EP0410231A1 - Verfahren zum Aufrechterhalten einer vorgegebenen Bandqualität in einer Karde und/oder Strecke - Google Patents
Verfahren zum Aufrechterhalten einer vorgegebenen Bandqualität in einer Karde und/oder Strecke Download PDFInfo
- Publication number
- EP0410231A1 EP0410231A1 EP90113426A EP90113426A EP0410231A1 EP 0410231 A1 EP0410231 A1 EP 0410231A1 EP 90113426 A EP90113426 A EP 90113426A EP 90113426 A EP90113426 A EP 90113426A EP 0410231 A1 EP0410231 A1 EP 0410231A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- card
- sliver
- production
- throttling
- cans
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G21/00—Combinations of machines, apparatus, or processes, e.g. for continuous processing
Definitions
- the invention relates to a method for maintaining a predetermined sliver quality of a sliver produced or stretched in a card and / or draw frame, which is put into a can by a sliver deposition, in a continuous working process of a spinning mill.
- the machine types before and after the spinning machine are designed so that they have an excess of power compared to the spinning machine, so that neither the spinning machine has to wait for the delivery of its basic product nor for further processing, for example in a winder.
- the task of the inventor was therefore to optimize the performance levels in the aforementioned blow room of a spinning mill in such a way that, on the one hand, the smallest possible buffers were necessary for the intermediate products and, on the other hand, automation was made possible.
- the object was achieved according to the invention in that the card and / or the draw frame, which each have a predetermined additional production compared to a spinning machine belonging to the working process, has a predetermined temporary production throttling, which compensates for the additional production accordingly temporarily.
- a card with a tape reel for carrying out the method, which is characterized in that the card control has a computer part which, when the production throttling is switched on, has the predetermined deceleration and, if appropriate, the stopping, and when the production has been switched off the predetermined acceleration and, before that, the restart carries out and that between the card and the sliver a belt sag monitoring controls the deceleration, if necessary also the stopping and restarting and the acceleration of the sliver.
- a route is also proposed for carrying out the method, which is characterized in that the route control has a computer part which, when the production throttling is switched on, carries out the predetermined deceleration and, if necessary, stops, and when the production throttling is switched off, the predetermined acceleration and, if necessary, the restart.
- a combined card and draw system is also proposed for carrying out the method, which is characterized in that the draw system has a can supply and in this set of cans has a row of cans with a can counter and that the can counter, with a predetermined number of cans in the Row that emits a signal.
- the advantage of the invention is that it provides a basis for optimizing economy and a possibility for automation.
- Figure 1 shows an efficiency diagram of some spinning machines, in which the 100% efficiency is shown with the dash-dotted line W and in which the downtimes of the individual machines (purely schematically) are shown with the distance arrows DP, DK, DST, DF, DR and DSP.
- the letters in the hatched rectangles mean the following:
- the letter P means blow room machines
- the letter K means cards
- the letter ST means stretches
- the letter F means flyer
- the letter R means ring spinning machines
- the letter SP means winding machines
- the rectangles containing the letters P to SP represent the machine outputs purely schematically and their areas are selected such that the area of the next machine type is smaller than that of the previous one with the exception of the area for the winding machines, which is again larger than that of the ring spinning machines . This is to visualize the reduction in performance from the blowroom machines up to and including the ring spinning machine, these surfaces for better visualization of the differences with exaggerated differences are shown. Likewise, the areas shown are not actually related to the downtime, which is also shown with greater differences for clarification than is usually the case in practice.
- the carding machine is the most complex of machine types P to F, i.e. a machine in which a large number of technical and technological functions have to work together in order to produce a uniform and high-quality card sliver.
- the method according to the invention provides that if the card output is throttled, the card continues to produce with normal output until a change of can is required and shortly after such a can change, the card is switched to the reduced output either until the card comes to a standstill or until production continues at a minimum output level.
- the throttling occurs with a delay, as shown by line 1 in Figure 1.
- the card is throttled to a standstill in order to bring it back to full power after a controlled time T, which is shown by lines 2a and 2b, this acceleration being identified by line 3.
- the dash-dotted lines show the switching torque for the can change, namely the dash-dotted line 4 the switching torque before throttling 1 and the line 5 the switching torque for the new can change after acceleration 3, in order to then deposit the sliver produced at full power in the next can.
- FIG. 3 shows the same principle, with the difference that the output was not reduced to zero as in FIG. 2, but that the carding machine continues to produce with a very low output, for example one tenth of the normal output, until the control command for renewed acceleration is given becomes.
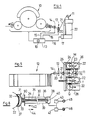
- FIG. 4 shows a cross-section of a card 10 known per se with a band deposit 11 known per se and an intervening band loop scanning 12 known per se.
- the card is a card manufactured by the applicant and sold worldwide with the designation C4 / 1, and the tape holder 11 including tape loop scanning 12 is sold worldwide by the applicant under the designation CBA.
- the two combined machines are, for example, demonstrated to the public at the American textile machine exhibition ATME 1989 in Greenville.
- the card 10, as well as the tape reel 11, functions with the aid of a control 13, which on the one hand dictates to the card the signals necessary for the power and the tape reel 11 a tape reel output corresponding to the card output, which is activated with the help of the tape loop control 12 depending on the change in performance of the card 10 the change in performance of the card is adjusted.
- the card sliver output that is to say the card sliver mass produced in one unit of time, is measured by means of a pair of measuring rollers 14 at the card output and communicated to the controller 13 with a measuring pulse 15. From this, the controller 13 deduces a power signal 16 which controls the drive motor 17 of the tape storage 11.
- control 13 has a computer add-on, which is shown purely schematically at 19 and which, when a switch described later is actuated, throttles the performance of the card either in accordance with the diagram in FIG. 2 or in FIG. 3 and when the same switch is actuated again in accordance with FIGS accelerates the aforementioned two figures.
- the throttling as well as the acceleration causes a change in the position of the sliver loop 20 of the sliver 21, which is produced by the card 10 and is deposited by the sliver holder 11 into a can 22.
- This change in position of the tape loop 20 causes corresponding signals 18, so that the tape storage 11 or. whose motor 17 either throttles or accelerates the tape storage accordingly. In this way, there is the advantage that no additional synchronization between the motors of the card and the drive motor 17 of the tape holder 11 is required.
- FIG. 5 shows a top view of the card 10 and the tape holder 11 and the tape loop scanner 12.
- the tape holder 11 is already known from the publication. What is new according to the invention is that the incoming empty cans are conveyed with a conveyor belt 23 to an initial position M, in which a sliding arm 24 of the can displacement device 25 brings the can into the belt depositing position N, in which sliver is filled into the can.
- the can filled with ordinary sliver is moved into a first pick-up position by a second shift arm 26 T is moved onto a conveyor belt 27, while a can, into which a fiber belt with reduced power is filled, is moved into a further second pick-up position Q onto a conveyor belt 28.
- These functions are controlled by the computer part 19.
- These sliding arms can be pivoted (not shown) in such a way that they are pivoted from a vertical position in which they can be moved past the standing cans into a horizontal position in order to carry out the displacement of the cans in this position.
- These swivel arms are part of the tape storage 11.
- FIG. 6 shows a number of cards 12 which are arranged parallel to one another in such a way that the conveyor belts 23, 27 and 28 open out against a can conveyor 29.
- the cans standing on the conveyor belts are shifted according to the arrows shown in FIGS. 5 and 6, that is to say the cans on the conveyor belt 23 in the direction of the can deposit and the cans on the conveyor belts 27 and 28 in the direction of the can conveyor means 29.
- the cans on the conveyor belt 23 are empty cans and the cans on the conveyor belt 27 are full cans, while the conveyor belt 28 conveys those cans which contain the sliver which was produced with throttled output of the card, so that a can can have any filling level.
- the can conveyor 29 has pneumatic cylinder-piston units 30.
- These cylinder-piston units are shown in more detail in FIG . It can be seen from this that these units have a suction and sliding shoe 31 that is adapted to the can diameter of the cans 22 include, which has an air-permeable but plastically deformable wall 32 which is adapted to the can diameter and which covers a hollow body 33 which extends by means of a bore 34 through the piston rod 35 and through the piston 36, so that the cavity 37 is connected to the pressure chamber 38 of the cylinder 39 is.
- the bore 34 is provided at the end on the pressure chamber side with a non-return flap 40 which functions in such a way that if the pressure chamber 38 is in excess pressure by means of a compressed air valve 41 connected to the pressure chamber 38, the flap 40 then closes off the bore 34, so that the piston 36 and thus the shoe 31 can also be moved in the direction of the arrow 42.
- the suction air valve 43 is connected to a suction air source 45 and the compressed air valve 41 to a compressed air source 46.
- empty cans are pushed from the can conveyor 29 onto the conveyor belt 23 and full cans from The conveyor belt 27 is pulled onto the conveyor 29, as are the cans from the conveyor belt 28.
- the can conveyor 29 is provided to be movable on rails 47.
- a control station which allows this can conveyor 29 to be moved is shown schematically with a rectangle, which is identified by 48, and is the subject of an application by the applicant with the number CH 0 4410 / 88-1 and is not further described here.
- a section 50 Adjacent to the rails 47 and on a side of the rail oval shown in FIG. 6 opposite the cards, a section 50 is provided which takes over the cans filled by the cards 12 and processes their sliver. Such a route is known per se and is marketed worldwide, for example, by the applicant under the designation D1.
- the draw frame part 51 which stretches the fiber slivers 53 fed on an infeed table 52, is part of the draw frame.
- the slivers 53 are discharged from the can row 54 in which there are emptying cans.
- the can row 55 arranged parallel to the can row 54 consists of full cans which are in the reserve position.
- the next parallel row of cans 56 arranged above it, as seen in FIG. 6, is also a row with full cans, but a row which is in the process of receiving full cans from the can conveyor 29.
- the cans of the row 56 can be moved on the one hand in the conveying direction 58 and on the other hand in the conveying direction 59.
- the displacement in the conveying direction 58 is accomplished by individual conveyor belts 60 lined up, while the displacement of the cans 22 in the conveying direction 59 is carried out by cylinder piston units 30. These cylinder-piston units 30 shift the cans 22 from the row 56 into the row 55.
- Conveyor belts 60 are provided for the displacement of the cans 22 in the rows 55 and 54, which, however, are rotated by 90 ° in relation to the conveyor belts of the row 56, so that the cans are moved in the conveying direction 59.
- the cans emptied in the row 54 are moved under the infeed table by means of a further row of conveyor belts, which move the cans in the conveying direction 59 to such an extent that the cans can be pulled onto the conveyor belts of the row 57 by further cylinder-piston units 30 .
- the cans are moved in the conveying direction 61 on these conveyor belts, so that these cans can be transported against the can conveyor 29.
- a single conveyor belt (not shown) can be used.
- Moving the cans into the next row happens when the cans in row 54 are empty, which is indicated by a belt sensor (not shown) on the infeed table, for example on the Deflections 91, which deflect the fiber sliver by 90 °, are determined and input into a controller 63 as signal 92 (not shown completely).
- This control causes the conveyor belts and cylinder units which move the cans in the direction 59 to be actuated, that is to say the conveyor belts 55, 54 and 62 as well as the cylinder units 30, for pushing as well as for pulling the cans.
- the timely shifting of the cans in the path 50 is also accomplished by the controller 63, that is to say the change of the full cans to empty cans, which is done essentially in the same way as described for the cards 12 and with corresponding arrow directions is shown.
- the actual drafting unit part 51 of the line 50 is also controlled for the stop-start operation as well as for the throttled operation by means of an associated computer part.
- a can conveying means 29.1 is also provided for the route 50 in the same way as for the cards 12, which has the same function as the conveying means 29, but it becomes the full and empty cans for the route of the subsequent machine, for example a flyer or a plurality of flyers promote.
- the cans already described which contain sliver that was produced during the performance throttling of the cards 12 and which are fed to the conveyor 29 by the conveyor belt 28, are delivered by the conveyor 29 into a supply row 70 which the cans in the conveying direction 71 by means of a conveyor belt moves so that they can be picked up by other means, not shown, and conveyed to a disposal station (not shown).
- Empty cans come back from this disposal station and are entered into a supply row 72, which likewise consists of a conveyor belt, but which is operated in such a way that the empty cans can be moved in the direction of displacement 73 against the can conveyor 29 and can be delivered to the latter.
- the can shifting organization for the section 50 corresponds essentially to that described for the cards 12, which is why it is not shown and described again. The same applies to the readiness for full and empty cans, which sliver included, which is not of the quality that is normally processed, so that this sliver is disposed of in the above-mentioned disposal station.
- a can sensor is provided in the row 56, which announces the number of cans in the row by means of a signal 80 from the control station 48.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Preliminary Treatment Of Fibers (AREA)
Abstract
Um eine Karde (10) und/oder eine Strecke (St) infolge Kapazitätsüberschuss gegenüber den nachfolgenden Maschinen temporär drosseln zu können, wird die Karde und/oder die Strecke temporär derart gedrosselt, dass die Maschine nach dem Stillsetzen ohne Bandbruch (21) wieder angefahren werden kann.
Description
- Die Erfindung betrifft ein Verfahren zum Aufrechterhalten einer vorgegebenen Bandqualität eines in einer Karde und/oder Strecke produzierten, respektive verstreckten Faserbandes, welches durch eine Bandablage in eine Kanne gegeben wird und zwar in einem kontinuierlichen Arbeitsprozess einer Spinnerei.
- Es ist an sich bekannt, dass im Spinnereiprozess die eigentliche Spinnmaschine, welche das Endprodukt Garn herstellt, die teuerste Maschine darstellt und deshalb mit dem besten Arbeitswirkungsgrad arbeiten soll, das heisst die kürzesten Stillstandzeiten haben soll.
- Dementsprechend sind die Maschinentypen vor und nach der Spinnmaschine derart leistungsmässig ausgelegt, dass sie einen Ueberschuss an Leistung gegenüber der Spinnmaschine haben, damit weder die Spinnmaschine auf die Zulieferung ihres Grundproduktes noch auf die Weiterverarbeitung, beispielsweise in einer Spulmaschine warten muss.
- In der Zulieferung des Grundproduktes der Spinnmaschine, das heisst in der sogenannten Putzerei einer Spinnerei, gilt das System des Leistungsüberschusses auch für alle Maschinen, nämlich, dass wie dies anhand einer Figur später erklärt wird, immer die vorangehende Maschine im Arbeitsprozess eine grössere Leistung aufweist als die Nachfolgende. Dies hat sich in der Spinnerei mit dem heutigen Maschinenpark so ergeben, es ist jedoch selbstverständlich, dass falls ein Arbeitsverfahren in der Putzerei mit einer Maschine durchgeführt werden muss, die wesentlich teurer ist als eine Nachfolgende (Spinnmaschine ausgeschlossen), dass dann die vorangehende Maschine eventuell die kürzere Stillstandszeit hat als die Nachfolgende, um die Wirtschaftlichkeit im Gleichgewicht zu halten.
- Es ist ebenfalls an sich bekannt, dass diese Leistungsdifferenzen durch Produktepuffer kompensiert werden die je nach Leistungsdifferenz von der vorangehenden zur nächsten Arbeitsstufe mehr oder weniger gross sind. Es versteht sich, dass einerseits aus rein oekonomischen Gründen grosse Puffer unerwünscht sind und andererseits, dass im Zug der Automatisation einer Spinnerei, von der Ballenöffnung bis zum fertigen Produkt, Systeme gefunden werden müssen um die bisher bekannten manuellen Zwischenproduktepuffer zu eliminieren oder mindestens derart zu organisieren, dass sie automatisierbar sind.
- Dem Erfinder war deshalb die Aufgabe gestellt, die Leistungsstufen in der vorgenannten Putzerei einer Spinnerei derart zu optimieren, dass einerseits möglichst kleine Puffer für die Zwischenprodukte notwendig waren und andererseits eine Automatisation ermöglichst wurde.
- Die Aufgabe wurde erfindungsgemäss dadurch gelöst, dass die Karde und/oder die Strecke, welche je eine vorgegebene Mehrproduktion gegenüber einer zum Arbeitsprozess gehörenden Spinnmaschine aufweist, eine vorgegebene temporäre Produktionsdrosselung aufweist, welche die Mehrproduktion entsprechend temporär kompensiert.
- Vorrichtungsmässig wird zur Durchführung des Verfahrens eine Karde mit einer Bandablage vorgeschlagen, welche sich dadurch kennzeichnet, dass die Kardensteuerung einen Computerteil aufweist, welcher beim Einschalten der Produktionsdrosselung die vorgegebene Verzögerung und gegebenenfalls das Stillsetzen und beim Ausschalten der Produktion die vorgegebene Beschleunigung und vorher gegebenenfalls das Wiederingangsetzen durchführt und, dass zwischen der Karde und der Bandablage eine Banddurchhang-Ueberwachung die Verzögerung, gegebenenfalls auch das Stillsetzen und das Wiederingangsetzen und die Beschleunigung der Bandablage steuert.
- Ebenfalls wird zur Durchführung des Verfahrens eine Strecke vorgeschlagen, welche sich dadurch kennzeichnet, dass die Streckensteuerung einen Computerteil aufweist, welcher beim Einschalten der Produktionsdrosselung die vorgegebene Verzögerung und gegebenenfalls das Stillsetzen und beim Ausschalten der Produktionsdrosselung die vorgegebene Beschleunigung und, vorher gegebenenfalls das Wiedereinsetzen durchführt.
- Ausserdem wird, ebenfalls zur Durchführung des Verfahrens, eine kombinierte Karden- und Streckenanlage vorgeschlagen, welche sich dadurch kennzeichnet, dass die Streckenanlage einen Kannenvorrat und in diesem Kannenvorrat eine Kannenreihe mit einem Kannenzähler aufweist und, dass der Kannenzähler, bei einer vorgegebenen Anzahl Kannen in der Reihe, ein Signal abgibt.
- Weitere vorteilhafte Ausführungsformen sind in den weiteren Ansprüchen aufgeführt.
- Der Vorteil der Erfindung besteht darin, dass damit eine Basis für eine Optimierung der Wirtschaftlichkeit sowie eine Möglichkeit zur Automatisation geboten wird.
- Die Erfindung wird nun anhand von Ausführungsbeispielen näher erläutert.
- Es zeigt:
- Figur 1 ein Diagramm des Wirkungsgrades verschiedener Maschinen der Spinnerei;
- Figur 2 eine grafische Darstellung des erfindungsgemässen Verfahrensschrittes;
- Figur 3 eine Variante von Figur 2;
- Figur 4 eine Karde mit Bandablage im Querschnitt, schematisch dargestellt;
- Figur 5 eine Draufsicht der Karde von Figur 4, schematisch dargestellt;
- Figur 6 eine Karden- Streckenanlage, im Grundriss und schematisch dargestellt;
- Figur 7 und 8 je ein Detail der Anlage von Figur 6 vergrössert dargestellt;
- Die Figur 1 zeigt ein Wirkungsgraddiagramm einiger Spinnereimaschinen, in welchem der hundertprozentige Wirkungsgrad mit der strichpunktierten Linie W dargestellt ist und in welchem die Stillstandzeiten der einzelnen Maschinen (rein schematisch) mit den Distanzpfeilen DP, DK, DST, DF, DR und DSP dargestellt sind.
- Dabei bedeuten die Buchstaben in den schraffierten Rechtecken folgendes:
Der Buchstabe P bedeutet Putzereimaschinen
Der Buchstabe K bedeutet Karden
Der Buchstabe ST bedeutet Strecken
Der Buchstabe F bedeutet Flyer
Der Buchstabe R bedeutet Ringspinnmaschinen
Der Buchstabe SP bedeutet Spulmaschinen - Die die Buchstaben P bis SP enthaltenden Rechtecke stellen rein schematisch die Maschinenleistungen dar und zwar sind ihre Flächen derart gewählt, dass die Fläche der nächstfolgenden Maschinenart kleiner ist als die der vorangehenden mit Ausnahme der Fläche für die Spulmaschinen, welche wieder grösser ist als diejenige der Ringspinnmaschinen. Dies zur Visualisierung der Leistungsverringerung von den Putzereimaschinen ausgesehen bis und mit zur Ringspinnmaschine wobei diese Flächen zur besseren Visualisierung der Unterschiede mit übertrieben grossen Unterschieden dargestellt sind. Ebenso stehen die dargestellten Flächen nicht in der eigentlichen Relation zur Stillstandszeit, welch ebenfalls zur Verdeutlichung mit grösseren Unterschieden dargestellt ist, als dies in der Regel in der Praxis der Fall ist.
- Dementsprechend zeigt im Koordinatensystem der Figuren 2 und 3 die Ordinate den Wirkungsgrad und die Abszisse die Verfahrensschritte an. Diese Verfahrensschritte sind wie bereits erwähnt:
Putzerei = P
Karderie = K
Strecke = ST
Flyer = F
Ringspinnmaschine = R
Spulerei = SP - Von den Maschinentypen P bis F ist die Karde die komplexeste, das heisst eine Maschine in welcher eine grosse Anzahl von Funktionen technischer und technologischer Art zusammenspielen müssen, um ein gleichmässiges und qualitativ hochstehendes Kardenband herzustellen.
- Es versteht sich deshalb, dass das Zusammenspiel der verschiedenen Funktionen nicht in allen Leistungsstufen absolut dasselbe Resultat bezüglich Bandqualität ergibt, was andererseits im weiteren Verlauf, das heisst im Streckprozess und im Flyer vorausgesetzt wird, sodass man gezwungen sein kann das Kardenband bei grossen Leistungsveränderungen auszuscheiden.
- Um dieses Ausscheiden eines nicht in den Folgestufen brauchbaren Faserbandes mit einem Kannenwechsel in der Karde zu verbinden, sieht das erfindungsgemässe Verfahren vor, dass bei Bedarf der Drosselung der Kardenleistung die Karde so lange mit normaler Leistung weiter produziert bis ein Kannenwechsel erforderlich wird und kurz nach einem solchen Kannenwechsel die Karde auf die reduzierte Leistung umgeschaltet wird entweder bis zum Stillstand der Karde oder bis zum Weiterproduzieren auf einer minimalen Leistungsstufe.
- Das Drosseln geschieht mit einer Verzögerung, wie sie mit der Linie 1 in Figur 1 dargestellt ist. In dieser Figur wird die Karde bis zum Stillstand gedrosselt um nach einer gesteuerten Zeit T wieder auf die volle Leistung, welche mit den Linien 2a und 2b dargestellt ist zu bringen, wobei diese Beschleunigung mit der Linie 3 gekennzeichnet ist.
- Die strichpunktierten Linien zeigen den Schaltmoment für den Kannenwechsel und zwar die strichpunktierte Linie 4 den Schaltmoment vor der Drosselung 1 und die Linie 5 den Schaltmoment für den erneuten Kannenwechsel nach der Beschleunigung 3, um anschliessend das mit voller Leistung produzierte Faserband in die nächstfolgende Kanne abzulegen.
- Auf diese Weise wird sicher kein Band, welches bereits mit gedrosselter Leistung produziert wurde, in eine "Gut-Kanne" abgelegt in welcher nur Faserband abgelegt werden soll, welches mit der vollen Leistung produziert wurde.
- Die Figur 3 zeigt dasselbe Prinzip jedoch mit dem Unterschied, dass die Leistung nicht wie in Figur 2 auf Null reduziert wurde, sondern, dass die Karde mit einer sehr kleinen Leistung zum Beispiel einem Zehntel der normalen Leistung weiter produziert bis der Steuerbefehl zur erneuten Beschleunigung gegeben wird.
- Der Vorteil des mit Figur 3 gezeigten Verfahrens besteht darin, dass Karden die nicht mit jeder Garantie bis zum Stillstand der Karde bandbruchfrei Faserband produzieren mit einer kleinen Leistung weiter produzieren können ohne jedoch eine grosse Quantität an Abfallband herzustellen. Die mit dieser Figur gezeigte kleine Produktionsleistung ist mit der Linie 6 gekennzeichnet. Da es sich im weiteren bei den übrigen Linien um Funktionen handelt, welche den Funktionen der Figur 2 im wesentlichen entsprechen, wurden diese Linien mit einem Index 1 versehen.
- Die Figur 4 zeigt im Querschnitt eine an sich bekannte Karde 10 mit einer an sich bekannten Bandablage 11 und einer dazwischenliegender an sich bekannten Bandschlaufenabtastung 12.
- Die Karde ist eine von der Anmelderin hergestellte und weltweit mit der Bezeichnung C4/1 vertriebene Karde und die Bandablage 11 samt Bandschlaufenabtastung 12 wird von der Anmelderin unter der Bezeichnung CBA weltweit vertrieben.
- Die beiden kombinierten Maschinen werden beispielsweise an der amerikanischen Textilmaschinenausstellung ATME 1989 in Greenville der Oeffentlichkeit vorgeführt.
- Die Karde 10, wie auch die Bandablage 11 funktioniert mit Hilfe einer Steuerung 13, welche einerseits der Karde die für die Leistung notwendigen Signale sowie der Bandablage 11 eine der Kardenleistung entsprechende Bandablageleistung diktiert, welche mit Hilfe der Bandschlaufensteuerung 12 je nach Leistungsveränderung der Karde 10 an die Leistungsveränderung der Karde angepasst wird.
- Die Kardenbandleistung, das heisst die in einer Zeiteinheit produzierte Kardenbandmasse wird mittels eines Messwalzenpaares 14 am Ausgang der Karde gemessen und mit einem Messimpuls 15 der Steuerung 13 mitgeteilt. Daraus folgert die Steuerung 13 ein Leistungssignal 16, welches den Antriebsmotor 17 der Bandablage 11 steuert.
- Aenderungen in der Kardenbandleistung nach dem Messwalzenpaar 14 werden von der Bandschlaufenabtastung 12 registriert und mittels eines Signales 18 der Steuerung 13 mitgeteilt, sodass mit Hilfe des Signales 16 der Antriebsmotor 17 entsprechend der Leistungsveränderung in seiner Drehzahl verändert wird.
- Erfindungsgemäss neu weist die Steuerung 13 einen Computerzusatz auf, welcher rein schematisch mit 19 dargestellt ist und welcher bei Betätigung eines später beschriebenen Schalters die Karde in ihrer Leistung entweder gemäss dem Diagramm der Figur 2 oder Figur 3 drosselt und bei erneuter Betätigung desselben Schalters wieder gemäss den vorgenannten beiden Figuren beschleunigt.
- Die Drosselung wie auch die Beschleunigung bewirkt eine Lageveränderung der Faserbandschlaufe 20 des Faserbandes 21, welches von der Karde 10 produziert und von der Bandablage 11 in eine Kanne 22 abgelegt wird. Diese Lageveränderung der Bandschlaufe 20 verursacht entsprechende Signale 18, sodass die Bandablage 11 resp. dessen Motor 17 die Bandablage entweder entsprechend drosselt oder beschleunigt. Auf diese Weise besteht der Vorteil, dass keine zusätzliche Synchronisierung zwischen den Motoren der Karde und dem Antriebsmotor 17 der Bandablage 11 benötigt wird.
- Die Figur 5 zeigt eine Draufsicht der Karde 10 und der Bandablage 11 sowie die Bandschlaufenabtastung 12.
- Gleiche bereits in Figur 4 gekennzeichnete Elemente sind mit denselben Bezugszeichen gekennzeichnet.
- Wie bereits erwähnt ist die Bandablage 11 aus der Veröffentlichung bereits bekannt. Erfindugsgemäss neu daran ist, dass die eingehenden leeren Kannen mit einem Förderband 23 bis in eine Ausgangslage M gefördert werden, in welcher ein Verschiebearm 24 der Kannenverschiebevorrichtung 25 die Kanne in die Bandablagestellung N gebracht wird, in welcher Faserband in die Kanne eingefüllt wird.
- Die mit ordentlilchem Faserband gefüllte Kanne wird durch einen zweiten Verschiebearm 26 in eine erste Abholposition T auf ein Förderband 27 verschoben, während eine Kanne, in welche ein Faserband mit reduzierter Leistung eingefüllt ist, in eine weitere zweite Abholposition Q auf ein Förderband 28 verschoben wird. Diese Funktionen werden vom Computerteil 19 gesteuert.
- Diese Schiebarme sind derart schwenkbar (nicht gezeigt), dass sie aus einer vertikaler Lage, in welcher sie an den stehenden Kannen vorbeiverschoben werden können in eine horizontale Lage geschwenkt werden, um in dieser Lage das Verschieben der Kannen durchzuführen. Diese Schwenkarme sind Bestandteile der Bandablage 11.
- Die Bedeutung der Förderbänder 23, 27 und 28 wird nun anhand von Figur 6 näher erläutert.
- Figur 6 zeigt eine Anzahl Karden 12, welche derart parallel nebeneinander angeordnet sind, dass die Förderbänder 23, 27 und 28 gegen ein Kannenfördermittel 29 münden. Dabei werden die auf den Förderbändern stehenden Kannen gemäss den in Figur 5 und 6 gezeigten Pfeilen verschoben, das heisst die Kannen auf dem Förderband 23 in Richtung Kannenablage und die Kannen auf den Förderbändern 27 und 28 in Richtung Kannenfördermittel 29. Die Kannen auf dem Förderband 23 sind leere Kannen und die Kannen auf dem Förderband 27 volle Kannen, während das Förderband 28 diejenigen Kannen fördert, welche das Faserband beinhaltet, das mit gedrosselter Leistung der Karde hergestellt wurde, sodass eine Kanne irgend einen Füllstand aufweisen kann.
- Um die Kannen entweder vom Kannenfördermittel 29 weg auf das Förderband 23 zu stossen oder von den Förderbändern 27 und 28 auf das Kannenfördermittel 29 zu ziehen besitzt das Kannenfördermittel 29 pneumatische Zylinder-Kolbeneinheiten 30. Diese Zylinder-Kolbeneinheiten sind in Figur 8 in ihrer Funktionsweise detaillierter dargestellt. Daraus ist ersichtlich, dass diese Einheiten einen dem Kannendurchmesser der Kannen 22 angepassten Saug- und Schiebeschuh 31 beinhalten, welcher eine dem Kannendurchmesser angepasste, luftdurchlässige jedoch plastisch verformbare Wand 32 aufweist, welche einen Hohlkörper 33 abdeckt, der mittels einer Bohrung 34 durch die Kolbenstange 35 und durch den Kolben 36 reicht, sodass der Hohlraum 37 mit dem Druckraum 38 des Zylinders 39 verbunden ist.
- Die Bohrung 34 ist am druckraumseitigen Ende mit einer Rückschlagklappe 40 versehen, welche derart funktioniert, dass falls der Druckraum 38 mittels eines mit dem Druckraum 38 verbundenen Druckluftventiles 41 im Ueberdruck steht, dann die Klappe 40 die Bohrung 34 abschliesst, sodass der Kolben 36 und damit auch der Schuh 31 in Pfeilrichtung 42 verschoben werden kann.
- Wird andererseits anstelle des Druckluftventiles 41 ein mit dem Druckraum 38 ebenfalls verbundenes Saugluftventil 43 geöffnet, so steht der Druckraum 38 im Unterdruck, was bewirkt, dass die Rückschlagklappe 40 sich öffnet und der Hohlraum 37 im Unterdruck steht. Mit Hilfe dieses Unterdruckes wird einerseits eine an der Wand 32 anliegende Kanne 22 daran festgesaugt und andererseits zusammen mit dem Schuh 31 in Pfeilrichtung 44 verschoben, bis der Hohlkörper 33 an einem Anschlag 90 anliegt, welcher diesen Hub in Richtung 44 begrenzt.
- Sensoren, welche die Lage des Saug- und Schiebeschuhs 31 abtasten, um mittels einer Steuerung (nicht gezeigt) die Ventile 41 und 43 umzuschalten, sind hier nicht dargestellt.
- Das Saugluftventil 43 ist an eine Saugluftquelle 45 und das Druckluftventil 41 an eine Druckluftquelle 46 angeschlossen.
- Mit Hilfe einer vorgenannten pneumatischen Zylinder-Kolbeneinheit 30 werden leere Kannen vom Kannenfördermittel 29 auf das Förderband 23 geschoben und volle Kannen vom Förderband 27 auf das Fördermittel 29 gezogen, ebenso die Kannen vom Förderband 28.
- Das Kannenfördermittel 29 ist auf Schienen 47 fahrbar vorgesehen. Eine Leitstation, welche dieses Kannenfördermittel 29 verschieben lässt, ist schematisch mit einem Rechteck dargestellt, welches mit 48 gekennzeichnet ist, und Gegenstand einer Anmeldung der Anmelderin mit der Nr. CH 0 4410/88-1 und ist hier nicht weiter beschrieben.
- An die Schienen 47 angrenzend und an einer den Karden gegenüberliegenden Seite des in Figur 6 gezeigten Schienenovals ist eine Strecke 50 vorgesehen, welche die von den Karden 12 gefüllten Kannen übernimmt und deren Faserband verarbeitet. Eine solche Strecke ist an sich bekannt und beispielsweise von der Anmelderin mit der Bezeichnung D1 weltweit vertrieben.
- Zur Strecke gehört der eigentliche Streckwerksteil 51, welcher die auf einem Einlauftisch 52 zugeführten Faserbänder 53 verstreckt.
- Die Faserbänder 53 werden von der Kannenreihe 54 abgegeben, in welcher sich entleerende Kannen befinden. Die parallel zur Kannenreihe 54 angeordnete Kannenreihe 55 besteht aus vollen Kannen, welche in Reservestellung sind. Die nächste darüber, mit Blick auf Figur 6 gesehen, angeordnete parallele Kannenreihe 56 ist ebenfalls eine Reihe mit vollen Kannen, jedoch eine Reihe, welche am Aufnehmen von vollen Kannen vom Kannenfördermittel 29 ist.
- Auf der unteren Seite des Einlauftisches, mit Blick auf Figur 6 gesehen, steht parallel zum Einlauftisch 52 eine Reihe leerer Kannen 57 bereit, um dem Kannenfördermittel 29 übergeben zu werden.
- Diese eben erwähnte Kannenorganisation ist mit Figur 7 in vergrössertem Massstab deutlicher dargestellt.
- Daraus ist ersichtlich, dass die Kannen der Reihe 56 einerseits in Förderrichtung 58 und andererseits in Förderrichtung 59 verschoben werden können. Dabei ist das Verschieben in Förderrichtung 58 durch einzelne aneinandergereihte Förderbänder 60 bewerkstelligt, während das Verschieben der Kannen 22 in Förderrichtung 59 durch Zylinderkolbeneinheiten 30 durchgeführt wird. Diese Zylinderkolbeneinheiten 30 verschieben die Kannen 22 von der Reihe 56 in die Reihe 55. Für das Verschieben der Kannen 22 in den Reihen 55 und 54 sind Förderbänder 60 vorgesehen, welche jedoch gegenüber den Förderbändern der Reihe 56 in ihrer Förderrichtung um 90° gedreht sind, sodass die Kannen in Förderrichtung 59 verschoben werden.
- Die in der Reihe 54 entleerten Kannen werden unter dem Einlauftisch durch, mit Hilfe einer weiteren Reihe von Förderbändern, verschoben, welche die Kannen in Förderrichtung 59 soweit verschieben, dass die Kannen durch weitere Zylinder-Kolbeneinheiten 30 auf die Förderbänder der Reihe 57 gezogen werden können. Auf diesen Förderbändern werden die Kannen in Förderrichtung 61 verschoben, sodass diese Kannen gegen das Kannenfördermittel 29 transportiert werden können. Anstelle der in Figur 7 in der Reihe 57 gezeigten Einzelförderbandes, kann ein einziges Förderband (nicht gezeigt) verwendet werden.
- Das Verschieben der Kannen in die nächstfolgende Reihe, das heisst zum Beispiel aus der Reihe 56 in die Reihe 55 etc., geschieht, wenn die Kannen in der Reihe 54 leer sind, was durch einen Bandsensor (nicht dargestellt) am Einlauftisch, beispielsweise an den Umlenkungen 91, welche das Faserband um 90° umlenken, festgestellt und als Signal 92 (nicht vollständig dargestellt) in eine Steuerung 63 eingegeben wird. Diese Steuerung veranlasst das Betätigen derjenigen Förderbänder und Zylindereinheiten die die Kannen in Richtung 59 verschieben, das heisst, die Förderbänder 55, 54 und 62 sowie die Zylindereinheiten 30 und zwar für das Stossen wie auch für das Ziehen der Kannen.
- Im weiteren wird das rechtzeitige Verschieben der Kannen in der Strecke 50 ebenfalls von der Steuerung 63 bewerkstelligt, das heisst, der Wechsel der vollen Kannen gegen leere Kannen, was im wesentlichen in gleicher Weise geschieht wie dies für die Karden 12 beschrieben wurde und mit entsprechenden Pfeilrichtungen dargestellt ist. Auch der eigentliche Streckwerksteil 51 der Strecke 50 wird für den Stop-Start-Betrieb wie auch für den gedrosselten Betrieb mittels eines dazugehörigen Computerteiles gesteuert.
- Auch für die Strecke 50 ist in gleicher Weise wie für die Karden 12 ein Kannenfördermittel 29.1 vorgesehen, welches dieselbe Funktion hat wie das Fördermittel 29, jedoch wird es die vollen und leeren Kannen zu der Strecke nachfolgender Maschine beispielsweise zu einem Flyer oder einer Mehrzahl von Flyer fördern.
- Die bereits beschriebenen Kannen, welche Faserband enthalten, das während der Leistungsdrosselung der Karden 12 hergestellt wurde und, welche mit dem Förderband 28 dem Fördermittel 29 zugeführt werden, werden vom Fördermittel 29 in eine Bereitstellungsreihe 70 abgegeben, welche die Kannen in Förderrichtung 71 mittels eines Förderbandes verschiebt, sodass sie durch weitere nicht dargestellte Mittel aufgenommen und an eine Entsorgungsstation (nicht dargestellt) gefördert werden können. Von dieser Entsorgungsstation kommen leere Kannen zurück und werden in eine Bereitstellungsreihe 72 eingegeben, welche ebenfalls aus einem Förderband besteht, welches jedoch derart betrieben wird, dass die leeren Kannen in Verschieberichtung 73 gegen das Kannenfördermittel 29 verschoben und an dieses abgegeben werden können.
- Die Kannenverschiebeorganisation für die Strecke 50 entspricht im wesentlichen der für die Karden 12 beschriebenen, weshalb diese nicht nochmals dargestellt und beschrieben ist. Das gleiche gilt für die Bereitschaftsstellung der vollen und leeren Kannen, welche Faserband enthalten, welches nicht die Qualität aufweist die normalerweise verarbeitet wird, sodass dieses Faserband in der genannten Entsorgungsstation entsorgt wird.
- Grundsätzlich besteht jedoch die Möglichkeit, mit der vorgenannten Strecke 50 die Leistung bis zum Stillstand zu drosseln, ohne Einbusse an Qualität im verstreckten Faserband, sodass auf dasjenige Förderband verzichtet werden kann, sowie auf die entsprechende Funktion, welches die Kannen, analog der Kannen auf dem Förderband 28, aufnimmt.
- Als Letztes sei noch erwähnt, dass in der Reihe 56 ein Kannenfühler vorgesehen ist, welcher die in der Reihe befindlichen Anzahl Kannen mittels eines Signales 80 der Leitstation 48 bekannt gibt.
-
- 1 Linie
- 2a, 2b Linie
- 3 Linie
- 4, 5 strichpunktierte Linie
- 6 Linie
- 7
- 8
- 9
- 10 Karde
- 11 Bandablage
- 12 Bandschlaufenabtastung
- 13 Steuerung
- 14 Messwalzenpaar
- 15 Signal von 14
- 16 Signal von 17
- 17 Antriebsmotor für 11
- 18 Signal von 12
- 19 Computerteil von 13
- 20 Bandschlaufe
- 21 Faserband (Kardenband)
- 22 Kanne in der Bandablage
- 23 Förderband
- 24 1. Verschiebearm
- 25 Verschiebevorrichtung
- 26 2. Verschiebearm
- 27 Förderband
- 28 Förderband
- 29 Kannenfördermittel
- 30 pneumatische Zylinder-Kolben-Einheit
- 31 Saug- und Schiebeschuh
- 32 Wand
- 33 Hohlkörper
- 34 Bohrung
- 35 Kolbenstange
- 36 Kolben
- 37 Hohlraum
- 38 Druckraum
- 39 Zylinder
- 40 Rückschlagklappe
- 41 Druckluftventil
- 42 Pfeilrichtung
- 43 Saugluftventil
- 44 Pfeilrichtung
- 45 Saugluftquelle
- 46 Druckluftquelle
- 47 Schienen für 29
- 48 Leitstation
- 49
- 50 Strecke
- 51 Streckwerksteil
- 52 Einlauftisch
- 53 Faserbänder
- 54 Kannenreihen
- 55 Kannenreihen
- 56 Kannenreihen
- 57 Kannenreihen
- 58 Pfeilrichtung
- 59 Pfeilrichtung
- 60 Förderbänder
- 61 Pfeilrichtung
- 62 Reihe von Förderbändern
- 63 Steuerung
- 64
- 65
- 66
- 67
- 68
- 69
- 70 Bereitstellungsreihe
- 71 Pfeilrichtung
- 72 Bereitstellungsreihe
- 73 Pfeilrichtung
- 74
- 74
- 75
- 76
- 77
- 78
- 79
- 80 Steuersignal
- 81
- 82
- 83
- 84
- 85
- 86
- 87
- 88
- 89
- 90 Anschlag
- 91 Umlenkungen
- 92 Signal
Claims (19)
1. Verfahren zum Aufrechterhalten einer vorgegebenen Bandqualität eines in einer Karde und/oder Strecke produzierten resp. verstreckten Kardenbandes, welches durch eine Bandablage in eine Kanne gegeben wird und zwar in einem, kontinuierlichen Arbeitsprozess einer Spinnerei, dadurch gekennzeichnet, dass die Karde und/oder die Strecke je eine vorgegebene Mehrproduktion gegenüber einer zum Arbeitsprozess gehörenden Spinnmaschine aufweist und, dass die Mehrproduktion durch eine vorgegebene temporäre Produktionsdrosselung entsprechend temporär kompensiert wird.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das während der Produktionsdrosselung produzierte Faserband aus dem Arbeitsprozess ausgeschieden wird.
3. Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass das während der Produktionsdrosselung produzierte Faserband in eine separate Kanne abgefüllt wird.
4. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Produktionsdrosselung eine Verzögerung aus dem Normallauf in einen Langsamlauf und eine Beschleunigung wieder in den Normallauf beeinhaltet.
5. Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass die Produktionsdrosselung eine Verzögerung aus dem Normallauf in einen Stillstand und eine Beschleunigung wieder in den Normallauf beinhaltet.
6. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die der Karde resp. Strecke angeschlossene Bandablage derart synchron gedrosselt wird, dass das während der Produktionsdrosselung produzierte Faserband bandbruchfrei von der Bandablage in die genannte Kanne aufgenonmmen wird.
7. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die temporäre Produktionsdrosselung in einer die Karden- resp. Streckenleistung steuernden Steuerung, einstell- und auslösbar vorgegeben ist.
8. Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass das Auslösen und Beendigen der Produktionsdrosselung durch Betätigen eines Ein- Ausschalters geschieht.
9. Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass das Betätigen des Schalters durch das Bedienungspersonal geschieht.
10. Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass das Betätigen des Schalters automatisch durch ein Volllstandssignal in einem Kannenvorratsdepot einer Folgemaschine geschieht, wobei für die Karde eine Strecke und für die Strecke eine Vorspinn- oder Spinnmaschine eine Folgemaschine ist.
11. Verfahren nach Anspruch 6 und 3, dadurch gekennzeichnet, dass
die Produktionsdrosselung erst nach dem vollständigen Füllen einer Kanne mit Band, welches bei ungedrosselter Leistung produziert wurde, durchgeführt wird.
die Produktionsdrosselung erst nach dem vollständigen Füllen einer Kanne mit Band, welches bei ungedrosselter Leistung produziert wurde, durchgeführt wird.
12. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass bei einer Mehrzahl von Karden, welche als Gruppe die Mehrproduktion leisten, nur eine vorgegebene Karde oder eine vorgegeben Anzahl Karden der ganzen Kardengruppe die Produktionsdrosselung durchführen und die restlichen Karden mit der vollen Leistung weiterproduzieren.
13. Karde mit einer Bandablage zur Durchführung des Verfahrens, dadurch gekennzeichnet, dass
die Kardensteuerung einer Computerteil aufweist, welcher beim Einschalten der Produktionsdrosselung die vorgegebene Verzögerung und gegebenenfalls das Stillsetzen und beim Ausschalten der Produktionsdrosselung die vorgegebene Beschleuniqung und vorhergegebenenfalls das Wiedereinsetzen durchführt und, dass zwischen der Karde und der Bandablage eine Banddurchhang-Ueberwachung die Verzögerung und gegebenenfalls das Stillsetzen sowie das Wiederingangsetzen und die Beschleunigung der Bandablage steuert.
die Kardensteuerung einer Computerteil aufweist, welcher beim Einschalten der Produktionsdrosselung die vorgegebene Verzögerung und gegebenenfalls das Stillsetzen und beim Ausschalten der Produktionsdrosselung die vorgegebene Beschleuniqung und vorhergegebenenfalls das Wiedereinsetzen durchführt und, dass zwischen der Karde und der Bandablage eine Banddurchhang-Ueberwachung die Verzögerung und gegebenenfalls das Stillsetzen sowie das Wiederingangsetzen und die Beschleunigung der Bandablage steuert.
14. Strecke mit Bandablage zur Durchführung des Verfahrens, dadurch gekennzeichnet, dass
die Streckensteuerung einen Computerteil aufweist, welcher beim Einschaltken der Produktionsdrosselung die vorgegebene Verzögerung und gegebenenfalls das Stillsetzen und beim Ausschalten der Produktionsdrosselung die vorgegebene Beschleunigung und vorher gegebenenfalls das Wiederingangsetzen durchführt.
die Streckensteuerung einen Computerteil aufweist, welcher beim Einschaltken der Produktionsdrosselung die vorgegebene Verzögerung und gegebenenfalls das Stillsetzen und beim Ausschalten der Produktionsdrosselung die vorgegebene Beschleunigung und vorher gegebenenfalls das Wiederingangsetzen durchführt.
15. Karden- und Strecken- Anlage, zur Durchführung des Verfahrens, dadurch gekennzeichnet, dass
die Streckenanlage einen Kannenvorrat und in diesem Kannenvorrat eine Kannenreihe mit einem Kannenzähler aufweist und, dass der Kannenzähler bei einer vorgegebenen Anzahl Kannen in der Reihe ein Signal abgibt.
die Streckenanlage einen Kannenvorrat und in diesem Kannenvorrat eine Kannenreihe mit einem Kannenzähler aufweist und, dass der Kannenzähler bei einer vorgegebenen Anzahl Kannen in der Reihe ein Signal abgibt.
16. Anlage nach Anspruch 15, dadurch gekennzeichnet, dass das genannte bei einer vorgegebenen Ueber- oder Unterschreitung der vorgegebenen Anzahl Kannen einen Alarm für das Bedienungspersonal auflöst.
17. Anlage nach Anspruch 16, dadurch gekennzeichnet, dass das genannte Signal anstelle des Alarmes, die genannte Produktionsdrosselung auslöst.
18. Anlage nach Anspruch 15, dadurch gekennzeichnet, dass die Anlage eine Kannenaufnahmestelle für diejenigen Kannen aufweist, welche das Faserband während der Produktionsdrosselung aufnehmen.
19. Anlage nach Anspruch 15 und 18, dadurch gekennzeichnet, dass
die Anlage eine Kannenrückgabestelle für diejenigen Kannen aufweist, welche nach der Aufnahme des Kardenbandes während der Produktionsdrosselung entsorgt und der entsprechenden Anlage wieder zur Verfügung gestellt werden.
die Anlage eine Kannenrückgabestelle für diejenigen Kannen aufweist, welche nach der Aufnahme des Kardenbandes während der Produktionsdrosselung entsorgt und der entsprechenden Anlage wieder zur Verfügung gestellt werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH278889 | 1989-07-26 | ||
| CH2788/89 | 1989-07-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0410231A1 true EP0410231A1 (de) | 1991-01-30 |
Family
ID=4241606
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90113426A Ceased EP0410231A1 (de) | 1989-07-26 | 1990-07-13 | Verfahren zum Aufrechterhalten einer vorgegebenen Bandqualität in einer Karde und/oder Strecke |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US5067202A (de) |
| EP (1) | EP0410231A1 (de) |
| JP (1) | JPH0359117A (de) |
| DD (1) | DD295675A5 (de) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH681632A5 (de) * | 1990-02-21 | 1993-04-30 | Rieter Ag Maschf | |
| DE4219777A1 (de) * | 1992-06-17 | 1993-12-23 | Rieter Ingolstadt Spinnerei | Verfahren und Vorrichtung zur Signalanalyse einer Regulierstrecke |
| US5400476A (en) * | 1994-07-12 | 1995-03-28 | Myrick-White, Inc. | Apparatus and method for controlling draft uniformity in textile sliver |
| DE4428476A1 (de) * | 1994-08-11 | 1996-02-15 | Truetzschler Gmbh & Co Kg | Verfahren und Vorrichtung zum Ablegen eines Textilfaserbandes in einer Faserbandkanne, insbesondere an einer Strecke |
| DE69500919T2 (de) * | 1994-11-29 | 1998-06-10 | M & M Electric Service Co Inc | Festkörper-Faserbandsensor |
| DE19721758B4 (de) * | 1996-06-29 | 2010-12-02 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Karde, bei der am Ausgang der Karde ein Flortrichter mit Abzugswalzen vorhanden ist |
| CN105274683A (zh) * | 2015-10-10 | 2016-01-27 | 安徽荣业纺织有限公司 | 一种棉纺织加工工艺 |
| CN107217341B (zh) * | 2017-07-03 | 2023-06-09 | 倪天立 | 一种适合羊绒的精梳机出条电子控制系统 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3703023A (en) * | 1969-06-24 | 1972-11-21 | Zinser Textilmaschinen Gmbh | Apparatus for rendering textile slivers uniform |
| US3862473A (en) * | 1971-12-22 | 1975-01-28 | Zellweger Uster Ag | Control of the filling level of silver reservoirs in the textile industry |
| US4019225A (en) * | 1973-01-29 | 1977-04-26 | Nayfa James E | Mill fiber treatment apparatus |
| EP0220945A2 (de) * | 1985-10-25 | 1987-05-06 | Howa Machinery Limited | Kontinuierliche Spinnanlage zum Anschluss einer Mehrzahl von Karden an eine Streckmaschine |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA587418A (en) * | 1959-11-17 | Rockwool Aktiebolaget | Control of conveyor speed in mat-forming | |
| JPS5022626B2 (de) * | 1972-10-19 | 1975-08-01 | ||
| EP0038927B2 (de) * | 1980-03-28 | 1989-05-17 | Maschinenfabrik Rieter Ag | Verfahren und Vorrichtung zum Ausregulieren von Titerschwankungen eines Faserbandes |
| DE3133438C2 (de) * | 1981-08-24 | 1983-11-03 | Heberlein Hispano S.A., 1214 Vernier-Genève | Verfahren und Vorrichtung zum automatischen Wechsen gefüllter Kannen gegen leere Kannen an einer Doppelkopfstrecke |
| IN158614B (de) * | 1982-04-01 | 1986-12-27 | Truetzschler & Co | |
| DE3505495A1 (de) * | 1985-02-16 | 1986-08-21 | W. Schlafhorst & Co, 4050 Mönchengladbach | Verfahren und vorrichtung zum austauschen leerer kannen gegen mit faserband gefuellte kannen |
| IN165584B (de) * | 1985-09-10 | 1989-11-25 | Truetzschler & Co | |
| DE3532172A1 (de) * | 1985-09-10 | 1987-03-12 | Truetzschler & Co | Vorrichtung zum automatischen transport mindestens einer kanne zwischen einer faserbandabliefernden spinnereimaschine und einer faserbandgespeisten spinnereimaschine |
| EP0312805B1 (de) * | 1987-10-07 | 1991-11-21 | Maschinenfabrik Rieter Ag | Produktionssteuerung |
| DE3803353A1 (de) * | 1988-02-05 | 1989-08-17 | Truetzschler & Co | Vorrichtung zur gewinnung von messgroessen, die der dicke von in der spinnereivorbereitung anfallenden faserverbaenden, z.b. kardenbaendern o. dgl. entsprechen |
| US4823597A (en) * | 1988-06-06 | 1989-04-25 | Myrick-White, Inc. | Sliver measuring apparatus |
| CH677782A5 (de) * | 1988-11-28 | 1991-06-28 | Rieter Ag Maschf | |
| DE3905279A1 (de) * | 1989-02-21 | 1990-08-23 | Zinser Textilmaschinen Gmbh | Kannentransportsystem strecke/strecke |
-
1990
- 1990-07-09 US US07/549,756 patent/US5067202A/en not_active Expired - Fee Related
- 1990-07-13 EP EP90113426A patent/EP0410231A1/de not_active Ceased
- 1990-07-24 DD DD90343039A patent/DD295675A5/de not_active IP Right Cessation
- 1990-07-25 JP JP2195080A patent/JPH0359117A/ja active Pending
-
1991
- 1991-08-09 US US07/743,092 patent/US5274884A/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3703023A (en) * | 1969-06-24 | 1972-11-21 | Zinser Textilmaschinen Gmbh | Apparatus for rendering textile slivers uniform |
| US3862473A (en) * | 1971-12-22 | 1975-01-28 | Zellweger Uster Ag | Control of the filling level of silver reservoirs in the textile industry |
| US4019225A (en) * | 1973-01-29 | 1977-04-26 | Nayfa James E | Mill fiber treatment apparatus |
| EP0220945A2 (de) * | 1985-10-25 | 1987-05-06 | Howa Machinery Limited | Kontinuierliche Spinnanlage zum Anschluss einer Mehrzahl von Karden an eine Streckmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0359117A (ja) | 1991-03-14 |
| US5274884A (en) | 1994-01-04 |
| US5067202A (en) | 1991-11-26 |
| DD295675A5 (de) | 1991-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69601575T3 (de) | Lagereinheit zum speichern von halbfertigen produkten mit geschwindigkeitsregelung | |
| DE68904250T2 (de) | Verfahren zum ergreifen und einfuehren eines vorgarns in open-end-spinnvorrichtungen und einrichtung zur durchfuehrung dieses verfahrens. | |
| CH643604A5 (de) | Kops- und spulenfoerdervorrichtung. | |
| EP0311831B1 (de) | Regelung von Verarbeitungsstufen einer faserverarbeitenden Anlage | |
| WO2008043408A1 (de) | Arbeitsstelle einer textilmaschine | |
| EP1009870B2 (de) | Reguliertes streckwerk | |
| DE102004017441B4 (de) | Verfahren zur Faserverbundtrennung sowie Spinnereivorbereitungsmaschine | |
| EP0410231A1 (de) | Verfahren zum Aufrechterhalten einer vorgegebenen Bandqualität in einer Karde und/oder Strecke | |
| DE4424490A1 (de) | Strecke und Verfahren zum Betrieb einer Strecke | |
| CH691485A5 (de) | Verfahren und Vorrichtung zum Füllen von Kannen mit länglichem Querschnitt an einer Spinnereimaschine. | |
| EP0401162B1 (de) | Kämmaschine | |
| EP3677711A1 (de) | Verfahren zum betreiben einer spinnmaschine sowie spinnmaschine | |
| DE102013009998A1 (de) | Verfahren zum Betreiben einer Arbeitsstelle einer Offenend-Rotorspinnmaschine sowie zugehörige Arbeitsstelle | |
| WO2004099052A1 (de) | Verfahren zur faserbandbehandlung in der kämmerei, kannengestell für kämmereimaschinen sowie maschinen in der kämmerei | |
| CH684836A5 (de) | Verfahren zur Steuerung der Arbeitsabläufe zwischen einem Bedienungsautomaten und einer Spinnstelle einer Textilmaschine. | |
| WO1998032903A1 (de) | Karde mit streckwerk am auslauf | |
| DE2310607A1 (de) | Verfahren und vorrichtung zur erzielung von gleichmaessigem fasergut zum spinnen | |
| DE3144760C2 (de) | Verfahren und Vorrichtung zum Steuern des Anspinnvorgangs bei einer Offenend-Rotorspinnmaschine | |
| DE102016110897A1 (de) | Spinnereivorbereitungsmaschine in Form einer Strecke sowie Verfahren zum Betreiben einer solchen | |
| CH217448A (de) | Verfahren und Vorrichtung zum Herstellen von Vorgarn. | |
| DE102020110991A1 (de) | Verfahren zum Trennen eines aus einer Spinnkanne an eine Spinnstelle einer Spinnmaschine gelieferten Faserbandes sowie Spinnmaschine | |
| EP0754253A1 (de) | Anordnung zum synchronisierten antreiben mehrerer achsen an kämmaschinen | |
| DE102004044551B4 (de) | Verfahren zum Betrieb einer Spinnmaschine sowie Spinnmaschine zur Ausführung dieses Verfahrens | |
| EP0093235A1 (de) | Verfahren zum Abtragen von Faserballen | |
| CH676837A5 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19901221 |
|
| 17Q | First examination report despatched |
Effective date: 19920709 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19950406 |