EP0437246A2 - Presse pour la fabrication d'assemblages par dents collées - Google Patents
Presse pour la fabrication d'assemblages par dents collées Download PDFInfo
- Publication number
- EP0437246A2 EP0437246A2 EP91100205A EP91100205A EP0437246A2 EP 0437246 A2 EP0437246 A2 EP 0437246A2 EP 91100205 A EP91100205 A EP 91100205A EP 91100205 A EP91100205 A EP 91100205A EP 0437246 A2 EP0437246 A2 EP 0437246A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- boards
- tables
- finger
- press
- transport
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003825 pressing Methods 0.000 claims abstract description 18
- 210000001145 finger joint Anatomy 0.000 claims abstract description 13
- 239000003292 glue Substances 0.000 claims abstract description 6
- 238000004519 manufacturing process Methods 0.000 claims abstract description 3
- 238000000034 method Methods 0.000 description 4
- 238000004026 adhesive bonding Methods 0.000 description 3
- 239000011120 plywood Substances 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 1
- 238000005246 galvanizing Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M3/00—Manufacture or reconditioning of specific semi-finished or finished articles
- B27M3/0013—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles
- B27M3/0026—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles characterised by oblong elements connected laterally
- B27M3/0053—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles characterised by oblong elements connected laterally using glue
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27D—WORKING VENEER OR PLYWOOD
- B27D1/00—Joining wood veneer with any material; Forming articles thereby; Preparatory processing of surfaces to be joined, e.g. scoring
- B27D1/10—Butting blanks of veneer; Joining same along edges; Preparatory processing of edges, e.g. cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F1/00—Dovetailed work; Tenons; Making tongues or grooves; Groove- and- tongue jointed work; Finger- joints
- B27F1/02—Making tongues or grooves, of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F1/00—Dovetailed work; Tenons; Making tongues or grooves; Groove- and- tongue jointed work; Finger- joints
- B27F1/16—Making finger joints, i.e. joints having tapers in the opposite direction to those of dovetail joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M3/00—Manufacture or reconditioning of specific semi-finished or finished articles
- B27M3/0013—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles
- B27M3/002—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles characterised by oblong elements connected at their ends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/02—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by lever mechanism
- B30B1/08—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by lever mechanism operated by fluid-pressure means
Definitions
- the invention relates to a finger press for the production of finger connections of boards provided with finger joints on their end faces in finger cutters and indicated with glue on the finger joints.
- medium-high and high-performance continuous presses are used, which have an upper and a lower plate belt, which force-push the boards through the press.
- the gluing pressure must be 50 to 100 kg per square centimeter, i.e. with a usual board cross-section of 25 X 4 cm, 5,000 to 10,000 kg feed force. If the boards are 4 to 5 m long and 10 or more connections are crimped per minute, there is a high energy requirement. With a feed rate of 50 m per minute, 45 kW are required for a press generating 5,000 kg or 90 kW for 10,000 kg. Apart from the complicated construction of such presses, this effort is very high. With cycle presses, a holding pressure must be exerted on the two boards to be joined, which is usually twice the feed pressure.
- the object of the invention was to develop a finger press with a significantly lower energy requirement, simpler construction and a smaller installation and operating area.
- the presses according to the invention meet all the requirements and conditions set for the task. It is a particular advantage that the endless board tracks produced with such presses after very short dwell times instead of the otherwise necessary 8 to 24 hours in the plywood presses can be conveyed.
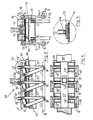
- the finger joint press shown in the drawings has a table 5 which is movable on tracks 1 and 2 with rollers 3 and 4 (FIG. 3) in FIG. 1 on the left.
- table 5 At this table 5 there are articulated joints 6, on which lever arms 7 are articulated, which are connected at their lower end in further joints 8 with a horizontal pull rod 9 in a force-locking manner.
- a pressing device 10 arranged above the table 5 has a longitudinal beam 11, on the underside of which rails which are transverse to it 12 are welded, which in turn carry bridges 13 on their underside, which grip across the table 5, on which 12 shafts 14 lie between the rails. Press shoes 15 are provided on the undersides of the bridges 13 for resting on the boards 16 to be pressed.
- tension members 17 are articulated, which at their lower ends together with the lever arms 7 in joints 8 are non-positively connected to the pull rod 9.
- Further lever arms 18 are arranged between the upper ends of the tension members 17 and the lever arms 7, so that lever arms 7, tension members 17 and the further lever arms 18 form rigid triangles which can be pivoted in the articulation points of the joints 6.
- the pull rod 9 engages and can raise the shaft 14 in its horizontal movement by pivoting the triangles or press it down. The same arrangement is provided on the other side of the table 5.
- a second table 19 is arranged on the right in FIG. 1, the pressing device 10 'of which is mirror-inverted with the pressing device 10 of the table 5, with tie rods 9' also at the lower ends of the triangles 7 ', 17', 18 'are articulated.
- the tie rods 9 and 9 ' are connected between the tables 5 and 19 with a working cylinder 20 with which they are apart or in their longitudinal direction can be pushed together, the triangles performing the described pivoting movements.
- the mode of operation is as follows:
- the working cylinders 20 move the tie rods 9, 9 'in the direction of the arrows 21, 22 and thus the tables 5, 19 apart.
- the pressing devices 10, 10' are raised, so that the boards to be pressed can be inserted under them.
- All movement functions of the finger joint press described can be carried out by working cylinders or in their place by electric motors driving screw spindles. Programming for the coordination of the individual movement processes is possible without difficulty, so that the entire work process can run continuously automatically.
- the pressed boards can be transported from the finger joint press described on a belt without mechanical stress after cutting to a plywood carrier press, where their gluing finally hardens.
- the above-mentioned dwell time in the finger press is sufficient for a connection that meets the requirements of this transport. In this way, parking and storage space can be considerable be saved.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Veneer Processing And Manufacture Of Plywood (AREA)
- Dovetailed Work, And Nailing Machines And Stapling Machines For Wood (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Seal Device For Vehicle (AREA)
- Scissors And Nippers (AREA)
- Dental Tools And Instruments Or Auxiliary Dental Instruments (AREA)
- Electrophonic Musical Instruments (AREA)
- Wire Bonding (AREA)
- Surgical Instruments (AREA)
- Saccharide Compounds (AREA)
- Finger-Pressure Massage (AREA)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19904000804 DE4000804A1 (de) | 1990-01-12 | 1990-01-12 | Energie- platz- und kostensparendes verfahren zur herstellung von endlosen hoelzern durch keilzinkung zu brettschichtholztraegern und anderen holzerzeugnissen, die ohne belastung der noch nicht ausgehaerteten keilzinkenfuge eine verleimung zu schichtholz ermoeglicht, sowie vorrichtungen dazu |
| DE4000804 | 1990-01-12 | ||
| DE4035423A DE4035423A1 (de) | 1990-01-12 | 1990-11-07 | Energie- platz- und kostensparendes verfahren zur herstellung von endlosen hoelzern durch keilzinkung zu brettschichtholztraegern und anderen holzerzeugnissen, die ohne belastung der noch nicht ausgehaerteten keilzinkenfuge eine verleimung zu schichtholz ermoeglicht sowie vorrichtungen dazu |
| DE4035423 | 1990-11-07 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0437246A2 true EP0437246A2 (fr) | 1991-07-17 |
| EP0437246A3 EP0437246A3 (en) | 1991-11-06 |
| EP0437246B1 EP0437246B1 (fr) | 1995-04-26 |
Family
ID=25889021
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91100204A Expired - Lifetime EP0437245B1 (fr) | 1990-01-12 | 1991-01-08 | Procédé et dispositif pour la fabrication d'assemblages par dents collées |
| EP91100205A Expired - Lifetime EP0437246B1 (fr) | 1990-01-12 | 1991-01-08 | Presse pour la fabrication d'assemblages par dents collées |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91100204A Expired - Lifetime EP0437245B1 (fr) | 1990-01-12 | 1991-01-08 | Procédé et dispositif pour la fabrication d'assemblages par dents collées |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US5090462A (fr) |
| EP (2) | EP0437245B1 (fr) |
| JP (2) | JPH04211902A (fr) |
| AT (2) | ATE121665T1 (fr) |
| DE (3) | DE4035423A1 (fr) |
| FI (2) | FI910163A7 (fr) |
| RU (2) | RU2070108C1 (fr) |
| YU (2) | YU2291A (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108406985A (zh) * | 2018-05-16 | 2018-08-17 | 沙县香材主机械制造有限公司 | 一种自锁式拼板装置 |
| CN112497385A (zh) * | 2020-11-25 | 2021-03-16 | 高邮市力博机床附件厂 | 一种木工接料装置中的喷胶机构 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4114820A1 (de) * | 1991-05-07 | 1992-11-12 | Reinhard Dimter | Keilzinkenpresse sowie kombinierte keilzinkenfraes-beleim und -pressanlagen |
| US5457869A (en) * | 1992-12-07 | 1995-10-17 | Doyle; James J. | Slat removal and nail stubble elimination apparatus for use in repairing pallets |
| US5588578A (en) * | 1994-09-02 | 1996-12-31 | Doyle; James J. | Nail flattening apparatus |
| US5679191A (en) * | 1995-07-20 | 1997-10-21 | Robinson; T. Lee | Method of fabricating trailer length platform truck flooring |
| US5934347A (en) * | 1997-06-19 | 1999-08-10 | Phelps; Marvin M. | System and process for material management |
| US6701984B2 (en) | 1999-12-15 | 2004-03-09 | 9069-0470 Quebec Inc. | Wood board made of a plurality of wood pieces, method of manufacture and apparatus |
| RU2180883C1 (ru) * | 2001-06-04 | 2002-03-27 | Открытое акционерное общество "Всероссийский научно-исследовательский и конструкторский институт деревообрабатывающего машиностроения" | Пресс сращивания для изготовления клееного бруса |
| RU2181662C1 (ru) * | 2001-06-19 | 2002-04-27 | Открытое акционерное общество "Всероссийский научно-исследовательский и конструкторский институт деревообрабатывающего машиностроения" | Пресс сращивания древесины по длине |
| US6546980B2 (en) * | 2001-06-26 | 2003-04-15 | Feng-Yuan Chen | Method of fabricating bamboo slats for bamboo blinds |
| DE102004040129B3 (de) * | 2004-08-18 | 2005-09-08 | Nkt Neue-Keilzink-Technologie Maschinenbau Ohg | Vorrichtung zum Bearbeiten der Stirnseiten von Schnitthölzern |
| US7703488B1 (en) | 2006-04-14 | 2010-04-27 | Douglas Lawrence M | Through dovetailing jig assembly |
| US8342161B2 (en) * | 2007-01-18 | 2013-01-01 | New Archery Products Corp. | Arrow rest |
| DE102007022988B4 (de) | 2007-05-15 | 2011-06-01 | jöma GmbH | Transportvorrichtung für eine Keilverzinkungsanlage |
| RU2371309C1 (ru) * | 2008-03-31 | 2009-10-27 | Государственное образовательное учреждение высшего профессионального образования "Кубанский государственный технологический университет" (ГОУ ВПО "КубГТУ") | Линия склеивания древесных заготовок по длине |
| US7857019B2 (en) * | 2008-06-03 | 2010-12-28 | Phillip Freeman Willis | System and method for cutting a profile in a workpiece |
| CN103612297A (zh) * | 2013-11-25 | 2014-03-05 | 杨洪斌 | 酸枝木指接板方法 |
| US11787081B1 (en) | 2023-05-30 | 2023-10-17 | Frametec Alpha IP LLC | Wooden truss manufacturing system and method |
| US12202169B2 (en) | 2023-05-30 | 2025-01-21 | Frametec Alpha IP LLC | Wooden truss manufacturing system including multiple printers and method |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1110393B (de) * | 1958-02-24 | 1961-07-06 | Huebel & Platzer | Vorrichtung zum Laengsverleimen von Holz oder holzaehnlichen Werkstoffen |
| DE1212282B (de) * | 1963-02-06 | 1966-03-10 | Huebel & Platzer | Einrichtung zum Verbinden von Werkstuecken an ihren Stirnenden mittels eines Bindemittels, insbesondere von Werkstuecken aus Holz |
| DE1453268A1 (de) * | 1964-04-28 | 1969-10-02 | Erwin Dimter | Keilzinkenfraesmaschine |
| DE1921599A1 (de) * | 1969-04-28 | 1970-11-12 | Hombak Maschinenfab Kg | Anlage zur Stirnholzverleimung mittels Keilzinken |
| DE2504307A1 (de) * | 1975-02-03 | 1976-08-05 | Kindal Kapital Und Handelsgese | Vorrichtung zum ausrichten von ungleichlangen hoelzern im paket |
| GB1471511A (en) * | 1975-03-22 | 1977-04-27 | Wadkin Ltd | End-jointing of timber |
| DE2524100A1 (de) * | 1975-05-30 | 1976-12-09 | Festo Maschf Stoll G | Einrichtung zum aufarbeiten von werkstuecken in form von holz-laengsverschnitt kleiner laenge zu nutzholz, beispielsweise leisten, balken und/oder dgl. |
| GB1464807A (en) * | 1975-09-25 | 1977-02-16 | Nord B I | Method and apparatus for the joining together of pieces of wood |
| DE2545274C3 (de) * | 1975-10-09 | 1980-02-14 | Sauter Maschinenbau Kg, 7519 Zaisenhausen | Anlage zur Herstellung von Keilzinken an Enden von Holzwerkstücken für die Holzlängsverleimung |
| GB1509473A (en) * | 1976-11-29 | 1978-05-04 | Cook Bolinders Ltd | Finger jointing machine |
| US4248280A (en) * | 1978-12-07 | 1981-02-03 | Taylor Keith A | Method and machine structure for finger jointing of lumber |
| GB8608892D0 (en) * | 1986-04-11 | 1986-05-14 | Wadkin Public Ltd Co | Cutting end joints |
| DE3717731A1 (de) * | 1987-05-26 | 1988-12-15 | Okoma Maschf Gmbh | Holzbearbeitungsmaschine |
| IT213575Z2 (it) * | 1988-01-07 | 1990-01-22 | Essetre | Bordatrice per pannelli. |
-
1990
- 1990-11-07 DE DE4035423A patent/DE4035423A1/de not_active Ceased
-
1991
- 1991-01-08 DE DE59107952T patent/DE59107952D1/de not_active Expired - Fee Related
- 1991-01-08 DE DE59105282T patent/DE59105282D1/de not_active Expired - Fee Related
- 1991-01-08 EP EP91100204A patent/EP0437245B1/fr not_active Expired - Lifetime
- 1991-01-08 AT AT91100205T patent/ATE121665T1/de not_active IP Right Cessation
- 1991-01-08 EP EP91100205A patent/EP0437246B1/fr not_active Expired - Lifetime
- 1991-01-08 AT AT91100204T patent/ATE139724T1/de not_active IP Right Cessation
- 1991-01-10 JP JP3001597A patent/JPH04211902A/ja not_active Withdrawn
- 1991-01-10 YU YU2291A patent/YU2291A/sh unknown
- 1991-01-10 JP JP3001594A patent/JPH04211901A/ja active Pending
- 1991-01-10 YU YU2791A patent/YU2791A/sh unknown
- 1991-01-11 US US07/640,245 patent/US5090462A/en not_active Expired - Fee Related
- 1991-01-11 FI FI910163A patent/FI910163A7/fi not_active Application Discontinuation
- 1991-01-11 FI FI910164A patent/FI910164L/fi not_active Application Discontinuation
- 1991-01-11 RU SU914894266A patent/RU2070108C1/ru active
- 1991-01-11 US US07/640,244 patent/US5137066A/en not_active Expired - Fee Related
- 1991-01-11 RU SU914894369A patent/RU2067525C1/ru active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108406985A (zh) * | 2018-05-16 | 2018-08-17 | 沙县香材主机械制造有限公司 | 一种自锁式拼板装置 |
| CN112497385A (zh) * | 2020-11-25 | 2021-03-16 | 高邮市力博机床附件厂 | 一种木工接料装置中的喷胶机构 |
| CN112497385B (zh) * | 2020-11-25 | 2022-07-12 | 高邮市力博机床附件厂 | 一种木工接料装置中的喷胶机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2070108C1 (ru) | 1996-12-10 |
| YU2291A (sh) | 1995-01-31 |
| JPH04211901A (ja) | 1992-08-03 |
| YU2791A (sh) | 1995-01-31 |
| DE4035423A1 (de) | 1992-06-04 |
| EP0437246A3 (en) | 1991-11-06 |
| US5090462A (en) | 1992-02-25 |
| EP0437245A3 (en) | 1991-11-06 |
| FI910164A7 (fi) | 1991-07-13 |
| EP0437246B1 (fr) | 1995-04-26 |
| US5137066A (en) | 1992-08-11 |
| ATE139724T1 (de) | 1996-07-15 |
| RU2067525C1 (ru) | 1996-10-10 |
| ATE121665T1 (de) | 1995-05-15 |
| JPH04211902A (ja) | 1992-08-03 |
| DE59105282D1 (de) | 1995-06-01 |
| FI910164A0 (fi) | 1991-01-11 |
| FI910163A0 (fi) | 1991-01-11 |
| EP0437245A2 (fr) | 1991-07-17 |
| DE59107952D1 (de) | 1996-08-01 |
| EP0437245B1 (fr) | 1996-06-26 |
| FI910164L (fi) | 1991-07-13 |
| FI910163A7 (fi) | 1991-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0437246B1 (fr) | Presse pour la fabrication d'assemblages par dents collées | |
| EP0910248B1 (fr) | Procede, dispositif et outil de decoupage pour la production de morceaux de pate individuels a partir d'une bande de pate continue | |
| DE2547149A1 (de) | Verfahren und vorrichtung zur herstellung von platten oder tafeln aus zellstoff bzw. faser- oder spanwerkstoff | |
| EP3006197A1 (fr) | Dispositif et procédé d'alignement de sections de matériau essentiellement plates | |
| DE3507676A1 (de) | Vorrichtung zum verschieben von greifern auf den greiferschienen einer stufenpresse | |
| DE3409178C2 (de) | Einrichtung zum Zusammensetzen und Verbinden von flächigen Werkstücken | |
| DE4015366C1 (fr) | ||
| DE102007038674B4 (de) | Vorrichtung und Arbeitsverfahren zur Herstellung von großformatigen Sandwich-Leichtbauplatten | |
| EP0130359B1 (fr) | Procédé de fabrication de barres porteuses, profilés, poutres et identiques en petits morceaux végétaux comprimés | |
| DE102006050648B3 (de) | Vorrichtung zum Umsetzen von Blechteilen zwischen zwei Pressen und zum Wechseln der Greifwerkzeuge | |
| EP0225577B1 (fr) | Presse pour la fabrication de panneaux de bois | |
| EP0718091A1 (fr) | Presse d'estampage de monnaie | |
| DE2254708A1 (de) | Plattenpresse mit fortlaufender arbeitsweise | |
| DE3109150C1 (de) | Anlage zum Stanzen von frischen Asbestzementformkörpern | |
| DD229320A1 (de) | Greiferschienenwechseleinrichtung beim automatischen werkzeugwechsel an pressen | |
| DE2832094C3 (de) | Mit einer wellenförmigen Preßfläche ausgebildete Preßvorrichtung innerhalb einer Anlage zum Herstellen von gewellten Asbestzementplatten | |
| DE2211816A1 (de) | Verfahren und Vorrichtung zum Aufbringen eines Überzuges auf einen Kern | |
| DE1209091B (de) | Vorrichtung zum Verbinden der Raender duenner Platten durch Falzen | |
| DE3233741A1 (de) | Vorrichtung zum verbinden von zwei stumpf gestossenen bewehrungsstaeben mittels einer muffe | |
| AT246977B (de) | Vorrichtung zum Herstellung von aus Holzlamellen gebildeten Klein-Parkett-Tafeln | |
| DE29608329U1 (de) | Preßvorrichtung zum Druckformen von Dachziegel-Preßlingen | |
| DE102023101981A1 (de) | Keilzinkanlage und Verbindungsstation für Keilzinkanlage | |
| EP4257314A1 (fr) | Table de fabrication et procédé de fabrication de panneaux constitués de plusieurs panneaux | |
| DE2448356A1 (de) | Durchlaufpresse zur kunstharzbeschichtung oder zum furnieren flaechiger werkstuecke | |
| DE3321020A1 (de) | Verfahren zur teilerneuerung von mitnehmern der kettenbaender in rinnenfoerderern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19910123 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT DE FR GB IT SE |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19930816 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB IT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19950426 Ref country code: GB Effective date: 19950426 Ref country code: FR Effective date: 19950426 |
|
| REF | Corresponds to: |
Ref document number: 121665 Country of ref document: AT Date of ref document: 19950515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59105282 Country of ref document: DE Date of ref document: 19950601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19950726 |
|
| EN | Fr: translation not filed | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19950426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19960108 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030131 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040803 |