EP2063094A2 - Composant coulé pour un moteur à combustion interne - Google Patents
Composant coulé pour un moteur à combustion interne Download PDFInfo
- Publication number
- EP2063094A2 EP2063094A2 EP09001655A EP09001655A EP2063094A2 EP 2063094 A2 EP2063094 A2 EP 2063094A2 EP 09001655 A EP09001655 A EP 09001655A EP 09001655 A EP09001655 A EP 09001655A EP 2063094 A2 EP2063094 A2 EP 2063094A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cast
- guide channel
- fuel
- cylinder crankcase
- casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000002485 combustion reaction Methods 0.000 title claims abstract description 16
- 239000012530 fluid Substances 0.000 claims abstract description 15
- 239000000446 fuel Substances 0.000 claims description 46
- 238000005266 casting Methods 0.000 claims description 41
- 238000001816 cooling Methods 0.000 claims description 19
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 11
- 239000000314 lubricant Substances 0.000 claims description 8
- 238000000465 moulding Methods 0.000 claims description 6
- 238000012805 post-processing Methods 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 239000007921 spray Substances 0.000 claims description 4
- 238000000034 method Methods 0.000 description 13
- 238000005553 drilling Methods 0.000 description 8
- 238000005461 lubrication Methods 0.000 description 4
- 239000002131 composite material Substances 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 244000178993 Brassica juncea Species 0.000 description 1
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- -1 ferrous metals Chemical class 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000010114 lost-foam casting Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/0009—Cylinders, pistons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/0072—Casting in, on, or around objects which form part of the product for making objects with integrated channels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01M—LUBRICATING OF MACHINES OR ENGINES IN GENERAL; LUBRICATING INTERNAL COMBUSTION ENGINES; CRANKCASE VENTILATING
- F01M11/00—Component parts, details or accessories, not provided for in, or of interest apart from, groups F01M1/00 - F01M9/00
- F01M11/02—Arrangements of lubricant conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F7/00—Casings, e.g. crankcases
- F02F7/0043—Arrangements of mechanical drive elements
- F02F7/0053—Crankshaft bearings fitted in the crankcase
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01M—LUBRICATING OF MACHINES OR ENGINES IN GENERAL; LUBRICATING INTERNAL COMBUSTION ENGINES; CRANKCASE VENTILATING
- F01M11/00—Component parts, details or accessories, not provided for in, or of interest apart from, groups F01M1/00 - F01M9/00
- F01M11/02—Arrangements of lubricant conduits
- F01M2011/026—Arrangements of lubricant conduits for lubricating crankshaft bearings
Definitions
- the invention relates to a cast component for an internal combustion engine, wherein the component is a cylinder crankcase having at least one guide channel, which forwards a fluid medium to a demand site, wherein it is formed in the form of a tube and molded during casting of the component is.
- Internal combustion engines in the form of internal combustion engines, are an integral part of vehicles (for example cars and commercial vehicles, ships, etc.) and are also used as stationary engines.
- internal combustion engines include numerous molded components having at least one guide channel (also called a supply line) which relays a fluid medium (e.g., oil, water gas, or other liquid or gaseous media) to a demand site in the engine or adjacent areas.
- a fluid medium e.g., oil, water gas, or other liquid or gaseous media
- Some of the guide channels can also be used to cool a component itself. Where needed are the locations where the particular medium is needed, e.g. bearings to be lubricated, areas to be cooled, etc.
- a guide channel or a plurality of guide channels comes / come especially in a cylinder crankcase or adjacent thereto add-on parts.
- Guide channels are introduced in a known manner by mechanical processing on machine tools or transfer lines, ie drilled.
- central main guide channels and secondary guide channels which form branches to the individual points of need, are bored into the component in a number of complex, highly precise steps. After that, you have many, not needed Accesses are closed permanently and safely.
- Very long, linear guide channels, such as those of the main oil passage in a cylinder crankcase are today even occasionally poured by pouring a pipe or by saving by a corresponding casting core.
- the invention is based on the object in a component - and a cylinder crankcase - the above-mentioned type to reduce the manufacturing and cost and to propose a method for the production of a component according to the invention.
- the cast component is a cylinder crankcase.
- a cylinder crankcase has numerous guide channels, in particular for oil and water, so that by pouring a guide channel or more guide channels, which is or in each case designed as a tube /, a considerable saving in manufacturing effort is achieved.
- this is not the main oil channel, since this belongs to the state of the art.
- the aim of the invention is rather to pour (possibly in addition to the pouring of the main oil passage as a pipe) another guide channel or more other guide channels for oil or other media to need as a pipe (s).
- At least one guide channel can be cast as a pipe in the cylinder crankcase, which forms a fuel line.
- the at least one cast into the cylinder crankcase as a pipe guide channel serves to supply a located in the cylinder crankcase bearing for lubrication with oil, thus forming an oil supply.
- the guide channel extends in the region of a bulkhead of the cylinder crankcase.
- At least one guide channel is cast as a tube, which forms an oil supply line for the supply of the piston cooling or lubrication of the cylinder wall.
- the oil supply can be suitably designed and arranged such that it extends in the longitudinal extension of the cylinder crankcase and branch off several spray nozzles, the oil directed each injected into a cylinder space below a piston head, thereby cooling the piston crown on the one hand and lubricated on the other the respective cylinder wall becomes.
- a plurality of oil supply lines to be cast into a cylinder or to a plurality of cylinders, possibly with other progressions.
- At least one guide channel is cast as a tube, which forms an oil supply line for the oil supply of the cylinder head and the cylinder heads.
- the oil supply can be fed directly from the main oil passage or from a downstream portion of the oil balance within the cylinder crankcase with oil.
- At least one guide channel is cast as a tube which forms a fuel line for the supply of a fuel pump.
- the fuel line advantageously extends in the longitudinal extension of the cylinder crankcase in the region of a housing outer wall.
- a plurality of fuel lines are cast as tubes, e.g. at least one supply line and at least one return line.
- the pouring a prefabricated tube as a guide channel has the advantage over the mechanical introduction by drilling that the guide channel is not straight (as in Drill) needs to be, but can be adapted to the required contour of the component with the respective desired bends.
- Drill straight-line drilling of a guide channel according to the prior art inevitably machining paths must be made that are not useful to supply the need site.
- a bore has an access to the outside, which must be subsequently closed again, which can lead to leakage problems.
- Such disadvantages and problems do not occur in a cast in the form of a corresponding prefabricated or molded tube guide channel.
- a cast-pipe guide channel or more cast-pipe guide channels provides a high degree of cleanliness on the inner channel wall / offer and the cavity, unlike the prior art free of debris due to mechanical introduction of the channel or free of pouring residues (eg Rern Wegnelln) due to a pouring of the channel into the component as a cavity by inserting a core.
- This aspect is particularly important in a guide channel for bearing lubrication, as in the channel possibly remaining residues with the oil during engine operation in the camp and would lead to the destruction of the bearing.
- the at least one cast-in as a duct guide channel is arranged such that it runs partially or completely exposed in parts, i. he can run outside of the component on the outside or inside.
- the guide channel can locally be cast in a ring-like manner with casting material of the component in order to ensure a firm connection between the channel and the component.
- the guide channel may be completely exposed (based on its longitudinal extent) or may be partly cast in the component wall.
- the at least one cast-in guide channel has different cross-sectional shapes in its course.
- a good adaptation to the respective construction of the component is achieved.
- narrow contour areas can be overcome.
- the respective cross-sectional shapes to be realized depend on the particular construction of the component. Different cross-sectional shapes on a pipe can be realized before pouring eg by hydroforming of the pipe.
- the component is made of a metallic material or plastic.
- the at least one cast-guide channel can be made of a metallic material or plastic.
- metallic materials are e.g. Steel, all cast iron materials, light metals, non-ferrous metals in question. Which material is to be used preferably in individual depends i.a. also from the respective component to be cast.
- the component comprises a plurality of cast guide channels in order to save manufacturing and cost.
- the guide channels can be introduced in each case as a single connecting tube for the medium guide. This means that when pouring several individual, correspondingly shaped tubes are cast as connecting parts with. This provides a high degree of freedom in terms of the course of the guide channels.
- the cast-in guide channels are realized by a branched pipe system. For this purpose, several pipes to a pipe system are connected to each other (eg welded) before pouring and then the pipe assembly has been cast with. A combination of guide channels in pipe composite form and individual connecting parts on the same component is possible and advantageous.
- trained and arranged cast-in tubes can be realized as a guide channels in an attachment of a cylinder crankcase - in particular in a cylinder head, a gear housing, a gear housing, an oil pan or the like.
- guide channels in the cylinder crankcase or in the / the attachment (s) can be supplied by a common or multiple supply circuits.
- the above object is further achieved by a method for producing a cast component for an internal combustion engine, wherein the component is a cylinder crankcase having at least one guide channel, which forwards a fluid medium to a demand site, wherein for the formation of the at least one guide channel a tube with the desired course is installed in a mold required for casting or introduced into a casting core or incorporated into a lost model or in the molding medium cavity filling and then the component is cast with the particular casting method to be used.
- the tube may also be incorporated in a plurality of casting cores, which may be mounted as individual cores to form a core block.
- a component with at least one cast-pipe guide channel - preferably a cylinder crankcase (but other components such as attachments for the cylinder crankcase (eg cylinder head, gear housing, wheel housing, oil pan, etc.) are advantageous to realize) - produce.
- the einzug manende pipe is installed in the mold (possibly by means of supports) or introduced into the casting core (eg injected into a sand core or incorporated in the core production) or incorporated into a lost model or in its loose mold medium cavity filling embedded directly, or the tube is mounted at a pipe end in the casting core.
- a cast component according to the invention can be manufactured with different casting methods.
- the component is cast in a lost-mold casting method, e.g. in a pure core molding process, a core molding i.V.m. Green mold method, core mold i.V.m. Cold-resin molding method, etc.
- the component is cast in a continuous casting method, e.g. Mold casting, die casting, injection molding, etc.
- the component is cast in the lost foam process.
- Advantages of the Lost Foam casting process (a form of full-cast casting) are, for example, the lack of core residues on the cast component, the high surface quality, high-quality contour definition and high imaging accuracy, and thus a relatively low reworking effort.
- the tubes required for this purpose can preferably be introduced as individual connecting tubes. Also it can be advantageous to connect several pipes to a corresponding pipe system to position the prefabricated pipe system in the casting mold, core, etc., and then pour in with. Furthermore, it may be advantageous in some variants to connect a plurality of tubes in each case to a partial tube system and to pour several partial tube systems into the component. Which variant is preferable depends on the specific task.
- a crankshaft bearing 2 and a camshaft bearing 3 and a main oil passage 4 are shown in cross section. Furthermore, longitudinally cut guide channels 5a, 5b can be seen which run from the main oil channel 4 to the crankshaft bearing 2 or camshaft bearing 3 and provide during engine operation for the lubrication of camshaft and crankshaft bearings.
- the outgoing from the camshaft bearing 3 guide channel 5c leads to an attachment of the cylinder crankcase 1, in this case to a cylinder head, not shown.
- the illustrated guide channels 5a, 5b, 5c are subsequently introduced into the cast cylinder crankcase 1, ie drilled. Therefore, only a straight course of the guide channels 5 is possible, and the housing 1 has manufacturing-related access 6 to the outside (to recognize left), which are to be closed later.
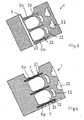
- Fig. 2 is the main oil channel 4 off Fig. 1 cut longitudinally, and there are several thereof branching guide channels 5 b, the lead to bearings 3 for the camshaft, to recognize. Furthermore, recesses 22 are shown in the contour region of the cylinder crankcase 1. Corresponding recesses 22 are also in the Fig. 4 and 6 to recognize.
- Fig. 3 shows a cast component according to the invention for an internal combustion engine having at least one guide channel 5, which forwards a fluid medium to a demand site. And it is a cylinder crankcase 1. The cutting position corresponds to that of Fig. 1 ,
- a guide channel 5d which has been formed in the form of a tube and poured in during casting of the cylinder crankcase 1 with.
- the single connecting tube 7, which is cast in as a guide channel 5d, is bent here in a "handle-like manner".
- a guide channel 5 d also have a different shape or a different course than shown.
- a section 7a extends to a crankshaft bearing 2 and another section 7b to a camshaft bearing 3.
- the bend 8 is located at the point where the main oil channel 4, which in this embodiment is drilled in a conventional manner is subsequently introduced, will run.
- a plurality of individual connecting pipes 7 ale guide channels 5 are cast for the medium guide, in the bulkheads 23.
- crankshaft bearings can be supplied with oil via a tube guide channel or a plurality of tube guide channels, and the camshaft bearings can be supplied by mechanically introduced channels in the conventional way.
- the main oil passage 4 and the guide channels 5 are formed to the camshaft bearings 3 and crankshaft bearings 2 as cast-in tubes, and this is realized by a branched, cast-pipe system 9.
- These are pipes with the appropriate dimensions (length, diameter, cross-sectional shape, etc.) before pouring to a pipe system. 9 which has subsequently been cast in a suitable casting process.
- the present invention cast as tubes guide channels 5 are not completely surrounded by casting material, ie, run in the component, must, but can also be exposed in parts.
- the guide channels 5 may also have a curved, adapted to the contour course course.
- Fig. 7 shows a connecting tube 7 for a "suitcase handle" guide channel 5d in different views.
- the to be recognized core supports 10 serve the lateral support during the casting process. However, it is also possible to do without core supports 10, for example, if the ends of the connecting tube 7 are anchored sufficiently firmly in casting cores.
- Fig. 8 shows an example of a pipe system according to the invention 9. From a main guide channel 9a branch off several secondary ducts 9b, which lead to the individual needs and supply them with the appropriate medium.
- FIG. 9 illustrated third embodiment of a cylinder crankcase 1 are - according to the first embodiment of the Fig. 3 and 4 -
- Several individual, "suitcase-like" connecting pipes 7 have been poured as a guide channels 5d during casting of the housing.
- the guide channels are 5c to the cylinder heads not drilled subsequently into the cylinder crankcase 1, but also realized in the form of casting the housing with cast-in pipes, thereby advantageously an additional post-processing step is saved on the casting.
- a connecting pipe 7 and a pipe for the formation of the guide channel 5c have been connected to each other before pouring.
- a guide channel 5c to the cylinder head also branch off at a different location than shown by a connecting pipe 7. It is also possible that a guide channel 5c is not fed via a connecting pipe 7 with lubricant, but directly from the drilled main oil passage 4 (eg, by pouring into the formation of guide channels 5c for supplying the cylinder heads separate, correspondingly positioned pipes). Furthermore, the leading to the cylinder heads, designed as a cast-in tubes guide channels 5c part of a cast-pipe system (corresponding to that in the FIGS. 5 and 6 illustrated second embodiment) and branch off either directly from the tubular main oil passage 4 or sub-guide channels 9b.
- a tubular guide channel 5c not branch off from the main oil passage 4, a connecting pipe 7, a secondary guide channel 9b, etc., but in the area of a bearing (here, for example, the camshaft bearing 3, but other bearings are possible) in a groove of a bearing ring and from be supplied there with lubricant.
- a bearing here, for example, the camshaft bearing 3, but other bearings are possible
- Fig. 10 shows a further inventive cylinder crankcase 1 as a cast component for an internal combustion engine. Laterally visible oil sump connection surfaces 14 to which an oil sump is fastened.
- the cylinder crankcase 1 has at least one guide channel 5e, which forwards a fluid medium to a point of need, formed in the form of a tube and cast in the casting of the cylinder crankcase 1, with.
- the guide channel 5e cast in as a tube forms an oil feed line 11 for the piston cooling, ie it conducts oil as a fluid medium to a point of need.
- the oil supply line 11 ends here via a depression 21 on an end face 15 of the cylinder crankcase 1 and is supplied from an oil pump with oil.
- lubricant could be fed into the oil supply line 11 at another point of the oil circuit within the cylinder crankcase 1.
- the cast-in pipe guide channel 5e is arranged in the longitudinal extension of the cylinder crankcase 1, ie transversely to the cylinders 12. He runs here in the area of the crank chambers at the lower cylinder areas at a certain distance from the Zylinderau Consujar. It can be seen that the guide channel 5e is adapted to the shape of the cylinder 12, so that there is a "wave-like" curved course.
- the oil supply line 11 is formed in the embodiment substantially exposed. In several places it is looped locally with cast material of the component. These Gußhalterept 13 cause a solid composite of oil supply 11 and component.
- the Gußhalterept 13 here form the mounting points for the spray nozzles, not shown.
- the spray nozzles are subsequently introduced mechanically into the oil feed line 11 and in each case designed and arranged such that the lubricant is directed into a cylinder space below a piston head squirt. This cools the pistons and lubricates the cylinder walls.
- oil supply line 11 could also have a different course or a different arrangement or be completely encapsulated over the entire length or larger areas.
- several guide channels 5e which form oil supply lines 11 for the piston cooling, could also be cast. If necessary, the oil supply line 11 could also advantageously have different cross-sectional shapes in their course.
- Fig. 11 shows another inventive cylinder crankcase 1 as a cast component for an internal combustion engine, which has at least one guide channel 5f, which forwards a fluid medium to a demand site, formed in the form of a tube and is cast during casting of the cylinder crankcase 1 with.
- the guide channel 5f cast in as a tube forms a pressure oil line 16 to a cylinder head.
- the cast as a pipe pressure oil line 16 is supplied directly here by a main oil passage 4 with lubricant.
- the connection of the guide channel 5f is made to the oil circuit in the illustrated embodiment.
- the pressure oil line could 16 are fed from another area of the oil balance within the cylinder crankcase 1 by, for example, has been connected before pouring into the cylinder crankcase with another oil-carrying line to a composite pipe (see. Fig. 9 ) or by opening into a groove of a bearing. Numerous other advantageous variants are possible.
- a threaded bore 18 and another recess 19 - the cast-in as a pipe guide channel 5f has a contour adapted to the course and is here "curved" bent.
- the pressure oil line 16 is completely surrounded here in longitudinal extension with casting material.
- it could, depending on the design conditions, advantageously also be arranged such that it runs partially or completely exposed in parts.
- it could advantageously have different cross-sectional shapes in its course, e.g. To constrict bottlenecks in the cylinder crankcase i.
- the appropriate number of poured as a pipe pressure oil lines 16 for the oil supply of the cylinder head and the cylinder heads on the cylinder crankcase 1 depends on the respective assembly of the engine.
- the realization of the cylinder head oil supply in the form of a cast-in pipe or several cast-in pipes is very advantageous for the designer, since he does not manage his oil straight - as in the case of mechanical introduction by drilling - but bent and thus can bring adapted to the spatial conditions.
- the Fig. 12a and 12b Still another inventive cylinder crankcase 1 as a cast component for an internal combustion engine, which has at least one guide channel 5g, which forwards a fluid medium to a demand site, formed in the form of a tube and is cast during casting of the cylinder crankcase 1 with.
- the guide channel 5g cast in as a tube forms a fuel line 24 for supplying a fuel pump with fuel as a fluid medium. Due to the curved line 25 is in Fig. 12a indicated that the representation of the cast-in fuel line 24 is located in a different sectional plane than the rest of the drawing.
- guide channels 5g are each cast as a tube in an outer wall 26 of the cylinder crankcase 1, and that they extend in the longitudinal direction of the cylinder crankcase 1 (see. Fig. 12b ).
- the average fuel line 24 is a fuel supply line and the outer fuel lines 24 are each a fuel return line.
- a recess 27 shown in the later a fuel pump is used.
- a plurality of recesses 27 are provided for fuel pumps over the length of the central fuel line 24, wherein the number depends on the number of cylinders of the respective engine.
- the fuel supply line is cut or severed in each case in the areas of the recesses 27 for the fuel pumps, thereby producing the connections between the guide channel 5g and pumps. Openings in the fuel return lines are later also mechanically introduced.
- each fuel is removed from the supply line and pumped through a connection line to an injection nozzle in a cylinder head.
- fuel lines are mechanically introduced into the outer wall of a cylinder crankcase as long, straight holes.
- the pouring of one or more fuel pipe (s) as a pipe with the manufacturing method according to the invention offers the advantageous possibility that the guide channel, if necessary, can be bent. It may advantageously be exposed predominantly or in sections, may not also have round cross-sectional shapes or have different cross-sectional shapes in its course. Thereby, e.g. a reduction in the component wall thickness possible, resulting in savings in material and weight and reduced manufacturing costs.
- the course of the lines can be optimized. Since the fuel line (s) 24 are already integrated in the finished cast component, the workload is also significantly reduced overall.
- FIG. 13 An example of such an advantageous combination shows Fig. 13 , There is a cylinder crankcase 1 can be seen, in which the supply of crankshaft bearings 2 and 3 camshaft bearings with lubricant is realized by cast into the bulkheads 23 curved guide channels 5d (corresponding to that in the Fig. 3 and 4 described embodiment).
- a cast-in as a pipe guide channel 5c is provided, which forms a pressure oil pipe 16 to a cylinder head. Unlike in the Fig. 11 shown embodiment, this is not supplied directly from the main oil passage 4 with oil, but branches off from the cast-guide channel 5d.
- cast as pipes guide channels 5 g are present, the fuel lines 24th (Supply line and return lines) for the supply of a fuel pump form (according to the embodiment of Fig. 12 ).
- a cast-in bearing supply via separate connecting pipes 7 or a cast-in pipe system 9 i.V.m. a cast supply line 11 for the piston cooling; a cast-in supply line 11 for the piston cooling i.V.m. a cast-in fuel line 24; a cast-in pressure oil line 16 to the cylinder head i.V.m. a cast-in fuel line 24, etc.
- the guide channels 5 exemplarily illustrated in the exemplary embodiments for the oil supply and the fuel supply can also be transferred to guide channels 5 for another medium.
- a cylinder crankcase 1 wherein the cylinder crankcase may be formed in one or more parts or it may also be a crankcase with attached cylinder housing.
- the invention is not limited to a cylinder crankcase 1, but can also be transferred to one or more attachment (s) for the cylinder crankcase 1 - in particular on cylinder heads, gearbox housing, wheel housing, oil pans - and other components produced in a casting process.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Lubrication Of Internal Combustion Engines (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
- Valve-Gear Or Valve Arrangements (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10255284 | 2002-11-26 | ||
| DE10304971A DE10304971C5 (de) | 2002-11-26 | 2003-02-06 | Gegossenes Bauteil für eine Brennkraftmaschine |
| EP03767447A EP1570167B1 (fr) | 2002-11-26 | 2003-11-25 | Composant coule destine a un moteur a combustion interne |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03767447A Division EP1570167B1 (fr) | 2002-11-26 | 2003-11-25 | Composant coule destine a un moteur a combustion interne |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2063094A2 true EP2063094A2 (fr) | 2009-05-27 |
| EP2063094A3 EP2063094A3 (fr) | 2009-12-09 |
| EP2063094B1 EP2063094B1 (fr) | 2014-05-14 |
Family
ID=32318719
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09001655.1A Expired - Lifetime EP2063094B1 (fr) | 2002-11-26 | 2003-11-25 | Composant coulé pour un moteur à combustion interne |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2063094B1 (fr) |
| AT (1) | ATE423900T1 (fr) |
| DE (3) | DE10304971C5 (fr) |
| ES (2) | ES2321084T3 (fr) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10340157B4 (de) * | 2003-09-01 | 2008-10-02 | Audi Ag | Vorrichtung zur Medienführung in einem Zylinderkurbelgehäuse |
| DE102005048650B4 (de) * | 2005-10-11 | 2007-09-13 | Daimlerchrysler Ag | Fertigungsverfahren und Bauweise für Gussbauteile mit Formhohlräumen |
| JP4432879B2 (ja) | 2005-11-11 | 2010-03-17 | トヨタ自動車株式会社 | 内燃機関のオイル通路構造 |
| DE102006002628A1 (de) * | 2006-01-19 | 2007-08-02 | Zf Friedrichshafen Ag | Gehäuse |
| DE102006034341A1 (de) * | 2006-07-23 | 2008-01-31 | Fritz Winter Eisengiesserei Gmbh & Co. Kg | Verfahren zum Herstellen eines gegossenen Bauteils mit einem eingegossenen Rohr |
| DE102007023192A1 (de) | 2006-09-08 | 2008-03-27 | Knorr-Bremse Systeme für Nutzfahrzeuge GmbH | Luftkompressor mit Kurbelgehäuse aus Aluminiumguss |
| FR2905615B1 (fr) * | 2006-09-08 | 2009-08-21 | Peugeot Citroen Automobiles Sa | Procede de realisation d'au moins une partie du circuit d'huile d'un bloc-moteur de moteur a combustion interne et bloc-moteur obtenu par un tel procede |
| DE102006055304B4 (de) | 2006-11-23 | 2012-03-08 | Daimler Ag | Zylinderköpfe und Zylinderkurbelgehäuse mit komplex verlaufenden Führungskanälen für Flüssigkeiten und deren Herstellung |
| DE102007030342B4 (de) * | 2007-06-29 | 2010-10-07 | Trimet Aluminium Ag | Verfahren und Vorrichtung zum Druckgießen von gegliederten Metallgussstücken |
| DE102008039208A1 (de) | 2008-08-20 | 2009-02-12 | Heppes, Frank, Dipl.-Ing. | Urformkerne zur Herstellung umfangreich konturierter, hinterschnittener Hohlräume in Urformteilen, damit hergestellte Urformteile sowie Verfahren zur Herstellung, Anwendung und Entfernung der Kerne |
| RU2487038C2 (ru) * | 2008-12-17 | 2013-07-10 | Вольво Ластвагнар Аб | Литой поворотный кулак рулевого управления и содержащее его транспортное средство |
| FR2943264B1 (fr) | 2009-03-17 | 2012-11-16 | Hispano Suiza Sa | Carter moule avec tuyauteries rapportees |
| DE102012209805A1 (de) * | 2012-06-12 | 2013-12-12 | Bayerische Motoren Werke Aktiengesellschaft | Kühlvorrichtung und Verfahren zur Kühlung eines während eines Lost Foam Gießverfahrens hergestellten Bauteils |
| DE102013213695B4 (de) * | 2013-07-12 | 2024-11-14 | Schaeffler Technologies AG & Co. KG | Vorrichtung zum Entlüften von Hohlräumen |
| EP2927456A1 (fr) * | 2014-04-04 | 2015-10-07 | Caterpillar Motoren GmbH & Co. KG | Passage de fluide de moteur |
| DE102015013202B4 (de) * | 2015-10-09 | 2020-09-10 | Deutz Aktiengesellschaft | Fluidkreislauf einer Brennkraftmaschine |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5979019A (ja) | 1982-10-28 | 1984-05-08 | Hino Motors Ltd | シリンダ・ブロツク |
| DE3300924C2 (fr) | 1983-01-13 | 1990-03-15 | Volkswagen Ag | |
| DE19961092A1 (de) | 1999-01-11 | 2000-07-20 | Ford Global Tech Inc | Verbrennungsmotor mit Hochleistungs-Kühlsystem |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2966146A (en) * | 1957-10-29 | 1960-12-27 | Schweitzer And Hussmann | Air-cooled, port-scavenged engine |
| DE2501772A1 (de) * | 1975-01-17 | 1976-07-22 | Kloeckner Humboldt Deutz Ag | Kurbelgehaeuse fuer mehrzylindrige hubkolbenbrennkraftmaschinen |
| US4237847A (en) * | 1979-03-21 | 1980-12-09 | Cummins Engine Company, Inc. | Composite engine block having high strength to weight ratio |
| JPS55139943A (en) * | 1979-04-17 | 1980-11-01 | Kubota Ltd | Cylinder head of forced high speed water cooled engine |
| JPH0614005Y2 (ja) * | 1987-03-12 | 1994-04-13 | トヨタ自動車株式会社 | エンジンの潤滑装置 |
| DE3722468A1 (de) * | 1987-07-08 | 1989-01-19 | Mertesdorf Frank L | Verfahren zur unterstuetzung von "fitness-training" mittels musik sowie vorrichtung zum durchfuehren dieses verfahrens |
| DE4335492A1 (de) * | 1993-10-19 | 1995-04-20 | Opel Adam Ag | Gehäuse für eine Brennkraftmaschine mit V-förmig angeordneten Zylindern |
| DE4341040A1 (de) * | 1993-12-02 | 1995-06-08 | Bruehl Eisenwerk | Motorblock mit eingegossener Kanalanordnung und Verfahren zu seiner Herstellung |
| JPH08100619A (ja) * | 1994-10-04 | 1996-04-16 | Nissan Motor Co Ltd | エンジンの潤滑油供給装置 |
| DE19518417A1 (de) * | 1995-05-19 | 1996-11-21 | Kloeckner Humboldt Deutz Ag | Gegossenes, flüssigkeitsgekühltes Zylinderkurbelgehäuse |
| DE10015709B4 (de) * | 2000-03-29 | 2011-08-11 | KS Kolbenschmidt GmbH, 74172 | Kolben mit einem ringförmigen Kühlkanal |
| JP2002115614A (ja) * | 2000-10-05 | 2002-04-19 | Komatsu Ltd | エンジンの燃料通路構造 |
| US6807946B2 (en) * | 2001-12-25 | 2004-10-26 | Toyota Jidosha Kabushiki Kaisha | Fuel supply device for internal combustion engine |
-
2003
- 2003-02-06 DE DE10304971A patent/DE10304971C5/de not_active Expired - Fee Related
- 2003-11-25 DE DE50311228T patent/DE50311228D1/de not_active Expired - Lifetime
- 2003-11-25 DE DE20321752U patent/DE20321752U1/de not_active Expired - Lifetime
- 2003-11-25 EP EP09001655.1A patent/EP2063094B1/fr not_active Expired - Lifetime
- 2003-11-25 ES ES03767447T patent/ES2321084T3/es not_active Expired - Lifetime
- 2003-11-25 AT AT03767447T patent/ATE423900T1/de not_active IP Right Cessation
- 2003-11-25 ES ES09001655.1T patent/ES2486303T3/es not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5979019A (ja) | 1982-10-28 | 1984-05-08 | Hino Motors Ltd | シリンダ・ブロツク |
| DE3300924C2 (fr) | 1983-01-13 | 1990-03-15 | Volkswagen Ag | |
| DE19961092A1 (de) | 1999-01-11 | 2000-07-20 | Ford Global Tech Inc | Verbrennungsmotor mit Hochleistungs-Kühlsystem |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2063094B1 (fr) | 2014-05-14 |
| DE10304971C5 (de) | 2008-06-12 |
| DE20321752U1 (de) | 2009-07-23 |
| DE10304971A1 (de) | 2004-06-17 |
| DE10304971B4 (de) | 2006-07-13 |
| ATE423900T1 (de) | 2009-03-15 |
| ES2321084T3 (es) | 2009-06-02 |
| EP2063094A3 (fr) | 2009-12-09 |
| ES2486303T3 (es) | 2014-08-18 |
| DE50311228D1 (de) | 2009-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1570167B1 (fr) | Composant coule destine a un moteur a combustion interne | |
| EP2063094B1 (fr) | Composant coulé pour un moteur à combustion interne | |
| DE3010635C2 (fr) | ||
| EP1843029B1 (fr) | Carter composité | |
| EP1919644B1 (fr) | Procédé de fabrication d'un composant coulé avec un tube coulé | |
| DE19600566C1 (de) | Zylinderkurbelgehäuse einer mehrzylindrigen Brennkraftmaschine | |
| AT514076B1 (de) | Motorgehäuse einer Brennkraftmaschine sowie damit ausgestattete Brennkraftmaschine | |
| EP3502494B1 (fr) | Dispositif de lubrification d'un palier de bielle | |
| EP1676989B1 (fr) | Moteur à combustion interne avec un dispositif de refroidissement de piston | |
| DE19716702C2 (de) | Metallische Gußformanordnung für einen Hubkolben sowie Hubkolben, insbesondere für Brennkraftmaschinen | |
| EP0883740A1 (fr) | Moteur a combustion interne et son procede de fabrication | |
| EP0806562B1 (fr) | Culasse pour moteur à combustion interne | |
| DE10340157B4 (de) | Vorrichtung zur Medienführung in einem Zylinderkurbelgehäuse | |
| DE112004002493T5 (de) | Vereinfachte Motorarchitektur und Motorbaugruppe | |
| EP1101904B1 (fr) | Machine a piston et dispositif de distribution | |
| DE19841102C1 (de) | Kurbelgehäuse | |
| EP0887130B1 (fr) | Carter de machines produit par coulée sous pression, en particulier pour une machine à combustion interne | |
| DE10222757B4 (de) | Zylinderkurbelgehäuse einer Brennkraftmaschine | |
| DE102019124376A1 (de) | Kolben für Brennkraftmaschinen | |
| EP1954424B1 (fr) | Piston en acier d'une seule piece en variante d'une coulee de precision avec un noyau pour la fabrication technique par coulee de pression d'un canal de refroidissement | |
| DE10121861B4 (de) | Aus Leichtmetallwerkstoff gegossenes Motorelement und Verstärkungselement | |
| DE10339573B4 (de) | Zylindergehäuse | |
| DE102009051269A1 (de) | Verfahren zur Herstellung von Zylinderkurbelgehäusen | |
| DE20103478U1 (de) | Zylinderblock mit Eingußteilen | |
| DE102011119763A1 (de) | Hinsichtlich Masse, Steifigkeit und Funktionalität optimierte Pleuel-Kolben-Baugruppe für Hubkolben-Kraft- und Arbeitsmaschinen sowie deren einzelne, hinsichtlich Masse, Steifigkeit und Funktionalität optimierte Maschinenelemente. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1570167 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17P | Request for examination filed |
Effective date: 20100608 |
|
| 17Q | First examination report despatched |
Effective date: 20100722 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20131213 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1570167 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 668473 Country of ref document: AT Kind code of ref document: T Effective date: 20140615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 50315058 Country of ref document: DE Effective date: 20140626 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2486303 Country of ref document: ES Kind code of ref document: T3 Effective date: 20140818 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140514 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140815 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50315058 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50315058 Country of ref document: DE Effective date: 20150217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141130 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141125 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20141125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141130 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141125 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141201 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 668473 Country of ref document: AT Kind code of ref document: T Effective date: 20141125 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20151119 Year of fee payment: 13 Ref country code: TR Payment date: 20151112 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141125 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20151123 Year of fee payment: 13 Ref country code: ES Payment date: 20151124 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140514 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20031125 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50315058 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161126 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20181120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161125 |