are ply processed along the continuous direction to form a ply continuous sheet 1B. It is supplied to the mating unit 2.
- the overlapping portion 2 is composed of a pair of rolls, and plies each continuous dry base paper 1A, 1A to form a ply-processed ply continuous sheet 1B.
- the continuous dry base papers 1A and 1A may be lightly fastened with pin embossing (contact embossing) so that they are not easily displaced.
- the water-soluble binder solution contains carboxymethyl cellulose (CMC) as a water-soluble binder.
- CMC carboxymethyl cellulose
- the above water-soluble binder solution may be sprayed on one outer surface of the ply continuous sheet 1B.
- the above-described primary raw rolls 1 and 1 are fed from the two-fluid type spray nozzle to the outer surface (the surface where the sheets do not face each other) of at least one of the continuous dry base papers 1A and 1A fed from the primary raw rolls 1 and 1 respectively.
- the two-fluid spray nozzle 3 is a spray nozzle that mixes and sprays compressed air and liquid divided into two systems, compared to a one-fluid spray nozzle that sprays compressed liquid alone, The liquid can be sprayed finely and uniformly.
- the nozzle diameter of the spray nozzle 3 is set to 0.09 gal / min or less.
- the spraying conditions of the present embodiment are as follows: concentration of water-soluble binder solution; 3.0 to 4.0%, output temperature: 50 to 70 ° C., liquid pressure: 2 MPa or more, air pressure: 0.05 to 0.00. It is preferable to be 2MPs.
- the toilet cleaner is in a state where the content of CMC gradually increases from the inside to the outside in the thickness direction.
- the inside and the outside in the thickness direction when applied to both sides, the inside in the thickness direction is the inside and the outside is the outside.
- coating to one side let the non-application surface of a water-soluble binder solution be an inner side, and let an application surface be an outer side.
- the drying step (S4) of this embodiment will be described.
- the insoluble liquid in the water-soluble binder solution of the continuous sheet 1C is evaporated, and the active ingredient, particularly CMC, is applied to the fibers. Let it settle.
- the amount of the water-soluble binder solution that permeates decreases from the outside in the thickness direction of the continuous sheet 1C toward the inside, the fixing amount of the CMC decreases as it goes in the thickness direction. Become.
- the cross-linking reaction is less likely to occur toward the inner side in the thickness direction, and since there are many voids, the aqueous drug is confined inside the sheet. It can be. Thereby, the toilet cleaner obtained can be made hard to dry.
- a hooded dryer equipment that blows hot air on the continuous sheet 1C to dry it can be used.
- a press roll or a turn roll may be installed, and the continuous sheet 1C may be passed through the press roll or the turn roll before the drying step (S4).
- an infrared irradiation facility may be used as the drying facility.
- a plurality of infrared irradiation units are arranged in parallel in the conveying direction of the continuous sheet 1C, and drying is performed by irradiating the continuous sheet 1C to be conveyed with infrared rays. Since moisture is generated by infrared rays and dried, uniform drying is possible as compared with a dryer using hot air, and wrinkles can be prevented from occurring in the subsequent slit / winding process.
- the slit / winding step (S5) of this embodiment will be described.
- the slit / winding step (S5) in order to use the ply-processed continuous water-decomposable sheet 1D with an off-line processing machine, it is dried in the drying step (S4) and the CMC is fixed.
- the illustrated continuous water-decomposable sheet 1D is slit to a predetermined width by the slitter 5 while adjusting the tension, and wound by the winder facility 6.
- the winding speed is appropriately determined in consideration of the ply processing step (S2), the solution application step (S3), and the drying step (S4).
- the continuous water-decomposable sheet 1D subjected to the ply process is pressure-bonded, whereby the continuous water-decomposable sheet 1D is more integrated and becomes a sheet corresponding to one sheet.
- embossing process Next, the embossing process (S6) of this embodiment will be described.
- the embossing process (S6) as shown in FIG. 7, the embossing process which makes the sheet
- This embossing is performed for the purpose of improving the strength, bulkiness, wiping property and the like of the sheet, as well as the design.
- the finishing process (S7) of this embodiment will be described.
- the embossed sheet 1E is cut, the cut sheets are folded, and the aqueous chemicals applied to the folded sheets ( (Including cross-linking agent, CNF, aqueous detergent, fragrance, preservative, disinfectant, paper strength enhancer, organic solvent, etc.) and packaging of each sheet impregnated with the aqueous agent in a series of flow.
- CNF cross-linking agent
- aqueous detergent e.g., aqueous detergent, fragrance, preservative, disinfectant, paper strength enhancer, organic solvent, etc.
- a toilet cleaner is manufactured through the above steps.
- the dried base paper sheet is impregnated uniformly with a syringe with a chemical solution (aqueous drug) prepared under the conditions of Examples 1 and 2 and Comparative Examples 1 to 3 so as to be 200% by weight of the sheet weight.
- a chemical solution aqueous drug
- the blending ratios of the binder solutions and the chemical solutions in Examples 1 and 2 and Comparative Examples 1 to 3 are as follows.
- Example 1 Binder solution: water 96%, CMC (CMC1330 (Daicel)) 4% Chemical solution: Chemical solution 99.99996%, CNF 0.0004% (Example 2) Binder solution: water 96%, CMC (CMC1330 (Daicel)) 4% Chemical solution: Chemical solution 99.99998%, CNF 0.0002%
- Binder solution water 96%, CMC (CMC1330 (Daicel)) 4% Chemical solution: 100% chemical solution
- Binder solution 96% water, CMC (CMC1330 (Daicel)) 2%, CNF 2% Chemical solution: 100% chemical solution
- Binder solution Water 96%, CMC (CMC1330 (Daicel)) 3.6%, CNF 0.4% Chemical solution: 100% chemical solution
- CMC1330 (Daicel).
- CNF used here is CNF of NBKP100%.
- CNF having an average fiber width (median diameter) of CNF of 49 nm was used. This CNF was obtained by subjecting NBKP to refiner treatment and rough defibrating, and then treating and defibrating four times using a high-pressure homogenizer.
- the CNF dispersion solution is added to the binder solution or chemical.
- Table I shows the results of measuring the amount of CNF (gsm) on the processed sheet for the samples of Examples 1 and 2 and Comparative Examples 1 to 3.
- the amount of CNF is increased by using a water-soluble binder solution in which CMC is blended, and blending the water-based drug with a crosslinking agent that crosslinks with the water-soluble binder and CNF.
- the wiping property can be improved without any problems.
- the present invention has been specifically described based on the embodiment.
- the present invention is not limited to the above-described embodiment, and can be changed without departing from the gist thereof.
- the configuration in which the crosslinking agent and CNF are blended with the aqueous drug is illustrated and described.
- the sheet containing the water-soluble binder is dried and crosslinked. It is good also as providing CNF aqueous solution after providing the aqueous
- a toilet cleaner is exemplified as a water-decomposable sheet.
- the present invention is not limited to this, and a toilet wipe after use such as a body wiping sheet and a hip wiping sheet for wiping the body is used. It can be applied to articles that need to be discarded with a large amount of water.
- the embossed EM11 in which the bulging part PR21 has a curved shape and the embossed EM12 in which the bulging part PR22 has a flat shape are illustrated.
- all the embosses EM11 and EM12 are convex in the front side of the drawing in FIG. 1, but the embossments EM11 and EM12 convex in the front side of the drawing and the front side in the drawing.
- the concave embosses EM11 and EM12 may be alternately arranged.
- embosses EM11 and EM12 solid line portions convex in the front direction of FIG. 9 and embossments EM11 and EM12 (broken line portions) concave in the front direction of FIG.
- the concave portion e2 has a shape obtained by inverting the convex portion e1.
- the convex portions e1 and the concave portions e2 are alternately arranged as an example, and this row forms an emboss pattern in which the rows are arranged in multiple rows and the convex portions e1 and the concave portions e2 in adjacent rows are shifted from each other by a half pitch. .
- the convex portions e1 and the concave portions e2 are alternately formed both in the vertical direction and in the horizontal direction, so that the wiping property of dirt is improved compared to the embossed pattern in which the convex portions and the concave portions are arranged in a line.
- the shape of the convex part e1 and the recessed part e2 is not specifically limited, Circular, an ellipse, a polygon etc. are used. It is good also as what combined each shape.
- the water-soluble binder solution is applied by a spray method.
- the doctor is applied to the continuous dry base paper 1A continuously fed from the primary raw roll 1.
- Chamber system transfer equipment with two plate rolls paired with one backup roll, anilox rolls paired with each plate roll, and a doctor chamber for applying a binder solution to each anilox roll
- / and 3-roll system two plate rolls paired with one backup roll, anilox roll paired with each plate roll, and a dip for applying a binder solution to each anilox roll Roll and transfer equipment with pan to apply binder solution to dip roll
- Indah solution may be granted.
- the water-soluble binder solution is transferred to the corresponding base paper from a printing machine provided corresponding to at least one of the front and back surfaces of the water-decomposable sheet. Also good.
- the present invention is suitable for providing a water-decomposable sheet pre-impregnated with an aqueous agent such as a toilet cleaner and a method for producing the water-decomposable sheet.
Landscapes
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Paper (AREA)
Abstract
原紙シートに対して水性薬剤を含浸させた水解性シートであって、原紙シートは、目付量が30~150gsmであって、水溶性バインダーが含有されており、水性薬剤は、水溶性バインダーと架橋する架橋剤、及びセルロースナノファイバーが含まれている。これにより、簡単な手法で拭き取り性を向上させることができる。
Description
本発明は、トイレクリーナー等の予め水性薬剤が含浸された水解性シート及び当該水解性シートの製造方法に関する。
従来、トイレの清掃には、繰り返し使用される織布製の雑巾等が使われてきたが、これに替わって、近年、紙製の使い捨ての水解性シートが使用されるようになってきている。
この種の水解性シートは、洗浄剤が含浸された状態で提供され、また使用後にトイレに流して処理可能とされる。
この種の水解性シートは、洗浄剤が含浸された状態で提供され、また使用後にトイレに流して処理可能とされる。
かかる水解性シートにおいては、拭取り作業時の洗浄剤が含浸された湿潤状態において破れない紙力と、トイレ等に流した際に配管等に詰まらない程度の水解性を確保することが求められるところであるが、これらを効果的に達成する一つの技術として、その基材紙としてカルボキシメチルセルロース(以下、CMCと記述する)を含む水溶性バインダー等を添加した水解性シートを用いることが知られている(例えば、特許文献1参照)。
このような水解性シートにおいては、できるだけ簡単な手法で、拭き取り性を向上させたいとの要望がある。
本発明は、上記課題に鑑みてなされたものであって、簡単な手法で拭き取り性を向上させた水解性シート及び当該水解性シートの製造方法を提供することを目的とする。
以上の課題を解決するため、請求項1に記載の発明は、
原紙シートに対して水性薬剤を含浸させた水解性シートであって、
前記原紙シートは、目付量が30~150gsmであって、水溶性バインダーが含有されており、
前記水性薬剤は、前記水溶性バインダーと架橋する架橋剤、及びセルロースナノファイバーが含まれていることを特徴とする。
原紙シートに対して水性薬剤を含浸させた水解性シートであって、
前記原紙シートは、目付量が30~150gsmであって、水溶性バインダーが含有されており、
前記水性薬剤は、前記水溶性バインダーと架橋する架橋剤、及びセルロースナノファイバーが含まれていることを特徴とする。
また、請求項2に記載の発明は、請求項1に記載の水解性シートであって、
前記原紙シートの表面上の前記セルロースナノファイバーの量が、厚み方向中央に比べて多く集積した状態であることを特徴とする。
前記原紙シートの表面上の前記セルロースナノファイバーの量が、厚み方向中央に比べて多く集積した状態であることを特徴とする。
また、請求項3に記載の発明は、
原紙シートに対して水性薬剤を含浸させた水解性シートであって、
前記原紙シートは、目付量が30~150gsmであって、水溶性バインダーが含有されており、
前記水性薬剤は、前記水溶性バインダーと架橋する架橋剤が含まれており、
前記原紙シートの表面上のセルロースナノファイバーの量が、厚み方向中央に比べて多く集積した状態であることを特徴とする。
原紙シートに対して水性薬剤を含浸させた水解性シートであって、
前記原紙シートは、目付量が30~150gsmであって、水溶性バインダーが含有されており、
前記水性薬剤は、前記水溶性バインダーと架橋する架橋剤が含まれており、
前記原紙シートの表面上のセルロースナノファイバーの量が、厚み方向中央に比べて多く集積した状態であることを特徴とする。
また、請求項4に記載の発明は、
水解性シートの製造方法であって、
原紙シートの外面に対して、水溶性バインダーを含有する溶液を付与する溶液付与工程と、
前記溶液が付与されたシートを乾燥させる乾燥工程と、
乾燥後のシートに、前記水溶性バインダーと架橋する架橋剤、及びセルロースナノファイバーを含む水性薬剤を付与する薬剤付与工程と、
を有することを特徴とする。
水解性シートの製造方法であって、
原紙シートの外面に対して、水溶性バインダーを含有する溶液を付与する溶液付与工程と、
前記溶液が付与されたシートを乾燥させる乾燥工程と、
乾燥後のシートに、前記水溶性バインダーと架橋する架橋剤、及びセルロースナノファイバーを含む水性薬剤を付与する薬剤付与工程と、
を有することを特徴とする。
本発明によれば、簡単な手法で拭き取り性を向上させることができる。
以下、図面を参照しつつ、本発明の実施形態である水解性シートを詳細に説明する。但し、発明の範囲は、図示例に限定されない。
なお、水解性シートはトイレクリーナーを一例にして説明するが、水解性シートにはトイレクリーナー以外の清拭用途の水性薬剤を含浸させたウェットティシューなども含まれる。また、トイレクリーナーの製造時の紙の搬送方向をY方向(縦方向)、搬送方向に直交する方向をX方向(横方向)として説明する。
なお、水解性シートはトイレクリーナーを一例にして説明するが、水解性シートにはトイレクリーナー以外の清拭用途の水性薬剤を含浸させたウェットティシューなども含まれる。また、トイレクリーナーの製造時の紙の搬送方向をY方向(縦方向)、搬送方向に直交する方向をX方向(横方向)として説明する。
[トイレクリーナーの説明]
トイレクリーナー100は、複数枚(例えば、2枚)の原紙シートがプライ加工(積層)されたものであって、所定の水性薬剤が含浸されている。なお、原紙シートは、プライ加工されていない、1枚の原紙シートにより構成されていてもよい。
原紙シートの目付量は、30~150gsm程度である。なお、目付量は、JIS P8124に基づくものである。
トイレクリーナー100は、複数枚(例えば、2枚)の原紙シートがプライ加工(積層)されたものであって、所定の水性薬剤が含浸されている。なお、原紙シートは、プライ加工されていない、1枚の原紙シートにより構成されていてもよい。
原紙シートの目付量は、30~150gsm程度である。なお、目付量は、JIS P8124に基づくものである。
トイレクリーナー100の原紙シートは、トイレを掃除した後、そのまま便器の水溜りに廃棄できるように、水解性の繊維集合体から構成されている。
繊維集合体としては、水解性を有する繊維集合体であれば特に限定されないが、単層又は複数層の紙又は不織布を好適に用いることができる。原料繊維は、天然繊維でも合成繊維でも良く、これを混合することも可能である。好適な原料繊維としては、木材パルプ、非木材パルプ、レーヨン、コットン等のセルロース系繊維、ポリ乳酸等からなる生分解性繊維等を挙げることができる。また、これらの繊維を主体としてポリエチレン繊維、ポリプロピレン繊維、ポリビニールアルコール繊維、ポリエステル繊維、ポリアクリニトリル繊維、合成パルプ、ガラスウール等を併用することができる。
特に、繊維集合体として、少なくともパルプを含むものであることが好ましく、原料となるパルプは、広葉樹晒クラフトパルプ(LBKP)と針葉樹晒クラフトパルプ(NBKP)を適宜の割合で配合したものが適する。
より好ましくは、広葉樹晒クラフトパルプの配合割合が50重量%を超えるもの、すなわち広葉樹晒クラフトパルプに対する針葉樹晒クラフトパルプの配合比が1/1未満となるものがあげられる。針葉樹晒クラフトパルプに対する広葉樹晒クラフトパルプの配合比を多くすることで、繊維間隙間が減少し、水分蒸散が抑制されるため、乾きにくさを向上させることができる。
また、粉砕されたパルプからなるシート、粉砕パルプを水解紙で覆ったり、挟んだりしたシートにより構成されていてもよい。
より好ましくは、広葉樹晒クラフトパルプの配合割合が50重量%を超えるもの、すなわち広葉樹晒クラフトパルプに対する針葉樹晒クラフトパルプの配合比が1/1未満となるものがあげられる。針葉樹晒クラフトパルプに対する広葉樹晒クラフトパルプの配合比を多くすることで、繊維間隙間が減少し、水分蒸散が抑制されるため、乾きにくさを向上させることができる。
また、粉砕されたパルプからなるシート、粉砕パルプを水解紙で覆ったり、挟んだりしたシートにより構成されていてもよい。
また、トイレクリーナー100の原紙シートには紙力増強のための水溶性バインダーが付与されている。水溶性バインダーとしては、カルボキシルメチルセルロース、ポリビニルアルコール、デンプンまたはその誘導体、ヒドロキシプロピルセルロース、アルギン酸ナトリウム、トラントガム、グアーガム、キサンタンガム、アラビアゴム、カラギーナン、ガラクトマンナン、ゼラチン、カゼイン、アルブミン、プルプラン、ポリエチレンオキシド、ビスコース、ポリビニルエチルエーテル、ポリアクリル酸ソーダ、ポリメタアクリル酸ソーダ、ポリアクリルアミド、ポリアクリル酸のヒドロキシル化誘導体、ポリビニルピロリドン/ビニルピロリドン酢酸ビニル共重合体等のバインダー成分が挙げられる。
特に、水解性が良好となる点や架橋反応により湿潤強度を発現しうる点からカルボキシル基を有する水溶性バインダーを用いることが好ましい。
カルボキシル基を有する水溶性バインダーは、水中で容易にカルボキシラートを生成するアニオン性の水溶性バインダーである。その例としては多糖誘導体、合成高分子、天然物が挙げられる。
カルボキシル基を有する水溶性バインダーは、水中で容易にカルボキシラートを生成するアニオン性の水溶性バインダーである。その例としては多糖誘導体、合成高分子、天然物が挙げられる。
多糖誘導体としてはカルボキシメチルセルロースの塩、カルボキシエチルセルロース又はその塩、カルボキシメチル化デンブン又はその塩などが挙げられ、特にカルボキシメチルセルロース(CMC)のアルカリ金属塩が好ましい。
CMCについては、そのエーテル化度が0.6~2.0、特に0.9~1.8、更に好ましくは1.0~1.5であるのが望ましい。水解性と湿潤紙力の発現が極めて良好となるためである。
また、CMCは、水膨潤性のものを用いることが好ましい。これは、水性薬剤中の架橋剤である特定金属イオンとの架橋により、未膨潤化のままシートを構成する繊維をつなぎとめる機能を発揮し、清掃・清拭作業に耐えうる拭き取りシートとしての強度を発現することができるからである。
本実施形態のトイレクリーナー100の場合には、水溶性バインダーとして、CMCが付与されている。
また、CMCは、水膨潤性のものを用いることが好ましい。これは、水性薬剤中の架橋剤である特定金属イオンとの架橋により、未膨潤化のままシートを構成する繊維をつなぎとめる機能を発揮し、清掃・清拭作業に耐えうる拭き取りシートとしての強度を発現することができるからである。
本実施形態のトイレクリーナー100の場合には、水溶性バインダーとして、CMCが付与されている。
合成高分子としては、不飽和カルボン酸の重合体又は共重合体の塩、不飽和カルボン酸と該不飽和カルボン酸と共重合可能な単量体との共重合体の塩などが挙げられる。不飽和カルボン酸としては、アクリル酸、メタクリル酸、イタコン酸、クロトン酸、無水マレイン酸、マレイン酸、フマール酸などが挙げられる。これらと共重合可能な単量体としては、これら不飽和カルボン酸のエステル、酢酸ビニル、エチレン、アクリルアミド、ビニルエーテルなどが挙げられる。特に好ましい合成高分子は、不飽和カルボン酸としてアクリル酸やメタクリル酸を用いたものであり、具体的にはポリアクリル酸、ポリメタクリル酸、アクリル酸メタクリル酸共重合体の塩、アクリル酸又はメタクリル酸とアクリル酸アルキル又はメタクリル酸アルキルとの共重合体の塩が挙げられる。天然物としては、アルギン酸ナトリウム、ザンサンガム、ジェランガム、タラガントガム、ペクチンなどが挙げられる。
このようなトイレクリーナー100は、CMCが原紙シートの厚み方向に均一に含浸された状態でも良いが、原紙シートの厚み方向の中央から表面及び裏面に向かうにつれてCMCの含有量が徐々に増加した状態となっていることが好ましい。これにより、トイレクリーナー100は、同量の水溶性バインダーを均一に含浸させた従来品に比べて便器の縁等を強く擦っても破れにくくなるからである。
また、トイレクリーナー100の縦横の繊維配向の比率(縦/横)については、特に限定するものではないが、0.8~2.0であることが好ましく、0.8~1.2であることがより好ましい。
紙の製造工程である抄紙工程においては抄紙機のワイヤーの上に繊維を敷き詰めて搬送方向に流すため、一般的には、紙は、抄紙機の搬送方向である縦方向に多くの繊維が並んでいる(例えば、縦:横=2.3:1等。図2A参照)という特性がある。そのため、横方向の繊維密度が薄く繊維が断裂しやすい。即ち、拭くときの方向によって破れやすい。そこで、本実施形態においては、図2Bに示すように、トイレクリーナー100の縦横の繊維配向比率を0.8~2.0、好ましくは、0.8~1.2とすることで、どの方向から拭いても破れにくいトイレクリーナー100を提供することができる。なお、縦横の繊維配向の比率は、MD及びCD方向の湿潤強度の比により求めることができる。
紙の製造工程である抄紙工程においては抄紙機のワイヤーの上に繊維を敷き詰めて搬送方向に流すため、一般的には、紙は、抄紙機の搬送方向である縦方向に多くの繊維が並んでいる(例えば、縦:横=2.3:1等。図2A参照)という特性がある。そのため、横方向の繊維密度が薄く繊維が断裂しやすい。即ち、拭くときの方向によって破れやすい。そこで、本実施形態においては、図2Bに示すように、トイレクリーナー100の縦横の繊維配向比率を0.8~2.0、好ましくは、0.8~1.2とすることで、どの方向から拭いても破れにくいトイレクリーナー100を提供することができる。なお、縦横の繊維配向の比率は、MD及びCD方向の湿潤強度の比により求めることができる。
また、本実施形態のトイレクリーナー100には、水溶性バインダー(本実施形態のトイレクリーナー100の場合には、CMC)と架橋する架橋剤、及びセルロースナノファイバー(以下、CNFと称す)を含む所定の水性薬剤が含浸されている。なお、水性薬剤には、架橋剤及びCNFの他、水性洗浄剤、香料、防腐剤、除菌剤、有機溶剤等の補助剤が含まれる。
当該水性薬剤は、水溶性バインダーが含浸された後に、乾燥された原紙シートに対して、含浸される。
また、水性薬剤は、トイレクリーナー100の基材である原紙シートの重量に対して100~500重量%含浸させるが、好ましくは150~300重量%である。
当該水性薬剤は、水溶性バインダーが含浸された後に、乾燥された原紙シートに対して、含浸される。
また、水性薬剤は、トイレクリーナー100の基材である原紙シートの重量に対して100~500重量%含浸させるが、好ましくは150~300重量%である。
架橋剤としては、ホウ酸、種々の金属イオン等を使用することができるが、CMCを水溶性バインダーとして用いた場合、多価金属イオンを用いることが好ましい。特に、アルカリ土類金属、マンガン、亜鉛、コバルト及びニッケルからなる群から選択される1種又は2種以上の多価金属イオンを用いることが、繊維間が十分に結合されて使用に耐え得る湿潤強度が発現する点、及び水解性が十分になる点から好ましい。これらの金属イオンのうち、カルシウム、ストロンチウム、バリウム、亜鉛、コバルト、ニッケルのイオンを用いることが特に好ましい。
CNFとは、パルプ繊維を解繊して得られる微細なセルロース繊維をいい、一般的に繊維幅がナノサイズ(1nm以上、1000nm以下)のセルロース微細繊維を含むセルロース繊維をいうが、平均繊維幅は、100nm以下の繊維が好ましい。平均繊維幅の算出は、例えば、一定数の数平均、メジアン、モード径(最頻値)などを用いる。
CNFの製造に使用可能なパルプ繊維としては、広葉樹パルプ(LBKP)、針葉樹パルプ(NBKP)等の化学パルプ、晒サーモメカニカルパルプ(BTMP)、ストーングランドパルプ(SGP)、加圧ストーングランドパルプ(PGW)、リファイナーグランドパルプ(RGP)、ケミグランドパルプ(CGP)、サーモグランドパルプ(TGP)、グランドパルプ(GP)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、リファイナーメカニカルパルプ(RMP)等の機械パルプ、茶古紙、クラフト封筒古紙、雑誌古紙、新聞古紙、チラシ古紙、オフィス古紙、段ボール古紙、上白古紙、ケント古紙、模造古紙、地券古紙、更紙古紙等から製造される古紙パルプ、古紙パルプを脱墨処理した脱墨パルプ(DIP)などが挙げられる。これらは、本発明の効果を損なわない限り、単独で用いてもよく、複数種を組み合わせて用いてもよい。さらに、上記パルプ繊維に対してカルボキシメチル化等の化学的処理を施したものを用いても良い。
CNFの製造方法としては、高圧ホモジナイザー法、マイクロフリュイダイザー法、グラインダー磨砕法、ビーズミル凍結粉砕法、超音波解繊法等の機械的手法が挙げられるが、これらの方法に限定されるものではない。また、ナノファイバー化は、TEMPO酸化処理、リン酸エステル化処理酸処理等の併用により促進される。
水性薬剤中のCNF量(配合率)は、0.0002~0.0004%であることが好ましい。例えば、CNFの濃度が2%のCNF水溶液を作製し、水性薬剤中のCNF水溶液の割合を0.01~0.02%とすることで、水性薬剤中のCNF量(配合率)を上記の値とすることができる。
水性洗浄剤としては、例えば、界面活性剤の他、低級又は高級(脂肪族)アルコールを使用することができる。
香料としては、例えば、水性香料の他、オレンジオイル等の油性香料の中から、一種又は数種を適宜選択して使用することができる。
防腐剤としては、例えば、メチルパラベン、エチルパラベン、プロピルパラベン等のパラベン類を使用することができる。除菌剤としては、例えば、塩化ベンザルコニウム、グルコン酸クロルヘキシジン、ポピドンヨード、エタノール、セチル酸化ベンザニウム、トリクロサン、クロルキシレノール、イソプロピルメチルフェノール等を使用することができる。有機溶剤としては、グリコール(2価)、グリセリン(3価)、ソルビトール(4価)等の多価アルコールを使用することができる。
また、上述した水性薬剤の成分の補助剤については適宜選択可能であり、必要に応じて他の機能を果たす成分を水性薬剤に含ませてもよい。
このように、本発明によれば、水溶性バインダーを配合した原紙シートを乾燥させた後、水溶性バインダーと架橋する架橋剤、及びCNFを含む水性薬剤を含浸させる。
これにより、水溶性バインダーの塗布乾燥により原紙シートの表面が改質され、その後、CNFを含有した水性薬剤を塗布することになるので、水性薬剤を塗布した際にCNFが原紙シートの内部に入りにくくなる。このため、原紙シートの表面上のCNFの量が、厚み方向中央に比べて多く集積した状態となり、多量のCNFを用いることなく、表面硬度が上がるので、その結果、効果的にトイレクリーナー100の拭き取り性を向上させることができる。
これにより、水溶性バインダーの塗布乾燥により原紙シートの表面が改質され、その後、CNFを含有した水性薬剤を塗布することになるので、水性薬剤を塗布した際にCNFが原紙シートの内部に入りにくくなる。このため、原紙シートの表面上のCNFの量が、厚み方向中央に比べて多く集積した状態となり、多量のCNFを用いることなく、表面硬度が上がるので、その結果、効果的にトイレクリーナー100の拭き取り性を向上させることができる。
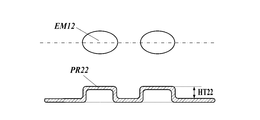
また、トイレクリーナー100の表面は原紙シートのままでも良いが、エンボス加工が施されていることが好ましく、トイレクリーナー100の場合、例えば、図1に示す通り、2種類のエンボスEM11及びEM12がエンボス加工により施されている。
エンボスの形状、数、面積率等は任意であるが、トイレクリーナー100の場合、エンボスEM11は、菱形格子となるように配置されており、これにより、エンボスEM11が正方格子や矩形格子に配置される場合と比較して拭きムラを軽減することができる。また、エンボスEM12は、エンボスEM11の間に配置されている。
エンボスEM11は、図3Aに示すように、膨出部PR21が曲面の形状を有している。
また、エンボスEM12は、図3Bに示すように、膨出部PR22が平面の形状を有している。
また、エンボスEM12は、図3Bに示すように、膨出部PR22が平面の形状を有している。
そして、エンボスEM12は、エンボスEM11の間に配置されているので、エンボスEM11の膨出部PR21及びEM12の膨出部PR22は近接して密着することにより、図3Cに示すように連なったエンボスEM21として形成されることになる。
また、エンボスEM11の膨出部PR21とエンボスEM12の膨出部PR22が近接するだけであって、連なっていない場合であってもよい。
また、エンボスEM11の膨出部PR21とエンボスEM12の膨出部PR22が近接するだけであって、連なっていない場合であってもよい。
このように形成された2種類のエンボスEM11及びEM12により、清掃対象物等との接触面積を増やすことができるので、トイレクリーナー100の硬さが緩和されて、拭き取り性能が高くなる。
すなわち、トイレクリーナー100のシート全面に、膨出部PR21が曲面であるエンボスEM11と、膨出部PR22が平面であるエンボスEM12を組み合わせて形成することにより、拭取り作業時にトイレクリーナー100に力が加わった時点で各エンボスが変形して、初めて接触面積が増加することになるので、接触面積を増加させると共に、各エンボスの変形に起因して、しなやかさも向上することになる。
例えば、図4Aに示すように、単一のエンボスEM11の場合には、拭取り作業時にトイレクリーナー100に加わる力によりエンボスEM11が変形して生じる接触面積CN31は、エンボスEM11近傍に離散的に生じる。これに対して、2種類のエンボスEM11及びEM12を組み合わせた場合には、図4Bに示すように、拭取り作業時にトイレクリーナー100に加わる力によりエンボスEM11及びEM12が変形して生じる接触面積SN32は、図4Aの接触面積CN31と比較して、増加することが分かる。
また、2種類のエンボスEM11及びEM12は、通常のエンボスの効果を同様に得ることができ、トイレクリーナーの風合い、吸収性及び嵩高性等を向上させることができる。さらに、連なったエンボスEM21は、通常のエンボスと同様に、エンボスを施すことによる見栄えの良さの効果も得ることができる。
また、トイレクリーナー100は、折り加工されることにより、Y方向の中央部で2つ折りに折り畳まれる。そして、折り畳まれた状態で保管用のプラスチックケースや包装フィルム内等に保管され、使用時には必要に応じて広げて使用される。なお、トイレクリーナー100の折り畳み方は、2つ折りに限ることはなく、例えば、4つ折りにしても良く8つ折りにしても良い。
[トイレクリーナーの製造方法]
次に、トイレクリーナーの製造方法について説明する。図5は、トイレクリーナーの製造方法を示すフローチャートである。図6は、トイレクリーナーの原紙シート(抄紙シート)に対して水溶性バインダー溶液を付与する溶液付与設備の模式図である。図7は、図6に示す溶液付与設備で水溶性バインダー溶液が付与された原紙シートを加工する加工設備の模式図である。
次に、トイレクリーナーの製造方法について説明する。図5は、トイレクリーナーの製造方法を示すフローチャートである。図6は、トイレクリーナーの原紙シート(抄紙シート)に対して水溶性バインダー溶液を付与する溶液付与設備の模式図である。図7は、図6に示す溶液付与設備で水溶性バインダー溶液が付与された原紙シートを加工する加工設備の模式図である。
トイレクリーナーの製造方法では、図5に示すように、先ず、抄紙機(図示省略)で原紙となる紙を抄造する抄紙工程(S1)を行う。
次いで、図5及び図6に示すように、溶液付与設備において、抄造された原紙を巻取った複数(例えば、2本)の1次原反ロール1,1からそれぞれ繰り出される連続乾燥原紙1A,1Aをプライ加工しプライ連続シート1Bとするプライ加工工程(S2)と、プライ連続シート1Bに対して水溶性バインダー溶液を付与し連続シート1Cとする溶液付与工程(S3)と、連続シート1Cを乾燥させる乾燥工程(S4)と、乾燥させた連続水解性シート1Dをスリットし巻取るスリット・巻き取り工程(S5)とを行う。なお、1次原反ロールは2本以上であれば適宜本数を変更可能であるが、以下の説明においては、2本使用する場合の例について説明する。
次いで、図5及び図7に示すように、加工設備において、上記スリット・巻き取り工程(S5)で巻取った2次原反ロール11から繰り出される連続水解性シート1Dに対してエンボス加工を施すエンボス加工工程(S6)と、エンボス加工が施されたエンボス済シート1Eに対して仕上げ加工を施す仕上げ加工工程(S7)とを行う。
以下、各工程の詳細については、詳述する。
以下、各工程の詳細については、詳述する。
〔抄紙工程〕
まず、本実施形態にかかる抄紙工程(S1)について説明する。本発明の抄紙工程(S1)では、例えば、公知の湿式抄紙技術により抄紙原料を抄紙して原紙シートを形成する。すなわち、抄紙原料を湿紙の状態とした後に、ドライヤーなどによりこれを乾燥して、薄葉紙、クレープ紙などの原紙シートを形成する。
なお、原紙シートには、パルプ及び凝集剤の他、湿潤紙力剤、接着剤、剥離剤等の抄紙用薬品を適宜用いてもよい。
まず、本実施形態にかかる抄紙工程(S1)について説明する。本発明の抄紙工程(S1)では、例えば、公知の湿式抄紙技術により抄紙原料を抄紙して原紙シートを形成する。すなわち、抄紙原料を湿紙の状態とした後に、ドライヤーなどによりこれを乾燥して、薄葉紙、クレープ紙などの原紙シートを形成する。
なお、原紙シートには、パルプ及び凝集剤の他、湿潤紙力剤、接着剤、剥離剤等の抄紙用薬品を適宜用いてもよい。
また、本発明の実施形態では、後述する溶液付与設備の溶液付与工程で水溶性バインダー溶液が付与されるが、抄紙工程の段階で水溶性バインダー溶液を付与するようにしてもよい。
抄紙工程でも水溶性バインダー溶液を付与した場合、得られる水解性シート全体の強度を高めることができ、後工程の溶液付与工程で更に水溶性バインダー溶液を付与することにより、当該水解性シートの表面強度をより一層高めることができるようになる。
抄紙工程でも水溶性バインダー溶液を付与した場合、得られる水解性シート全体の強度を高めることができ、後工程の溶液付与工程で更に水溶性バインダー溶液を付与することにより、当該水解性シートの表面強度をより一層高めることができるようになる。
抄紙工程で水溶性バインダー溶液を付与する方法としては、例えば、抄紙原料であるパルプを含む分散液中に水溶性バインダーと該水溶性バインダーのパルプ繊維への定着剤を添加して、これを原料として湿式抄造する方法が知られている(特開平3-193996号公報)。つまり水溶性バインダーを内添する方法である。また、パルプを含む分散液からシートを湿式抄紙し、プレス脱水或いは半乾燥した後に水溶性バインダーを噴霧乾燥或いは塗工乾燥して、所定量の水溶性バインダーを含有する繊維シートを製造することも可能である。つまり水溶性バインダーを外添する方法である。この際には、プレス脱水を行うよりも熱風通過乾燥機などのプレ乾燥方式を用いた方が、低密度でより水解性の良い繊維シートを得ることができる。更に上述の湿式抄紙法ではなく、水を使わずにパルプ繊維を乾式で解繊して、ウェブを形成した後に水溶性バインダーを噴霧し、その後乾燥して繊維シートを製造することも可能である。いわゆるエアレイド製法である。
図8には、バインダーとして水溶性バインダーを用いた場合の繊維シートの製造に好ましく用いられる製造装置の一例の概略図が示されている。図8に示す製造装置(湿式抄造機)は、フォーマー14と、ワイヤーパートと、第1ドライパート17と、スプレーパートと、第2ドライパート24とを備えて構成されている。
フォーマー14は、調製装置(図示せず)から供給された完成紙料を所定の濃度に調節してワイヤーパートへ供給するものである。図示しない調製装置は、パルプ繊維等の原料を離叩解する装置と、離叩解された原料にサイズ剤、顔料、紙力増強剤、漂白剤、凝集剤等の添加剤を添加する添加装置とを備え、水解紙の特性に応じた所定濃度の原料からなる紙料を完成紙料として調製するように構成されている。また、パルプスラリーにバインダーを混合することも可能である。ワイヤーパートは、フォーマーから供給された完成紙料を抄き網に湿紙として形成するものである。第1ドライパート17は、ワイヤーパートにおいて形成された湿紙を乾燥させるものである。スプレーパートは、第1ドライパート17で乾燥された紙にバインダーを噴霧するものである。第2ドライパート24は、スプレーパートでバインダーが噴霧され湿潤状態になっている紙を乾燥させるものである。
フォーマー14から供給された完成紙料がワイヤーパートにおいて抄造され、ワイヤー15上に湿紙が形成される。湿紙は、ワイヤーパートに設置されているサクションボックス16による吸引によって水分が除去され、所定の水分率となされる。次いで湿紙は、第1ドライパート17に導入されて乾燥される。第1ドライパート17はスルーエアードライヤー(以下、TADという)から構成されている。TADは、周面が通気性を有する回転ドラム18と、該回転ドラム18をほぼ気密に覆うフード19とを備えている。TADにおいては、所定温度に加熱された空気がフード19内に供給されるようになされている。加熱された空気は回転ドラム18の外側から内部に向けて流通する。湿紙は、図8中、矢印方向に回転する回転ドラム18の周面に抱かれた状態で搬送される。TAD内を搬送されている間、湿紙にはその厚み方向へ加熱空気が貫通し、それによって湿紙は乾燥され紙となる。
第1ドライパート17で得られた紙には、スプレーパートにおいてバインダーを含む水溶液(水溶性バインダー溶液)が噴霧される。スプレーパートは第1及び第2ドライパート17,24間の位置である。両ドライパート17,24は、コンベアを介して連結されている。
コンベアは、それぞれ矢示方向に回転する上コンベアベルト20と下コンベアベルト21とを備えている。コンベア20は、第1ドライパート17のTADによって乾燥されて紙をこれら両ベルト20,21間に挟持した状態で第2ドライパート24へ搬送するように構成されている。上コンベアベルト20の下流側の折り返し端には真空ロール22が配置されている。真空ロール22は、上コンベアベルト20の裏面に紙を吸着させ、その吸着状態下に上コンベアベルト20を搬送させるようになっている。
図8に示すように、スプレーパートはスプレーノズル23を備えている。スプレーノズル23は第2ドライパート24の下方で且つ真空ロール22に対向するように配設されている。スプレーノズル23は、真空ロール22に向けてバインダーを含む噴霧液を噴霧して、紙に該噴霧液を添加(外添)するものである。
スプレーパートにおいてバインダーが供給された後、紙は第2ドライパート24へ搬送される。第2ドライパート24はヤンキードライヤーから構成されている。噴霧液が噴霧されて湿潤状態となっている紙は、フード26内に設置されたヤンキードライヤーの回転ドラム25の周面に抱かれた状態で搬送される。回転ドラム25に抱かれて搬送されている間に紙の乾燥が進行する。
なお、スプレーパートにおいてバインダーを供給する位置は、第1及び第2ドライパート17,24間の位置であればよく、例えば、上コンベアベルト20の上方(図8に示す第1及び第2ドライパート17,24間の矢印位置)からバインダーを噴霧するようにしてもよい。また、さらに第2ドライパート24で乾燥させた後の紙に対して上方(図8に示す第2ドライパート24の右側の矢印位置)からバインダーを噴霧するようにしてもよい。また、第1及び第2ドライパート17,24間、及び第2ドライパート24の後において、バインダーを噴霧する方向は上方からに限らず、下方からでも、上下両方からでもよい。
本実施形態では、抄紙工程において、原紙シートの縦横の繊維配向の比率(縦/横)が0.8~2.0、好ましくは0.8~1.2となるように調整が行われる。繊維配向の調整は、例えば、抄紙機において、抄紙原料をワイヤーパートに供給する角度を調整することで行うことができる。抄紙原料を供給する角度は、例えば、ヘッドボックスのスライス開度を調整することにより行うことができる。または、抄紙機の搬送方向(走行方向)と直交する方向に振動を与える等により繊維配向を調整することとしてもよい。
〔プライ加工工程〕
次いで、本実施形態のプライ加工工程(S2)について説明する。プライ加工工程(S2)では、図6に示すように、原反ロール1から連続的に繰り出される各連続乾燥原紙1A,1Aを、その連続方向に沿ってプライ加工しプライ連続シート1Bとする重ね合わせ部2に供給される。重ね合わせ部2は、一対のロールで構成され、各連続乾燥原紙1A,1Aをプライ加工し、プライ加工されたプライ連続シート1Bを形成する。なお、連続乾燥原紙1A,1A同士を重ね合わせる際に、連続乾燥原紙1A,1A同士がずれにくくなるように、ピンエンボス(コンタクトエンボス)で軽く留めておいてもよい。
次いで、本実施形態のプライ加工工程(S2)について説明する。プライ加工工程(S2)では、図6に示すように、原反ロール1から連続的に繰り出される各連続乾燥原紙1A,1Aを、その連続方向に沿ってプライ加工しプライ連続シート1Bとする重ね合わせ部2に供給される。重ね合わせ部2は、一対のロールで構成され、各連続乾燥原紙1A,1Aをプライ加工し、プライ加工されたプライ連続シート1Bを形成する。なお、連続乾燥原紙1A,1A同士を重ね合わせる際に、連続乾燥原紙1A,1A同士がずれにくくなるように、ピンエンボス(コンタクトエンボス)で軽く留めておいてもよい。
〔溶液付与工程〕
次いで、本実施形態の溶液付与工程(S3)ついて説明する。溶液付与工程(S3)では、図6に示すように、プライ連続シート(抄紙シート)1Bの両方の外面(連続乾燥原紙1A,1Aをプライ加工した時に連続乾燥原紙1A,1A同士が対向しない面)に2流体方式の各スプレーノズル3,3により水溶性バインダー溶液を噴霧して連続シート1Cを生成する。
次いで、本実施形態の溶液付与工程(S3)ついて説明する。溶液付与工程(S3)では、図6に示すように、プライ連続シート(抄紙シート)1Bの両方の外面(連続乾燥原紙1A,1Aをプライ加工した時に連続乾燥原紙1A,1A同士が対向しない面)に2流体方式の各スプレーノズル3,3により水溶性バインダー溶液を噴霧して連続シート1Cを生成する。
水溶性バインダー溶液は、カルボキシルメチルセルロース(CMC)を水溶性バインダーとして含むものである。
なお、水溶性バインダー溶液の噴霧方法として、プライ連続シート1Bの片方の外面に上述の水溶性バインダー溶液を噴霧するようにしても良い。また、上述の1次原反ロール1,1からそれぞれ繰り出される連続乾燥原紙1A,1Aの少なくとも一方のシートの外面(各シートが対向しない面)に対して、2流体方式のスプレーノズルより上述の水溶性バインダー溶液を噴霧し、直後に当該連続乾燥原紙1A,1Aをプライ加工することにより、上述の連続シート1Cと同等のシートを生成するようにしても良い。
2流体方式のスプレーノズル3は、2系統に分けられた圧縮空気と液体を混合し、噴射させる方式のスプレーノズルであり、圧縮した液体を単独で噴射させる1流体方式のスプレーノズルに比べて、液体をきめ細かく均一に噴霧することができる。
本実施形態において、スプレーノズル3のノズル径は、0.09gal/min以下とする。また、本実施形態のスプレー条件としては、水溶性バインダー溶液の濃度;3.0~4.0%、出温度;50~70℃、液圧;2MPa以上、エア圧;0.05~0.2MPsとなるようにすることが好ましい。
本実施形態において、スプレーノズル3のノズル径は、0.09gal/min以下とする。また、本実施形態のスプレー条件としては、水溶性バインダー溶液の濃度;3.0~4.0%、出温度;50~70℃、液圧;2MPa以上、エア圧;0.05~0.2MPsとなるようにすることが好ましい。
このようにして、プライ連続シート1Bの外面に水溶性バインダー溶液を噴霧することで、トイレクリーナーは、厚み方向において内側から外側に向かうにつれてCMCの含有量が徐々に増加した状態となるので、水解性を確保しつつ、表面強度を向上させることができ、強く擦ってもダメージが生じにくいトイレクリーナーを製造することが可能となる。
なお、厚み方向において内側及び外側とは、両面に塗布した場合には、厚み方向の中央部を内側とし、外面を外側とする。また、片面に塗布した場合には、水溶性バインダー溶液の非塗布面を内側とし、塗布面を外側とする。
なお、厚み方向において内側及び外側とは、両面に塗布した場合には、厚み方向の中央部を内側とし、外面を外側とする。また、片面に塗布した場合には、水溶性バインダー溶液の非塗布面を内側とし、塗布面を外側とする。
〔乾燥工程〕
次いで、本実施形態の乾燥工程(S4)について説明する。乾燥工程(S4)では、図6に示すように、乾燥設備4において、上述の連続シート1Cの水溶性バインダー溶液中の不溶な液分を蒸発させて、有効成分、特にCMCを繊維に対して定着させる。
ここで、連続シート1Cの厚み方向外側から内側に向かうにつれて、水溶性バインダー溶液の浸み込む量が減少していくことから、当該厚み方向内側に向かうにつれて、CMCの定着量が減少することとなる。そのため、後述する仕上げ加工工程(S7)で水性薬剤が含浸された際、当該厚み方向内側に向かうにつれて、架橋反応が起こり難く、空隙を多く有することから、シート内部に当該水性薬剤を閉じ込めた状態とすることができる。これにより、得られるトイレクリーナーを乾き難くすることができる。
乾燥設備4としては、連続シート1Cに対して熱風を吹き付けて乾燥させるフード付きドライヤー設備が利用できる。なお、シート同士をより密着させるために、プレスロールやターンロールを設置し、乾燥工程(S4)の前に当該プレスロールや当該ターンロールに連続シート1Cを通しても良い。
次いで、本実施形態の乾燥工程(S4)について説明する。乾燥工程(S4)では、図6に示すように、乾燥設備4において、上述の連続シート1Cの水溶性バインダー溶液中の不溶な液分を蒸発させて、有効成分、特にCMCを繊維に対して定着させる。
ここで、連続シート1Cの厚み方向外側から内側に向かうにつれて、水溶性バインダー溶液の浸み込む量が減少していくことから、当該厚み方向内側に向かうにつれて、CMCの定着量が減少することとなる。そのため、後述する仕上げ加工工程(S7)で水性薬剤が含浸された際、当該厚み方向内側に向かうにつれて、架橋反応が起こり難く、空隙を多く有することから、シート内部に当該水性薬剤を閉じ込めた状態とすることができる。これにより、得られるトイレクリーナーを乾き難くすることができる。
乾燥設備4としては、連続シート1Cに対して熱風を吹き付けて乾燥させるフード付きドライヤー設備が利用できる。なお、シート同士をより密着させるために、プレスロールやターンロールを設置し、乾燥工程(S4)の前に当該プレスロールや当該ターンロールに連続シート1Cを通しても良い。
また、上記乾燥設備として赤外線照射による設備を用いても良い。この場合、上記連続シート1Cの搬送方向に複数の赤外線照射部を並列し、搬送される当該連続シート1Cに対して赤外線を照射して乾燥を行なう。赤外線により水分が発熱し乾燥されるものであるため、熱風によるドライヤーと比較して、均一な乾燥が可能であり、後段のスリット・巻き取り工程においての皺の発生が防止できる。
〔スリット・巻き取り工程〕
次いで、本実施形態のスリット・巻き取り工程(S5)について説明する。スリット・巻き取り工程(S5)では、プライ加工された連続水解性シート1Dをオフラインの加工機で加工する際の原反とするために、上述の乾燥工程(S4)で乾燥されCMCの定着が図られた連続水解性シート1Dをテンションを調整しながら、スリッター5で所定の幅にスリットし、ワインダー設備6において、巻き取ることとなる。巻き取り速度は、プライ加工工程(S2)、溶液付与工程(S3)、乾燥工程(S4)を考慮して適宜定める。過度に早いとシートの破断が生じ、過度に遅いと皺が発生するのでこれに留意する。
スリット・巻き取り工程(S5)で、プライ加工された連続水解性シート1Dが圧着されることにより、連続水解性シート1Dがより一体化され、1枚相当のシートとなる。
次いで、本実施形態のスリット・巻き取り工程(S5)について説明する。スリット・巻き取り工程(S5)では、プライ加工された連続水解性シート1Dをオフラインの加工機で加工する際の原反とするために、上述の乾燥工程(S4)で乾燥されCMCの定着が図られた連続水解性シート1Dをテンションを調整しながら、スリッター5で所定の幅にスリットし、ワインダー設備6において、巻き取ることとなる。巻き取り速度は、プライ加工工程(S2)、溶液付与工程(S3)、乾燥工程(S4)を考慮して適宜定める。過度に早いとシートの破断が生じ、過度に遅いと皺が発生するのでこれに留意する。
スリット・巻き取り工程(S5)で、プライ加工された連続水解性シート1Dが圧着されることにより、連続水解性シート1Dがより一体化され、1枚相当のシートとなる。
〔エンボス加工工程〕
次いで、本実施形態のエンボス加工工程(S6)について説明する。エンボス加工工程(S6)では、図7に示すように、2次原反ロール11から繰り出される、連続水解性シート1Dに対して、エンボスロール12によって、シート全面に所定の形状をなすエンボス加工が施される。このエンボス加工は、シートの強度、嵩高性、拭き取り性等を高めるとともに、デザイン性を高めることを目的としてなされている。
次いで、本実施形態のエンボス加工工程(S6)について説明する。エンボス加工工程(S6)では、図7に示すように、2次原反ロール11から繰り出される、連続水解性シート1Dに対して、エンボスロール12によって、シート全面に所定の形状をなすエンボス加工が施される。このエンボス加工は、シートの強度、嵩高性、拭き取り性等を高めるとともに、デザイン性を高めることを目的としてなされている。
〔仕上げ加工工程〕
次いで、本実施形態の仕上げ加工工程(S7)について説明する。仕上げ加工工程(S7)では、図7に示すように、仕上げ加工設備13において、エンボス済シート1Eの裁断加工、裁断された各シートの折り加工、折り加工がなされた各シートへの水性薬剤(架橋剤、CNF、水性洗浄剤、香料、防腐剤、除菌剤、紙力増強剤、有機溶剤等を含む)の含浸、当該水性薬剤を含浸させた各シートの包装を一連の流れで行う。
水性薬剤にCNFが含まれることにより、エンボス済シート1Eの表面上にCNFが集積した状態となるので、得られるトイレクリーナーの拭き取り性を向上させることができる。
以上の各工程を経ることにより、トイレクリーナーが製造される。
次いで、本実施形態の仕上げ加工工程(S7)について説明する。仕上げ加工工程(S7)では、図7に示すように、仕上げ加工設備13において、エンボス済シート1Eの裁断加工、裁断された各シートの折り加工、折り加工がなされた各シートへの水性薬剤(架橋剤、CNF、水性洗浄剤、香料、防腐剤、除菌剤、紙力増強剤、有機溶剤等を含む)の含浸、当該水性薬剤を含浸させた各シートの包装を一連の流れで行う。
水性薬剤にCNFが含まれることにより、エンボス済シート1Eの表面上にCNFが集積した状態となるので、得られるトイレクリーナーの拭き取り性を向上させることができる。
以上の各工程を経ることにより、トイレクリーナーが製造される。
次に、本発明の実施例及び比較例について、拭き取り性を評価した結果を説明する。
<1・サンプル作成>
先ず、ドライ状態で秤量45gsmの原紙(パルプ配合;NBKP:LBKP=40:60)を2プライのシートを準備した。
次いで、水溶性バインダー塗布設備にて、上記シートの外面に、調整したそれぞれの水溶液を、スプレー塗布した。
次いで、熱風乾燥機(温度180℃)を通過させ、水分率が約8%になるまで乾燥させ、所定幅にスリットしながら、原紙シートの加工用原反を作成した。
次いで、乾燥させた原紙シートに、シリンジで、実施例1、2、比較例1~3の各々の条件で作製した薬液(水性薬剤)を、シート重量の200重量%となるように均一に含浸させた。
実施例1、2、比較例1~3のバインダー溶液及び薬液の配合比は以下の通りである。
先ず、ドライ状態で秤量45gsmの原紙(パルプ配合;NBKP:LBKP=40:60)を2プライのシートを準備した。
次いで、水溶性バインダー塗布設備にて、上記シートの外面に、調整したそれぞれの水溶液を、スプレー塗布した。
次いで、熱風乾燥機(温度180℃)を通過させ、水分率が約8%になるまで乾燥させ、所定幅にスリットしながら、原紙シートの加工用原反を作成した。
次いで、乾燥させた原紙シートに、シリンジで、実施例1、2、比較例1~3の各々の条件で作製した薬液(水性薬剤)を、シート重量の200重量%となるように均一に含浸させた。
実施例1、2、比較例1~3のバインダー溶液及び薬液の配合比は以下の通りである。
(実施例1)
バインダー溶液:水96%、CMC(CMC1330(ダイセル社))4%
薬液:薬液99.9996%、CNF0.0004%
(実施例2)
バインダー溶液:水96%、CMC(CMC1330(ダイセル社))4%
薬液:薬液99.9998%、CNF0.0002%
バインダー溶液:水96%、CMC(CMC1330(ダイセル社))4%
薬液:薬液99.9996%、CNF0.0004%
(実施例2)
バインダー溶液:水96%、CMC(CMC1330(ダイセル社))4%
薬液:薬液99.9998%、CNF0.0002%
(比較例1)
バインダー溶液:水96%、CMC(CMC1330(ダイセル社))4%
薬液:薬液100%
(比較例2)
バインダー溶液:水96%、CMC(CMC1330(ダイセル社))2%、CNF2%
薬液:薬液100%
(比較例3)
バインダー溶液:水96%、CMC(CMC1330(ダイセル社))3.6%、CNF0.4%
薬液:薬液100%
バインダー溶液:水96%、CMC(CMC1330(ダイセル社))4%
薬液:薬液100%
(比較例2)
バインダー溶液:水96%、CMC(CMC1330(ダイセル社))2%、CNF2%
薬液:薬液100%
(比較例3)
バインダー溶液:水96%、CMC(CMC1330(ダイセル社))3.6%、CNF0.4%
薬液:薬液100%
なお、ここで使用したCMCは、CMC1330(ダイセル社)である。
また、ここで使用したCNFは、NBKP100%のCNFである。CNFの平均繊維幅(メジアン径)が49nmのCNFを使用した。このCNFは、NBKPをリファイナー処理して粗解繊した後、高圧ホモジナイザーを用いて、4回処理して解繊することにより得られたものである。
バインダー溶液又は薬液へのCNFの添加方法は、CNF分散溶液としてバインダー溶液又は薬液に添加する。
また、ここで使用したCNFは、NBKP100%のCNFである。CNFの平均繊維幅(メジアン径)が49nmのCNFを使用した。このCNFは、NBKPをリファイナー処理して粗解繊した後、高圧ホモジナイザーを用いて、4回処理して解繊することにより得られたものである。
バインダー溶液又は薬液へのCNFの添加方法は、CNF分散溶液としてバインダー溶液又は薬液に添加する。
ここで、CNFの繊維幅(平均繊維幅)の測定方法について説明する。
まず、固形分濃度0.01~0.1質量%のセルロースナノファイバーの水分散液100mlをテフロン(登録商標)製メンブレンフィルターでろ過し、エタノール100mlで1回、t-ブタノール20mlで3回溶媒置換する。
次に、凍結乾燥し、オスミウムコーティングして試料とする。この試料について、構成する繊維の幅に応じて5000倍、10000倍又は30000倍のいずれかの倍率(本実施例では、30000倍の倍率)で電子顕微鏡SEM画像による観察を行う。具体的には、観察画像に二本の対角線を引き、対角線の交点を通過する直線を任意に三本引く。さらに、この三本の直線と交錯する合計100本の繊維の幅を目視で計測する。そして、計測値の中位径(メジアン径)を平均繊維径とする。なお、計測値の中位径に限らず、例えば、数平均径や、モード径(最頻径)を平均繊維径としてもよい。
まず、固形分濃度0.01~0.1質量%のセルロースナノファイバーの水分散液100mlをテフロン(登録商標)製メンブレンフィルターでろ過し、エタノール100mlで1回、t-ブタノール20mlで3回溶媒置換する。
次に、凍結乾燥し、オスミウムコーティングして試料とする。この試料について、構成する繊維の幅に応じて5000倍、10000倍又は30000倍のいずれかの倍率(本実施例では、30000倍の倍率)で電子顕微鏡SEM画像による観察を行う。具体的には、観察画像に二本の対角線を引き、対角線の交点を通過する直線を任意に三本引く。さらに、この三本の直線と交錯する合計100本の繊維の幅を目視で計測する。そして、計測値の中位径(メジアン径)を平均繊維径とする。なお、計測値の中位径に限らず、例えば、数平均径や、モード径(最頻径)を平均繊維径としてもよい。
また、実施例1、2、比較例1~3のサンプルについて、加工後のシート上のCNF量(gsm)を測定した結果を、表Iに示す。
<2.拭き取り性の確認>
実施例1、2、比較例1~3のサンプルを用いて、泥状便の拭き取り性を確認した。
なお、泥状便は、実際の泥状便を模したものであり、その粘度は120cPsとした。
実験は、タイルに、汚れとして、1gの泥状便を垂らし、実施例1、2、比較例1~3のそれぞれのサンプルを載せておもりを置き、おもりを一定速度で引くことで、それぞれの泥状便を拭き取った後、残った泥状便の量をルミテスター(キッコーマンバイオケミファ社:ホタルの発光酵素ルシフェラーゼを用い、全ての生物にエネルギー物質として含まれるATP<アデノシン三リン酸>を微生物や汚れの指標として測定するATP法)で測定した。
その結果は表Iに示す。
実施例1、2、比較例1~3のサンプルを用いて、泥状便の拭き取り性を確認した。
なお、泥状便は、実際の泥状便を模したものであり、その粘度は120cPsとした。
実験は、タイルに、汚れとして、1gの泥状便を垂らし、実施例1、2、比較例1~3のそれぞれのサンプルを載せておもりを置き、おもりを一定速度で引くことで、それぞれの泥状便を拭き取った後、残った泥状便の量をルミテスター(キッコーマンバイオケミファ社:ホタルの発光酵素ルシフェラーゼを用い、全ての生物にエネルギー物質として含まれるATP<アデノシン三リン酸>を微生物や汚れの指標として測定するATP法)で測定した。
その結果は表Iに示す。

<評価>
表Iより、実施例1、実施例2のサンプルでは、比較例1のサンプルと比較して、残った泥状便の量が少ないことがわかる。
また、実施例1、実施例2のサンプルでは、比較例2、3のサンプルと比較して、CNF量が少なく、且つ同程度の拭き取り性を得られることがわかる。
表Iより、実施例1、実施例2のサンプルでは、比較例1のサンプルと比較して、残った泥状便の量が少ないことがわかる。
また、実施例1、実施例2のサンプルでは、比較例2、3のサンプルと比較して、CNF量が少なく、且つ同程度の拭き取り性を得られることがわかる。
以上のように、本実施形態によれば、CMCの配合された水溶性バインダー溶液を用い、水性薬剤に、水溶性バインダーと架橋する架橋剤、及びCNFを配合することによって、CNF量を増量することなく拭き取り性を向上させることができる。
以上、本発明を実施形態に基づいて具体的に説明してきたが、本発明は上記実施形態に限定されるものではなく、その要旨を逸脱しない範囲で変更可能である。
例えば、本発明の実施形態等の説明に際しては、水性薬剤に架橋剤及びCNFを配合する構成を例示して説明したが、水溶性バインダーを含有する溶液を付与して乾燥させたシートに、架橋剤を含む水性薬剤を付与後、CNF水溶液を付与することとしても良い。或いは、前記乾燥させたシートに、CNF水溶液を付与後、架橋剤を含む水性薬剤を付与することとしても良い。
例えば、本発明の実施形態等の説明に際しては、水解性シートとして、トイレクリーナーを例示したが、これに限らず、身体を拭くための体拭き用シート、お尻拭き用シートなど、使用後にトイレなどで大量の水とともに流して廃棄するニーズのある物品に適用可能である。
また、本発明の実施形態等の説明に際しては、膨出部PR21が曲面の形状を有しているエンボスEM11と、膨出部PR22が平面の形状を有しているエンボスEM12を例示しているが、必ずしもこの形状に限定されるものではなく、いかなる形状のエンボスでも適用可能である。
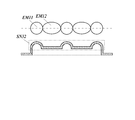
例えば、本発明の実施形態等の説明に際しては、すべてのエンボスEM11及びEM12が、図1の図面手前方向に凸になっているが、図面手前方向に凸なエンボスEM11及びEM12と、図面手前方向に凹なエンボスEM11及びEM12を交互に配置するものであってもよい。
具体的には、図9に示すように、図9の図面手前方向に凸なエンボスEM11及びEM12(実線部分)と、図9の図面手前方向に凹なエンボスEM11及びEM12(破線部分)を交互に配置することにより、エンボス加工により水解性シートの表面強度を高めると共に、トイレクリーナー101両面のどちらでも拭き取り性能の高い水解性シートを提供することができる。
また、トイレクリーナーのエンボスパターンのみを変更した変形例を図10~図12に示す。
図10~図12において、凹部e2は、凸部e1を反転した形状である。凸部e1と凹部e2は、交互に一例に配置され、この列が多列に、かつ隣り合う列における凸部e1と凹部e2が互いに半ピッチずれるように配列されたエンボスパターンを形成している。このように、凸部e1及び凹部e2が縦方向においても横方向においても交互に形成されていることで、凸部同士や凹部同士が一列に並んでいるエンボスパターンよりも汚れの拭き取り性を向上させることができる。なお、凸部e1と凹部e2の形状は、特に限定されず、円形、楕円形、多角形等が用いられる。各形状を組み合わせたものとしてもよい。
図10~図12において、凹部e2は、凸部e1を反転した形状である。凸部e1と凹部e2は、交互に一例に配置され、この列が多列に、かつ隣り合う列における凸部e1と凹部e2が互いに半ピッチずれるように配列されたエンボスパターンを形成している。このように、凸部e1及び凹部e2が縦方向においても横方向においても交互に形成されていることで、凸部同士や凹部同士が一列に並んでいるエンボスパターンよりも汚れの拭き取り性を向上させることができる。なお、凸部e1と凹部e2の形状は、特に限定されず、円形、楕円形、多角形等が用いられる。各形状を組み合わせたものとしてもよい。
また、本発明の実施形態等の説明に際しては、スプレー方式により、水溶性バインダー溶液を付与するようにしたが、1次原反ロール1から連続的に繰り出される連続乾燥原紙1Aに対して、ドクターチャンバー方式(一つのバックアップロールに対して対になる二つの刷版ロールと、各刷版ロールと対になるアニロックスロールと、各アニロックスロールに対してバインダー溶液を付与するドクターチャンバーを備える転写設備)、または/および、3ロール方式(一つのバックアップロールに対して対になる二つの刷版ロールと、各刷版ロールと対になるアニロックスロールと、各アニロックスロールに対してバインダー溶液を付与するディップロールと、ディップロールにバインダー溶液を付与するパンを備える転写設備)によってバインダー溶液を付与するようにしてもよい。つまり、溶液付与工程において、水解性シートの表面及び裏面となる原紙の少なくとも何れか一方の面に対応して設けられた印刷機から水溶性バインダー溶液を対応する原紙に転写するようにすることとしても良い。
本発明は、トイレクリーナー等の予め水性薬剤が含浸された水解性シート及び当該水解性シートの製造方法を提供することに適している。
100、101 トイレクリーナー
1 1次原反ロール
1A 連続乾燥原紙
1B プライ連続シート
1C 連続シート
1D 連続水解性シート
1E エンボス済シート
2 重ね合わせ部
3 スプレーノズル
4 第1乾燥設備
5 スリッター
6 ワインダー設備
11 2次原反ロール
12 エンボスロール
13 仕上げ加工設備
14 フォーマー
15 ワイヤー
16 サクションボックス
17 第1ドライパート
18 回転ドラム
19 フード
20 上コンベアベルト
21 下コンベアベルト
22 真空ロール
23 スプレーノズル
24 第2ドライパート
25 回転ドラム
26 フード
EM11、EM12、EM21 エンボス
PR21、PR22 膨出部
HT21、HT22 膨出部の高さ
CN31、SN32 接触面積
e1 凸部
e2 凹部
1 1次原反ロール
1A 連続乾燥原紙
1B プライ連続シート
1C 連続シート
1D 連続水解性シート
1E エンボス済シート
2 重ね合わせ部
3 スプレーノズル
4 第1乾燥設備
5 スリッター
6 ワインダー設備
11 2次原反ロール
12 エンボスロール
13 仕上げ加工設備
14 フォーマー
15 ワイヤー
16 サクションボックス
17 第1ドライパート
18 回転ドラム
19 フード
20 上コンベアベルト
21 下コンベアベルト
22 真空ロール
23 スプレーノズル
24 第2ドライパート
25 回転ドラム
26 フード
EM11、EM12、EM21 エンボス
PR21、PR22 膨出部
HT21、HT22 膨出部の高さ
CN31、SN32 接触面積
e1 凸部
e2 凹部
Claims (4)
- 原紙シートに対して水性薬剤を含浸させた水解性シートであって、
前記原紙シートは、目付量が30~150gsmであって、水溶性バインダーが含有されており、
前記水性薬剤は、前記水溶性バインダーと架橋する架橋剤、及びセルロースナノファイバーが含まれていることを特徴とする水解性シート。 - 前記原紙シートの表面上の前記セルロースナノファイバーの量が、厚み方向中央に比べて多く集積した状態であることを特徴とする請求項1に記載の水解性シート。
- 原紙シートに対して水性薬剤を含浸させた水解性シートであって、
前記原紙シートは、目付量が30~150gsmであって、水溶性バインダーが含有されており、
前記水性薬剤は、前記水溶性バインダーと架橋する架橋剤が含まれており、
前記原紙シートの表面上のセルロースナノファイバーの量が、厚み方向中央に比べて多く集積した状態であることを特徴とする水解性シート。 - 原紙シートの外面に対して、水溶性バインダーを含有する溶液を付与する溶液付与工程と、
前記溶液が付与されたシートを乾燥させる乾燥工程と、
乾燥後のシートに、前記水溶性バインダーと架橋する架橋剤、及びセルロースナノファイバーを含む水性薬剤を付与する薬剤付与工程と、
を有することを特徴とする水解性シートの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18747709.6A EP3578714B1 (en) | 2017-01-31 | 2018-01-26 | Hydrolytic sheet and method for manufacturing hydrolytic sheet |
| CN201880008060.4A CN110199062B (zh) | 2017-01-31 | 2018-01-26 | 水解性片材和该水解性片材的制造方法 |
| US16/479,601 US11155966B2 (en) | 2017-01-31 | 2018-01-26 | Hydrolytic sheet and method for manufacturing hydrolytic sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017015227A JP6346969B1 (ja) | 2017-01-31 | 2017-01-31 | 水解性シート及び当該水解性シートの製造方法 |
| JP2017-015227 | 2017-01-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018143095A1 true WO2018143095A1 (ja) | 2018-08-09 |
Family
ID=62635824
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/002520 Ceased WO2018143095A1 (ja) | 2017-01-31 | 2018-01-26 | 水解性シート及び当該水解性シートの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11155966B2 (ja) |
| EP (1) | EP3578714B1 (ja) |
| JP (1) | JP6346969B1 (ja) |
| CN (1) | CN110199062B (ja) |
| WO (1) | WO2018143095A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021065423A1 (ja) * | 2019-09-30 | 2021-04-08 | 大王製紙株式会社 | 水解性シート |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6470236B2 (ja) * | 2016-08-26 | 2019-02-13 | 大王製紙株式会社 | 水解性シート及び当該水解性シートの製造方法 |
| JP6211160B1 (ja) * | 2016-09-30 | 2017-10-11 | 大王製紙株式会社 | 水解性シート |
| JP6893108B2 (ja) * | 2017-03-31 | 2021-06-23 | 大王製紙株式会社 | 清掃用シート及び当該清掃用シートの製造方法 |
| US12553189B2 (en) * | 2019-05-03 | 2026-02-17 | First Quality Tissue, Llc | Absorbent structures with high strength and low MD stretch |
| JP7030895B2 (ja) * | 2020-05-29 | 2022-03-07 | 大王製紙株式会社 | 水解性シートの製造方法 |
| JP7607274B2 (ja) * | 2023-05-08 | 2024-12-27 | 川上産業株式会社 | 嵩高繊維シートの製造方法及び嵩高繊維シート |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03193996A (ja) | 1989-12-20 | 1991-08-23 | Kao Corp | 水解紙、その製造方法およびそれを使用した水解性清掃物品 |
| JPH0892893A (ja) * | 1994-09-26 | 1996-04-09 | Bio Polymer Res:Kk | 補強シート |
| JPH08291495A (ja) * | 1995-04-17 | 1996-11-05 | Kao Corp | 吸収紙、その製造方法及びそれを用いた吸収性物品 |
| JP2002339218A (ja) * | 2001-05-16 | 2002-11-27 | Uni Charm Corp | 水解性シートおよびその製造方法 |
| JP3865506B2 (ja) | 1997-09-08 | 2007-01-10 | ユニ・チャーム株式会社 | 繊維長が違う繊維を含有する水解性の繊維シート |
| JP2010285719A (ja) * | 2009-06-11 | 2010-12-24 | Uni Charm Corp | 水解性繊維シートの製造方法 |
| WO2013042653A1 (ja) * | 2011-09-22 | 2013-03-28 | 凸版印刷株式会社 | 積層体及びその製造方法並びにガスバリア材 |
| JP2014205924A (ja) * | 2013-04-10 | 2014-10-30 | 旭化成せんい株式会社 | 薬液含浸シート |
| JP2015121008A (ja) * | 2013-11-19 | 2015-07-02 | 国立大学法人愛媛大学 | 機能紙および機能紙の製造方法 |
| US20150315747A1 (en) * | 2012-12-14 | 2015-11-05 | Stora Enso Oyj | Wet laid sheet material of a microfibrillated material composition |
| JP2016223032A (ja) * | 2015-05-29 | 2016-12-28 | 大王製紙株式会社 | 水解性シート |
| WO2018037646A1 (ja) * | 2016-08-26 | 2018-03-01 | 大王製紙株式会社 | 水解性シート及び当該水解性シートの製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100560011C (zh) * | 2004-08-20 | 2009-11-18 | 花王株式会社 | 膨松水解性清扫物品以及水解纸的制造方法 |
| JP5649632B2 (ja) | 2012-05-02 | 2015-01-07 | 山田 菊夫 | 水解紙の製造方法 |
| JP5959695B1 (ja) | 2015-05-29 | 2016-08-02 | 大王製紙株式会社 | 水解性シート |
-
2017
- 2017-01-31 JP JP2017015227A patent/JP6346969B1/ja active Active
-
2018
- 2018-01-26 EP EP18747709.6A patent/EP3578714B1/en active Active
- 2018-01-26 WO PCT/JP2018/002520 patent/WO2018143095A1/ja not_active Ceased
- 2018-01-26 US US16/479,601 patent/US11155966B2/en active Active
- 2018-01-26 CN CN201880008060.4A patent/CN110199062B/zh active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03193996A (ja) | 1989-12-20 | 1991-08-23 | Kao Corp | 水解紙、その製造方法およびそれを使用した水解性清掃物品 |
| JPH0892893A (ja) * | 1994-09-26 | 1996-04-09 | Bio Polymer Res:Kk | 補強シート |
| JPH08291495A (ja) * | 1995-04-17 | 1996-11-05 | Kao Corp | 吸収紙、その製造方法及びそれを用いた吸収性物品 |
| JP3865506B2 (ja) | 1997-09-08 | 2007-01-10 | ユニ・チャーム株式会社 | 繊維長が違う繊維を含有する水解性の繊維シート |
| JP2002339218A (ja) * | 2001-05-16 | 2002-11-27 | Uni Charm Corp | 水解性シートおよびその製造方法 |
| JP2010285719A (ja) * | 2009-06-11 | 2010-12-24 | Uni Charm Corp | 水解性繊維シートの製造方法 |
| WO2013042653A1 (ja) * | 2011-09-22 | 2013-03-28 | 凸版印刷株式会社 | 積層体及びその製造方法並びにガスバリア材 |
| US20150315747A1 (en) * | 2012-12-14 | 2015-11-05 | Stora Enso Oyj | Wet laid sheet material of a microfibrillated material composition |
| JP2014205924A (ja) * | 2013-04-10 | 2014-10-30 | 旭化成せんい株式会社 | 薬液含浸シート |
| JP2015121008A (ja) * | 2013-11-19 | 2015-07-02 | 国立大学法人愛媛大学 | 機能紙および機能紙の製造方法 |
| JP2016223032A (ja) * | 2015-05-29 | 2016-12-28 | 大王製紙株式会社 | 水解性シート |
| WO2018037646A1 (ja) * | 2016-08-26 | 2018-03-01 | 大王製紙株式会社 | 水解性シート及び当該水解性シートの製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3578714A4 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021065423A1 (ja) * | 2019-09-30 | 2021-04-08 | 大王製紙株式会社 | 水解性シート |
| JP2021055215A (ja) * | 2019-09-30 | 2021-04-08 | 大王製紙株式会社 | 水解性シート |
| CN114423902A (zh) * | 2019-09-30 | 2022-04-29 | 大王制纸株式会社 | 水解性片材 |
| JP7105750B2 (ja) | 2019-09-30 | 2022-07-25 | 大王製紙株式会社 | 水解性シート |
| US20220282427A1 (en) * | 2019-09-30 | 2022-09-08 | Daio Paper Corporation | Water dispersible sheet |
| US12037747B2 (en) | 2019-09-30 | 2024-07-16 | Daio Paper Corporation | Water dispersible sheet |
| KR102935868B1 (ko) | 2019-09-30 | 2026-03-05 | 다이오세이시가부시끼가이샤 | 수해성 시트 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210148053A1 (en) | 2021-05-20 |
| CN110199062B (zh) | 2022-02-22 |
| EP3578714A1 (en) | 2019-12-11 |
| US11155966B2 (en) | 2021-10-26 |
| JP6346969B1 (ja) | 2018-06-20 |
| EP3578714A4 (en) | 2020-06-03 |
| EP3578714B1 (en) | 2021-09-15 |
| CN110199062A (zh) | 2019-09-03 |
| JP2018123446A (ja) | 2018-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6211160B1 (ja) | 水解性シート | |
| JP6470236B2 (ja) | 水解性シート及び当該水解性シートの製造方法 | |
| JP6346969B1 (ja) | 水解性シート及び当該水解性シートの製造方法 | |
| JP6893108B2 (ja) | 清掃用シート及び当該清掃用シートの製造方法 | |
| WO2020153128A1 (ja) | 清掃用シート及び清掃用シートの製造方法 | |
| JP6962701B2 (ja) | 清掃用シート及び当該清掃用シートの製造方法 | |
| JP6059838B1 (ja) | 家庭用薄葉紙の製造方法 | |
| JP6775393B2 (ja) | 水解性シート及び当該水解性シートの製造方法 | |
| JP6792487B2 (ja) | 水解性シートの製造方法 | |
| JP6474923B2 (ja) | 水解性シートの製造方法 | |
| WO2017002416A1 (ja) | 家庭用薄葉紙及び家庭用薄葉紙積層体 | |
| JP6491570B2 (ja) | 水解性シート及び水解性シートの製造方法 | |
| JP6929073B2 (ja) | 水解性シート及び当該水解性シートの製造方法 | |
| JP6792488B2 (ja) | 清掃用シートの製造方法 | |
| JP6298203B1 (ja) | 水解性シートの製造方法 | |
| JP6603067B2 (ja) | 家庭用薄葉紙の製造方法 | |
| JP6592302B2 (ja) | 水解性シート及び水解性シートの製造方法 | |
| JP6272277B2 (ja) | 水解性シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18747709 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018747709 Country of ref document: EP Effective date: 20190902 |