EP0431269A1 - Procédé et dispositif de surveillance des forces de compression d'une machine de production des comprimés - Google Patents
Procédé et dispositif de surveillance des forces de compression d'une machine de production des comprimés Download PDFInfo
- Publication number
- EP0431269A1 EP0431269A1 EP90117988A EP90117988A EP0431269A1 EP 0431269 A1 EP0431269 A1 EP 0431269A1 EP 90117988 A EP90117988 A EP 90117988A EP 90117988 A EP90117988 A EP 90117988A EP 0431269 A1 EP0431269 A1 EP 0431269A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- computer
- die plate
- pulses
- pulse generator
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003825 pressing Methods 0.000 title claims abstract description 33
- 238000000034 method Methods 0.000 title claims description 9
- 238000012544 monitoring process Methods 0.000 title claims description 5
- 238000011156 evaluation Methods 0.000 claims abstract description 9
- 230000001960 triggered effect Effects 0.000 abstract description 8
- 239000008188 pellet Substances 0.000 abstract 3
- 230000002950 deficient Effects 0.000 abstract 1
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000000418 atomic force spectrum Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012806 monitoring device Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/32—Discharging presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/005—Control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
- B30B11/08—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space co-operating with moulds carried by a turntable
Definitions
- the invention relates to a method and a device for monitoring the maximum pressing forces of a tableting machine with a rotating die plate and punches, the maximum pressing forces of which are given for further evaluation in a computer via which an ejection device for bad tablets can be controlled.
- the pressing forces used for this are continuously measured during production and compared with target values. If a measured maximum pressing force value lies outside the setpoint limits, the corresponding tablet must be sorted out. This is done by actuating an ejection device which is arranged behind a pressing station, namely behind the main printing station, the a pre-printing station is assigned. The prerequisite for this is that the maximum press force values of at least the pressure rollers of the main printing station are continuously measured and evaluated. In view of the high rotational speed of the die plate, the measurement results are evaluated on a computer, into which the measured press force values are entered.
- Monitoring the pressing forces in the manufacture of tablets is not only necessary to identify defects and to sort out bad tablets in good time, but is also monitored in order to be able to continuously provide evidence of the quality of the tablets produced and thus provide proof at a later point in time can that the tablets produced correspond to the required quality by producing them under a predetermined compression force.
- a continuous control and display of the measurement results and the size of any errors that occur can thus be made possible via the computer.
- a stamp proximity switch on the die plate as a measuring sensor, with which the time at which the maximum of the Press force is present. It is a proximity switch that triggers a switching pulse, for example, when a metal part traverses an electrical field in front of it. Accordingly, 30 pulses per revolution are triggered on a die plate with, for example, 30 die holes and put into the computer.
- this stamp proximity switch is followed by a second stamp proximity switch as a measuring transducer, the pulse length of which depends on the peripheral speed or the speed of the die plate, so that the computer can determine the position of a stamp exactly as the die plate rotates at any time.
- stamp proximity switches has proven to be incomplete if a die plate with a predetermined stamp division, such as 30 stamps, for example, is to be exchanged for another with a different stamp division, such as 24 die holes, on a tabletting machine or another die plate with the same stamp pitch but a different nature of the die holes for the purpose of producing larger or smaller tablets.
- the object of the invention is to provide a method and a device for monitoring the maximum pressing forces, which allow a die plate to be replaced by another, without the need to change the electronic device with the position of the individual punches or die plate itself is to determine these values for the measured maximum press force values for the purpose to be assigned to a further evaluation.
- the position of the die plate is continuously determined with an angular pulse generator by emitting pulses, which is connected to a computer with which the pulses can be assigned to the entered maximum pressing force values for further evaluation.
- An angular pulse generator is a commercially available measuring transducer which can either be designed as an inductive pulse generator on a magnetic basis or works on an optical basis using light-emitting diodes and photoelectric cells, the design being such that several independent pulses can be emitted simultaneously with one angular pulse generator, where it can be, for example, three individual pulse generators, which are combined in a housing or a measuring transducer.
- the angular pulse generator can be seen in the fact that it continuously measures the position of a die plate and thus its associated punches during circulation, regardless of the punch pitch or number of die holes in the respective die plate. In any case, this is the case when the signal generator for the angular pulse generator is connected to the drive of the die plate, so that it therefore changes when the die changes Zen disk does not need to be exchanged for another.
- the invention provides that a coded disk is provided as the signal transmitter, which is preferably arranged on the drive shaft of the die disk, the coding being able to consist, for example, of a line marking.
- a die plate for example, 3,600 pulses can be triggered, so that with a punch division of 30 or 30 die holes arranged over the circumference of the die plate, 120 pulses are triggered for the passage of each die, which are taken into account by evaluating the speed of the die plate allow the computer to be continuously assigned to the independently measured maximum press force values.
- the rotational speed to be taken into account for this can be continuously determined with the same angular pulse generator if the disk or the signal transmitter is provided with a marking which causes a separate pulse each time the die disk rotates.
- the angle pulse generator does not need to be adjusted, since its measurement results depend solely on the position of the stationary main pressure station or are independent of the nature of a die plate.
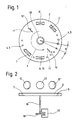
- the die plate 2 is part of a high-performance tableting machine which is designed as a so-called double rotary machine and has two main printing stations 8 and 8 ', which are preceded by pre-printing stations 7 and 7'. In relation to the direction of rotation of the die plate counterclockwise according to arrow 6, there are sorting switches 10 and 10 'behind the two main pressure stations, which have to be moved in accordance with the double arrow 11 if a bad tablet is to be eliminated.
- the pre-printing stations 7, 7' and main printing stations 8 and 8 'and sorting switches 10 and 10' are arranged in a stationary manner, while the die plate 2 rotates with the die holes 5 and the punches 4 during operation.
- a single tablet For the production of a single tablet, its powder is first pressed in a matrix bore 5 by pressure rollers 12 or 12 'in a pre-pressure station 7 or 7' and then pressed under maximum pressure with pressure rollers 13 in a main pressure station 8 or 8 '.
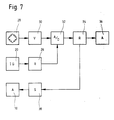
- the pressing forces used for this are measured continuously using strain gauges at a measuring point 28 (FIG. 7).
- the measuring point 28 is followed by an amplifier 30, which transmits the signals via an analog-digital converter 32 to a computer 34, which is designed as a pressing force monitoring device and for this purpose compares the received pressing force signals with setpoint limits by electronic processing.
- a control device 38 for a sorting switch 10 can be controlled in order to remove a bad tablet if it is present.
- an angular pulse generator 20 is provided for their location determination, which cooperates with a coded disk which, as a signal transmitter, is provided, for example, with a line marking through which the die disk rotates when it rotates For example, 3,600 pulses are triggered, so that each stamp has 150 pulses when it passes through a main press station.
- the signal disk 18 is arranged on the drive shaft 16 of the die plate 2, so that it rotates once with each revolution of a die plate, but is completely independent of the special nature of the die plate, that is to say is effective regardless of which stamp division is provided for the die plate.
- the pulses given by the pulse generator 20 are to be coordinated in the computer as a representation of the angular position of the die plate 2 with the independently measured pressing force values, it is only logical to orient or adjust or align the pulse generator 20 according to the point at which this maximum Pressing forces are exerted. This is the point at which the pressure rollers 13 of a main printing station 8 are located. If this point is regarded as the reference point or starting position according to FIG.
- the sorting switch 10 is located at a fixed angle ⁇ 0A1, the second pre-printing station 7 'at an angle ⁇ 0V2, the second main printing station 8' at an angle ⁇ 0H2 and the second sorting switch 10 'at an angle ⁇ 0A2, while the first pre-printing station 7 is at an angle of ⁇ 0V1 to the zero position.
- the signal disk is provided with a marking which triggers only one pulse during each revolution, which can be referred to as a circumferential pulse or circulation pulse 22, it is expedient to trigger this pulse when the marking passes through the zero starting position, that is to say to that Time at which a maximum pressing force is exerted on the main station 8 by a punch.
- a marking which triggers only one pulse during each revolution
- the marking passes through the zero starting position, that is to say to that Time at which a maximum pressing force is exerted on the main station 8 by a punch.
- FIG. 4 A corresponding representation can be found in FIG. 4, in which the pressure force curve for the punches S1, S2 and S3 is reproduced in the upper diagram and the representation below is reproduced for the circumferential pulse 22, the switching edge 23 of which lies below the maximum pressing force of the punch S1 in accordance with the line 40.
- curve (1) shows the pressure force curve at the pre-printing station 7
- curve (2) shows the pressure force curve at the main printing station 8 in each case over time (t), so that it can be seen that the maximum pressing force of the punch S1 was measured at the main printing station 8 at a later point in time than at the pre-printing station 7.
- the maximum pressing force of the punch S1 lies according to curve 2 on the zero line 40, on which the switching edge 23 of the circulating pulse 22 also lies by appropriate setting of the signal disk 18.
- the pulse chains which are designated by ⁇ 1 and ⁇ 2 and which are to be assigned to the main printing station 8 and the pre-printing station 7.
- pulse chains or the curves (4, 5) are those pulses which are input directly from the pulse generator 20 into a first computer 26 (FIG. 7) in accordance with the illustration according to FIG. 6.
- the computer 26 converts the signals Output signals corresponding to curves 6 and 7 for the pre-printing and main printing station, at which the pulses are at a distance from one another which corresponds to the stamp pitch ⁇ S1, which is entered for curves 2, 3, 4 and 5.
- the pulses corresponding to curves 6 and 7 are entered in parallel to the measured pressing forces in the second computer 34 via the analog-digital converter 32, so that a calculation of the form and the main pressure of individual stamps is made possible by a calculation, with double-rounder machines also taking into account the second press station and in addition a control of the sorting switch 10 and an output of the results in the manner of documents or via a display 36 is possible.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Presses And Accessory Devices Thereof (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3939956A DE3939956A1 (de) | 1989-12-02 | 1989-12-02 | Verfahren und einrichtung zum ueberwachen der presskraefte einer tablettiermaschine |
| DE3939956 | 1989-12-02 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0431269A1 true EP0431269A1 (fr) | 1991-06-12 |
| EP0431269B1 EP0431269B1 (fr) | 1993-08-11 |
| EP0431269B2 EP0431269B2 (fr) | 1998-11-04 |
Family
ID=6394714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90117988A Expired - Lifetime EP0431269B2 (fr) | 1989-12-02 | 1990-09-19 | Procédé et dispositif de surveillance des forces de compression d'une machine de production des comprimés |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US5145693A (fr) |
| EP (1) | EP0431269B2 (fr) |
| DE (2) | DE3939956A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0723858A1 (fr) * | 1995-01-28 | 1996-07-31 | Wilhelm Fette GmbH | Procédé pour la génération d'un diagramme force-distance des pistons d'une presse rotative à comprimées |
| WO1997027044A1 (fr) * | 1996-01-29 | 1997-07-31 | Alza Corporation | Procede et dispositif de regulation et de surveillance de machine a comprimer |
| EP0990510A3 (fr) * | 1998-09-28 | 2000-04-12 | Wilhelm Fette GmbH | Procédé de surveillance de la production dans la fabrication de comprimés par une machine rotative |
| DE19911294C1 (de) * | 1999-03-13 | 2000-06-15 | Fette Wilhelm Gmbh | Einstellverfahren für eine Rundläufertablettenpresse mit einem Winkelimpulsgeber zur Ermittlung des Preßkraftverlaufs an den einzelnen Stempeln in mindestens einer Preßstation |
| EP1810819A1 (fr) * | 2006-01-18 | 2007-07-25 | Fette GmbH | Dispositif et procédé destinés à la surveillance de la production de tablettes dans une presse rotative |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5330340A (en) * | 1992-03-25 | 1994-07-19 | The Black Clawson Company | Pelletizer with automatic knife adjustment |
| JPH0780076B2 (ja) * | 1992-04-28 | 1995-08-30 | 株式会社菊水製作所 | 回転式錠剤機の取着ロードセル点検方法 |
| US5322655A (en) * | 1993-02-19 | 1994-06-21 | Thomas Engineering, Inc. | Method for monitoring and controlling the weights of each layer of a multilayer tablet |
| USH2090H1 (en) * | 1999-12-13 | 2003-11-04 | Sherwood Services, A.G. | One-piece unitary occluder |
| DE10113414C2 (de) * | 2001-03-20 | 2003-04-24 | Fette Wilhelm Gmbh | Vorrichtung zum Aussortieren von Tabletten in einer Rundläufer-Tablettenpresse |
| US6854028B2 (en) * | 2001-03-29 | 2005-02-08 | International Business Machines Corporation | Disk drive control for improving the operation of a computer subjected to motion |
| EP1340612A1 (fr) * | 2002-02-14 | 2003-09-03 | Cofmo Preeses | Presse avec un codeur boíte à cames programmable |
| DE102004008321B3 (de) | 2004-02-20 | 2005-11-17 | Fette Gmbh | Verfahren und Vorrichtung zur Qualitätsüberwachung bei der Herstellung von Tabletten |
| DE102004008322B4 (de) * | 2004-02-20 | 2008-11-27 | Fette Gmbh | Pulverpresse |
| DE102005005012B4 (de) * | 2005-02-03 | 2007-07-05 | Fette Gmbh | Verfahren und Vorrichtung zur Sortierung von Tabletten an einer Rundläufer-Tablettenpresse |
| DE102005007790B4 (de) * | 2005-02-19 | 2007-06-28 | Fette Gmbh | Verfahren und Vorrichtung zur Versuchspressung von Mehrschichttabletten oder Manteltabletten |
| DE102006002359B4 (de) * | 2006-01-18 | 2009-01-02 | Fette Gmbh | Vorrichtung und Verfahren zur Überwachung der Produktion von Tabletten in einer Rundläuferpresse |
| WO2008016183A1 (fr) * | 2006-08-04 | 2008-02-07 | Brother Kogyo Kabushiki Kaisha | Appareil de formation d'image |
| DE102007052552B4 (de) | 2007-10-29 | 2010-01-07 | Luxner, Peter, Dipl.-Ing. | Verfahren und Vorrichtung zur Ermittlung von Steuer- und Regelparametern für Tablettenpressen |
| FR3094656B1 (fr) | 2019-04-03 | 2022-01-07 | Safran Aircraft Engines | Outil de brochage, machine de brochage comportant un tel outil et procédé d’usinage d’une pièce au moyen d’une telle machine |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1958393A1 (de) * | 1969-11-21 | 1971-06-09 | Heidenhain Gmbh Dr Johannes | Vorrichtung zur Winkeleinstellung |
| AT337532B (de) * | 1975-06-25 | 1977-07-11 | Leinweber Anstalt Ing Joh | Vorrichtung zur optoelektronischen ubertragung von stellsignalen von einem feststehenden teil einer arbeitsmaschine an vorrichtungen bei taktweise weiterdrehenden rundtischen |
| DE2824547A1 (de) * | 1978-06-05 | 1979-12-13 | Fette Wilhelm Gmbh | Verfahren und einrichtung zum aussortieren von tabletten nach ihrer herstellung in einer tablettiermaschine |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2520662C3 (de) * | 1975-05-09 | 1983-11-03 | Wilhelm Fette Gmbh, 2053 Schwarzenbek | Einrichtung zum Überwachen der Preßkräfte der Stempel einer Tablettenpresse |
| GB1551954A (en) * | 1975-05-28 | 1979-09-05 | Hoffmann La Roche | Standardization of a physiochemical parameter of a batch of formulation in tabletted form |
| US4100598A (en) * | 1975-09-05 | 1978-07-11 | Hoffmann-La Roche Inc. | Tablet press related instrumentation for use in development and control of formulations of pharmaceutical granulations |
| US4030868A (en) * | 1976-03-15 | 1977-06-21 | Hoffmann-La Roche Inc. | Force measurement and analysis particularly relating to rotary tablet presses |
| US4253811A (en) * | 1979-07-13 | 1981-03-03 | Firma Wilhelm Fette Gmbh | Method of and a device for sorting pellets upon their molding in a preforming press |
| JPS5829600A (ja) * | 1981-08-12 | 1983-02-21 | 株式会社 アマダ | マイクロコンピユ−タによるプレスの制御装置 |
| DE3241063A1 (de) * | 1982-11-06 | 1984-05-10 | Siegfried Ing.(grad.) 7321 Börtlingen Schwarz | Verfahren und einrichtung zur ueberwachung der kraefte an stanzpressen o. dgl. |
| US4570229A (en) * | 1983-09-19 | 1986-02-11 | Pennwalt Corporation | Tablet press controller and method |
| US4606205A (en) * | 1984-11-09 | 1986-08-19 | Continental Can Company, Inc. | Applied force monitor for apparatus for forming products from sheet material |
| US4817006A (en) * | 1986-03-28 | 1989-03-28 | Thomas Engineering, Inc. | Pharmaceutical tablet press control mechanism |
| JPS6310036A (ja) * | 1986-06-30 | 1988-01-16 | Asahi Okuma Ind Co Ltd | パ−ツホ−マ− |
| DE8801566U1 (de) * | 1987-10-22 | 1988-06-01 | ELBEK-Elektroautomation GmbH, 5900 Siegen | Gerät zur Sicherung von Werkzeugen an Stanzen und Pressen |
| DE3735677A1 (de) * | 1987-10-22 | 1989-05-03 | Hohner Elektrotechnik Kg | Drehsignalgeber |
| IT1221567B (it) * | 1987-12-30 | 1990-07-12 | Ima Spa | Macchina comprimitrice per la realizzazione di compresse |
-
1989
- 1989-12-02 DE DE3939956A patent/DE3939956A1/de not_active Withdrawn
-
1990
- 1990-09-19 EP EP90117988A patent/EP0431269B2/fr not_active Expired - Lifetime
- 1990-09-19 DE DE9090117988T patent/DE59002304D1/de not_active Expired - Fee Related
- 1990-11-08 US US07/611,176 patent/US5145693A/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1958393A1 (de) * | 1969-11-21 | 1971-06-09 | Heidenhain Gmbh Dr Johannes | Vorrichtung zur Winkeleinstellung |
| AT337532B (de) * | 1975-06-25 | 1977-07-11 | Leinweber Anstalt Ing Joh | Vorrichtung zur optoelektronischen ubertragung von stellsignalen von einem feststehenden teil einer arbeitsmaschine an vorrichtungen bei taktweise weiterdrehenden rundtischen |
| DE2824547A1 (de) * | 1978-06-05 | 1979-12-13 | Fette Wilhelm Gmbh | Verfahren und einrichtung zum aussortieren von tabletten nach ihrer herstellung in einer tablettiermaschine |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0723858A1 (fr) * | 1995-01-28 | 1996-07-31 | Wilhelm Fette GmbH | Procédé pour la génération d'un diagramme force-distance des pistons d'une presse rotative à comprimées |
| DE19502596A1 (de) * | 1995-01-28 | 1996-08-14 | Fette Wilhelm Gmbh | Verfahren zur Erstellung eines Kraft-Weg-Diagramms der Preßstempel einer Rundläufer-Tablettenpresse |
| US5699273A (en) * | 1995-01-28 | 1997-12-16 | Wilhelm Fette Gmbh | Method and apparatus for determining the force-displacement diagram of the pairs of punches of a rotary pelleting machine |
| WO1997027044A1 (fr) * | 1996-01-29 | 1997-07-31 | Alza Corporation | Procede et dispositif de regulation et de surveillance de machine a comprimer |
| US5838571A (en) * | 1996-01-29 | 1998-11-17 | Alza Corporation | Tablet press monitoring and controlling method and apparatus |
| EP0990510A3 (fr) * | 1998-09-28 | 2000-04-12 | Wilhelm Fette GmbH | Procédé de surveillance de la production dans la fabrication de comprimés par une machine rotative |
| US6319435B1 (en) | 1998-09-28 | 2001-11-20 | Wilhelm Fette Gmbh | Method for production monitoring with the manufacture of tablets in a rotary tabletting machine |
| DE19911294C1 (de) * | 1999-03-13 | 2000-06-15 | Fette Wilhelm Gmbh | Einstellverfahren für eine Rundläufertablettenpresse mit einem Winkelimpulsgeber zur Ermittlung des Preßkraftverlaufs an den einzelnen Stempeln in mindestens einer Preßstation |
| EP1810819A1 (fr) * | 2006-01-18 | 2007-07-25 | Fette GmbH | Dispositif et procédé destinés à la surveillance de la production de tablettes dans une presse rotative |
Also Published As
| Publication number | Publication date |
|---|---|
| US5145693A (en) | 1992-09-08 |
| DE3939956A1 (de) | 1991-06-06 |
| EP0431269B2 (fr) | 1998-11-04 |
| EP0431269B1 (fr) | 1993-08-11 |
| DE59002304D1 (de) | 1993-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0431269B1 (fr) | Procédé et dispositif de surveillance des forces de compression d'une machine de production des comprimés | |
| DE2520662C3 (de) | Einrichtung zum Überwachen der Preßkräfte der Stempel einer Tablettenpresse | |
| DE102008035301B3 (de) | Pulverpresse | |
| EP1693182B1 (fr) | Procédé et dispositif pour le pressage d'essai de comprimés multi-couches ou de comprimés enrobés | |
| DE2600680A1 (de) | Verfahren zur steuerung des betriebsablaufs von werkzeugmaschinen und einrichtung zur durchfuehrung des verfahrens | |
| EP2036707B1 (fr) | Presse rotative avec dispositif de surveillance optique | |
| EP3475027B1 (fr) | Installation d'usinage d'éléments formant flans circulaires | |
| EP0204266B1 (fr) | Presse à tablettes | |
| DE19502596C2 (de) | Meßgerät und Rechner zur Überprüfung der auf einer Rundläuferpresse hergestellten Tabletten der laufenden Produktion | |
| EP0642853B1 (fr) | Procédé pour joindre des plaques minces et dispositif pour la mise en oeuvre du procédé | |
| DE102006002359B4 (de) | Vorrichtung und Verfahren zur Überwachung der Produktion von Tabletten in einer Rundläuferpresse | |
| DE202018006065U1 (de) | Rundläufer-Tablettenpresse sowie Tablettenablauf hierfür | |
| DE2029094C3 (de) | Rundlauf-Tablettierpresse | |
| EP3650213A1 (fr) | Presse à comprimés et procédé de fabrication d'une comprimé | |
| AT389847B (de) | Elektronisch gesteuerte auswerfvorrichtung fuer fehlerhafte presslinge von einer tablettenpresse mit einem matrizendrehtisch | |
| EP0813472B1 (fr) | Dispositif pour fabriquer des comprimes | |
| EP0620108A1 (fr) | Ensemble de poinçons pour une machine de fabrication de comprimés | |
| DE102011101286B4 (de) | Rundläuferpresse und Verfahren zum Betreiben einer Rundläuferpresse | |
| EP1473145B1 (fr) | Procédé pour le pressage d'essai de comprimés | |
| DE3823417A1 (de) | Verfahren und einrichtung zum ueberwachen der presskraefte der stempel einer tablettenpresse | |
| DE3639918A1 (de) | Vorrichtung zur steuerung und ueberwachung einer rotationstablettierpresse | |
| EP1810819B1 (fr) | Presse rotative et procédé destinés à la surveillance de la production de tablettes dans une presse rotative | |
| EP0492193B1 (fr) | Procédé et appareil pour insérer une broche dans une plaque mince | |
| DE2547439A1 (de) | Werkzeugsicherung, insbesondere fuer eine werkzeugmaschine | |
| CH668032A5 (en) | Unevenly-pressed ceramic item detection method - measures pressure distribution over surface and compares with desired value |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19910515 |
|
| 17Q | First examination report despatched |
Effective date: 19930122 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 59002304 Country of ref document: DE Date of ref document: 19930916 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19931001 |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: KORSCH PRESSEN GMBH Effective date: 19940507 |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APCC | Communication from the board of appeal sent |
Free format text: ORIGINAL CODE: EPIDOS OBAPO |
|
| APCC | Communication from the board of appeal sent |
Free format text: ORIGINAL CODE: EPIDOS OBAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19981104 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): BE CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| ITF | It: translation for a ep patent filed | ||
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20080818 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20080827 Year of fee payment: 19 Ref country code: FR Payment date: 20080915 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080924 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080731 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20080901 Year of fee payment: 19 |
|
| BERE | Be: lapsed |
Owner name: WILHELM *FETTE G.M.B.H. Effective date: 20090930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090919 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100401 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090919 |