EP0061947A1 - Roue à aubes et outillages et procédés pour les fabriquer par moulage - Google Patents
Roue à aubes et outillages et procédés pour les fabriquer par moulage Download PDFInfo
- Publication number
- EP0061947A1 EP0061947A1 EP82400385A EP82400385A EP0061947A1 EP 0061947 A1 EP0061947 A1 EP 0061947A1 EP 82400385 A EP82400385 A EP 82400385A EP 82400385 A EP82400385 A EP 82400385A EP 0061947 A1 EP0061947 A1 EP 0061947A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- axis
- core
- hub
- blades
- acute
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/18—Rotors
- F04D29/22—Rotors specially for centrifugal pumps
- F04D29/2205—Conventional flow pattern
- F04D29/2222—Construction and assembly
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
Definitions
- the present invention relates to impellers and tools and methods for manufacturing them by molding.
- centrifugal radial or centripetal
- axial the fluid particles remain substantially at constant distance from the axis of rotation
- helico-centrifugal or helico-centripetal
- the layout of the blades of these wheels is governed by hydraulic considerations, which in particular define the entry angle, the exit angle, the length, the height, the leading edge and the. profile.
- the resulting dawn has a complicated left shape. It cannot be removed from the mold.
- we create sand cores by assembling sectors which we hold together by gluing and tying. These assemblies give a piece of foundry, which has numerous burrs, which requires subsequent deburring, the dimensions of which are neither precise nor reproducible and whose surface condition is very poor.
- a monobloc core is used and the corer shakes the fins of the core box to exit the core during the preparation of the latter.
- the invention remedies these drawbacks with a helical-centrifugal paddle wheel, the surface condition of which such as coming from foundry or molding is an, the dimensions of which are precise and can correspond exactly to the plans supplied to the founder without this one encounters insurmountable difficulties, and whose manufacture is faster than in the past and can be automated.
- this impeller has at least the same performance as conventional helical-centrifugal wheels and often performs better than the latter.
- the subject of the invention is a paddle wheel, formed of a hub surrounded by a flange, which is of revolution around the axis of the hub and from which helical-centrifugal blades are created with parallel lower and upper surfaces and ad placing the axis of the hub as a repetition axis, characterized in that the imaginary extension of the generator of the flange intersects the axis of the hub and the lower and upper surfaces of the blades extend in their totality according to portions of acute helicoids of which the common axis is that of the hub.
- the flange is substantially conical and the acute angle between the vector radius of a helicoid and the axis thereof is equal to the angle between the leading edge of the blade and the axis of the hub.
- acute helicoid denotes a helicoid whose angle between the vector ray and the axis of revolution is acute, instead of the vector ray being perpendicular to this axis. This keeps the entry angle exactly, which is of great hydraulic importance.
- such a plastic paddle wheel is easily demouldable from a mold, the molding process consisting in creating a mold whose cavities are delimited by portions of sharp helicoids of the same axis, in filling these cavities with liquid plastic, hardening the plastic into a rigid part, and demolding the rigid part by imparting a helical movement around the axis of the helicoid.
- the surface finish is integrity, just as the precision of the dimensions and the automatic demolding can be obtained by means imparting a helicoidal movement around the axis of the helicoid to the part being in the mold.
- the process consists in creating a core of sand in which cavities are formed in the shape of the blades of the molding wheel, to fill these cavities with liquid metal, allow the metal to solidify into a part and to destroy the core of sand to release the part and is characterized in that it consists in creating a core box having vanes including the lower and upper surfaces extend along portions of acute helicoids of the same axis, to fill the core box with sand, to harden the sand in a core and to unmold the core of the box by imprinting on the blades thereof a helical movement around their axis.
- cavities 1 of the same axis are created (only one of them is shown) XX 'of repetition in a shape 2, made of metallic material, using a electrode 3 by EDM.
- the opposite sides of the electrode. 3 extend along portions of acute helicoids of axis XX ".
- the electrode 3 is carried by an electrode holder 4 driven, step by step, in a helical movement, of the same axis and the same step as that of the helicoids, on a screw 5 by means not shown.
- Form 2 provided with cavities 1, and a conical cap giving a hub constitute a mold. Demoulding takes place by giving the molded part a helical movement.
- FIG. 2 a conical flange 6 with a hub, provided with blades 7, on the edges of which it suffices to weld a closing flange 8 by ultrasound to obtain a paddle wheel.
- the imaginary extension of the generator of the flange 6 intersects the axis YY 'of the hub.
- the lower and upper surfaces of the vanes 7 extend along portions of acute helicoids of axis YY '.
- the model plates are obtained in the conventional manner without difficulty.
- the core box essentially consists of a box bottom 11 of a set of blades 12 and a cap 13.
- the manufacture of the bottom 11 and the cap 13 is effected performs without difficulty. They are turned parts.
- the blades 12 are obtained either in resin cast in the negative, or in metal by sand molding of a model resulting from the negative.
- trampling 19 (FIG. 5).
- This "trampling" is embedded in the bottom 11 of the box like a tenon in a mortise and will allow the establishment and disassembly of the blade 12 on the bottom 11 of the box.
- the core box makes it possible to manufacture as many cores 11 from sand as there are to be paddle wheels.
- Each core 11a is placed between the two frames 9, 10.
- Metal is poured.
- the cast wheel is released by removing the sand.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Knives (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Manufacture Of Motors, Generators (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Abstract
Description
- La présente invention se rapporte aux roues à aubes et aux outillages et procédés pour les fabriquer par moulage.
- On distingue trois types de roues à aubes : celles dites radiales centrifuges (ou centripètes) pour lesquelles les trajectoires des particules fluides sont contenues dans des plans perpendiculaires à l'axe de rotation, sauf au voisinage immédiat de ce dernier; celles dites axiales dans lesquelles les particules fluides restent sensiblement à distance constante de l'axe de rotation; et celles dites hélico-centrifuges (ou hélico-centripètes) intermédiaires entre les deux cas précédents dans lesquelles les aubes sont conformées de manière à ce que les particules de fluide décrivent un trajet ayant à la fois une composante radiale et une composante axiale. C'est ce dernier type de roues que l'invention perfectionne.
- Le tracé des aubes de ces roues est régi par des considérations hydrauliques, qui en définissent notamment l'angle d'entrée, l'angle de sortie, la longueur, la hauteur, le bord d'attaque et le. profil. L'aube qui en résulte a une forme gauche compliquée. Elle n'est pas démoulable. Pour la réaliser en fonderie, on crée des noyaux de sable en assemblant des secteurs que l'on maintient ensemble par collage et par ligaturage. Ces assemblages donnent une pièce de fonderie, qui présente de nombreuses bavures, ce qui nécessite un ébavurage ultérieur, dont les dimensions ne sont ni précises, ni reproductibles et dont l'état de surface est très médiocre. Lorsque les courbures des aubes sont très modestes, on utilise un noyau monobloc et le noyauteur ébranle les ailettes de la boîte à noyau pour sortir du noyau lors de la préparation de ce dernier. Non seulement les noyaux ne répondent plus ainsi aux cotes fixées par l'hydraulicien et diffèrent les uns des autres, mais encore cette différence de cote n'est pas connue de l'hydraulicien et varie, d'une aube à l'autre d'une même roue, d'une manière imprévue, qui dépend d'un mouvement plus ou moins brusque du fondeur. Le fabricant de roues à aubes hélico-centrifuges ne connaît pas le profil réel des aubes dont il a pourtant déterminé le profil théorique avec beaucoup de précision et, en raison de cette incertitude de fabrication, il est conduit à prendre des marges de tolérance plus grandes.
- L'invention remédie à ces inconvénients par une roue à aubes hélico-centrifuges, dont l'état de surface tel le que venue de fonderie ou de moulage est impeccable, dont les dimensions sont précises et peuvent correspondre exactement aux plans fournis au fondeur sans que celui-ci se heurte à des difficultés insurmontables, et dont la fabrication est plus rapide que par le passé et peut être automatisée. L'expérience a montré que cette roue à aubes avait au moins les mêmes performances que les roues hélico-centrifuges classiques et souvent des performances supérieures à ces dernières.
- L'invention a pour objet une roue à aubes, formée d'un moyeu entouré d'un flasque, qui est de révolution autour de l'axe du moyeu et duquel naissent des aubes hélico-centrifuges à intrados et extrados parallèles et admettant l'axe du moyeu comme axe de répétition, caractérisé en ce que le prolongement imaginaire de la génératrice du flasque coupe l'axe du moyeu et les intrados et extrados des aubes s'étendent dans leur totalité suivant des portions d'hélicoïdes aigus dont l'axe commun est celui du moyeu.
- De préférence, le flasque est sensiblement conique et l'angle aigu entre le rayon vecteur d'un hélicoïde et l'axe de celui-ci est égal à l'angle entre le bord d'attaque de l'aube et l'axe du moyeu.
- On désigne par l'expression hélicoïde aigu un héli- coIde dont l'angle entre le rayon vecteur et l'axe de révolution est aigu, au lieu que le rayon vecteur soit perpendiculaire à cet axe. On conserve ainsi exactement l'angle d'entrée,de grande importance du point de vue hydraulique.
- On comprend qu'une telle roue à aubes en matière plastique soit démoulable aisément d'un moule, le procédé de moulage consistant à créer un moule dont les cavités sont délimitées par des portions d'hélicoîdes aigus de même axe, à emplir ces cavités de matière plastique liquide, à faire durcir la matière plastique en une pièce rigide, et à démouler la pièce rigide en lui imprimant un mouvement hélicoïdal autour de l'axe des hélicoïdes.
- L'état de surface est impeccable, tout comme la précision des dimensions et l'automaticité du démoulage peut être obtenue par des moyens imprimant un mouvement héli- coidal autour de l'axe des hélicoïdes à la pièce se trouvant dans le moule.
- Pour une roue à aubes venue de fonderie, le procédé consiste à créer un noyau de sable dans lequel sont ménagées des cavités à la forme des aubes de la roue à mouler, à emplir ces cavités de métal liquide, laisser le métal se solidifier en une pièce et à détruire le noyau de sable pour libérer la pièce et est caractérisé en ce qu'il consiste à créer une boite à noyau ayant des aubes dont les intrados et extrados s'étendent suivant des portions d'hélicoïdes aigus de même axe, à emplir la boite à noyau de sable, à y durcir le sable en un noyau et à démouler le noyau de la boîte en imprimant aux aubes de celle-ci un mouvenent hélicoïdal autour de leur axe.
- Aux dessins annexés, donnés uniquement à titre d'exemple :
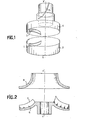
- La figure 1 est un schéma en perspective d'un moule suivant l'invention.
- La figure 2 est une vue en coupe, éclatée, d'une roue à aubes suivant l'invention.
- La figure 3 est une vue en perspective illustrant la fabrication d'une boite à noyau suivant l'invention.
- La figure 4 est une vue en perspective éclatée, avec arrachement partiel, d'une boîte à noyau.
- La figure 5 est une vue en coupe d'une aube d'une boîte à noyau; et
- La figure 6 est une vue en coupe d'un moule incorporant un noyau de sable suivant 1 invention.
- Pour fabriquer un moule de roues à aubes en matière plastique, on crée des cavités 1 de même axe (une seule d'entre elles est représentée) XX' de répétition dans une forme 2, en matière métallique, à l'aide d'une électrode 3 par électroérosion. Les faces opposées de l'électrode. 3 s'étendent suivant des portions d'hélicoides aigus d'axe XX". L'électrode 3 est portée par un porte-électrode 4 entraîné, pas à pas, suivant un mouvement hélicoïdal, de même axe et de même pas que celui des hélicoïdes, sur une vis 5 par des moyens non représentés.
- La forme 2, munie des cavités 1, et une coiffe conique donnant un moyeu constituent un moule. Le démoulage s'effectue en donnant à la pièce moulée un mouvement hé- licoîdal. On obtient (figure 2) un flasque 6 conique à moyeu, muni d'aubes 7, sur les chants desquelles il suffit de souder par ultrasons un flasque 8 de fermeture pour obtenir une roue à aubes. Le prolongement imaginaire de la génératrice du flasque 6 coupe l'axe YY' du moyeu. Les intrados et extrados des aubes 7 s'étendent suivant des portions d'hélicoides aigus d'axe YY'.
- En fonderie, la roue est fabriquée à l'aide de deux châssis 9, 10 inférieur et supérieur emplis de sable, épousant les formes extérieures de la roue et, entre les deux châssis, d'un noyau 11a de sable reproduisant la forme intérieure de la roue. (figure 6)
- - Après la coulée et le refroidissement du métal le sable est détruit et on obtient la roue brute de fonderie.
- Pour la réalisation des deux châssis et du noyau, il est nécessaire de posséder :
- - deux plaques modèles reproduisant la face avant et la face arrière de la roue,
- - une boîte à noyau (figure 4) pour la réalisation du noyau.
- Les plaques modèles sont obtenues à la manière classique sans difficulté.
- La boîte à noyau se compose essentiellement d'un fond de boite 11 d'un ensemble d'aubes 12 et d'une coiffe 13.
- La fabrication du fond 11 et de la coiffe 13 s'effectue sans difficulté. Ce sont des pièces tournées.
- Pour fabriquer l'ensemble d'aubes 12, on procède comme il suit : (figure 3)
- 1) Fabrication d'une forme 14 à noyau : c'est une pièce en bois tournée et représentant les formes comprises entre le flasque avant et le flasque arrière.
- 2) Fabrication d'une rampe 15 correspondant au pas de l'hélicoïde.
- 3) Fabrication d'un couteau 16 monté sur un axe 17 et incliné par rapport à celui-ci de la valeur de l'angle α de l'hélicoîde. Après avoir ménagé une échancrure sans précision dans la forme 14 à noyau, on exécute un troussage à l'aide du couteau 16 se déplaçant sur la rampe 15. Celui-ci décrit donc le squelette de l'aube sur une résine préalablement posée sur la forme 14 à noyau.
- 4) Fabrication du négatif de l'aube
- a) apport sur le squelette de l'aube d'une cire calibrée d'épaisseur égale à la moitié de l'épaisseur de l'aube et représentant l'extrados.
- b) Prise d'empreinte de l'extrados de l'aube à l'aide d'une résine de coulée.
- c) Apport sur l'empreinte de 1 extrados de l'aube d'une cire calibrée d'épaisseur égale à l'épaisseur de l'aube
- d) Prise d'empreinte de l'intrados de l'aube à l'aide d'une résine de coulée.
- Par une succession de moulage résine, on obtient donc le négatif de l'aube positionné dans la forme 14 à noyau.
- Ce négatif va permettre l'obtention des aubes définitives et le positionnement de ces aubes 12 sur le fond 11 de boîte.
- Les aubes 12 sont obtenues soit en résine coulées dans le négatif, soit en métal par moulage au sable d'une maquette issue du négatif.
- Dans ces deux cas, il convient d'ajouter à l'aube proprement dite une partie appelée piétage 19 (figure 5).
- Ce "piétage" est encastré dans le fond 11 de boîte comme un tenon dans une mortaise et permettra la mise en place et la démontabilité de l'aube 12 sur le fond 11 de boîte.
- La boîte à noyau permet de fabriquer autant de noyaux 11 en sable que l'on veut fabriquer de roues à aube. Chaque noyau 11a est placé entre les deux châssis 9, 10. On coule du métal. On libère la roue coulée en enlevant le sable.
- Il va de soi que le flasque de révolution peut aussi se réduire à un disque plat.
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82400385T ATE19813T1 (de) | 1981-03-13 | 1982-03-05 | Fluegelrad, vorrichtungen und verfahren zu dessen herstellung durch giessen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8105064 | 1981-03-13 | ||
| FR8105064A FR2501802B1 (fr) | 1981-03-13 | 1981-03-13 | Roue a aubes et outillages et procedes pour les fabriquer par moulage |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0061947A1 true EP0061947A1 (fr) | 1982-10-06 |
| EP0061947B1 EP0061947B1 (fr) | 1986-05-14 |
Family
ID=9256220
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82400385A Expired EP0061947B1 (fr) | 1981-03-13 | 1982-03-05 | Roue à aubes et outillages et procédés pour les fabriquer par moulage |
Country Status (11)
| Country | Link |
|---|---|
| EP (1) | EP0061947B1 (fr) |
| JP (1) | JPS57168094A (fr) |
| AT (1) | ATE19813T1 (fr) |
| BE (1) | BE892411A (fr) |
| CH (1) | CH647582A5 (fr) |
| DE (1) | DE3271106D1 (fr) |
| ES (1) | ES509988A0 (fr) |
| FR (1) | FR2501802B1 (fr) |
| GB (1) | GB2094896B (fr) |
| GR (1) | GR74748B (fr) |
| IT (1) | IT1157639B (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2703111A1 (fr) * | 1993-03-25 | 1994-09-30 | Ozen Sa | Rotor pour pompe comportant deux pièces assemblées par soudure, obtenues par moulage par injection de matériaux thermoplastiques, et procédé de fabrication d'un tel rotor . |
| GB2317926A (en) * | 1996-10-03 | 1998-04-08 | Elta Fans Ltd | Fan with flow deflector |
| CN103736932A (zh) * | 2013-11-27 | 2014-04-23 | 江苏凯特汽车部件有限公司 | 一种组合式汽车铝合金车轮模芯 |
| CN114951554A (zh) * | 2022-06-07 | 2022-08-30 | 成都金顶精密铸造有限公司 | 一种空压机阴阳转子的浇筑模具系统 |
| CN115780731A (zh) * | 2022-11-22 | 2023-03-14 | 勤美达(武汉)精密机械有限公司 | 一种叶片嵌入式喷嘴环砂芯模具结构及制芯方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63136279U (fr) * | 1987-02-26 | 1988-09-07 | ||
| EP1177084B1 (fr) * | 1998-12-23 | 2009-08-26 | Jetfan Technology Limited | Moule et procede pour la fabrication d'un ventilateur possedant un moyeu et plusieurs pales helicoidales s'etendant depuis ce dernier |
| US6663347B2 (en) | 2001-06-06 | 2003-12-16 | Borgwarner, Inc. | Cast titanium compressor wheel |
| US7857577B2 (en) * | 2007-02-20 | 2010-12-28 | Schlumberger Technology Corporation | System and method of pumping while reducing secondary flow effects |
| US20090297344A1 (en) * | 2008-05-30 | 2009-12-03 | Controlled Power Technologies Limited | Rotors and manufacturing methods for rotors |
| DE102011011572A1 (de) * | 2011-02-09 | 2012-08-09 | Voith Patent Gmbh | Verfahren zum Gießen von Schaufelrädern |
| CN103551521B (zh) * | 2013-11-14 | 2015-07-29 | 宁夏共享集团有限责任公司 | 一种导向叶片铸件的铸造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1378524A (en) * | 1920-08-19 | 1921-05-17 | Stanley S Turner | Core-box for pistons |
| DE414518C (de) * | 1920-10-27 | 1925-06-05 | Cameron Steam Pump Works As | Laufrad fuer Hochdruckschleuderpumpen |
| CH301112A (de) * | 1950-10-27 | 1954-08-31 | Maschf Augsburg Nuernberg Ag | Laufrad für Zentrifugallüfter mit axialem Eintritt und radialem Austritt. |
| US3206807A (en) * | 1964-10-29 | 1965-09-21 | Worthington Corp | Method of and means for making cores for impellers of the francis type |
| US3837612A (en) * | 1973-06-01 | 1974-09-24 | Red Jacket Mfg Co | Mold apparatus for mixed flow impeller |
| US4231413A (en) * | 1979-02-27 | 1980-11-04 | Graham Bretzger | Assembly for and method of making mold and casting of one-piece impellers |
-
1981
- 1981-03-13 FR FR8105064A patent/FR2501802B1/fr not_active Expired
-
1982
- 1982-02-22 CH CH1071/82A patent/CH647582A5/fr not_active IP Right Cessation
- 1982-02-24 GR GR67406A patent/GR74748B/el unknown
- 1982-02-24 IT IT12449/82A patent/IT1157639B/it active
- 1982-03-01 ES ES509988A patent/ES509988A0/es active Granted
- 1982-03-05 EP EP82400385A patent/EP0061947B1/fr not_active Expired
- 1982-03-05 AT AT82400385T patent/ATE19813T1/de not_active IP Right Cessation
- 1982-03-05 DE DE8282400385T patent/DE3271106D1/de not_active Expired
- 1982-03-08 BE BE6/47620A patent/BE892411A/fr not_active IP Right Cessation
- 1982-03-12 JP JP57038197A patent/JPS57168094A/ja active Granted
- 1982-03-15 GB GB8207445A patent/GB2094896B/en not_active Expired
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1378524A (en) * | 1920-08-19 | 1921-05-17 | Stanley S Turner | Core-box for pistons |
| DE414518C (de) * | 1920-10-27 | 1925-06-05 | Cameron Steam Pump Works As | Laufrad fuer Hochdruckschleuderpumpen |
| CH301112A (de) * | 1950-10-27 | 1954-08-31 | Maschf Augsburg Nuernberg Ag | Laufrad für Zentrifugallüfter mit axialem Eintritt und radialem Austritt. |
| US3206807A (en) * | 1964-10-29 | 1965-09-21 | Worthington Corp | Method of and means for making cores for impellers of the francis type |
| US3837612A (en) * | 1973-06-01 | 1974-09-24 | Red Jacket Mfg Co | Mold apparatus for mixed flow impeller |
| US4231413A (en) * | 1979-02-27 | 1980-11-04 | Graham Bretzger | Assembly for and method of making mold and casting of one-piece impellers |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2703111A1 (fr) * | 1993-03-25 | 1994-09-30 | Ozen Sa | Rotor pour pompe comportant deux pièces assemblées par soudure, obtenues par moulage par injection de matériaux thermoplastiques, et procédé de fabrication d'un tel rotor . |
| GB2317926A (en) * | 1996-10-03 | 1998-04-08 | Elta Fans Ltd | Fan with flow deflector |
| GB2317926B (en) * | 1996-10-03 | 2000-09-20 | Elta Fans Ltd | Improvements relating to fans |
| CN103736932A (zh) * | 2013-11-27 | 2014-04-23 | 江苏凯特汽车部件有限公司 | 一种组合式汽车铝合金车轮模芯 |
| CN114951554A (zh) * | 2022-06-07 | 2022-08-30 | 成都金顶精密铸造有限公司 | 一种空压机阴阳转子的浇筑模具系统 |
| CN115780731A (zh) * | 2022-11-22 | 2023-03-14 | 勤美达(武汉)精密机械有限公司 | 一种叶片嵌入式喷嘴环砂芯模具结构及制芯方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| BE892411A (fr) | 1982-09-08 |
| JPH0235879B2 (fr) | 1990-08-14 |
| IT1157639B (it) | 1987-02-18 |
| ES8402395A1 (es) | 1984-02-16 |
| FR2501802A1 (fr) | 1982-09-17 |
| ATE19813T1 (de) | 1986-05-15 |
| GB2094896B (en) | 1985-09-04 |
| IT8212449A0 (it) | 1982-02-24 |
| ES509988A0 (es) | 1984-02-16 |
| DE3271106D1 (en) | 1986-06-19 |
| EP0061947B1 (fr) | 1986-05-14 |
| FR2501802B1 (fr) | 1985-06-07 |
| CH647582A5 (fr) | 1985-01-31 |
| JPS57168094A (en) | 1982-10-16 |
| GB2094896A (en) | 1982-09-22 |
| GR74748B (fr) | 1984-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0061947B1 (fr) | Roue à aubes et outillages et procédés pour les fabriquer par moulage | |
| AU693419B2 (en) | Injection molded plastic bicycle wheel | |
| CN103890408B (zh) | 叶轮的制造方法 | |
| FR2546814A1 (fr) | Moule pour pneumatiques et procede de fabrication de ce moule | |
| US20090297344A1 (en) | Rotors and manufacturing methods for rotors | |
| JPH10181665A (ja) | 自転車用中空クランクとその製造方法 | |
| FR2604116A1 (fr) | Procede pour fabriquer une roue a aubes pour une pompe a agent refrigerant d'un vehicule automobile | |
| EP1177084B1 (fr) | Moule et procede pour la fabrication d'un ventilateur possedant un moyeu et plusieurs pales helicoidales s'etendant depuis ce dernier | |
| WO2014190671A1 (fr) | Procédé pour fabriquer une hélice de pompe a eau, et pompe a eau | |
| CN114833304A (zh) | 一种制造精密铸造整体叶盘蜡模用的模具、工装及方法 | |
| JP2011212713A (ja) | ホイールの製造方法、ホイールの鋳造装置及びホイール | |
| EP0061375A1 (fr) | Roue à aubes et outillages et procédés pour les fabriquer par moulage | |
| EP0060760A1 (fr) | Roue à aubes et outillages et procédés pour les fabriquer par moulage | |
| FR3100143A1 (fr) | Procédé amélioré de fabrication d’un noyau céramique pour la fabrication d’aubes de turbomachine | |
| CN112719215B (zh) | 一种泵体铸造设备及铸造工艺 | |
| US7934908B2 (en) | Impeller manufacturing method and impeller | |
| EP3083132B1 (fr) | Procédé de fabrication de pièces de turbomachine, ébauche et moule obtenus | |
| EP0414615B1 (fr) | Moule et son procédé de fabrication pour l'obtention de pièces moulées | |
| FR2731639A1 (fr) | ||
| JP3533444B2 (ja) | 鋳造用原型製造方法及び原型用親型 | |
| KR100845123B1 (ko) | 이젝트핀 및 그 제조방법 | |
| SU1155352A1 (ru) | Способ изготовлени пресс-форм | |
| FR3166090A1 (fr) | Procede de fabrication d'un moule d'injection pour noyau de moulage et precede de fabrication d'un noyau de moulage ceramique | |
| JPH01145112A (ja) | インサ−ト品を備えた樹脂製品の製造方法 | |
| JPH07124690A (ja) | ワックスパターン成形用の入子型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT DE LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19821004 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 19813 Country of ref document: AT Date of ref document: 19860515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3271106 Country of ref document: DE Date of ref document: 19860619 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| 26N | No opposition filed | ||
| EPTA | Lu: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 82400385.9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19950329 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19960301 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19960304 Year of fee payment: 15 Ref country code: AT Payment date: 19960304 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19960311 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19961203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970305 Ref country code: AT Effective date: 19970305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19970306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19971001 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19971001 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82400385.9 |