EP0120176A2 - Elektrischer Polkörper - Google Patents
Elektrischer Polkörper Download PDFInfo
- Publication number
- EP0120176A2 EP0120176A2 EP83810579A EP83810579A EP0120176A2 EP 0120176 A2 EP0120176 A2 EP 0120176A2 EP 83810579 A EP83810579 A EP 83810579A EP 83810579 A EP83810579 A EP 83810579A EP 0120176 A2 EP0120176 A2 EP 0120176A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- body according
- carrier element
- pole body
- face
- insulating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F42—AMMUNITION; BLASTING
- F42B—EXPLOSIVE CHARGES, e.g. FOR BLASTING, FIREWORKS, AMMUNITION
- F42B3/00—Blasting cartridges, i.e. case and explosive
- F42B3/10—Initiators therefor
- F42B3/12—Bridge initiators
- F42B3/124—Bridge initiators characterised by the configuration or material of the bridge
Definitions
- the invention relates to an electrical pole body for concentrically constructed gas-tight thin-layer ignition capsules, consisting of a cylindrical carrier element made of metal, on one end of which a conductive layer made of metal is applied, which forms a sector-shaped ignition bridge between an approximately sector-shaped recess, which is approximately the same distance from the center as from the periphery is removed, and a method for producing such a pole body.
- squibs electrical detonators
- squibs electrical detonators
- squibs electrical detonators
- squibs electrical detonators
- squibs electrical detonators
- squibs electrical detonators
- squibs electrical detonators
- squibs electrical detonators
- squibs electrical detonators
- wire igniters electrical detonators
- thin-film igniters of the type described at the outset have a very wide sensitivity range, but also much tighter tolerances.
- the ignition resistance can vary between 0.5 ohms and 500 ohms with a spread of S 10%. Similar variations apply to the ignition current and the ignition voltage.
- Layer material, layer thickness, bridge width and bridge length can be defined independently as variable parameters for the manufacture of the primers.
- an electrical pole body which consists of two electrodes.
- a bolt is pressed through the insulating layer as a fastening and at the same time as a negative pole.
- a central, circular recess is drilled through the oxide layer in the metal core.
- a metal layer made of colloidal silver is applied, which is connected to the aluminum oxide layer by firing. This metal layer is now in direct contact with the explosive charge.
- the pole body is pressed into a housing.
- Pole bodies are also known which consist largely of glass in volume as an insulating body and are melted into a housing.
- DE-A-28 40 738 describes an insulating cylinder made of glass, which is held together by a metal ring and on one end face of which a metallic conductive layer with an insulating recess is applied.
- the object of the invention is to provide a compact, safe-to-handle pole body for detonators, which manages with minimal ignition energy, and to provide a simple method for its production, which ensures a minimal reject rate in series production.
- the pole body according to the invention consists of a metal carrier element which is easy to manufacture and easy to process.
- this compact carrier element is in turn surrounded by an insulating element.
- the carrier element has a conical elevation in the center on its end face. This elevation is easy to produce without special devices and easily establishes a conductive connection with the opposite end face.
- the carrier element is provided on its cylindrical side with a groove extending over the entire length of the cylinder.
- This groove has the advantage that when the carrier element is pressed into the press fit, the air un prevented from escaping.
- a semicircular groove has proven to be the preferred shape.
- grooves with rectangular, triangular or segment-shaped cross sections can also be provided. These segment-shaped grooves are particularly advantageous in the case of pole bodies which are surrounded by a relatively thick insulating jacket.
- One or more segment-shaped grooves can be provided.
- the carrier element from inexpensive aluminum.
- an aluminum alloy can also be used advantageously for certain areas of application of the pole body.
- the carrier element consists of pure molybdenum.
- molybdenum has the advantage of chemical resistance.
- the insulating element consists of a metal oxide impregnated with plastic, preferably of aluminum oxide.
- Advantages of the impregnated oxide layer are high dielectric strength, insensitivity to vibrations, high mechanical resistance, especially with press seats. Press seats result in better properties in the finished squib, as well as twist and shock stability in bullets. Such properties are very important for projectiles, since the reliability of ignition is greatly reduced in the event of instability.
- the insulating element according to claims 7 to 9 preferably consists of a metal oxide layer impregnated with a plastic.
- the thickness of the insulating layer can vary in a range from 50 to 100 microns. Layer thicknesses of 80 microns have proven particularly advantageous.
- a well insulating plastic layer will match the paints and known polymeric plastics, such as halogenated polymers such as fluoroethylene propylene, perfluoroalkoxyethylene, polychlorotrifluoroethylene, ethylene chlorotrifluoroethylene, ethylene tetrafluoroethylene, polyvinyl fluoride, polyvinylidene fluoride and polytetrafluoroethylene (PTFE).
- halogenated polymers such as fluoroethylene propylene, perfluoroalkoxyethylene, polychlorotrifluoroethylene, ethylene chlorotrifluoroethylene, ethylene tetrafluoroethylene, polyvinyl fluoride, polyvinylidene fluoride and polytetrafluoroethylene (PTFE).
- PTFE has proven to be particularly advantageous for impregnation.
- the carrier element is surrounded by a relatively thick jacket of an insulating element.
- the insulating layer can exceed the diameter of the metal carrier element several times.
- An insulating element made of aluminum oxide with at least 96% aluminum oxide has proven to be a simple and easy-to-produce insulator, which is also inexpensive to manufacture.
- the aluminum oxide body advantageously has a central bore. A carrier element is passed through this bore.
- the carrier element is covered according to claim 12 with a molybdenum oxide layer which is in direct contact with the insulating element.
- This has the advantage that molybdenum oxide can be mechanically combined with the aluminum oxide so easily to form a stable connection that no adhesives are required.
- the conductor and insulator for example with gold solder, can largely be dispensed with.
- the carrier element projects beyond the free end face.
- the carrier element is flush with the insulating element. That has the The advantage that very thin layers can be applied, which are in direct conductive contact with the carrier element.
- the thin layers can consist of an adhesive layer made of a chromium-nickel alloy (20% Cr; 80% Ni) of 5 to 20 ⁇ m, preferably 15 ⁇ m, and an actual pure conductive layer, for example made of gold of 20 to 200 ⁇ m, preferably 100 microns, or other alloys, such as pure nickel, chromium, aluminum, palladium and alloys, in particular made of Al and Pd.
- a chromium-nickel alloy 20% Cr; 80% Ni
- an actual pure conductive layer for example made of gold of 20 to 200 ⁇ m, preferably 100 microns, or other alloys, such as pure nickel, chromium, aluminum, palladium and alloys, in particular made of Al and Pd.
- a pole body according to claim 15 is described using an example.
- individual, cylindrical parts are cut from an aluminum rod with a circular cross section of 1.5 to 8 mm, in particular 5 mm and the desired length of 1 to 10 mm, in particular 4 mm, in such a way that a conical elevation of 0.5 up to 2 mm, in particular 1 mm diameter remains in the middle.
- a groove is previously cut out of the aluminum rod.
- the carrier element obtained in this way is completely covered with an insulating layer in a first process step. This can be done by oxidation, for example anodic oxidation.
- This metal oxide layer is then impregnated in a second process step with a well-insulating plastic, such as polytetrafluoroethylene or another halogenated plastic.
- a well-insulating plastic such as polytetrafluoroethylene or another halogenated plastic.
- the impregnation can be done by dipping in liquid plastic, but also by spraying.
- the flat cut surfaces of the pole body are polished and polished the insulation until the bare metal exposes a circular surface, so that the entire surface becomes electrically conductive.
- This has the advantage that the contact can be made on the end face at any cross section. As a result, the tolerances in the execution of the opposite side can be kept larger.
- the insulating layer is ground down to such an extent that a conductor in the form of a metal truncated cone is also created here. This truncated cone is then only surrounded on its sides by the impregnated insulating layer.
- a metal layer is applied to the end face provided with the truncated cone and to the cylindrical outer wall of the carrier element.
- the metal layer is advantageously evaporated, in particular in a vacuum. However, it can also be produced by, for example, gluing or melting a metal foil or by the sputtering process.
- a recess is burned onto a circle, which is approximately equidistant from the periphery and the center of the pole body, advantageously with a laser beam.
- the metal must be completely removed from the insulation at the bottom of the recess.
- the metal surface that remains between the ends of the recess serves as an ignition bridge.
- the pole body produced in this way is pressed into a housing with a press fit under pressure of 50 to 200 N per mm 2 , preferably 100 N per mm 2 .
- the conductive coating is applied mechanically to the cylinder jacket and by vapor deposition of a metal on the end face.
- the covering also serves as a retaining ring which is regarded as required in known polar bodies.
- the pole bodies are used in a particularly advantageous manner, in accordance with claim 17, in thin-layer squibs with press fits.
- the pole bodies must be pressed into a housing under high pressure.
- the rejection rate is very low in the manufacture of the pole bodies described.
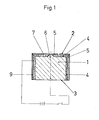
- a carrier element 1 consists of a carrier element 1 in the form of a compact cylinder made of a conductive metal, in particular aluminum.
- the carrier element 1 forms an upper end face 2 and a lower end face 3 on its cut surfaces.
- An insulating element 4 is applied as a layer to the cylindrical part of the carrier element and the end face 2.
- a conductive layer 5 consists of one or more individual metal layers.
- a truncated cone 6 engages in the central circular opening of the front insulating element 4.
- a cut-out 7 is made in the front-side conductive layer 5.
- the recess 7 reaches the insulating element 4 and advantageously lies on a circular line which is the same distance from the center of the carrier element 1 as from its periphery.
- the recess 7 is about 20 to 100 microns, in particular 50 microns wide over its entire length.
- a groove 9 runs over the entire length of the cylindrical support element 1.
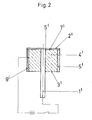
- FIG. 2 shows a modification of the pole body according to FIG. 1.
- the metallic carrier element 1 ' preferably consists of pure molybdenum. It is surrounded by a compact insulating material, such as aluminum oxide (96%).
- the insulating element 4 ' consists, for example, of a cylinder with a central opening, in which the carrier element 1' is form-fitting and flush with its end face 2 'and protrudes beyond the insulating element 4' on its end face 3 '.
- a groove 9 ' also extends over the entire length of the carrier element 1'. It can be provided in the form of a segment-like groove 9 'at one or more, preferably at opposite points.
- a multilayer conductive layer 5 ' is adhered to the cylindrical jacket of the insulating element 4' and to the end face 2 '.
- a recess 7 ' is provided in the flat conductive layer 5' of the end face 2 '.
- Fig. 3 gives a top view of the front-side conductive layer 1 and 2 again.
- a recess 7 that completely exposes the insulating element 4 can be seen, which forms an ignition bridge, referred to here as a contact bridge 8, between the center and the outer segment of the conductive layer 5.
- the current surge occurs after the ignition circuit has been closed via the ignition bridge, which melts and thus triggers the ignition of an explosive.
- FIG. 4 shows the differently designed grooves for ventilation when installed in a press fit. 4, a semicircular groove 9 is shown. This shape is preferred in pole bodies of FIG. 1, since it is already incorporated into the aluminum rod. A groove 9 'according to FIG. 4a is particularly well suited for pole bodies according to FIG. 2. It is advantageous to make a second groove on the opposite side of the cylinder.
- the method according to the invention it is possible to adapt the thin-film agents for the desired ignition circuits so optimally to the needs of the explosive or ignition circuit that, with a reliability of 99.9%, they are as insensitive as possible to external influences.
- the electrical pole bodies according to the invention are used to produce miniaturized squibs that save space and weight and are used in the ammunition and explosives industry because of their increased operational reliability, reliability of ignition and simple manufacture. But use at extremely high accelerations has also proven itself.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
- Air Bags (AREA)
Abstract
Description
- Die Erfindung betrifft einen elektrischen Polkörper für konzentrisch aufgebaute gasdichte Dünnschichtzündkapseln, bestehend aus einem zylindrischen Trägerelement aus Metall, auf dessen einer Stirnseite eine Leitschicht aus Metall aufgebracht ist, die eine kreissektorförmige Zündbrücke zwischen einer annähernd kreissektorförmigen Aussparung bildet, welche vom Zentrum annähernd gleich weit wie von der Peripherie entfernt ist, sowie ein Verfahren zur Herstellung eines solchen Polkörpers.
- Zur Zündung von Sprengstoffen, insbesondere von Geschossen, werden elektrische Detonatoren, sogenannte Zündkapseln oder Zündpillen, verwendet. Dabei unterscheidet man Spaltzünder, Drahtzünder und Dünnschichtzünder. Dünnschichtzünder der eingangs beschriebenen Art haben einen sehr weiten Empfindlichkeitsbereich, aber auch viel engere Toleranzen. Der Zündwiderstand kann mit einer Streuung von S 10% zwischen 0,5 Ohm und 500 Ohm variieren. Ähnliche Streuungen gelten für den Zündstrom und die Zündspannung. Als variable Parameter für die Herstellung der Zündkapseln können Schichtmaterial, Schichtdicke, Brückenbreite und Brückenlänge unabhängig festgelegt werden.
- Aus der CH-A-329 386 ist ein elektrischer Polkörper bekannt, der aus zwei Elektroden besteht. Als eine der Elektroden dient ein Kern aus einer Aluminiumlegierung, der allseitig eloxiert ist und so eine sehr dünne poröse Aluminiumoxidschicht bildet. Im Kern ist durch die Isolierschicht ein Bolzen als Befestigung und gleichzeitig als negativer Pol eingepresst. Auf der Gegenseite ist eine zentrale, kreisförmige Aussparung durch die Oxidschicht in den Metallkern gebohrt. Auf diese Gegenseite, einschliesslich der oxidfreien Aussparung, ist eine Metallschicht aus kolloidem Silber aufgebracht, die durch Brennen mit der Aluminiumoxidschicht verbunden wird. Diese Metallschicht steht nun in direktem Kontakt mit der Sprengladung. Der Polkörper ist in ein Gehäuse eingepresst.
- Es sind auch Polkörper bekannt, die volumenmässig zum grössten Teil aus Glas als Isolierkörper bestehen und in ein Gehäuse eingeschmolzen sind. So beschreibt die DE-A-28 40 738 einen Isolierzylinder aus Glas, der durch einen Metallring zusammengehalten wird und auf dessen einen Stirnseite eine metallische Leitschicht mit einer isolierenden Aussparung aufgebracht ist.
- Diese bekannten Polkörper haben den Nachteil, dass einerseits ihre Herstellung aufwendig und andererseits ihre mechanische Belastbarkeit beschränkt ist. Poröses Aluminiumoxid ist trotz seiner Härte, wegen der äusserst dünnen Schicht, in der Regel weniger als 10 Mikron, empfindlich gegen Verletzungen. Obwohl der Transport der so behandelten Polkörper häufig in standardisierten Behältern erfolgt, können Vibrationen auftreten, die schon in der Lage sind, die Schicht zu beschädigen. Auch der Einbau der Polkörper unter gewaltigem Druckaufwand in ein Gehäuse führt leicht zur Verletzung der Schicht, wodurch der Zünder unbrauchbar wird. Ausserdem weist die dünne poröse Isolierschicht schlechte Isolationseigenschaften auf, was eine starke Verminderung der elektrischen Durchschlagsfestigkeit zur Folge hat, die ihrerseits eine Gefahr bei der Handhabung durch eine Beeinträchtigung der Zündsicherheit darstellt. Eine sehr hohe Ausschussquote ist daher bei der Produktion von bekannten Zündern mit Pressitzen der Fall.
- Aufgabe der Erfindung ist es, einen kompakten, sicher zu handhabenden Polkörper für Zünder, der mit einer minimalen Zündenergie auskommt, zur Verfügung zu stellen, sowie ein einfaches Verfahren zu seiner Herstellung zu schaffen, das eine minimale Ausschussquote bei der Serienherstellung gewährleistet.
- Diese Aufgabe wird bei einem elektrischen Polkörper der eingangs genannten Art erfindungsgemäss dadurch gelöst, dass das Trägerelement auf seiner Stirnseite von einem Isolierelement mit einer zentralen Öffnung, zusammenhängend mit seinem zylindrischen Mantel und diesen vollständig umschliessend, umgeben ist, wobei die Stirnseite und der zylindrische Mantel mit einer auf das Isolierelement aufgebrachten Leitschicht aus Metall formschlüssig überzogen sind.
- Der erfindungsgemässe Polkörper besteht in seiner einfachsten Ausführungsform aus einem leicht herzustellenden und einfach zu verarbeitenden metallischen Trägerelement. Dieses kompakte Trägerelement ist wiederum in seiner einfachsten Form von einem Isolierelement umgeben.
- Weitere Ausführungsformen sind in den abhängigen Ansprüchen beschrieben.
- Nach einer bevorzugten Ausführungsform weist gemäss Anspruch 2 das Trägerelement an seiner Stirnseite mittig eine kegelförmige Erhebung auf. Diese Erhebung ist leicht ohne besondere Vorrichtungen herzustellen und stellt in einfacher Weise eine leitende Verbindung mit der gegenüberliegenden Stirnseite her.
- Gemäss Anspruch 3 ist das Trägerelement an seiner zylindrischen Seite mit einer über die ganze Länge des Zylinders gehenden Nut versehen. Diese Nut hat den Vorteil, dass beim Einpressen des Trägerelementes in den Pressitz, die Luft ungehindert entweichen kann.
- Gemäss Anspruch 4 hat sich eine halbkreisförmig ausgebildete Nut als bevorzugte Form erwiesen. Es können aber auch Nuten mit rechteckigen, dreieckigen oder segmentförmigen Querschnitten angebracht sein. Diese segmentförmigen Nuten sind besonders vorteilhaft bei Polkörpern, die von einem relativ dicken Isoliermantel umgeben sind. Es können eine oder mehrere segmentförmige Nuten angebracht sein.
- Besonders vorteilhaft ist es, gemäss Anspruch 5, das Trägerelement aus preiswertem Aluminium herzustellen. Aber auch eine Aluminiumlegierung kann für bestimmte Anwendungsbereiche des Polkörpers vorteilhaft eingesetzt werden.
- Gemäss Anspruch 6 besteht das Trägerelement aus reinem Molybdän. Molybdän hat neben seinen vorzüglichen Festigkeitseigenschaften den Vorteil der chemischen Beständigkeit.
- In einer bevorzugten Ausführung besteht das Isolierelement gemäss Anspruch 7 aus einem mit Kunststoff imprägnierten Metalloxid, vorzugsweise aus Aluminiumoxid. Vorteile der imprägnierten Oxidschicht sind hohe elektrische Durchschlagsfestigkeit, Unempfindlichkeit bei Vibrationen, hohe mechanische Beständigkeit, insbesondere bei Pressitzen. Pressitze ergeben bessere Eigenschaften in der fertigen Zündpille, sowie Drall- und Schockstabilität in Geschossen. Solche Eigenschaften sind bei Geschossen sehr wichtig, da bei Instabilität die Zündzuverlässigkeit stark vermindert ist.
- Das Isolierelement gemäss den Ansprüchen 7 bis 9 besteht vorzugsweise aus einer mit einem Kunststoff imprägnierten Metalloxidschicht. Die Dicke der Isolierschicht kann in einem Bereich von 50 bis 100 Mikron variieren. Besonders vorteilhaft haben sich Schichtdicken von 80 Mikron bewährt.
- Eine gut isolierende Kunststoffschicht wird aus entsprechenden Lacken und bekannten polymeren Kunststoffen, wie beispielsweise halogenierten Polymerisaten, wie Fluorethylenpropylen, Perfluoralkoxyethylen, Polychlotrifluorethylen, Ethylenchlortrifluorethylen, Ethylentetrafluorethylen, Polyvinylfluorid, Polyvinylidenfluorid und Polytetrafluorethylen (PTFE), erhalten. PTFE hat sich als besonders vorteilhaft zur Imprägnierung erwiesen.
- In einer Varianten gemäss Anspruch 10 ist das Trägerelement von einem relativ dicken Mantel eines Isolierelementes umgeben. Hierbei kann die Isolierschicht den Durchmesser des metallenen Trägerelementes um ein Mehrfaches überschreiten. Es hat sich ein Isolierelement aus Aluminiumoxid mit mindestens 96 % Aluminiumoxid als ein einfacher und leicht zu fertigender Isolator erwiesen, der ausserdem preiswert herzustellen ist.
- Gemäss Anspruch 11 weist der Aluminiumoxidkörper in vorteilhafter Weise eine mittige Bohrung auf. Durch diese Bohrung ist ein Trägerelement hindurchgeführt.
- Das Trägerelement ist gemäss Anspruch 12 mit einer Molybdänoxidschicht überzogen, die in direktem Kontakt mit dem Isolierelement steht. Das hat den Vorteil, dass Molybdänoxid sich mit dem Aluminiumoxid mechanisch so leicht zu einer stabilen Verbindung zusammenfügen lässt, dass keine Klebemittel erforderlich sind. Dadurch kann auf eine Fixierung von Leiter und Isolator mit beispielsweise Goldlot weitgehend verzichtet werden.
- Nach Anspruch 13 ragt das Trägerelement über die freie Stirnseite hinaus. Das hat den Vorteil, dass der herausragende Teil gleichzeitig als Haltevorrichtung und als Pol sowie als Steckervorrichtung dient.
- In der Ausführungsform gemäss Anspruch 14 schliesst das Trägerelement bündig mit dem Isolierelement ab. Das hat den Vorteil, dass sehr dünne Schichten aufgebracht werden können, die in direktem leitenden Kontakt mit dem Trägerelement stehen.
- Die dünnen Schichten können aus einer Haftschicht aus einer Chrom-Nickel-Legierung (20 % Cr; 80 % Ni) von 5 bis 20 gm, vorzugsweise 15 pm, Dicke und einer eigentlichen reinen Leitschicht, beispielsweise aus Gold von 20 bis 200 um, vorzugsweise 100 µm, oder anderen Legierungen, wie reinem Nickel, Chrom, Aluminium, Palladium sowie Legierungen, insbesondere aus Al und Pd, aufgebaut sein. Diese Metallschichten werden in bekannter Weise auf eine Isolierschicht 4, 4' im Hochvakuum aufgedampft, gesputtered oder in Form einer Folie befestigt.
- Die Herstellung eines Polkörpers gemäss Anspruch 15 wird anhand eines Beispiels beschrieben. Es werden beispielsweise von einer Aluminiumstange mit kreisförmigem Querschnitt von 1,5 bis 8 mm, insbesondere von 5 mm und der gewünschten Länge von 1 bis 10 mm, insbesondere 4 mm, einzelne, zylinderförmige Teile derart abgeschnitten, dass eine kegelförmige Erhebung von 0,5 bis 2 mm, insbesondere 1 mm Durchmesser in der Mitte stehen bleibt. Eine Nut ist vorher aus der Aluminiumstange ausgespart. Das so erhaltene Trägerelement wird in einem ersten Verfahrensschritt vollständig mit einer Isolierschicht überzogen. Dies kann durch Oxydation, beispielsweise anodische Oxidation, erfolgen.
- Diese Metalloxidschicht wird anschliessend in einem zweiten Verfahrensschritt mit einem gut isolierenden Kunststoff, wie beispielsweise Polytetrafluorethylen oder einem anderen halogenierten Kunststoff, imprägniert. Die Imprägnierung kann durch Tauchen in flüssigen Kunststoff, aber auch durch Aufspritzen erfolgen.
- Anschliessend werden in einem dritten Verfahrensschritt die ebenen Schnittflächen des Polkörpers soweit poliert und von der Isolierung befreit, bis das blanke Metall eine kreisförmige Fläche freigibt, so dass die ganze Fläche elektrisch leitend wird. Das hat den Vorteil, dass die Kontaktierung auf der Stirnseite an jedem beliebigen Querschnitt erfolgen kann. Dadurch können die Toleranzen bei der Ausführung der Gegenseite grösser gehalten werden. Auf der Gegenseite des Polkörpers wird von der Kegelspitze die Isolierschicht so weit abgeschliffen, dass auch hier ein Leiter in Form eines metallenen Kegelstumpfes entsteht. Dieser Kegelstumpf ist dann lediglich noch an seinen Seiten von der imprägnierten Isolierschicht umgeben.
- In einem vierten Verfahrensschritt wird eine Metallschicht auf die mit dem Kegelstumpf versehene Stirnfläche sowie auf die zylindrische Aussenwand des Trägerelementes aufgetragen. Die Metallschicht wird in vorteilhafter Weise aufgedampft, insbesondere im Vakuum. Sie kann aber auch durch beispielsweise Aufkleben oder Aufschmelzen einer Metallfolie oder durch das Sputterverfahren erzeugt werden.
- In einem fünften Verfahrensschritt wird eine Aussparung auf einen Kreis, der etwa gleichweit von der Peripherie und dem Zentrum des Polkörpers entfernt ist, in vorteilhafter Weise mit einem Laserstrahl, eingebrannt. Es muss auf diese Weise das Metall vollständig von der Isolierung am Boden der Aussparung entfernt sein. Die zwischen den Enden der Aussparung stehenbleibende Metallfläche dient als Zündbrücke.
- In einem sechsten und letzten Verfahrensschritt wird der so hergestellte Polkörper in ein Gehäuse mit Pressitz unter Druck von 50 bis 200 N pro mm2, vorzugsweise von 100 N pro mm2, eingepresst.
- In einer Varianten gemäss Anspruch 16 wird der leitende Belag am Zylindermantel mechanisch und an der Stirnseite durch Aufdampfen eines Metalles aufgebracht.
- Es hat sich als vorteilhaft erwiesen, den Zylindermantel in seiner ganzen Fläche als Leitschicht mit einem Metallbelag zu bedecken. Auf diese Weise dient der Belag gleichzeitig als ein in bekannten Polkörper als erforderlich angesehener Haltering.
- Die Polkörper finden in besonders vorteilhafter Weise, gemäss Anspruch 17, Verwendung in Dünnschichtzündkapseln mit Pressitzen. Hierbei müssen die Polkörper unter hohem Druck in ein Gehäuse eingepresst werden. Bei der Herstellung der beschriebenen Polkörper ist die Ausschussrate sehr gering.
- In den Zeichnungen sind erfindungsgemässe Ausführungen beispielsweise dargstellt.
- Es zeigen:
- Fig. 1 eine erste Ausführungsform der Erfindung,
- Fig. 2 eine Abwandlung der Anordnung gemäss Fig. 1,
- Fig. 3 eine Draufsicht auf die Oberfläche gemäss Fig. 1 und 2,
- Fig. 4 einen Ausschnitt gemäss Fig. 3 mit einer halbkreisförmigen Nut,
- Fig. 4a einen Ausschnitt gemäss Fig. 3 mit einer segmentartigen Nut,
- Fig. 4b einen Ausschnitt gemäss Fig. 3 mit einer dreieckigen Nut und
- Fig. 4c einen Ausschnitt gemäss Fig. 3 mit einer rechteckigen Nut.
- Ein Polkörper gemäss Fig. 1 besteht aus einem Trägerelement 1 in Form eines kompakten Zylinders aus einem leitenden Me- tall, insbesondere aus Aluminium. Das Trägerelement 1 bildet auf seinen Schnittflächen eine obere Stirnfläche 2 und eine untere Stirnfläche 3. Auf dem zylindrischen Teil des Trägerelementes und der Stirnseite 2 ist ein Isolierelement 4 als Schicht aufgebracht. Eine Leitschicht 5 besteht aus einer oder mehreren einzelnen Metallschichten.
- Ein Kegelstumpf 6 greift in die zentrale Kreisöffnung des stirnseitigen Isolierelements 4 ein. In der stirnseitigen Leitschicht 5 ist eine Aussparung 7 angebracht. Die Aussparung 7 erreicht das Isolierelement 4 und liegt vorteilhaft auf einer Kreislinie, die vom Zentrum des Trägerelementes 1 gleich weit wie von seiner Peripherie entfernt ist. Die Aussparung 7 ist auf ihrer ganzen Länge etwa 20 bis 100 Mikron, insbesondere 50 Mikron breit. Eine Nut 9 verläuft über die ganze Länge des zylindrischen Trägerelementes 1.
- Fig. 2 zeigt eine Abwandlung des Polkorpers gemäss Fig. 1. Das metallische Trägerelement 1' besteht in bevorzugter Weise aus reinem Molybdän. Es ist aus einem kompakten Isoliermaterial, beispielsweise aus Aluminiumoxid (96 %ig), umgeben. Das Isolierelement 4' besteht beispielsweise aus einem Zylinder mit mittiger Öffnung, in welchem das Trägerelement 1' formschlüssig und mit seiner Stirnseite 2' bündig abschliesst und an seiner Stirnseite 3' über das Isolierelement 4' hinausragt. Eine Nut 9' verläuft gleichfalls über die ganze Länge des Trägerelementes 1'. Sie kann in Form einer segmentartigen Nut 9' an einer oder mehreren, in bevorzugter Weise an einander gegenüberliegenden Stellen, angebracht sein. Eine erforderlichenfalls mehrschichtige Leitschicht 5' ist haftend auf dem zylindrischen Mantel des Isolierelementes 4' und auf der Stirnseite 2' aufgebracht. In der ebenen Leitschicht 5' der Stirnseite 2' ist eine Aussparung 7' vorgesehen.
- Fig. 3 gibt eine Draufsicht auf die stirnseitige Leitschicht der Fig. 1 und 2 wieder. In der Leitschicht 5 ist eine das Isolierelement 4 vollständig freilegende Aussparung 7 zu erkennen, die zwischen dem Zentrum und dem äusseren Segment der Leitschicht 5 eine hier als Kontaktbrücke 8 bezeichnete Zündbrücke bildet. Der Stromstoss verläuft nach dem Schliessen des Zündstromkreises via Zündbrücke, wobei diese schmilzt und somit die Zündung eines Sprengstoffes auslöst.
- In Fig. 4 sind die verschieden gestalteten Nuten zur Entlüftung beim Einbau in einen Pressitz dargestellt. Gemäss Fig. 4 ist eine halbkreisförmige Nut 9 eingezeichnet. Diese Form wird in Polkörpern der Fig. 1 bevorzugt, da sie bereits in die Aluminiumstange eingearbeitet ist. Eine Nut 9', nach Fig. 4a, ist besonders gut geeignet für Polkörper gemäss Fig. 2. Es ist vorteilhafte eine zweite Nut auf der Gegenseite des Zylinders anzubringen.
- Fig. 4b und 4c zeigen Varianten der Nuten 9" bzw. 9"'.
- Mit dem erfindungsgemässen Verfahren ist es möglich, die Dünnschichtmittel für gewünschte Zündkreise so optimal an die Bedürfnisse des Sprengstoffes oder Zündkreises anzupassen, dass sie bei einer Zuverlässigkeit von 99,9 % so unempfindlich wie nur möglich gegen äussere Einflüsse sind.
- Die erfindungsgemässen elektrischen Polkörper dienen zur Herstellung von raum- und gewichtseinsparenden miniaturisierten Zündkapseln und werden wegen ihrer erhöhten Betriebssicherheit, Zündzuverlässigkeit und einfachen Herstellung in der Munitions- und Sprengstoffindustrie verwendet. Aber auch der Einsatz bei extrem hohen Beschleunigungen hat sich bewährt.
Claims (17)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT83810579T ATE30957T1 (de) | 1983-02-22 | 1983-12-09 | Elektrischer polkoerper. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH972/83 | 1983-02-22 | ||
| CH973/83 | 1983-02-22 | ||
| CH97383 | 1983-02-22 | ||
| CH97283 | 1983-02-22 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0120176A2 true EP0120176A2 (de) | 1984-10-03 |
| EP0120176A3 EP0120176A3 (en) | 1985-05-08 |
| EP0120176B1 EP0120176B1 (de) | 1987-11-19 |
Family
ID=25686263
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19830810579 Expired EP0120176B1 (de) | 1983-02-22 | 1983-12-09 | Elektrischer Polkörper |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0120176B1 (de) |
| DE (1) | DE3374597D1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6553911B1 (en) * | 1997-04-30 | 2003-04-29 | Erico International Corporation | Exothermic reactions and methods |
| US6835910B2 (en) | 2002-01-25 | 2004-12-28 | Erico International Corporation | Welding apparatus and method |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4222223C1 (de) * | 1992-07-07 | 1994-03-17 | Dynamit Nobel Ag | Elektrische Anzünd-/Zündmittel |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2921520A (en) * | 1953-06-18 | 1960-01-19 | Donald M Stonestrom | Detonator plug |
| US2918871A (en) * | 1953-08-04 | 1959-12-29 | Beckman Instruments Inc | Electrical detonator |
| BE540685A (de) * | 1954-08-23 | |||
| CH348084A (fr) * | 1959-01-27 | 1960-07-31 | Vogel & Cie P | Amorce électrique pour la mise à feu d'une charge d'explosif |
| DE1179847B (de) * | 1962-12-12 | 1964-10-15 | Wasagchemie Ag | Elektrisches Zuendelement |
| US3223599A (en) * | 1963-04-15 | 1965-12-14 | Beckman Instruments Inc | Holding plate for electroplating a detonator plug |
| US3291046A (en) * | 1963-09-10 | 1966-12-13 | Du Pont | Electrically actuated explosive device |
| FR1491498A (fr) * | 1966-06-30 | 1967-08-11 | Le Ministre Des Armees Delegat | Corps polaires pour amorces électriques à fente ou à couche |
| DE1646382A1 (de) * | 1967-09-05 | 1971-07-15 | Wasagchemie Ag | Elektrischer Zuender mit einem zylindrischen Isolierkoerper |
| DE2020016C3 (de) * | 1970-04-24 | 1974-12-12 | Dynamit Nobel Ag, 5210 Troisdorf | Metallschichtzündmittel |
| SE431681B (sv) * | 1977-04-19 | 1984-02-20 | Bofors Ab | Eltenddon |
| FR2433167A1 (fr) * | 1978-08-11 | 1980-03-07 | Stephanois Rech Mec | Arme a commande electrique, procede de fonctionnement et munitions utilisees |
-
1983
- 1983-12-09 EP EP19830810579 patent/EP0120176B1/de not_active Expired
- 1983-12-09 DE DE8383810579T patent/DE3374597D1/de not_active Expired
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6553911B1 (en) * | 1997-04-30 | 2003-04-29 | Erico International Corporation | Exothermic reactions and methods |
| US6703578B2 (en) | 1997-04-30 | 2004-03-09 | Erico International Corporation | Exothermic reactions and methods |
| US6835910B2 (en) | 2002-01-25 | 2004-12-28 | Erico International Corporation | Welding apparatus and method |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3374597D1 (en) | 1987-12-23 |
| EP0120176A3 (en) | 1985-05-08 |
| EP0120176B1 (de) | 1987-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2020016C3 (de) | Metallschichtzündmittel | |
| DE2843577C2 (de) | ||
| DE19641249C2 (de) | Kondensator | |
| DE69924347T2 (de) | Festelektrolytkondensator | |
| CH630459A5 (de) | Elektrischer zuender. | |
| DE3119924C2 (de) | ||
| DE2641866A1 (de) | Luftdicht verschlossenes elektrisches einzelteil | |
| DE2413571A1 (de) | Waermebetaetigte kurzschlussvorrichtung | |
| DE2245308B2 (de) | Elektrisches Brückenzfindmittel | |
| EP0164313B1 (de) | Polkörper für eine elektrische Zündvorrichtung, Verfahren zu dessen Herstellung und dessen Verwendung | |
| DE2408882A1 (de) | Gehaeuse fuer ein elektronisches bauteil | |
| DE3416735A1 (de) | Elektrisches zuendelement | |
| EP0120176A2 (de) | Elektrischer Polkörper | |
| DE2354697C2 (de) | Gasgefüllter Überspannungsableiter | |
| DD153720A5 (de) | Gluehkerze fuer verbrennungsmotoren | |
| DE69611591T2 (de) | Blitzschutzableiter | |
| EP0119458A2 (de) | Elektrisches Zündmittel | |
| DE4029681C2 (de) | ||
| EP1186080A2 (de) | Elektrisch leitende verbindung zwischen einer endelektrode und einem anschlussdraht | |
| DE2256089A1 (de) | Wickelkondensator mit hohlstift | |
| WO2004017442A2 (de) | Elektroden-ableiter-abschnitt und verfahren zur kontaktierung von mehreren elektroden | |
| DE3105089A1 (de) | "sauerstoff-sensor" | |
| DE3543653C2 (de) | ||
| EP3433220B1 (de) | Verfahren zur herstellung einer gasdichten metall-keramikverbindung | |
| DE951555C (de) | Elektrischer Zuender und Verfahren zur Herstellung desselben |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: DECK, WALTER Inventor name: WITTWER, ALFRED Inventor name: RYFFEL, KASPAR, DR. |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 16A | New documents despatched to applicant after publication of the search report | ||
| 17P | Request for examination filed |
Effective date: 19850426 |
|
| 17Q | First examination report despatched |
Effective date: 19860527 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 30957 Country of ref document: AT Date of ref document: 19871215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3374597 Country of ref document: DE Date of ref document: 19871223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19871231 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: DYNAMIT NOBEL AG Effective date: 19880816 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: DYNAMIT NOBEL AG |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19881222 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19891209 Ref country code: AT Effective date: 19891209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19891210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19891231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19900313 Year of fee payment: 7 |
|
| BERE | Be: lapsed |
Owner name: EMS-INVENTA A.G. Effective date: 19891231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19900701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 19900811 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed |
Ref document number: 83810579.9 Effective date: 19900709 |