EP1825954A1 - Appareil à brosse - Google Patents
Appareil à brosse Download PDFInfo
- Publication number
- EP1825954A1 EP1825954A1 EP07000172A EP07000172A EP1825954A1 EP 1825954 A1 EP1825954 A1 EP 1825954A1 EP 07000172 A EP07000172 A EP 07000172A EP 07000172 A EP07000172 A EP 07000172A EP 1825954 A1 EP1825954 A1 EP 1825954A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpieces
- processing unit
- drive
- brush
- brushing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0069—Other grinding machines or devices with means for feeding the work-pieces to the grinding tool, e.g. turntables, transfer means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B29/00—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents
- B24B29/005—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents using brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/16—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the load
Definitions
- the invention relates to a brushing device according to independent claim 1.
- Brushing machines for treating technical or decorative surfaces for example for deburring, grinding or fine grinding and polishing are long known in a design as a simple brush holder with manual delivery of Bürstguts.
- various brushing devices have been developed to ensure, on the one hand, a higher degree of automation and, on the other hand, a higher reproducibility of the brushing process.
- CNC-controlled systems from Sinjet Osborn are known which are used for surface modification.
- these systems are used for deburring tools.
- These systems are technically complex and expensive, since here too a CNC control acts on a movable in several axes Bürstarm.
- the delivery of the brush to the surfaces to be machined can be done, for example, by entering the geometric tool dimensions from which the corresponding delivery is calculated. This requires an additional operating effort.
- a much simpler principle is known from a brushing machine of René Gerber AG.
- This machine works in batch mode, loading a turret equipped with radially outwardly directed holders with shank tools and then processing the tools together by means of a revolving disc brush. After completion of the brushing process, the brush disc is lifted and reloaded the revolver.
- a batch operation with corresponding loading and unloading times can be disadvantageous.
- the tools are machined differently over the length of the shaft so that the brushing action on long tools can be much more pronounced at the tip than at the edge portions near the shaft. In addition to the respectively given brush / loading geometry, this is another reason why only machines with a limited length can be machined with such machines.
- the object of the present invention is therefore to provide a brushing device for essentially rotationally symmetrical workpieces, which avoids the disadvantages of the prior art described above.
- a continuous uniform brushing of workpieces with different diameters and lengths should thus be made possible without additional operating effort.
- Such a brushing device is realized by a device according to the features of claim 1, wherein the dependent claims describe different embodiments of the invention.
- the device for processing technical surfaces is particularly suitable for the treatment of substantially rotationally symmetrical workpieces and comprises at least one processing unit, a workpiece carrier with drive and at least two or more rotatably mounted thereon holders for the delivery of workpieces to the processing unit.
- the processing unit comprises means for producing a substantially constant contact pressure on the surface of the workpieces and the drive is designed so that it determines the time sequence of the delivery and treatment duration of the workpieces to the processing unit.
- At least one processing unit comprises a brushing or sanding unit, in particular preferably a round or belt brush.
- gas pressure dampers to produce the constant contact pressure, gas pressure dampers, spring means, elastic means or weight-average and, if required, lever means can be used.
- the workpiece carrier may be plate or belt-shaped and provided with a continuously, cyclically or stepwise delivering drive.
- the holders can be rotatable by separate drive means, which comprise, for example, at least one toothed wheel, a ring gear, a friction wheel, a friction ring or the like, or preferably by the tangential forces of the processing unit acting on the circumference of the workpieces.
- a brushing device By such a brushing device is a continuous, gradual and / or cyclical guidance of the rotatable about its own axis workpieces, past the brush stations and a simple assembly and removal of the workpieces to be treated possible without interrupting the brushing process.
- Brush parameters such as time, contact pressure, brushing angle and rotational speed of the brushes are automatically adjusted to different diameters and lengths of the workpieces after selection of the brushing means, and if necessary adjusting the brushing angle without further effort and thus ensures a defined final state of the machined surfaces.
- the individual support satellites can be rotated, for example by rolling on a stationary sprocket, whereby the rotational speed can be varied as known to those skilled in the art.
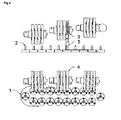
- Fig. 1 shows a belt brushing device.
- the workpieces can be moved without interruption of the circulation or clocked.
- the number and position of the brushes 4 may vary.
- the brush length as known to be adjusted (extension of the roll spacing or distances and / or extension of the belt).
- the modification for example: smoothing, roughening, edge preparation, rounding, deburring
- the holder 5 with the tool 3 rotates about the axis of the satellite 2.
- the direction of rotation and speeds can be varied for plates 1 or band 1 ', satellite 2 or brush 4 if necessary (left and right-handed rotation, different angular velocities).
- the satellite rotation is effected by the force transmitted from the brush 4 to the tools 3.
- the brush 4 can be adjusted depending on the requirements at an angle to the workpiece to brush for example parallel to the flute angle. To ensure even treatment over the entire length of the tool. Brushes 4, especially round brushes as shown in Fig. 2 and Fig. 4, can be arranged overlapping in height. Alternatively, one or more brushes 4 may be moved up and down during the treatment, preferably parallel to the tools. In addition, the brush 4 can be delivered, for example, via a gas spring 6 with a defined pressure with the force of 1-100N to the tool. Analogous devices which exert corresponding advancing forces on the brush by spring means, elastic means or weight-average, if necessary with lever reinforcement, are known to the person skilled in the art.
- the compensation to various types varying in diameter and length tools is carried out simply and advantageously purely mechanically, without additional control, since the alignment is done by self-adjustment. If a tool with a larger diameter follows a smaller tool, the brush automatically swivels by the required amount to the side and vice versa, whereby the contact pressure remains the same for both diameters.
- the brush unit 4 including drive motors may be mounted on a pivot arm, not shown here in detail. The pivoting can be to the side or in height.
- the brackets 5 can be made pluggable in a simple manner on the turntable or the tape.
- a clamping or otherwise acting fastening device may further be provided.
- a known clamping spring can be mounted in or on the holder, which holds the tool 3 sufficiently firmly in the holder 5.
- Shank tools and rotationally symmetrical components can be processed particularly advantageously with such a brushing device.
- rotationally symmetric tools without shank such as hob cutters
- an adapted holder such as a holder with an arbor.
- a brushing device comprising a plate with 20 holding satellites and three fixed brushes offset by 50 mm in height brushed against the tool axis.
- the duration of treatment on a brush at one of the 3 defined heights was set between 5 and 30 seconds, with a particularly good result in terms of surface condition and productivity for a treatment time of 8 to 10 seconds for the selected brush parameters.
- Tools with a functional length between 1 and 150 mm were treated. A 360 degree rotation of the turntable takes in this case about 3 minutes. Since several tools are treated simultaneously, a finished tool can be unloaded at the outlet every 10 seconds and an untreated one can be re-attached.
- two tools per brushing station can be treated simultaneously for brushes of the selected diameter, which means that even with a constant treatment time of 45 seconds, twice the throughput per unit of time can be achieved.
- the edge rounding of tool cutting edges was tested on the various brush bodies equipped with or without abrasives, also with the addition of diamond paste and lubricant.
- the particle size of the diamond particles was 0.25 ⁇ m-15 ⁇ m.
- an edge rounding between 3 ⁇ -30 ⁇ could be set in experiments 1 to 8, ie with very fine grain, the edge can be obtained almost perfectly, while with a slightly coarser grain a defined rounding can be set.
- the edge rounding can be adjusted depending on the tool and application.
- the aim is to stabilize the cutting edge and to achieve equalization of grinding breakages.
- a treatment according to experiment no. 1 with a rotational speed of the plate of 0.3U / min corresponds to about 15 s treatment time per brush or height, proved to be suitable and economical to produce a smoothing without damaging the PVD layer at the cutting edges.
- a multilayer of AICrN and TiSiN single layers (Balinit® Helica) an improvement of the roughness values could be achieved as follows: Roughness values before treatment R a 0.22, R z 4.47, R p 4.07; Roughness values after treatment R a 0.22, R z 2.47, R p 1.72.
- the forces occurring when using a new tool forces can be reduced by 20 to 50%, which significantly improves the running-in behavior of the tools and, for example, the risk of edge breakage and similar undesirable phenomena is reduced during running.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202006000645U DE202006000645U1 (de) | 2006-01-16 | 2006-01-16 | Bürstvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1825954A1 true EP1825954A1 (fr) | 2007-08-29 |
| EP1825954B1 EP1825954B1 (fr) | 2010-03-24 |
Family
ID=36089563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07000172A Active EP1825954B1 (fr) | 2006-01-16 | 2007-01-05 | Appareil à brosse |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20070167114A1 (fr) |
| EP (1) | EP1825954B1 (fr) |
| JP (1) | JP5296319B2 (fr) |
| AT (1) | ATE461783T1 (fr) |
| DE (2) | DE202006000645U1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202017101113U1 (de) | 2017-02-28 | 2017-03-16 | PLASMA plus GmbH & Co. KG | Bürsteinrichtung zum Schleifen und/oder Polieren von Werkzeugen |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101057106B1 (ko) * | 2008-10-21 | 2011-08-16 | 대구텍 유한회사 | 절삭 공구 및 이의 표면 처리방법 |
| CN103084946B (zh) * | 2011-10-31 | 2015-07-15 | 鸿准精密模具(昆山)有限公司 | 去毛刺机 |
| CN109940498B (zh) * | 2019-03-30 | 2024-03-15 | 浙江联宜电机有限公司 | 齿轮抛光装置 |
| CN111299201B (zh) * | 2020-03-23 | 2020-12-04 | 泉州睿郎机电技术有限公司 | 一种高效的智能化清理废旧螺丝的装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0487460A1 (fr) * | 1990-11-20 | 1992-05-27 | Mapos Italiana S.R.L. | Dispositif à nettoyer et polisser des pièces en métal |
| US5299394A (en) * | 1992-03-16 | 1994-04-05 | Surdacki Richard G | Method and apparatus for buffing spherical parts |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3994100A (en) * | 1973-06-14 | 1976-11-30 | Sundstrand Syracuse, Inc. | Multi-station grinding machine with pivoted grinding elements |
| JPS55137877A (en) * | 1979-04-11 | 1980-10-28 | Hiroshi Okumura | Rotary automatic buffing machine |
| US4635405A (en) * | 1983-05-18 | 1987-01-13 | Timesavers, Inc. | Continuous arcuate feed assembly |
| JPH079322A (ja) * | 1993-06-30 | 1995-01-13 | Fujikoshi Mach Corp | ウエハーの研磨装置 |
| JPH07205021A (ja) * | 1994-01-25 | 1995-08-08 | Sony Corp | 研磨装置 |
| JPH0966449A (ja) * | 1995-08-31 | 1997-03-11 | Victor Co Of Japan Ltd | 光ディスク用研磨装置 |
| JPH10337643A (ja) * | 1997-06-06 | 1998-12-22 | Mitsubishi Heavy Ind Ltd | 研磨装置 |
| FR2814388B1 (fr) * | 2000-09-28 | 2003-06-20 | Bernard Bula | Centre de finissage de pieces de mecanique |
| JP3693934B2 (ja) * | 2001-05-28 | 2005-09-14 | 株式会社カワサキプレシジョンマシナリ | 加工装置 |
-
2006
- 2006-01-16 DE DE202006000645U patent/DE202006000645U1/de not_active Expired - Lifetime
-
2007
- 2007-01-05 AT AT07000172T patent/ATE461783T1/de active
- 2007-01-05 EP EP07000172A patent/EP1825954B1/fr active Active
- 2007-01-05 DE DE502007003191T patent/DE502007003191D1/de active Active
- 2007-01-15 JP JP2007005948A patent/JP5296319B2/ja active Active
- 2007-01-16 US US11/623,332 patent/US20070167114A1/en not_active Abandoned
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0487460A1 (fr) * | 1990-11-20 | 1992-05-27 | Mapos Italiana S.R.L. | Dispositif à nettoyer et polisser des pièces en métal |
| US5299394A (en) * | 1992-03-16 | 1994-04-05 | Surdacki Richard G | Method and apparatus for buffing spherical parts |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202017101113U1 (de) | 2017-02-28 | 2017-03-16 | PLASMA plus GmbH & Co. KG | Bürsteinrichtung zum Schleifen und/oder Polieren von Werkzeugen |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5296319B2 (ja) | 2013-09-25 |
| DE202006000645U1 (de) | 2006-03-09 |
| EP1825954B1 (fr) | 2010-03-24 |
| US20070167114A1 (en) | 2007-07-19 |
| JP2007190672A (ja) | 2007-08-02 |
| ATE461783T1 (de) | 2010-04-15 |
| DE502007003191D1 (de) | 2010-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2326449B1 (fr) | Outil de dressage et procede pour le dressage d'un outil de meulage | |
| DE60018778T2 (de) | Verfahren zum Schleifen eines Werkstückes | |
| DE102009059897B4 (de) | Verfahren zum Rundschleifen von langen, dünnen Rundstangen und Rundschleifmaschine zur Durchführung des Verfahrens | |
| EP1526946B1 (fr) | Procede et systeme de polissage d'un piece de machine a symetrie de revolution comprenant un alesage longitudinal | |
| DE102006061759B4 (de) | Verzahnungsschleifmaschine und Verfahren zum Schleifen eines Werkstücks | |
| EP2823924B2 (fr) | Machine à dresser double | |
| EP2750829B2 (fr) | Machine de finition de surfaces courbes de pièces à usiner | |
| EP3386669B1 (fr) | Dispositif et procédé d'ébauchage et d'usinage fin de roues dentées | |
| EP0758571A1 (fr) | Procédé et outil pour la réalisation d'une surface concave dans une ébauche de verre à lunette | |
| EP3285963B2 (fr) | Procédé pour l'usinage complet par meulage de pièces ondulées présentant des parties cylindriques et profilées | |
| EP2384853B1 (fr) | Meuleuse à double face | |
| EP3274120A1 (fr) | Procédé et dispositif d'usinage de précision de pignons trempés et dentés | |
| WO2008061381A1 (fr) | Ruban de scie et procédé de fabrication d'un ruban de scie | |
| DE102017101115A1 (de) | Schleifvorrichtung zum Schleifen von flachem Schleifgut | |
| DE102006025812B3 (de) | Vorrichtung zur spanabhebenden Bearbeitung stangen- oder rohrförmiger Werkstücke | |
| EP1825954B1 (fr) | Appareil à brosse | |
| EP0625406B1 (fr) | Procédé de coupe de surfaces d'élastomères | |
| WO2022128630A1 (fr) | Conditionnement d'outil de meulage superabrasif | |
| DE102016118270A1 (de) | Bremsscheiben-Werkzeug zum Bearbeiten eines Bremsscheiben-Rohlings, Bremsscheiben-Herstellanlage und Verfahren zum Herstellen einer Bremsscheibe | |
| DE10113301A1 (de) | Verfahren und Vorrichtung zum Schleifen des Verzahnuungsprofils von Abwälzfräsern sowie Abwälzfräser | |
| DE3333243A1 (de) | Mehrspindel-drehautomat | |
| EP0119236B1 (fr) | Tour automatique a broches multiples | |
| DE102021123380B3 (de) | Vorrichtung und Verfahren zur spanabhebenden Bearbeitung von rotierenden Werkstücken | |
| DE102024103319A1 (de) | Verfahren und Vorrichtung zum Herstellen einer planaren oder zylindrischen Oberfläche an einem beschichteten Werkstück sowie Schneidplatte eines Drehwerkzeugs | |
| WO2025082850A1 (fr) | Procédé de revêtement et de galetage profond de disques de frein |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20070602 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17Q | First examination report despatched |
Effective date: 20071227 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: OERLIKON TRADING AG, TRUEBBACH |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502007003191 Country of ref document: DE Date of ref document: 20100506 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20100324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100625 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100705 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100724 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100624 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100726 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| 26N | No opposition filed |
Effective date: 20101228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| BERE | Be: lapsed |
Owner name: OERLIKON TRADING AG, TRUBBACH Effective date: 20110131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20200123 Year of fee payment: 14 Ref country code: GB Payment date: 20200129 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 461783 Country of ref document: AT Kind code of ref document: T Effective date: 20210105 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210105 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20260127 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20260201 Year of fee payment: 20 |