WO2023053526A1 - 包装袋、及びシート包装体 - Google Patents
包装袋、及びシート包装体 Download PDFInfo
- Publication number
- WO2023053526A1 WO2023053526A1 PCT/JP2022/013651 JP2022013651W WO2023053526A1 WO 2023053526 A1 WO2023053526 A1 WO 2023053526A1 JP 2022013651 W JP2022013651 W JP 2022013651W WO 2023053526 A1 WO2023053526 A1 WO 2023053526A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- packaging bag
- sheet
- base material
- static friction
- paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/26—Articles or materials wholly enclosed in laminated sheets or wrapper blanks
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47K—SANITARY EQUIPMENT; ACCESSORIES THEREFOR, e.g. TOILET ACCESSORIES
- A47K10/00—Body-drying implements; Toilet paper; Holders therefor
- A47K10/16—Paper towels; Toilet paper; Holders therefor
- A47K10/18—Holders; Receptacles
- A47K10/20—Holders; Receptacles for piled sheets
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47K—SANITARY EQUIPMENT; ACCESSORIES THEREFOR, e.g. TOILET ACCESSORIES
- A47K7/00—Body washing or cleaning implements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D29/00—Sacks or like containers made of fabrics; Flexible containers of open-work, e.g. net-like construction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5827—Tear-lines provided in a wall portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/08—Containers or packages with special means for dispensing contents for dispensing thin flat articles in succession
- B65D83/0805—Containers or packages with special means for dispensing contents for dispensing thin flat articles in succession through an aperture in a wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
- B32B2307/5825—Tear resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/746—Slipping, anti-blocking, low friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/46—Bags
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/80—Packaging reuse or recycling, e.g. of multilayer packaging
Definitions
- the present invention relates to packaging bags and sheet packages.
- a sheet package containing sheets such as paper towels and tissue paper is distributed and used in a state in which a plurality of sheets are contained in a packaging bag made of a resin film (for example, Patent Documents 1 and 2).
- Patent Documents 1 and 2 A sheet package containing sheets such as paper towels and tissue paper is distributed and used in a state in which a plurality of sheets are contained in a packaging bag made of a resin film.
- paper packaging bags are less flexible than resin packaging bags, so if opening perforations are provided, the perforations are difficult to open and difficult to open.
- An object of the present invention is to provide an easy-to-open paper packaging bag.
- a packaging bag is a packaging bag that accommodates a sheet, and is composed of a base material containing a paper component, and the base material is either a base layer containing the paper component or the base layer. and an inner layer laminated on the surface of the packaging bag and disposed inside the packaging bag, the inner layer including a thermoplastic resin, and the thermoplastic resin containing a slip agent.
- FIG. 4 is a diagram showing a sheet package in which sheets are accommodated in a packaging bag; It is a figure which shows the sheet
- FIG. 1 is a diagram showing a sheet package in which sheets are accommodated in a packaging bag according to an embodiment.
- FIG. 2 is a diagram showing sheets accommodated in the packaging bag of the embodiment.
- 3, 4, 5, 6, 7, and 8 show the sheet package of FIG. 1 viewed from the top, bottom, front, rear, left, and right sides, respectively. It is a diagram.
- the sheet packaging body 100 has a packaging bag 10 and a sheet stack 20 (a plurality of sheets S), as shown in FIG.
- the sheet package 100 is an example of the sheet package according to this embodiment.
- the packaging bag 10 is an example of a packaging bag that constitutes the sheet package according to the present embodiment.
- the sheet stack 20 is an example of sheets accommodated in the packaging bag according to this embodiment.
- the packaging bag 10 accommodates a plurality of (or a plurality of sets of) stacked sheets S (sheet stack 20).
- the sheet stack 20 is accommodated in the packaging bag 10 such that the stacking direction (SD direction) of the sheets S is aligned with the height direction (Z direction).
- the sheet stack 20 is configured such that the sheets S can be pulled out one by one through an outlet (opening OP) formed in the packaging bag 10, which will be described later (see FIG. 11).
- the form of the sheet stack 20 is not particularly limited. body), or a sheet S in which a plurality of sheets S are simply laminated, or the like can be adopted.
- the dimensions of the sheet S are such that the length L2 in the longitudinal direction (X direction) of the packaging bag 10 is about 150 to 250 mm, and the width direction perpendicular to the longitudinal direction (X direction) of the packaging bag 10 ( The width W2 in the Y direction) can be about 70 to 150 mm, and the height H2 in the height direction (Z direction) can be about 20 to 100 mm (see FIGS. 2 and 3).
- Such stacks of tissue paper can be produced, for example, by rotary or multi-stand interfolders.
- the form of the sheet S is not particularly limited, and can be applied to, for example, sanitary thin paper such as paper towels, kitchen paper, tissue paper, and toilet paper.
- sanitary thin papers also include sanitary thin papers containing moisturizing ingredients (for example, lotion tissues, etc.).
- the use of the sheet S is not particularly limited, and can be applied to any of industrial use, household use, and portable use.
- the sheet in this embodiment among these, paper towels for home use and portable use are preferably used.
- the number of plies of the sheet S is not particularly limited, it can be one ply or more, preferably one ply or two plies (two layers).
- the shape of the sheet S is not particularly limited, but for example, it is preferable that the outline shape of the folded two-ply sheet is a quadrangle (rectangle, square, etc.).
- the material of the sheet S is not particularly limited, but for example, a sheet such as paper, nonwoven fabric or cloth can be used, preferably paper (paper sheet).
- a sheet such as paper, nonwoven fabric or cloth
- paper paper sheet
- base paper made mainly of pulp
- the pulp composition can be a known composition for paper sheets.
- the pulp content can be 50% by mass or more, preferably 90% by mass or more, and more preferably 100% by mass.
- the pulp composition of the sheet S is not particularly limited.
- softwood pulp such as NBKP (softwood kraft pulp) and NUKP (softwood unbleached pulp) and hardwood pulp such as LBKP (hardwood kraft pulp) and LUKP (hardwood unbleached pulp) can be used at any ratio. can be done.
- the ratio of hardwood pulp to softwood pulp is not limited, but is preferably 10:90 to 80:20, and more preferably the ratio of softwood pulp to hardwood pulp is higher.
- Pulp composition. Waste paper pulp may be used as the pulp contained in the sheet S (paper sheet).
- the basis weight of the sheet S is not particularly limited, but in the case of paper, it is 5 g/m 2 or more and 80 g/m 2 or less, preferably 10 g/m 2 or more and 60 g/m 2 or less, and more preferably, depending on the number of plies. is 10 g/m 2 or more and 45 g/m 2 or less. In the case of non-woven fabric, it is desirable to have a weight of 20 g/m 2 or more and 100 g/m 2 or less.
- the basis weight is measured in accordance with JIS P 8124 (2011).
- the thickness of the sheet S is not particularly limited, and a paper thickness measured under the environment of JIS P 8111 (1998) can be adopted.
- the paper thickness per two plies is 50 ⁇ m or more and 600 ⁇ m or less, preferably 60 ⁇ m or more and 500 ⁇ m or less, more preferably 130 ⁇ m or more and 400 ⁇ m or less.
- the sheet S (paper sheet) may be embossed.
- embossing can be performed by a known embossing method.
- the form of the packaging bag 10 is not particularly limited. This embodiment has a top surface 11 , a bottom surface 12 , a side surface 13 , a side surface 14 , an end surface 15 and an end surface 16 .
- the top surface 11 and the bottom surface 12 face each other in the vertical direction (Z direction)
- the side faces 13 and 14 face each other in the width direction (Y direction)
- the end faces 15 and 16 face each other in the longitudinal direction. (X direction).
- the end surfaces 15 and 16 are continuous with the top surface 11, the bottom surface 12, the side surface 13, and the side surface 14 (FIGS. 1, 3 to 8).
- the dimensions of the packaging bag 10 are not particularly limited.
- the length L1 in the longitudinal direction (X direction) of the packaging bag 10 is about 150 to 250 mm
- the width W1 in the width direction (Y direction) orthogonal to the longitudinal direction (X direction) of the packaging bag 10 is about 70 to 150 mm
- the height H1 in the height direction (Z direction) can be about 20 to 100 mm (FIGS. 1 and 3).
- the dimensions of the packaging bag 10 indicate the dimensions of the sheet stack 20 accommodated in the packaging bag 10 (FIGS. 1 and 2).
- the top surface 11 of the packaging bag 10, the top surface 11 side of the end surface 15, and the top surface 11 side of the end surface 16 are formed with outlets extending in the longitudinal direction (X direction) of the packaging bag 10. Specifically, the outlet is formed with a cleaving line 30 . Cut lines 30 for cleaving are alternately arranged with cuts C and ties T (uncut portions between two cuts C and C), and when the ties T are broken, cuts C on both sides become continuous cuts. (Figs. 1, 3, 7 and 8).
- the tearing score line 30 constitutes a linear perforation M in which cuts C and ties T are alternately arranged (Figs. 1, 3, 7 and 8).
- the ratio between the tie T and the cut C of the tearing score line 30 (perforation) is arbitrary, but can be, for example, 1:1 to 1:7, preferably 1:1.3 to 1:5. , more preferably 1:1.5-3.
- the splitting line 30 (perforation M) is split to form an outlet (opening OP) through which the sheet S is pulled out on the top surface 11 of the packaging bag 10 ( 1 and 10).
- the method for producing the cleavage line 30 is arbitrary.
- the base material BS of the packaging bag 10, which will be described later, is arranged between the needle portion and the base portion, and the tip of the needle portion is pierced toward the receiving groove of the base portion, thereby forming a tear line 30. can be formed.
- a ventilation hole may be formed in the packaging bag 10 .
- the vent can function as an air hole for the packaging bag 10 .
- the position of the ventilation holes is not particularly limited, and in this embodiment, the ventilation holes can be provided on the side surfaces 13 , 14 and end surfaces 15 and 16 of the packaging bag 10 .
- the number of vents is not limited.
- the shape of the vent is not limited, and is, for example, circular in plan view.
- the size of the vent is not limited, and is, for example, a diameter size of about 2 mm.
- the base material BS of the packaging bag 10 is placed between the needle and the base, and the tip of the needle is placed in the same manner as the tearing cut line 30 described above.
- a ventilation hole can be formed by stabbing toward the receiving groove of the base. In addition, when forming a ventilation hole, you may use what is not provided with the receiving groove in the base part.
- the packaging bag is less likely to explode during storage or transportation of the sheet package 100.
- the packaging form of the packaging bag 10 is not particularly limited.
- a pillow packaging bag a tubular packaging bag 10 sheet in which both ends are folded and sealed (caramel packaging bag), or a combination thereof can be adopted.
- the tubular base material BS may be folded into a gusset shape.
- the packaging bag 10 is composed of a pillow packaging bag having at least one seal. Specifically, seal portions (end seals) 40 and 50 are formed on the end surfaces 15 and 16 of the packaging bag 10, and a seal portion (bottom seal) 60 is formed on the bottom surface 12 of the packaging bag 10 so that the sheet S ( A sheet laminate 20) is pillow-packaged.
- the seal portions 40, 50, 60 are thermally welded.
- the thermal welding means that a part of the base material BS is heated to weld parts of the packaging bag sheet to each other.
- the seal portions 40, 50, 60 are thermally welded while being arranged inside the bag 10 (FIG. 4).
- the joint pitch of the seal portions 40, the joint pitch of the seal portions 50, and the joint pitch of the seal portions 60 are preferably 0.5 mm or more and 2 mm or less, and more preferably 0.8 mm or more and 1.8 mm or less. , more preferably 1.0 mm or more and 1.5 mm or less.
- the joining pitch is the predetermined direction (
- the gaps in the width direction (Y direction) of the packaging bag 10 are shown for the seal portions 40 and 50, and the gap in the longitudinal direction (X direction) of the package bag 10 is shown for the seal portion 60. As shown in FIG.
- an inner layer ( The adhesion function of the resin layer 10B) can be enhanced, and the packaging bag 10 (pillow packaging bag) with higher sealability can be obtained.
- the packaging bag 10 is composed of a base material BS containing a paper component.
- the paper component is a substance (pulp) made by agglutinating plant fibers.
- the pulp composition in the paper component is not limited, and for example, the ratio of hardwood pulp to softwood pulp is 0:100 to 70:30, preferably a pulp composition with a higher ratio of softwood pulp to hardwood pulp. Waste paper pulp may be used as the pulp.
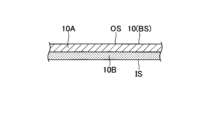
- the base material BS that constitutes the packaging bag 10 of the first embodiment is composed of a base layer 10A, an inner layer 10B, and an outer layer 10C.
- the base material BS in the first embodiment has a three-layer structure in which an inner layer 10B and an outer layer 10C are laminated on each surface of a paper layer 10A (FIG. 9).
- the base layer 10A constitutes the base of the base material BS. Further, the base layer 10A constitutes a paper layer containing the above-described paper components.
- the material of the paper component contained in the base layer (paper layer) 10A is not particularly limited, it can be made of kraft paper or rayon paper, for example.
- kraft paper is paper made from kraft pulp.
- Rayon paper is made by blending rayon fibers made by chemically synthesizing wood pulp or the like into kraft pulp. From the viewpoint of achieving both softness and strength of the packaging bag 10, the rayon paper preferably contains 20% or less by mass of rayon fiber.
- the basis weight of the base layer (paper layer) 10A is not limited, it is preferably 10 g/m 2 or more and 70 g/m 2 or less, more preferably 15 g/m 2 or more and 60 g/m 2 or less, and still more preferably 20 g/m 2 or more. 2 or more and 50 g/m 2 or less.
- the basis weight is measured in accordance with JIS P 8124 (2011).
- the thickness of the base layer (paper layer) 10A is not limited, it is, for example, preferably 20 ⁇ m or more and 300 ⁇ m or less, more preferably 30 ⁇ m or more and 200 ⁇ m or less, still more preferably 40 ⁇ m or more and 180 ⁇ m or less.
- the thickness is measured according to JIS P 8118 (2014).
- the tensile strength of the base layer (paper layer) 10A is not limited, but is, for example, 500 cN/m or more and 20000 cN/m or less, preferably 1000 cN/m or more and 15000 cN/m or less in the machine direction (machine direction or MD direction) of the fibers. is 1500 cN/m or more and 12000 cN/m or less.
- the tensile strength is measured according to the provisions of JIS P 8113 (2006).
- the elongation of the base layer (paper layer) 10A is not limited, but is, for example, 0.5% or more and 30% or less, preferably 1% or more and 25% or less, more preferably 2% or more in the machine direction (MD direction) of the fiber. 20% or less. In addition, it is 0.5% or more and 20% or less, 1% or more and 10% or less, or 2% or more and 5% or less in the transverse direction (CD direction) of the fiber.
- MD direction machine direction
- CD direction transverse direction
- the tear strength of the base layer (paper layer) 10A is not limited, but is, for example, 50 mN or more and 500 mN or less, preferably 80 mN or more and 480 mN or less, more preferably 100 mN or more and 450 mN or less in the longitudinal direction (MD direction) of the fiber.
- it is 200 mN or more and 1000 mN or less, preferably 250 mN or more and 900 mN or less, more preferably 300 mN or more and 800 mN or less in the transverse direction (CD direction) of the fiber.
- the tear strength is measured in accordance with JIS P 8116 (2000).
- the inner layer 10B is laminated on one side of the base layer (paper layer) 10A and constitutes a resin layer containing a thermoplastic resin.
- the inner layer 10B constitutes the inner surface IS of the base material BS that is arranged inside the packaging bag 10 (the side on which the inner layer 10B of the base material BS is formed).
- the inside of the packaging bag 10 corresponds to the side on which the sheet S is accommodated in the packaging bag 10
- the inner surface IS of the base material BS arranged inside the packaging bag 10 corresponds to the sheet S accommodated in the packaging bag 10. corresponds to the surface on the side with which the base material BS is in contact with.
- the material of the thermoplastic resin contained in the inner layer (resin layer) 10B is not particularly limited, it is preferably low-density polyethylene.
- the low-density polyethylene may be either high-pressure low-density polyethylene (LDPE) or linear low-density polyethylene (L-LDPE).
- the thickness of the inner layer (resin layer) 10B is not limited, it is preferably 5 ⁇ m or more and 40 ⁇ m or less, more preferably 7 ⁇ m or more and 35 ⁇ m or less, and still more preferably 9 ⁇ m or more and 30 ⁇ m or less.
- the paper thickness is measured in accordance with JIS P 8118 (2014).
- the thermoplastic resin contained in the inner layer (resin layer) 10B contains a slip agent.
- the slip agent is an agent that reduces the coefficient of friction of the surface (inner surface) of the inner layer 10B.
- the slip agent is added to the thermoplastic resin contained in the inner layer (resin layer) 10B in this embodiment, it may be applied to the inner surface IS of the base material BS.
- the component of the slip agent is not particularly limited, but for example, ethylene homopolymer, fatty acid amide, vegetable oil, etc. can be used as main components.
- the content of the slip agent in the thermoplastic resin is not particularly limited.
- the slip agent may contain additives for purposes such as maintaining the stability of the slip agent.
- the outer layer (printed layer) 10C is provided on either side of the paper layer 10A and constitutes a printed layer printed on the surface of the packaging bag.
- the outer layer (printed layer) 10C constitutes the outer surface OS of the base material BS arranged outside the packaging bag 10 .
- the outer surface OS of the base material BS arranged outside the packaging bag 10 constitutes the surface on the side that does not come into contact with the sheet S accommodated in the packaging bag 10 .
- the outer layer (printing layer) 10C contains a grip agent.
- the grip agent is an agent that increases the coefficient of friction of the surface (outer surface) of the outer layer 10C.
- the gripping agent is applied to the outer surface OS of the base material BS in this embodiment, but may be included in the outer layer (printing layer) 10C.
- the ingredients of the gripping agent are not particularly limited, but for example, medium ink (synthetic resin), oil-based varnish, etc. can be used as main ingredients.
- the amount of the gripping agent used for the outer layer (printing layer) 10C is not particularly limited.
- the gripping agent may contain auxiliary agents and solvents for purposes such as maintaining the stability of the gripping agent.
- the ratio of the paper component in the packaging bag 10 (base material BS) is 50% or more.
- the basis weight of the packaging bag 10 is not limited, it is preferably 20 g/m 2 or more and 100 g/m 2 or less, more preferably 25 g/m 2 or more and 70 g/m 2 or less, and still more preferably 30 g. /m 2 or more and 60 g/m 2 or less.
- the basis weight is measured in accordance with JIS P 8124 (2011).
- the thickness (paper thickness) of the packaging bag 10 is not limited, but is, for example, 25 ⁇ m or more and 350 ⁇ m or less, preferably 30 ⁇ m or more and 250 ⁇ m or less, more preferably 45 ⁇ m or more and 200 ⁇ m or less.
- the thickness measured in compliance with JIS P 8118 (2014) can be adopted.
- the tensile strength of the packaging bag 10 is not limited, but is, for example, 1000 cN/m or more and 20000 cN/m or less, preferably 1500 cN/m or more and 18000 cN/m or less, more preferably in the longitudinal direction (MD direction) of the fiber. It is 2000 cN/m or more and 15000 cN/m or less.
- the tensile strength is measured according to the provisions of JIS P 8113 (2006).
- the elongation of the packaging bag 10 is not limited, but is, for example, 0.5% or more and 30% or less, preferably 1% or more and 25% or less, more preferably 2% or more and 20% or less in the longitudinal direction (MD direction) of the fiber. is. In addition, it is 0.5% or more and 20% or less, 1% or more and 10% or less, or 2% or more and 5% or less in the transverse direction (CD direction) of the fiber.
- the elongation is measured according to JIS P 8113 (2006).
- the tear strength of the packaging bag 10 is not limited, it is, for example, 50 mN or more and 500 mN or less, preferably 80 mN or more and 450 mN or less, more preferably 100 mN or more and 400 mN or less, in the longitudinal direction (MD direction) of the fibers.
- it is 200 mN or more and 1000 mN or less, preferably 250 mN or more and 900 mN or less, more preferably 300 mN or more and 800 mN or less in the transverse direction (CD direction) of the fiber.
- the tear strength is measured in accordance with JIS P 8116 (2000).
- the Taber stiffness of the packaging bag 10 is not limited, but is, for example, 0.01 mN/m or more and 0.2 mN/m or less, preferably 0.02 mN/m or more and 0.17 or less, in the longitudinal direction (MD direction) of the fiber. It is preferably 0.03 mN/m or more and 0.15 mN/m or less.
- the m in the transverse direction (CD direction) of the fiber, the m or less.
- the Taber stiffness is measured in accordance with JIS P 8125 (2000).
- the inner surface IS of the base material BS arranged inside the packaging bag 10 (the inner surface IS on the side where the inner layer 10B of the base material BS is formed) and the sheet S (the sheet laminate 20)
- a first static friction coefficient A occurs between
- a second coefficient of static friction B is generated between the outer surface OS of the base material BS arranged outside the packaging bag 10 and the artificial skin (not shown).
- the second static friction coefficient B is larger than the first static friction coefficient A, and the first static friction coefficient A is 0.55 or less.
- the coefficient of static friction indicates the ratio of the frictional force generated on the contact surfaces of two objects in a state in which they are not in relative motion to the force acting perpendicularly to the contact surfaces.
- the static friction coefficient is measured according to the JIS P 8147 (2010) horizontal method.
- the artificial skin refers to a urethane elastomer-made molded article imitating human skin.
- the base material BS of the packaging bag 10 includes a base layer 10A containing a paper component, and an inner layer 10B laminated on one side of the base layer 10A and arranged inside the packaging bag 10, Since the inner layer 10B contains a thermoplastic resin containing a slip agent, the coefficient of static friction between the base material BS and the sheet S can be reduced. As a result, the base material BS becomes more slippery with respect to the sheet S. Therefore, when the paper packaging bag 10 is provided with the perforations M, the perforations M are easily torn open. Also, it becomes easy to open (Fig. 1, Fig. 10).
- the first static friction coefficient A between the sheet S and the inner surface IS of the base material BS containing paper components on which the inner layer 10B is formed is 0.55 or less.
- the inner surface of the material BS is in a slippery state with respect to the sheet S.
- the perforations M provided on the paper packaging bag 10 are more likely to split open, making it easier to open the packaging bag 10 (FIGS. 1 and 10).
- the second static friction coefficient B between the outer surface OS of the base material BS and the artificial skin arranged outside the packaging bag 10 is larger than the first static friction coefficient A on the inner surface IS side of the base material BS.
- the inner surface IS of the base material BS becomes slippery with respect to the sheet S, and the outer surface OS of the base material BS becomes less slippery with respect to the artificial skin.
- the perforations M provided on the paper packaging bag 10 are easier to open, and the packaging bag 10 is easier to open (FIGS. 1 and 10).
- the ratio between the first static friction coefficient A and the second static friction coefficient B is preferably 0.65 or less.
- the ratio between the first static friction coefficient A and the second static friction coefficient B indicates the ratio of the first static friction coefficient A to the second static friction coefficient.
- the friction coefficient of the inner surface IS side of the base material BS with respect to the sheet S accommodated in the packaging bag 10 is , the difference between the coefficient of friction of the outer surface OS side of the base material BS and the artificial skin (not shown) becomes large.
- the perforations M provided on the paper packaging bag 10 are more likely to split open, making it easier to open the packaging bag 10 .
- the second coefficient of static friction B is preferably 1.1 or less.
- the difference between the first coefficient of static friction and the second coefficient of friction should be as large as possible in order to improve the unsealability.
- the perforations provided in the paper packaging bag may occur before the packaging bag is opened (for example, the sheet package 100 using the packaging bag 10). during manufacture, distribution, storage, etc.).
- the second static friction coefficient B is adjusted so that the outer surface OS of the base material BS does not become too slippery. Unexpected tearing of the packaging bag 10 can be prevented without deteriorating the openability of the packaging bag 10. ⁇
- the first coefficient of static friction A corresponds to the coefficient of static friction between the base material BS in the CD direction and the sheet S in the MD direction.
- the second static friction coefficient B corresponds to the static friction coefficient between the substrate BS in the CD direction and the artificial skin.
- the MD direction of the base material BS corresponds to the longitudinal direction (X direction) of the packaging bag 10
- the CD direction of the base material BS corresponds to the width direction (Y direction) of the packaging bag 10.
- the MD direction of the sheet S corresponds to the width direction (Y direction) of the packaging bag 10 or the sheet stack 20
- the CD direction of the sheet S corresponds to the longitudinal direction (X direction) of the packaging bag 10 or the sheet stack 20.
- the CD direction of the base material BS slides with respect to the MD direction of the sheet S. easier.
- the coefficient of static friction between the CD direction of the base material BS and the artificial skin to the second coefficient of static friction B, the artificial skin becomes less slippery in the CD direction of the base material BS.
- the packaging bag 10 when the sheet S is accommodated in the packaging bag 10 so that the MD direction of the sheet S is along the CD direction of the base material BS, and the perforations M are formed in the MD direction of the base material BS, the packaging bag 10 When the surface (top surface 11) on which the perforations M are formed is pressed with the thumbs of both hands and the thumbs are moved apart in the CD direction of the base material BS, the perforations M are cleaved (FIGS. 1 and 10). . At this time, since the perforations can be easily split with a small amount of force, the opening of the packaging bag 10 (top surface 11) is further facilitated.
- the top surface 11 of the packaging bag 10 is formed with the tearing lines 30 (perforations M) along the MD direction of the base material BS.
- the top surface 11 of the packaging bag 10 is pressed with the thumbs of both hands by forming the tearing cut lines 30 (perforations M) along the MD direction of the base material BS on the top surface 11 of the packaging bag 10. Only by moving the thumbs apart in the CD direction of the base material BS, the tear lines 30 (perforations M) are split, so that the packaging bag 10 can be easily opened.
- the cleaved tearing cut line 30 (perforation M) can constitute a sheet outlet (opening OP) formed in the top surface 11 of the packaging bag 10 (see FIG. 1 , FIG. 10). Therefore, it is possible to take out the sheet S from the top surface 11 of the packaging bag 10 .
- the tearing cut line 30 (perforation M) is formed along the MD direction of the base material BS and the CD direction of the sheet S, and the direction perpendicular to the direction in which the perforation M extends (the direction of the base material BS).
- the static friction coefficient is measured in the CD direction and the MD direction of the sheet S), but the directions of the sheet S and the base material BS for measuring the static friction coefficient are not limited.
- the tear line 30 (perforation M) is formed along the CD direction of the base material BS and the MD direction of the sheet S, and the direction perpendicular to the direction in which the perforation M extends (the MD direction of the base material BS and the sheet S
- the static coefficient of friction may be measured in the CD direction of
- the sheet S are accommodated in the packaging bag 10 so that the MD direction of the sheets S is along the CD direction of the base material BS. It is not limited to the relationship with the CD direction of the material BS. That is, the direction in which the sheet S is accommodated in the packaging bag 10 is not limited.
- the sheet S may be accommodated in the packaging bag 10 such that the MD direction of the sheet S is aligned with the MD direction of the base material BS.
- FIG. 12 is a diagram showing a cross section of the base material of the packaging bag according to the second embodiment.
- parts common to those of the first embodiment shown in FIG. 9 are denoted by the same reference numerals as in FIG. 9, and description thereof is omitted.
- the base material BS that constitutes the packaging bag 10 of the second embodiment is composed of a base layer 10A and an inner layer 10B.
- the base material BS in the second embodiment has a two-layer structure in which the inner layer 10B is laminated on one surface of the paper layer 10A (Fig. 12).
- the outer layer 10C is not laminated on the other surface of the paper layer 10A. and the sheet S (sheet stack 20), the first coefficient of static friction A generated between the outer surface OS of the base material BS placed outside the packaging bag 10 and the artificial skin (not shown). 2 is smaller than the static friction coefficient B, and the first static friction coefficient A is 0.55 or less.
- the inner surface IS of the base material BS becomes slippery with respect to the sheet S accommodated in the packaging bag 10, and the outer surface OS of the base material BS is the artificial skin (not shown). Therefore, even in the second embodiment, when the paper packaging bag 10 is provided with the perforations M, the perforations M are easily split, and even the paper packaging bag can be easily opened (FIGS. 1 and 2). Figure 10).
- the ratio between the first static friction coefficient A and the second static friction coefficient B is 0.65 or less.
- the coefficient of friction of the inner surface IS side of the base material BS with respect to the sheet S housed in the packaging bag 10 and the coefficient of friction of the outer surface OS side of the base material BS with respect to artificial skin (not shown) are can increase the difference between Therefore, the perforations M provided in the paper-made packaging bag 10 are more likely to split open, and the packaging bag 10 can be easily opened.
- the above-described packaging bag 10 can be used for the sheet package 100 of this embodiment.
- the sheet package 100 has a packaging bag (packaging bag of the first embodiment) 10 and a sheet S housed in the packaging bag 10 (FIGS. 1 and 2).
- the sheet packaging body 100 of the present embodiment is configured as a sheet packaging body in which the sheets S are accommodated in the packaging bag 10 described above, so that the same effects as those of the packaging bag 10 described above can be obtained. That is, in the sheet packaging body 100 of the present embodiment, even when the packaging bag 10 constituting the sheet packaging body 100 is made of paper, the perforations M provided in the paper packaging bag 10 are easily torn, and the paper Even a packaging bag made of plastic can be easily opened (Figs. 1 and 10).
- the inner layer (resin layer) 10B containing a thermoplastic resin is provided on one side of the base layer (paper layer) 10A containing a paper component,
- the texture of the packaging bag 10 becomes soft. This suppresses the feeling of stiffness of the packaging bag 10 and makes it possible to provide the packaging bag 10 with conformability. Therefore, even if the material of the packaging bag is changed from resin to paper, it is possible to provide the packaging bag 10 that is less likely to break during manufacture or transportation.
- the packaging bag 10 which is provided with followability by laminating the inner layer (resin layer) 10B on the base layer (paper layer) 10A, is provided with the tear line 30.
- the cutting line 30 is easily split.
- the inner layer (resin layer) 10B provided on one side of the base layer (paper layer) 10A contains a thermoplastic resin, so that when sealing (or sealing) the packaging bag 10, By heating the inner layer (resin layer) 10B, the melted inner layer (resin layer) 10B can function as an adhesive (has an adhesive function), so that the packaging bag 10 can be easily sealed.
- the ratio of the paper component in the packaging bag 10 is 50% or more, so the environmental load can be suppressed.
- the ratio of the paper component in the packaging bag 10 is 50% or more, so the amount of plastic used in the packaging bag 10 can be reduced.
- the thickness of the inner layer (resin layer) 10B by setting the thickness of the inner layer (resin layer) 10B to 5 ⁇ m or more and 40 ⁇ m or less, it becomes easier to maintain the ratio of the paper component in the packaging bag at 50% or more.
- the adhesive function of the inner layer (resin layer) 10B at the time of sealing the packaging bag can be maintained while suppressing the stiffness of the packaging bag.
- the packaging bag 10 can be sealed at the time of sealing.
- the adhesion function of the inner layer (resin layer) 10B can be improved.
- the packaging bag 10 is a pillow packaging bag, and the inner layer (resin layer) 10B is arranged inside the packaging bag 10, and at least one sealing portion is heat-sealed. , the resin layers can be bonded together. As a result, the adhesive function of the inner layer (resin layer) 10B can be effectively used, so that the packaging bag 10 with high sealability can be obtained.
- the packaging bag 10 is provided with the tearing score line 30, so that the packaging bag 10 can be opened by simply tearing the tearing score line 30.
- the cut line 30 for tearing that has been torn can constitute an outlet (opening OP) of the packaging bag 10 .
- the tearing score line 30 is provided in the packaging bag 10, which is provided with followability by laminating the inner layer (resin layer) 10B on the paper layer 10A. 30 is easy to cleave.
- a sheet package 100 in which a plurality of sheets S (sheet laminate 20) are pillow-packaged in a paper packaging bag 10 was prepared (FIGS. 1 to 8).
- the packaging bag 10 is composed of a base material BS, and the base material BS is composed of a base layer 10A, an inner layer 10B, and an outer layer 10C (Fig. 9).
- the material of the inner layer 10B was low density polyethylene (PE).
- the outer layer 10C was a layer printed by gravure.
- the top surface 11 of the packaging bag 10 is formed with tearing lines 30 (perforations M) extending from the sealing portion 40 to the sealing portion 50 in the longitudinal direction (MD direction) of the packaging bag 10 .
- the ratio of the tie T to the cut C of the perforation M was 1:2 in the example and 1:5 in the comparative example.
- the sheet laminate 20 is a single (1-ply) paper towel (trade name: Elver Paper Towel Eco Dry (medium size), manufactured by Daio Paper Co., Ltd., 200 sets, high paper towels) as paper towels in which the sheets S are folded and laminated.
- Elver Paper Towel Eco Dry medium size
- high paper towels high paper towels
- Length H1 65 mm, Length L1: 210 mm, Width (depth) W1: 115 mm, basis weight 33 g/m 2 , paper thickness 180 ⁇ m) and double type paper towels (trade name “Elleair Paper Towel Smart Type Double (medium size)”, Daio Paper Co., Ltd., 200 sets, height H1: 60 mm, length L1: 210 mm, width (depth) W1: 115 mm, basis weight 16 g/m 2 ⁇ 2) was used.
- the basis weight (basis weight) of the base material (all layers) BS of the packaging bag 10 and the base layer 10A of the test piece (sheet package 100) was measured in accordance with JIS P 8124 (2011).
- the unit of basis weight is g/m 2 .
- Paper thickness The paper thickness (thickness) of the base material (all layers) BS and the base layer 10A of the packaging bag 10 in the test body (sheet package 100) is measured using an ISO paper thickness meter (CITIZEN) in accordance with the provisions of JIS P 8118 (2014). (manufactured by MEI-11). The unit of thickness is ⁇ m.
- a tear strength tester manufactured by Kumagai Riki Kogyo Co., Ltd., Using an Elmendorf tear strength tester (digital display type), the tear strength in the machine direction (MD direction) and transverse direction (CD direction) of the fiber was measured.
- Taber stiffness The Taber stiffness of the base material (all layers) BS of the packaging bag 10 in the test piece (sheet package 100) was measured according to JIS P 8125 (2000). A Taber stiffness tester (manufactured by Toyo Seiki Seisakusho Co., Ltd.) was used to measure the Taber stiffness.
- the substrate BS was fixed to the horizontal plate side of the friction tester so that the CD direction of the inner surface (inner layer 10B) of the substrate BS was on the front side, and the sheet was placed on the weight side of the friction tester.
- the sheet S was fixed so that the MD direction of the surface of S was on the front side.
- the base material BS was fixed to the horizontal plate side of the friction tester so that the CD direction of the outer surface OS (outer layer 10C) of the base material BS was on the front side.
- the artificial skin is cut from 100 mm long x 100 mm wide x 5 mm thick to fit the weight side of the friction tester, and is attached to the weight side of the friction tester so that the surface to be measured is the front (non-glossy side). rice field.
- the back side (surface not to be measured) of the test piece may be joined using a sealing material made of paper as a base material. Make sure there are no wrinkles or sagging.
- Example 1 The inner layer 10B of the base material BS of the packaging bag 10 is made of PE to which a slip agent is added, and the outer layer 10C is coated with a gripping agent (varnish). When the coefficient B was 0.96, the ease of opening the perforations was A for both single and double. Table 1 shows the conditions of the packaging bag 10, the conditions of the sheet (web), and the evaluation results (static friction coefficient and ease of opening perforations).
- Example 2 Evaluation was performed in the same manner as in Example 1, except that the static friction coefficient A1 was 0.46, the static friction coefficient A2 was 0.45, and the static friction coefficient B was 0.95. Met. Table 1 shows the conditions of the packaging bag 10, the conditions of the sheet (web), and the evaluation results.
- Example 3 Evaluation was performed in the same manner as in Example 1, except that the static friction coefficient A1 was 0.41, the static friction coefficient A2 was 0.37, and the static friction coefficient B was 0.8. Met. Table 1 shows the conditions of the packaging bag 10, the conditions of the sheet (web), and the evaluation results.
- the base material BS includes a base layer 10A containing a paper component, and an inner layer 10B laminated on one side of the base layer 10A and arranged inside the packaging bag 10, and the inner layer 10B contains a slip agent.
- the test pieces containing the thermoplastic resin had good ease of opening perforations (Examples 1 to 3).
- test piece containing the thermoplastic resin containing no slip agent in the inner layer 10B of the base material BS was poor in ease of opening perforations (Comparative Example 1).
- the present embodiment relates to a packaging bag containing a sheet and made of a base material containing a paper component, wherein the base material has at least a tear line formed therein for taking out the sheet from the packaging bag.
- the coefficient of static friction between the outer surface of the material and the finger (or artificial skin) of the person tearing the tearing score line is greater than the coefficient of static friction between the inner surface of the substrate and the sheet. Therefore, when cleaving the cleaving line, fingers do not slip and the cleaving is not difficult.
- the base material having such a coefficient of static friction may be formed over the entire surface of the packaging bag, or may be formed only on the surface on which the tear line is formed (for example, the top surface of the packaging bag).
- the coefficient of static friction with the human finger (or artificial skin) in a part of the base material that is in contact with the finger when cleaving the cut line for cleaving is made larger than the coefficient of static friction between the inner surface of the base material and the sheet. It is also possible to
- a first aspect of the present invention is a packaging bag for containing a sheet, which is composed of a base material containing a paper component, and the base material is either a base layer containing the paper component or the base layer.
- the paper component is made by agglutinating plant fibers.
- the inner side of the packaging bag indicates the side where the substrate comes into contact with the sheet accommodated in the packaging bag.
- a slip agent is an agent that lowers the coefficient of friction.
- the base material of the packaging bag includes a base layer containing a paper component, and an inner layer laminated on one side of the base layer and arranged inside the packaging bag, wherein the inner layer is a slip agent.
- the inner layer is a slip agent.
- a second aspect of the present invention has a first static friction coefficient between the inner surface of the base material on which the inner layer is formed and the sheet, and the first static friction coefficient is 0.55 or less. , to provide packaging bags.
- the coefficient of static friction indicates the ratio of the frictional force generated on the contact surfaces of two objects in the absence of relative motion and the force acting perpendicularly to the contact surfaces.
- the inner surface of the substrate on which the inner layer is formed indicates the surface of the substrate that comes into contact with the sheet contained in the packaging bag.
- the first static friction coefficient between the sheet and the inner surface of the base material containing the paper component on which the inner layer is formed is 0.55 or less, so that the inner surface of the base material containing the paper component is The seat is slippery.
- the perforations provided in the paper packaging bag are more likely to split open, making it easier to open the packaging bag.
- a third aspect of the present invention has a second static friction coefficient between the outer surface of the base material arranged outside the packaging bag and the artificial skin, and the second static friction coefficient is greater than the first static friction coefficient.
- the outer surface of the base material arranged outside the packaging bag indicates the surface that does not come into contact with the sheet contained in the packaging bag.
- Artificial skin refers to a urethane molded body that imitates human skin.
- the second static friction coefficient between the outer surface of the base material arranged outside the packaging bag and the artificial skin is larger than the first static friction coefficient on the inner surface side of the base material, so that the inner surface of the base material becomes slippery against the sheet and the outer surface of the substrate becomes non-slippery against the artificial skin.
- a fourth aspect of the present invention provides a packaging bag, wherein the ratio between the first coefficient of static friction and the second coefficient of static friction is 0.65 or less.
- the ratio of the first static friction coefficient to the second static friction coefficient indicates the ratio of the first static friction coefficient to the second static friction coefficient.
- the fourth aspect by setting the ratio of the first static friction coefficient to the second static friction coefficient to 0.65 or less, the friction coefficient of the inner surface side of the base material with respect to the sheet and the friction of the outer surface side of the base material with respect to the artificial skin The difference with the coefficient becomes large. As a result, the perforations provided in the paper packaging bag are easier to open, and the packaging bag is easier to open.
- a fifth aspect of the present invention provides a packaging bag, wherein the second coefficient of static friction is 1.1 or less.
- the difference between the first coefficient of static friction and the second coefficient of friction should be as large as possible in order to improve the unsealability.
- the second coefficient of friction is too large relative to the first coefficient of static friction, the frictional force from the outside of the packaging bag will cause perforations provided on the packaging bag before the packaging bag is opened (for example, the packaging bag is opened). There is a risk of tearing during distribution of the used sheet package.
- the second static friction coefficient is adjusted so that the outer surface of the base material does not become too slippery, and the opening property of the packaging bag is reduced. and prevent unexpected opening of the packaging bag.
- the first coefficient of static friction is a coefficient of static friction between the CD direction of the substrate and the MD direction of the sheet
- the second coefficient of static friction is the CD of the substrate.
- the MD direction is the direction corresponding to the traveling direction of the substrate with respect to the paper machine for manufacturing the substrate constituting the paper packaging bag
- the CD direction is the direction perpendicular to the traveling direction. is the direction corresponding to
- the CD direction of the base material slides easily with respect to the MD direction of the sheet. Further, by setting the coefficient of static friction between the CD direction of the substrate and the artificial skin as the second coefficient of static friction, the artificial skin becomes less slippery in the CD direction of the substrate.
- the surface of the packaging bag on which the perforation is formed is held with both hands.
- the perforations are split by pressing with the thumbs of the substrate and moving the thumbs apart in the CD direction of the substrate. At this time, the perforations can be easily split with a small amount of force, making it easier to open the packaging bag.
- a seventh aspect of the present invention provides a packaging bag in which a tearing line along the MD direction of the base material is formed on the top surface of the packaging bag.
- a cleaving cut line is a cut line in which cuts and ties (uncut portions between two cuts) are alternately arranged, and when the tie breaks, the adjacent cuts become continuous cuts (e.g., perforation).
- a seventh aspect by forming a cut line for tearing along the MD direction of the base material on the top surface of the packaging bag, the top surface of the packaging bag is pressed with the thumbs of both hands, and each thumb is in the CD direction of the base material. Only by moving apart, the tear line is split, so that the packaging bag can be easily opened.
- the cut line for tearing that has been cleaved can constitute a sheet outlet formed on the top surface of the packaging bag.
- An eighth aspect of the present invention provides a sheet package having the packaging bag according to any one of the first to seventh aspects and a sheet housed in the packaging bag.
- the eighth aspect by constructing a sheet package in which sheets are accommodated in the packaging bag described above, the same effects as those of the packaging bag described above can be obtained. That is, according to the eighth aspect, even when the packaging bag constituting the sheet packaging body is made of paper, it is possible to provide a sheet packaging body in which the paper packaging bag can be easily opened.
- sheet package 10 packaging bag BS base material IS inner surface OS outer surface 10A base layer (paper layer) 10B inner layer (resin layer) 10C outer layer (printing layer) 11 Top surface 12 Bottom surface 13, 14 Side surface 15, 16 End surface 20 Sheet laminate S Sheet 30 Cleavage line M Perforation OP Extraction port (opening) 40, 50 Seal part (end seal) 60 seal part (bottom seal) L1, L2 Length W1, W2 Width H1, H2 Height
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Bag Frames (AREA)
- Packages (AREA)
Abstract
Description
本発明の実施の形態について、図面を参照しながら詳細に説明する。各図において、共通する部分は、同一の符号を付して説明を省略する場合がある。また、各図において、各部の縮尺は実際とは異なる場合がある。なお、各図では、3軸方向(X方向、Y方向、Z方向)の3次元直交座標系を用い、包装袋の長手方向をX方向とし、幅方向をY方向とし、高さ方向(上下方向または厚み方向)をZ方向とする。
具体的には、後述する基材BSの内層(樹脂層)10Bが包装袋10の内側に配置された状態で、シール部40、50、60が熱溶着されている(図4)。
試験体として、複数枚のシートS(シート積層体20)が紙製の包装袋10にピロー包装されたシート包装体100を用意した(図1~図8)。
試験体(シート包装体100)における包装袋10の基材(全層)BS及び基層10Aの米坪(坪量)を、JIS P 8124(2011)の規定に準拠して測定した。米坪の単位は、g/m2である。
試験体(シート包装体100)における包装袋10の基材(全層)BS及び基層10Aの紙厚(厚み)を、JIS P 8118(2014)の規定に準拠した、ISO紙厚計(CITIZEN社製、MEI-11)を用いて測定した。厚みの単位は、μmである。
試験体(シート包装体100)における包装袋10の基材(全層)BS及び基層10Aについて、JIS P 8113(2006)の規定に準拠した、テンシロン万能試験機(A&D社製、RTG-1210)を用いて、縦方向(MD方向)と横方向(CD方向)の引張強度(mN)を測定した。
試験体(シート包装体100)における包装袋10の基材(全層)BS及び基層10Aについて、JIS P 8113(2006)の規定に準拠した、テンシロン万能試験機(A&D社製、RTG-1210)を用いて、縦方向(MD方向)と横方向(CD方向)の伸び(%)を測定した。
試験体(シート包装体100)における包装袋10の基材(全層)BS及び基層10Aについて、JIS P 8116(2000)の規定に準拠して、引裂強度試験機(熊谷理機工業社製、エルメンドルフ引裂度試験機(デジタル表示式))を用いて、繊維の縦方向(MD方向)と横方向(CD方向)の引裂強度を測定した。
試験体(シート包装体100)における包装袋10の基材(全層)BSのテーバー剛度を、JIS P 8125(2000)の規定に準拠して測定した。テーバー剛度の測定には、テーバー剛度試験機(東洋精機製作所社製)を用いた。
静摩擦係数は、JIS P 8147(2010)水平法の規定に準拠して測定した。静摩擦係数の測定には、ロードセル引張試験機(島津製作所社製、AGS-500B)を用いた。
試験体(シート包装体100)における包装袋10の天面11に形成されたミシン目M(開裂用切目線30)の開けやすさを確認した。試験は、包装袋10にシートS(ウェブ)としてシングルタイプを収容した場合とダブルタイプのペーパータオルシートを収容した場合のそれぞれについて行った。シート包装体100にミシン目の開けやすさの評価は、ユーザー10人が包装袋10のミシン目Mが形成された面(天面11)を両手の親指で押さえ、基材BSのCD方向に各親指が離れるように移動させたとき、開封しづらいと回答した人数が0人の場合はA(優良:開裂しやすい)、1~3人の場合はB(良:開裂できる)、4人以上の場合はC(不良:ミシン目が開裂できない、または開裂できるが開裂しにくい)と評価した。評価基準は、以下の通りである。
A:ミシン目Mが開裂しやすい
B:ミシン目Mが開裂できる
C:ミシン目が開裂できない、または開裂できるが開裂しにくい
包装袋10の基材BSの内層10Bにスリップ剤を添加したPEを用い、外層10Cにグリップ剤(ニス)を塗工し、静摩擦係数A1が0.42、静摩擦係数A2が0.38、静摩擦係数Bが0.96となったとき、ミシン目の開けやすさはシングル、ダブルともにAであった。包装袋10の条件、シート(ウェブ)の条件、及び評価結果(静摩擦係数およびミシン目の開けやすさ)を表1に示す。
静摩擦係数A1が0.46、静摩擦係数A2が0.45、静摩擦係数Bが0.95となった以外は、実施例1と同様に評価し、ミシン目の開けやすさはシングル、ダブルともにBであった。包装袋10の条件、シート(ウェブ)の条件、及び評価結果を、表1に示す。
静摩擦係数A1が0.41、静摩擦係数A2が0.37、静摩擦係数Bが0.8となった以外は、実施例1と同様に評価し、ミシン目の開けやすさはシングル、ダブルともにAであった。包装袋10の条件、シート(ウェブ)の条件、及び評価結果を、表1に示す。
包装袋10の基材BSの内層10Bに用いたPEにスリップ剤を添加せず、外層10Cにグリップ剤(ニス)を塗工せず、静摩擦係数A1が0.57、静摩擦係数A2が0.69、静摩擦係数Bが1.2となったとき、ミシン目の開けやすさはシングル、ダブルともにCであった。包装袋10の条件、シート(ウェブ)の条件、及び評価結果を表1に示す。
複数枚のシートS(シート積層体20)が樹脂フィルム製の包装袋にピロー包装されたシート包装体を用意し、静摩擦係数A1が0.3、静摩擦係数A2が0.27、静摩擦係数Bが1.14となったとき、ミシン目の開けやすさはシングル、ダブルともにAであった。包装袋の条件、シート(ウェブ)の条件、及び評価結果を表1に示す。

10 包装袋
BS 基材
IS 内面
OS 外面
10A 基層(紙層)
10B 内層(樹脂層)
10C 外層(印刷層)
11 天面
12 底面
13、14 側面
15、16 妻面
20 シート積層体
S シート
30 開裂用切目線
M ミシン目
OP 取出口(開口)
40、50 シール部(エンドシール)
60 シール部(ボトムシール)
L1、L2 長さ
W1、W2 幅
H1、H2 高さ
Claims (8)
- シートを収容する包装袋であって、
紙成分を含む基材で構成され、
前記基材は、
前記紙成分を含む基層と、
前記基層のいずれか一方の面に積層され、前記包装袋の内側に配置される内層と、を含み、
前記内層は、熱可塑性樹脂を含み、
前記熱可塑性樹脂は、スリップ剤を含有する、
包装袋。 - 前記基材の前記内層が形成された側の内面と前記シートとの間に第1静摩擦係数を有し、
前記第1静摩擦係数が0.55以下である、
請求項1に記載の包装袋。 - 前記包装袋の外側に配置される前記基材の外面と人工皮膚との間に第2静摩擦係数を有し、
第2静摩擦係数が、第1静摩擦係数より大きい、
請求項2に記載の包装袋。 - 前記第1静摩擦係数と前記第2静摩擦係数との比が、0.65以下である、
請求項3に記載の包装袋。 - 前記第2静摩擦係数が1.1以下である、
請求項3または4に記載の包装袋。 - 前記第1静摩擦係数は、前記基材のCD方向と前記シートのMD方向との間の静摩擦係数であり、
前記第2静摩擦係数は、前記基材のCD方向と前記人工皮膚との間の静摩擦係数である、
請求項3乃至5のいずれか一項に記載の包装袋。 - 前記包装袋の天面に、前記基材のMD方向に沿う開裂用切目線が形成されている、
請求項6に記載の包装袋。 - 請求項1乃至7のいずれか一項に記載の包装袋と、
前記包装袋に収容されたシートと、を有する、
シート包装体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22875409.9A EP4410705A4 (en) | 2021-09-30 | 2022-03-23 | Packaging bag and sheet packaging body |
| CN202280065082.0A CN118055892A (zh) | 2021-09-30 | 2022-03-23 | 包装袋及片材包装体 |
| US18/258,923 US20240043193A1 (en) | 2021-09-30 | 2022-03-23 | Packaging bag and sheet package |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021160335A JP2023050295A (ja) | 2021-09-30 | 2021-09-30 | 包装袋、及びシート包装体 |
| JP2021-160335 | 2021-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023053526A1 true WO2023053526A1 (ja) | 2023-04-06 |
Family
ID=85782182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/013651 Ceased WO2023053526A1 (ja) | 2021-09-30 | 2022-03-23 | 包装袋、及びシート包装体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240043193A1 (ja) |
| EP (1) | EP4410705A4 (ja) |
| JP (1) | JP2023050295A (ja) |
| CN (1) | CN118055892A (ja) |
| WO (1) | WO2023053526A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD1116849S1 (en) * | 2024-05-09 | 2026-03-10 | Conopco, Inc. | Wrap for ice cream product |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5931152A (ja) * | 1982-05-20 | 1984-02-20 | スティックサック・エスティ−エス・ソシエテ・アノニム | プラスチツクフイルムおよびそれの袋並びに大型袋 |
| JPH0645384B2 (ja) * | 1988-01-01 | 1994-06-15 | 憲司 中村 | 包装体 |
| JP2008183034A (ja) | 2007-01-26 | 2008-08-14 | Oji Nepia Kk | 袋入り家庭用薄葉紙 |
| JP2016190679A (ja) * | 2015-03-30 | 2016-11-10 | 大王製紙株式会社 | 包装体及び衛生薄葉紙製品 |
| JP2018177364A (ja) | 2017-04-10 | 2018-11-15 | ユニバーサル・ペーパー株式会社 | 開封用ミシン目入りフィルム包装体 |
| JP2019177901A (ja) * | 2018-03-30 | 2019-10-17 | 日本製紙クレシア株式会社 | フェイシャルティシュ製品 |
| JP2021160335A (ja) | 2020-04-03 | 2021-10-11 | 旭化成株式会社 | 樹脂硬化物及びその製造方法、金属張積層板、並びにプリント配線板 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1368063A (en) * | 1970-10-26 | 1974-09-25 | Agfa Gevaert | Packaging method and package |
| JPS6012228B2 (ja) * | 1980-08-19 | 1985-03-30 | 富士写真フイルム株式会社 | 包装材料 |
| US4876129A (en) * | 1986-06-23 | 1989-10-24 | Fuji Photo Film Co., Ltd. | Packaging material for photographic photosensitive materials |
| JP3021139B2 (ja) * | 1991-11-20 | 2000-03-15 | 昭和電工株式会社 | ラミネート加工紙 |
| US5783266A (en) * | 1994-03-11 | 1998-07-21 | Gehrke; Russ | Easy-open individual sealed serving packaging |
| CA2716988A1 (en) * | 2008-02-28 | 2009-09-03 | Winpak Heat Seal Packaging Inc. | Extrusion-coated lidding foil for push-through blister packaging |
| WO2020044453A1 (ja) * | 2018-08-29 | 2020-03-05 | 大日本印刷株式会社 | 包装体用積層体および包装体 |
| JP7470509B2 (ja) * | 2019-11-28 | 2024-04-18 | 日本製紙クレシア株式会社 | 紙製品用包装体 |
| JP2023128142A (ja) * | 2022-03-03 | 2023-09-14 | 大王製紙株式会社 | 包装袋、及びシート包装体 |
-
2021
- 2021-09-30 JP JP2021160335A patent/JP2023050295A/ja active Pending
-
2022
- 2022-03-23 US US18/258,923 patent/US20240043193A1/en active Pending
- 2022-03-23 EP EP22875409.9A patent/EP4410705A4/en active Pending
- 2022-03-23 WO PCT/JP2022/013651 patent/WO2023053526A1/ja not_active Ceased
- 2022-03-23 CN CN202280065082.0A patent/CN118055892A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5931152A (ja) * | 1982-05-20 | 1984-02-20 | スティックサック・エスティ−エス・ソシエテ・アノニム | プラスチツクフイルムおよびそれの袋並びに大型袋 |
| JPH0645384B2 (ja) * | 1988-01-01 | 1994-06-15 | 憲司 中村 | 包装体 |
| JP2008183034A (ja) | 2007-01-26 | 2008-08-14 | Oji Nepia Kk | 袋入り家庭用薄葉紙 |
| JP2016190679A (ja) * | 2015-03-30 | 2016-11-10 | 大王製紙株式会社 | 包装体及び衛生薄葉紙製品 |
| JP2018177364A (ja) | 2017-04-10 | 2018-11-15 | ユニバーサル・ペーパー株式会社 | 開封用ミシン目入りフィルム包装体 |
| JP2019177901A (ja) * | 2018-03-30 | 2019-10-17 | 日本製紙クレシア株式会社 | フェイシャルティシュ製品 |
| JP2021160335A (ja) | 2020-04-03 | 2021-10-11 | 旭化成株式会社 | 樹脂硬化物及びその製造方法、金属張積層板、並びにプリント配線板 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4410705A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN118055892A (zh) | 2024-05-17 |
| EP4410705A1 (en) | 2024-08-07 |
| US20240043193A1 (en) | 2024-02-08 |
| JP2023050295A (ja) | 2023-04-11 |
| EP4410705A4 (en) | 2025-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7480068B2 (ja) | 包装袋、包装袋の製造方法、及びシート包装体 | |
| WO2023053526A1 (ja) | 包装袋、及びシート包装体 | |
| JP7673341B2 (ja) | 包装袋、包装袋の製造方法、及びシート包装体 | |
| WO2023166989A1 (ja) | 包装袋、及びシート包装体 | |
| JP7729533B2 (ja) | 包装袋、及びシート包装体 | |
| JP7812632B2 (ja) | 包装袋、及びシート包装体 | |
| JP7513536B2 (ja) | シート包装体 | |
| WO2023188893A1 (ja) | 包装袋、及びシート包装体 | |
| JP7812636B2 (ja) | シート包装体 | |
| JP7683231B2 (ja) | シート包装体 | |
| JP7522049B2 (ja) | 包装袋、包装袋の製造方法、及びシート包装体 | |
| WO2023188869A1 (ja) | 衛生薄葉紙包装体、及び衛生薄葉紙包装体の製造方法 | |
| JP7427476B2 (ja) | シート包装体、及びシート包装体の製造方法 | |
| JP7409908B2 (ja) | シート包装体 | |
| JP7568196B2 (ja) | シート包装体 | |
| JP7568195B2 (ja) | シート包装体 | |
| JP2025122896A (ja) | 包装袋およびシート包装体 | |
| JP2026061402A (ja) | 包装紙、紙製包装袋、および包装体 | |
| WO2021200391A1 (ja) | シート包装体 | |
| JP2022038091A (ja) | シート結束体 | |
| WO2021193776A1 (ja) | シート包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22875409 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18258923 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280065082.0 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022875409 Country of ref document: EP Effective date: 20240430 |