EP2698885A1 - Wechseladapter für eine Crimpmaschine - Google Patents
Wechseladapter für eine Crimpmaschine Download PDFInfo
- Publication number
- EP2698885A1 EP2698885A1 EP13179506.4A EP13179506A EP2698885A1 EP 2698885 A1 EP2698885 A1 EP 2698885A1 EP 13179506 A EP13179506 A EP 13179506A EP 2698885 A1 EP2698885 A1 EP 2698885A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sensor
- adapter
- crimping
- anvil
- different
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/0486—Crimping apparatus or processes with force measuring means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0094—Press load monitoring means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/026—Mounting of dies, platens or press rams
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/0488—Crimping apparatus or processes with crimp height adjusting means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/058—Crimping mandrels
Definitions
- the invention relates to an exchangeable adapter for a crimping machine, by means of which a pressing of a workpiece, in particular a plug with at least one cable or conductor takes place. Furthermore, the invention relates to a group of Kiradaptern and a crimping machine with multiple Mattadaptern.
- crimping force during crimping of a workpiece depends on a variety of factors and possibly a complex relationship, for which only a few examples are given below.
- the crimping force may depend on the conductor and wires of the conductor, in particular variations of the conductor cross section, the material or the composition (alloy), the number of individual wires, the distribution of the individual wires in the wire crimp or the surface of the individual wires (tinned o. ).
- the crimping force may depend on the electrical contact element which is to be crimped with the at least one conductor.
- the crimp force depends on tolerance-related fluctuations in the material thickness of the contact element, the hardness of the contact element, the composition of the contact element, the formation of a so-called groove embossing, the formation of a chamfering of the wire claws, the formation of the transition to the plug or isolation claw area, the surface finish , a possible greasing condition, a length of vein crimps or the length of vein claws (especially if these bump on the ground after curling).
- the crimping force is influenced by the die, in particular a formation of a Gesenkanfasung (trumpet formation), by the die profile, the die surface, a forming speed u. ⁇ .
- the crimping force of environmental conditions, the actuator, the mechanical chain of action for the operation of the dies, wear, improperly fixed guides, play, external shocks, contamination, faulty components, temperature differences u. depend on.
- crimp force when crimping a connector with a 19-strand cable, a desired crimp force (or crimp force tolerance range) may be specified. If two strands are missing in the crimped section, this can be recognized by a deviation of the crimping force.
- crimp force an evaluation of discrete values of the crimp force, in particular of minima and maxima, of the crimp force profile, for example with the detection of time spans or crimping paths between minima and maxima, crimp force changes and crimp force change speeds u. ⁇ .
- the result of such monitoring can be used to automatically sort out faulty crimping results. It is also possible that for given samples or even for each crimping a documentation of the crimping force or the Crimpkraftverlaufs takes place. For example, in a plane crash at a later time, it can be ascertained whether a plug possibly connected therewith has been properly crimped, which can then be detected on the basis of the crimp force or the crimp force profile.
- a crimping force during the crimping process DE 195 48 533 C2 known to monitor the supply current of an electric motor designed as an actuator for generating the crimping force. If the supply current is smaller or larger than a standard supply current, this can be taken as an indication that the crimping process has not been carried out as desired. Further, during the crimping operation, a height of a crimping die is sensed via a height sensor while a workpiece is being crimped. The measured height is transmitted to a control unit which decides, based on the height, whether the crimping has been performed properly.
- the force sensor is integrated in the force flow from the actuator to the piston moved relative to the anvil, cf. for example. DE 196 22 390 A1 and EP 2 181 602 A1 ,
- EP 0 902 509 A1 actuates a motor via a gear eccentric, which generates a vertical movement of a tool holder with force sensor and holding fork. On the tool holder, the tool is held, which cooperates with the anvil during the crimping process.
- a calibration of the force sensor is carried out by the tool holder is coupled to a crimping simulator, in which a second force sensor is arranged.
- a second force sensor a comparatively expensive sensor, in particular a quartz force transducer, find use, by means of which then the built-in tool holder force sensor can be calibrated.
- EP 0 902 509 A1 also discloses possible evaluations of the crimping force and the Crimpkraftverlaufs to obtain conclusions about the crimping and for deriving error messages.
- a force sensor is arranged in the force flow from an actuator to a relative to the anvil moving punch.
- the force sensor is arranged in mechanical series connection between a tool holder and a drive element.
- the force sensor has an upper and a lower contact surface. While the drive element is supported on the upper contact surface, the lower contact surface transfers the crimping force to the tool holder.
- the force sensor is arranged in a blind-hole-shaped cavity bounded by the tool holder and the drive element.
- the sensor is formed with two piezo discs and interposed disc electrode.
- a connection lug serves to derive the generated charge to an evaluation electronics.
- About a membrane-shaped force introduction body of the force sensor receiving cavity is hermetically sealed.
- EP 1 381 123 A1 discloses a machine-side provided tool holder, which can be moved by a drive in the vertical direction.
- an upper tool can be used and locked.
- the tool holder is provided with a force sensor device which detects the crimping forces occurring on the upper tool.
- the force sensor device is in this case formed with a housing in which four force sensors are arranged in mechanical parallel connection in the power flow between the bottom and lid. The four force sensors are in this case arranged in a plane which is oriented transversely to the crimp axis.
- a plate-shaped anvil is supported in a horizontal manner via a plurality of pressure sensors arranged in a horizontal plane in mechanical parallel connection.
- the pressure sensors here consist of piezo elements which are embedded in damping cushions made of silicone.
- DE 100 41 237 B4 discloses a crimping machine in which an anvil is formed with a base plate, a receiving plate, a force sensor, a guide body and a pressure pin, which is guided in the guide body and allows height adjustment.
- Guide body, force sensor, receiving plate and base plate are in this case appropriately bolted together to form a unit.
- EP 0 878 878 A2 discloses a receiving adapter for measuring a crimping force.
- the receiving adapter is integrated here in a mechanical series connection in the power flow, wherein in the receiving adapter itself, two force sensors are connected in parallel.
- WO 2007/067507 A1 discloses a crimping machine in which dies are part of an applicator.
- the applicator is interchangeable to compress workpieces of different sizes or types or to replace a worn or damaged applicator. It is proposed to equip the applicator with a memory and / or a control unit. With the control unit and the memory, characteristic data of the applicator, the dies, the crimping paths and the workpieces to be pressed with the applicator and the like can be obtained. ⁇ . Are stored, which can then be read out and processed by the controller of the crimping machine when using the applicator in the crimping machine.
- control or regulation of the crimping process wherein it is not specified in detail whether this control or regulation is based on the detection of a Crimpwegs or a crimping force.
- a sensing of the crimping process obviously takes place in the area of the crimping machine away from the applicator.
- the crimping machine has a feeder for connectors, which in operated in a controlled or controlled manner in coordination with the actuation of the applicator for pressing. About the feeder can automatically successively several workpieces are supplied to the applicator.
- the conveying process of the feeder is detected by a position sensor for the conveying path.
- the feeding device may be arranged adjacent to the applicator or may also be coupled thereto.
- U S 6 , 047,579 deals with the storage of characteristic data in a storage unit associated with a die, and the wireless transfer of data between the die and the crimping machine.
- DE 298 08 574 U1 discloses a load cell intended for a crimping machine.
- the load cell is hereby arranged away from the crimping dies in the power flow.
- the load cell is formed with arranged between two plates and these supporting force sensors.
- DE 82 24 332 U1 discloses a protective housing for a crimping machine, which must first be closed to increase the reliability after inserting the workpiece in the dies before a power stroke of the crimping machine can be performed.
- the protective housing is made of transparent plastic and has on its front side an opening for insertion of the workpiece.
- EP 0 735 308 A1 discloses a protective cover made of transparent plastic.
- EP 1 635 432 A1 discloses the holding of die halves on a top and a bottom, wherein the top and the bottom are guided over guide rods against each other. Disclosed here EP 1 635 432 A1 also die halves, each having a plurality of juxtaposed nests of different geometries. According to EP 1 635 432 A1 the control of the crimping operation is based on the signals from sensors detecting the crimping force.
- the invention proposes for the first time the use of an exchange adapter for a crimping machine, which is formed with an anvil and a stamp.
- the anvil and the stamp of the removable adapter each have a Gesenkability on which different die halves can be kept.
- different die halves held on the die receptacles of an anvil and a punch may, for example, have regard to the number of nests, the die contours, the height u. differentiate.
- the interchangeable adapter is already used multifunctional, by means of the interchangeable adapter in combination with different die halves different crimping operations can be made possible.
- the anvil and the punch each have a coupling region, via which the anvil and the punch (and thus the removable adapter) can be exchangeably coupled to the crimping machine.
- different coupling areas allow a coupling of Kiradaptern with different crimping machines of the same or different manufacturers.
- the use of different exchangeable adapter allows an extension of the application spectrum of a crimping machine.
- different AC adapter can be coupled with the same crimping machine, which may differ, for example, in terms of size, sensor, swivel or even identical, in which case a wear-dependent replacement can take place
- a sensor is integrated into the exchange adapter, via which a crimping force or a force correlating with it, a crimping path or the like can be detected.
- This embodiment of the invention thus turns away from the prejudice of the expert that a sensor must be a fixed machine component of the crimping machine. Rather, the invention takes into account that different adapter, which can be coupled with the same crimping machine or different crimping machines, each equipped with a sensor. It is made possible according to the invention that, in the event of damage to a sensor, the crimping machine itself does not become inoperable, which is not the case. U. requires a complex expansion of the defective sensor from the crimping machine and the installation of a new sensor. Rather, can be removed according to the invention in a simple manner, the removable adapter with the defective sensor and find another adapter with functional sensor use.
- the sensor may be integrated into the anvil or stamp. It is also possible that the sensor cooperates with both the anvil and with the stamp, in which case the sensor can measure in a direction of action parallel to the crimping movement. It is also possible here that the anvil or the stamp is formed with two anvil parts or two stamp parts, between which the sensor is switched on in the power flow. It is also possible that the anvil or the punch have a recess in which the sensor is arranged. A deformation of the anvil or of the stamp then results in a loading of the sensor arranged in the recess with a force.
- the elastically deformed portions of the anvil or punch of the support are mechanically connected in parallel via the sensor. It is also possible that only one of the two support surfaces of the sensor is supported on the removable adapter, while another support surface of the sensor is freely accessible to the removable adapter and interacts with the assembly of the removable adapter in the crimping machine with a counter-support surface of the crimping machine.
- the coupling regions or the swaged receptacles may be formed with the support surfaces of the sensor.
- both support surfaces of the sensor are integrated into the removable adapter, so that they are not freely accessible and do not have to interact with counter-supporting surfaces of the crimping machine.
- the removable adapter is equipped with a protective cover. This allows at least partial coverage of the parts of the removable adapter which are moved relative to one another during the crimping process. It is also possible that the protective cover protects the anvil, the stamp, the die halves and any other parts against damage or contamination if the adapter is not connected to the crimping machine and / or stored or transported.
- the protective cover may have any shape and size and be made of any material.
- the protective cover is at least partially formed with a transparent material, such as Plexiglas. This embodiment is, for example, advantageous if it is desired for the insertion of the workpiece into the crimping machine and into the exchangeable adapter or an exchange of die halves that the interior of the exchangeable adapter is visible.
- the transparent protective cover can also be used to visually monitor the crimping process by the user or by an optical sensor device.
- the anvil and the stamp are held captive against each other in the removable adapter, wherein a holder preferably does not block the relative degree of freedom between anvil and punch in Crimpcardi.
- a blockage of the relative position of the anvil and the stamp in non-installed state of the removable adapter takes place while this blockage is canceled with the assembly of the removable adapter to the crimping machine.
- the invention proposes that the anvil and other adapters on the adapter are guided over other elements.
- the invention proposes that the anvil and the adapter are guided directly against each other.
- a particularly simple design of this guide is given when the guide via (at least) a guide pin takes place, which may be carried by the anvil or the stamp. This guide pin can then be guided in a guide recess of the other part, ie the punch or the anvil.
- two guide pins are present, via which a rotational degree of freedom of the anvil against the punch is blocked around the crimp axis.
- the two guide pins are arranged on both sides of the Gesentlersure, which on the one hand results in a compact arrangement and on the other hand can give a rigid guide.
- the guide is permanently effective by one or both guide pins between anvil and stamp.
- at least one guide acts only over a sectioncrimphub. For the formation of the guide with two guide pins, this means that the guide pins can have different lengths. The shorter guide pin is then only for a Supplemental degree of freedom of the anvil against the punch is blocked around the crimp axis.
- the sectioncrimphub at the end of the crimping process take place while for an opening of the punch and anvil, the shorter guide pin spaced from the guide recess and thus the punch or anvil is arranged.
- This is advantageous, for example, if the shorter guide pin should not block the view of the workpiece with the die halves open, the threading of the workpiece between the die halves or the view of the die halves.
- the sensor can basically be arranged at any desired location in the exchangeable adapter, in particular the anvil or the stamp.
- the sensor is arranged in a projection in the direction of a crimp axis centered to the Gesenkability. In this way, for example, a symmetrical loading of the sensor can be achieved.
- the sensor may be arranged in the force flow, so that a high sensitivity of the sensor can be brought about. Under certain circumstances, it can also be avoided by means of the embodiment mentioned that the sensor is not acted upon merely by a crimping force or a corresponding normal voltage, but by a normal voltage which varies over the surface or even by a moment of significant magnitude.
- the Gesenk technique is designed only to accommodate Gesenkhiern with only one nest, which is reflected in particular in the required transverse extent of Gesenk technique.
- the die receptacle is designed to receive a die half with a plurality of nests arranged next to one another.
- At least one detachable interface and / or at least one detachable plug is provided on the removable adapter.
- the interface or the plug serves to supply the sensor with electrical power and / or to transmit an output signal of the sensor to an evaluating control unit. If an assembly of a removable adapter with a crimping machine, then a simple electrical coupling between adapter and crimping machine or other components can be done via the plug or the interface. The replacement of a removable adapter against another adapter then requires (in addition to the mechanical assembly and disassembly) to replace the interfaces or connectors.
- the removable adapter transmits an output signal of the sensor via the aforementioned interface or a plug to a separately arranged from the AC adapter control unit, which is for example an integral part of the crimping machine and here u. U. also serves for other purposes.
- a control unit which processes the output signal of the sensor is integrated into the exchange adapter. The thus processed output signal can then be transmitted to an external control unit for further processing via an interface or a plug.
- the possibilities of processing the output signal of the sensor in the integrated in the AC adapter control unit are many. Without the invention being restricted to this example, a calibration of the removable adapter can take place at the factory or after delivery. Corresponding calibration factors or calibration curves can then be modeled or stored in the control unit integrated in the adapter (and possibly a storage unit of any kind). If the adapter is then in operation, an output signal can be generated via the processing of the output signal of the sensor by the integrated control unit, in which the calibration factor is already taken into account. This has the consequence that the different change adapter already produce adapted output signals, which are already adjusted by the manufacturing tolerances and the calibration factors mentioned.
- a further embodiment of the invention relates to a group of interchangeable adapters of the type described above.
- the interchangeable adapters of the group of interchangeable adapters can differ in terms of their coupling regions, their sensors, their swivel receptacles and / or plugs or interfaces.
- Such a group of interchangeable adapters can be offered by a manufacturer, so that a customer from the group can select the appropriate adapter for him. It is also possible that the customer acquires a group of Kiradaptern, which are intended for different purposes, in particular for the operation of different die halves, sensors, workpieces and / or machine tools.
- the different AC adapters of the group have sensors with different measuring ranges. In this way, the adapter can be selected for different applications, in particular with different maximum crimping forces.
- a control unit which is equipped with control logic.
- control logic By means of the control logic, a crimping force and / or a Crimpkraftverlauf is determined from the output signal of the sensor, taking into account a calibration factor or a calibration curve.
- the calibration factor or a calibration curve can be provided at the factory. It is likewise possible for a calibration factor or a calibration curve to be determined in a customer-side calibration method, for example using a crimping simulator, such as this one EP 0 902 509 A1 is described.
- different calibration factors or calibration curves can be used by means of the control logic for different adapter, different dies and / or different workpieces to then determine a crimping force and / or a crimp force profile from the output signal of a sensor of the adapter, taking into account the respective calibration factor .
- the relevant calibration factor or the calibration curve can be specified by the user, which can be done by directly entering a calibration factor or a calibration curve or by entering a type of removable adapter or die halves, then from a file or a map the associated calibration factors or calibration curves be determined.
- the control logic is suitably designed to use different calibration factors or calibration curves for different nests of the die, with which then determine a crimping force and / or a Crimpkraftverlauf from the output signal of the sensor taking into account the calibration factor or the calibration curve.
- each used nest of the die can be manually entered on the crimping machine or there is an automatic detection.
- a sensor for detecting the crimping path may additionally be present on the crimping machine.
- a Crimpkraftverlaufskurve be determined in which the crimping force is applied over the Crimpweg.
- the sensor may be arranged at any desired location, for example in the case of the actuator of the crimping machine, in the actuating kinematics of the crimping machine, in the interchangeable adapter and the like. ä.
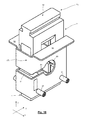
- Fig. 1 shows roughly schematically a removable adapter 1, which is formed with a punch 2 and an anvil 3.
- a respective die receptacle 4a, 4b is provided on the mutually facing end faces, via which die halves 5, 6 are held on the punch 2 and the anvil 3.
- the punch and the anvil 3 have on the end faces remote from each other via coupling regions 7a, 7b, via which the punch 2 and the anvil 3 can be coupled with a crimping machine 8, which for the illustrated embodiment via an upper part 9 and a lower part 10 (FIG. shown here in dashed lines) of the crimping machine 8 takes place.
- the upper part 9 is moved via a crimping path 12 along a crimping axis 11 in the direction of the lower part 10 via an arbitrary actuator, in particular a hydraulic or electric actuator, whereby a crimping force 13 is generated.
- an arbitrary actuator in particular a hydraulic or electric actuator
- a crimping force 13 is generated.
- a workpiece in particular a plug with conductor arranged therein, between the mutually facing end faces of the die halves 5, 6 is pressed in a conventional manner.
- the sensor 14 is arranged in the region of the die receptacle 4b.
- an urging surface 17b of the sensor 14 is supported on the anvil 3, while the other urging surface 17a, which is arranged in the region of the die receptacle 4, is supported on the die half 6.
- the sensor 14 is arranged in mechanical series connection between the anvil 3 and die half 6. It is also possible, in contrast to the illustrated exemplary embodiment, that the die half 6 is supported in addition to the loading surface 17a via an additional surface formed by the anvil 3 in the region of the die receptacle 4b, whereby a parallel force flow relieving the sensor 14 between the die half 6 and Anvil 3 is possible.
- Fig. 2 shows opposite Fig.
- the plug or the interface 18 is arranged in the coupling region 7b, so that preferably with the preparation of the connection between the lower part 10 and the anvil 3, the plug or the Interface 18 an electrical connection for transmitting the output signal of the sensor 14 enters with a mating connector or a counter interface 75 which is provided on the lower part 10.
- the cable 14 assigned to the sensor 14 and the plug or interface 18 are not shown, it being clear to a person skilled in the art that for the embodiments shown here the transmission of the output signal of the sensor 14 is as in FIG Fig. 1 or Fig. 2 can be represented or otherwise can take place).
- the sensor 14 is disposed in the coupling region 7b.
- an urging surface 17a of the sensor 14 is supported on the anvil 3, while the other urging surface 17b is supported on the base 10 in the coupling portion 7b.
- the power flow takes place here in a mechanical series connection of the lower part 10 via the sensor 14 to the anvil 3, wherein, (as in Fig. 3 is shown schematically), a parallel flow of force to the path above the sensor 14 can be made by additional contact surfaces between the anvil 3 and lower part 10.
- the anvil 3 has a recess 19 in which the sensor 14 is arranged.
- the application of pressure to the sensor 14 requires that an elastic deformation of the anvil 3 as a result of the crimping force 13 takes place in deformation regions 20a, 20b, which are arranged in particular laterally of the sensor 14.
- part of the crimping force 13 is absorbed by the deformation regions 20a, 20b, while the other part is applied to the sensor 14.
- the sensor is arranged parallel to the power flow between the die halves 5, 6, in which case the sensor 14 is supported both on the punch 2 and on the anvil 3 with its loading surfaces 17a, 17b, which in the region of the die holders 4a, 4b can be done or off the same.
- the sensor 14 has a deformation region 21 which enables the crimping path 12.
- the sensor 14 is effective over the entire crimping path 12. It is entirely conceivable that the sensor interacts with the punch 2 and the anvil 3 with a kind of play, so that the sensor 14 is acted upon only in one end region of the crimping path 12.
- the senor 14 may be fixed on one side to the punch 2 or anvil 3 and come to rest on the anvil 3 or the stamp 2 only after overcoming the game. It is also possible that a part of the sensor 14 is attached to the punch 2 and another part of the sensor 14 is attached to the anvil 3 and the two parts of the sensor 14 only after overcoming a game interact with each other. ###
- Fig. 6 schematically shows a sensor 14, which is fixed here both on the punch 2 and on the anvil 3. It is possible that this sensor, as for the previously described embodiments, is designed as a force sensor of any design. According to Fig. 6 However, a relative movement of two sensor parts, which are carried on the punch 2 and on the anvil 3, can be detected, so that in this way the sensor 14 can be designed as a displacement sensor. It is understood that in the removable adapter 1 and cumulatively a displacement sensor and a force sensor can be used.
- the coupling portion 7a is covered at the front by a cover plate 22 which is held in its closed position by an actuatable by means of a Allen tool locking screw on the crimping machine 8.
- the cover plate 22 secures an exit of the anvil 3 from the coupling region 7a - rather, the removal of the anvil 3 from the crimping machine 8 is possible only with elimination of the cover plate 22.
- Fig. 8 shows the attachment of the removable adapter 1 via the punch 2 and the anvil 3 to the upper part 9 and the lower part 10 of the crimping machine 8.
- the coupling portions 7a, 7b of the punch 2 and the anvil 3 are each formed with a T-shaped extension 23 which interacts with counter-coupling portions 24a, 24b formed by the top 9 and the bottom 10.
- the counter-coupling portions 24a, 24b are formed as T-slots 25, 26, whose longitudinal axis are oriented in the direction of the y-axis.
- the T-grooves are formed by holding elements 27, which are fixed to a base body of the upper part 9 and lower part 10.
- a positioner 28 can be seen, via which the workpiece, in particular the plug with conductor, can be introduced in a predetermined relative position between the die halves 5, 6 and can be held here before and / or during the crimping process.
- the positioner 28 has a predetermined by a pivot pin 29 pivot axis 30, arranged in the upper end region of the pivot pin 29 latching device 31 and about a pivot axis 32 which is oriented parallel to the y-axis, under the action of a spring Holding device 33, here in the form of an angled holding plate, by means of which the workpiece is fixed in the positioner 28.
- Fig. 8 and 9 are handling members 34 to recognize, which are attached here to the anvil 3. These extend parallel to the x-axis and are formed for the illustrated embodiment with possibly rotatable bolts or sleeves.
- the changing adapter 1 or the anvil 3 can be held in the fingers of the user via the handling members 34 and can be guided over the coupling regions 7 during the bringing about of the coupling.
- Fig. 9 are held in the region of the die holders 4a, 4b of the punch 2 and the anvil 3 on these die halves 5, 6, whose longitudinal extent is oriented parallel to the y-axis.
- Fig. 9 two on both sides of the die halves 5, 6 arranged and supported by the anvil 3 guide pins 35, 36 to recognize.
- the guide pins 35, 36 occur to guide the crimping movement between the punch 2 and the anvil 3 in interaction with guide recesses 37, 38 of the punch. 2
- the front, the user of the crimping machine 8 facing guide pin 35 is shorter than the rear guide pin 36.
- the guide pins 35, 36 are received with a press fit in corresponding, oriented in the direction of the z-axis holes of the anvil 3. Escape to the guide pins 35, 36 of the punch 2 is penetrated by the guide recesses 37, 38, in which it is for the illustrated embodiment are holes whose diameter forms a clearance with the diameter of the guide pins 35, 36. Due to the different length of the guide pins 35, 36, the front guide pin 35 comes only during the actual crimping, so not during any Leerhubs to effect.
- the front guide pin 35 comes into effect only for a final phase of the crimping process. If, however, a wide opening of the punch 2 relative to the anvil 3, the guide pin 35 is spaced from the punch 2, which has the advantage that the user can look from the front into the interior of the removable adapter 1 and also on the die halves 5, 6 can check as well as the insertion and the position of the plug and the conductor.
- Fig. 9 and 10 is an exemplary embodiment of the coupling of the die halves 5, 6 with the punch 2 and the anvil 3 in the region of the die holders 4a, 4b shown.
- the die halves 5, 6 are basically plate-shaped and can be inserted into a corresponding slot, a recess or groove 39, 40 of the punch 2 and the anvil 3.
- Transversely to the plate-shaped base of the die halves 5, 6 support and centering pins 41 extend are oriented parallel to the x-axis and in accordance with the section Fig. 10 are arranged at the corners of a rectangle. Two such support and centering pins 41 are respectively arranged on the punch 2 and on the anvil 3.
- the support and centering pins 41 are in half-shell-shaped receptacles 42 on both sides of the slots, grooves or recesses 39, 40, which are formed by the female retainers 4a, 4b. In this way, on the one hand exact positioning of the die halves 5, 6 guaranteed. On the other hand, via the support and centering pins 41, a support of the crimping forces 13 between the die halves 5, 6 and the punch 2 and the anvil 3. In addition, the die halves 5, 6 each with a screw 43 on the punch 2 and the anvil attached. The screws 43 extend parallel to the x-axis. Furthermore in Fig.
- a securing bolt 44 which is guided in a bore of the lower part 10 displaceable in the direction of the z-axis and via a spring, not shown in the in Fig. 10 effective position.
- the securing bolt 44 extends through a recess 45 of the anvil 3, which is positively avoided that the anvil 3 in Fig. 10 can be pushed out of the T-slot 26 to the left.
- An additional backup of the punch 2 as explained above, through the cover plate 22. If the removable adapter 1 are removed from the crimping machine 8, the locking pin 44 must be manually operated down, which can be done via an actuator 46 which in Fig. 7 is shown.
- the Gesentlersure 4a, 4b of the removable adapter 1 are formed for the illustrated embodiment with the slots, recesses or grooves 39, 40, the receptacles 42 and the bore or a thread for the screw 43, whereby a replaceable attachment of the die halves 5, 6 on the Stamp 2 and the anvil 3 is possible.
- Fig. 11 to 14 show interchangeable adapter 1 a, 1 b, 1 c, 1 d, with which a group of Kiradaptern can be formed as they can be distributed by a company for the purpose of using different die halves 5, 6 and coupling with different crimping machines 8.
- the coupling regions 7a, 7b are formed identically so that they can be intended for use in a specific crimping machine 8 or crimping machines with matching coupling regions.
- the coupling portions 7a, 7b may have in addition to the extensions 23 guide grooves 47, which can cooperate with corresponding projections of the upper and lower parts 9, 10.
- Fig. 11 shows a removable adapter 1 according to the in the Fig. 8 to 10 illustrated embodiment in which the Gesentler reconsider 4a, 4b are formed with the receptacles 42 and a bore 48 for the screw 43.
- Fig. 12 shows a removable adapter 1 b with different configuration of the Gesentlersure 4a, 4b:
- the Gesentlersure 4a, 4b each have a extending in the direction of the y-axis projection or web 49, which has a substantially rectangular cross-section in an xz-sectional plane, the in Direction of the y-axis is constant.
- These die holders 4a, 4b are intended for die halves 5, 6 which have slots, grooves or recesses on the sides facing the die receptacles 4a, 4b, which have a cross section corresponding to the webs 49.
- the die halves 5, 6 are mounted on the die receivers 4a, 4b, the die halves 5, 6 embrace the webs 49a, 49b in a U-shape.
- a transverse bore extending in the direction of the x-axis is introduced, through which a complementary, the attachment serving screw 43 extends or can be screwed.
- the Gesentler essence 4a, 4b are formed in this case by the combination of the webs 49 with the screws 43 or the bore or the thread for this.
- the die halves 5, 6 abut the end faces on abutment or guide surfaces 50 of the punch 2 and the anvil 3 and be guided here.
- the Gesentlersure 4a, 4b are formed with extending in the direction of the y-axis slots, recesses or grooves 51, in the formed by the die halves 5, 6 webs or projections can occur, in which case the die halves 5, 6 with a paragraph can be supported on the upper side of the female receptacles 4a, 4b. It is also possible that the die halves 5, 6 plate-shaped are of a geometry such that they can be inserted into the slots 51.
- the die holders 4a, 4b For fixing the die halves 5, 6 in the die holders 4a, 4b, the die holders 4a, 4b have through holes 52 extending in the direction of the y-axis, through which a pin or a screw can extend, which also has a corresponding through bore of the die halves 5, 6 interspersed.
- the swivel receptacles 4a, 4b are thus formed with the slots, grooves or recesses 51 and the through-holes 52.
- the adapter 1d according to Fig. 14 has a significantly in the direction of the y-axis enlarged extent, which can serve to accommodate correspondingly enlarged die halves 5, 6.
- the swivel receptacles 4a, 4b are formed with in a first approximation parallelepiped-shaped receiving spaces 53.
- the receiving spaces 53 are each open on one side in the direction of the x-axis.
- recesses or grooves 54 are formed in these grooves 54 are projections, webs or ribs, which are frontally formed by the die halves 5, 6, added.
- the die halves 5, 6 are held in the die receivers 4a, 4b by a frictional engagement between the projections, ribs or webs and the grooves 54.
- punch 2 and anvil 3 are each formed in two parts with a base body 55, in which a holding body 56 is inserted in the direction of the x-axis.
- the receiving spaces 53a, 53b are delimited with approximately central division of the base body 55 and the holding body 56.
- the surfaces 54 bounding the groove whose surface normal is oriented in the direction of the X-axis, on the one hand by the base body 55 and on the other hand limited by the holding body 56.
- the holding body 56 With the insertion of the holding body 56 in the base body 55 and pressing the holding body 56 in the direction of the base body 55, for example via a screw, the lateral boundary surfaces of the grooves 54a, 54b of the holding body 56 in the direction of the opposite boundary surfaces of the grooves 54a, 54b, the are formed by the base body 55a, 55b are pressed, whereby ultimately a compression of the projections, webs or ribs of the die halves 5, 6 can be carried out in the grooves 54.
- the holding body 56 In the area bounding the receiving spaces 53, the holding body 56 is U-shaped in a section in the xy plane, the ends of the parallel side limbs of the U delimiting the grooves 54a, 54b. It is possible that the transverse leg of the U is extended beyond the side legs to provide a mounting area for a screw acting between the base body 55 and the retaining body 56 (in FIG Fig. 14 not recognizable).
- Fig. 15 shows a change adapter 1a according to Fig. 11 , which is equipped with an additional protective cover 57a.
- the protective cover is formed in a rough approximation as a hollow cuboid with constant wall thickness, the hollow cuboid being open at the top and bottom, so that the stamp 2 and the anvil 3 can enter the protective cover 57a from above and below.
- the protective cover 57 a is fixed to the anvil, while the punch 2 during the crimping operation can perform a relative movement to the protective cover 57. It is possible that the protective cover 57a has in the direction of the xy-axis extending lug plates 58, with which handling surfaces are formed.
- the protective cover 57a has approximately rectangular recesses 59 which are closed at the edge, through which a workpiece, in particular the plug with lead, extend into or out of the exchangeable adapter 1a during the crimping process can and / or to a certain extent a manipulation of the limited by the protective cover 57 a interior space is possible.
- the protective cover 57a is made of transparent Plexiglas, so that also by the protective cover 57a by the user, preferably viewed in the direction of the y-axis, the view of the die halves 5, 6 and the workpiece before, during and after the crimping possible is.
- the protective covers 57 may be individualized for the different exchangeable adapters 1a-1d.
- Exemplary shows Fig. 16 a protective cover 57d, which for a removable adapter 1d according to Fig. 14 is used. It can be seen here that the size of the hollow cuboid for the protective cover 57d is adapted to the enlarged extent of the removable adapter 1d in the direction of the x-axis.
- a single recess 59 instead of the two rectangular recesses 59 according to Fig. 15 a single recess 59 insert.
- This recess 59 is formed with two circular partial recesses 60 of the walls, which extend in the direction of the YZ plane.
- the two partial recesses 60 are connected to one another via a slot 61 running in the xy axis along the circumference of the protective cover 57d.
- the die halves 5, 6 used in the exchangeable adapter 1 can be formed with a plurality of nests 62a-d formed adjacent to one another in the direction of the Y-axis, which can differ in size and / or geometry. While in the preceding figures, the sensor 14 is not shown in the removable adapter 1, is in Fig. 17 the sensor 14 is symbolized. In this case, the sensor 14 is arranged at a projection in the direction of the crimp axis 11 centered to the die halves 5, 6.
- the sensor 14 is arranged centrally and in the direction of the crimp axis 11 behind the nest 62c, so that a large proportion of the crimping force 13 passes over the sensor 14 and / or a symmetrical loading of the stamp 2 and of the anvil 3 and the sensor 14 takes place.
- asymmetric loading of the punch 2 and the anvil 3 takes place when the nests 62a, 62b, 62d are used to varying degrees, and the crimping force 13 only extends over the sensor 14 with a reduced proportion. This reduced proportion can be taken into account by means of an adapted calibration factor ,
- Fig. 18 shows the use of the removable adapter 1a with other die halves 5, 6, wherein in these die halves 5, 6 only three nests 62a-c are used and they have a changed Gesenkkontur.
- Fig. 19 and 20 can permanently or optionally the removable adapter 1 equipped with a positioner 28.
- the degrees of freedom of movement of the positioner, the operative connection between positioner and workpiece and the attachment of the positioner to a punch or anvil is, for example, the patent application DE 10 2010 061 148 A1 and referenced therein further publications.
- Fig. 19 and 20 By way of example only, one possible embodiment of the positioner 28 is shown without any intention that the invention be limited thereto.
- Fig. 19 shows the positioner 28 in a kind of exploded view with a fixed to the anvil 3 base body 63 and a separately shown pivoting body 64. On the base 63 of the pivot pin 29 is held, whereby the pivot axis 30 is predetermined. Swivel body 64 has a bore through which the pivot pin 29 extends in the assembled state.
- the holding device 33 is closed, so that held in the positioner, the workpiece, fixed and in a predetermined position and position brought is.
- the pivoting body 64 is pivoted about the pivot axis 32 from an open position to a closed position, whereby the workpiece is brought into a predetermined position and orientation to the die halves 5, 6.
- This pivotal position of the pivoting body 64 is secured by one, preferably two redundant fixing devices.
- main body 63 and swivel body 64 have a fixing device via magnetic elements 65, 66, which the swivel body in the in Fig. 20 apply shown pivot position.
- the magnetic elements 65, 66 come in the pivot position according to Fig. 20 to abut each other.
- a positive locking element 67 can be provided for a redundant fixation.
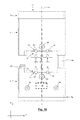
- Fig. 21 schematically shows the signal and energy flow in a removable adapter 1.
- the sensor 14 is supplied with electrical energy via a plug or an interface 18.
- the output signal 68 of the sensor 14, which correlates with the crimping force 13 according to a previously determined dependency, is fed to a control unit 69 integrated in the interchangeable adapter 1.
- a modified output signal 70 supplied to the plug or the interface 18 is determined.
- the modified output signal 70 may be determined from the output signal 68 via a constant calibration factor or a calibration curve (or other dependency).
- the calibration factor 72 or the calibration curve 73 can be stored in a memory 71, which can then be read out from the memory 71 by the control unit 69.
- the calibration factor 72 or the calibration curve 73 can be stored at the factory in the memory 71 or taken into account in a control logic of the control unit 69. It is also possible that with commissioning of the crimping machine 8 an individual calibration takes place with storage of the calibration factor 72, the calibration curve 73 or the other dependency in the memory 71. It is possible that different calibration factors 72 or calibration curves 73 are used depending on which of the Nests 62a, 62b, 62c, 62d is in use. Different calibration factors 72, calibration curves 73 or other dependencies can also be used for different changeable adapters 1a, 1b, 1c, 1d.
- the modified output signal 70 is then likewise transmitted via the plug or the interface 18 for further processing and / or for the documentation thereof to a counter-interface 75 of an adjacent component, in particular the crimping machine 8.
- the control unit 69 and memory 71 are externally formed and arranged by the AC adapter 1, for example at any point of the crimping machine 8.
- the memory 71 and the control unit 69 form a unit 74 Fig. 22 the output signal 68 of the sensor is transmitted directly to a plug or an interface 18.
- the plug or the interface 18 cooperates with the mating connector or the counter-interface 75, via which the output signal 68 of the control unit 69 is supplied, where then the corresponding processing to a modified output signal 70 using the calibration factor 72, the calibration curve 73 or the other dependency and further processing, in particular a documentation, successes can take place.
- the letters a to d changeable adapter 1 with different design, in particular with regard to the design of the swaged mounts 4 and / or the coupling regions 7, characterized.
- the letters a and b are used to distinguish functionally equivalent components as to whether they interact with the stamp (mark with the letter a) or on the anvil (mark with the letter b) stand.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Control Of Presses (AREA)
Abstract
Description
- Die Erfindung betrifft einen Wechseladapter für eine Crimpmaschine, mittels welcher ein Verpressen eines Werkstücks, insbesondere eines Steckers mit mindestens einem Kabel oder Leiter erfolgt. Weiterhin betrifft die Erfindung eine Gruppe von Wechseladaptern sowie eine Crimpmaschine mit mehreren Wechseladaptern.
-
DE 199 03 194 A1 beschreibt, dass eine Crimpkraft während des Vercrimpen eines Werkstücks von einer Vielzahl von Faktoren und unter Umständen einem komplexen Zusammenhang abhängt, wofür im Folgenden lediglich einige Beispiele genannt werden. Abhängen kann die Crimpkraft von dem Leiter und Drähten des Leiters, insbesondere von Schwankungen des Leiterquerschnitts, von dem Material oder der Zusammensetzung (Legierung), der Anzahl der Einzeldrähte, der Verteilung der Einzeldrähte im Adercrimp oder der Oberfläche der Einzeldrähte (verzinnt o. ä.). Auch abhängen kann die Crimpkraft von dem elektrischen Kontaktelement, welches mit dem mindestens einen Leiter verpresst werden soll. Insbesondere hängt die Crimpkraft ab von toleranzbedingten Schwankungen der Materialdicke des Kontaktelements, der Härte des Kontaktelements, der Zusammensetzung des Kontaktelements, der Ausbildung einer so genannten Rillenprägung, der Ausbildung einer Anfasung der Aderkrallen, der Ausbildung des Übergangs zum Steck- bzw. Isolationskrallenbereich, der Oberflächenbeschaffenheit, einem etwaigen Befettungszustand, einer Länge des Adercrimps oder der Länge von Aderkrallen (insbesondere wenn diese nach dem Einrollen auf dem Boden aufstoßen). Weiterhin beeinflusst wird die Crimpkraft durch das Gesenk, insbesondere eine Ausbildung einer Gesenkanfasung (Trompetenbildung), durch das Gesenkprofil, die Gesenkoberfläche, eine Umformgeschwindigkeit u. ä. Schließlich kann die Crimpkraft von Umgebungsbedingungen, dem Aktuator, der mechanischen Wirkkette zur Betätigung der Gesenke, einem Verschleiß, nicht ordnungsgemäß befestigten Führungen, Spiel, externen Erschütterungen, Verschmutzungen, fehlerhaften Bauelementen, Temperaturunterschieden u. ä. abhängen. - Umgekehrt ist bei Erfassung einer Crimpkraft der Rückschluss auf einen ordnungsgemäßen Crimpprozess möglich. Um lediglich ein einfaches nicht beschränkendes Beispiel zu nennen, kann für ein Verpressen eines Steckers mit einem Kabel mit 19 Litzen eine Soll-Crimpkraft (oder ein Toleranzbereich der Crimpkraft) vorgegeben werden. Fehlen in dem verpressten Querschnitt zwei Litzen, kann dies durch eine Abweichung der Crimpkraft erkannt werden. Für eine Auswertung der Crimpkraft kann eine Auswertung diskreter Werte der Crimpkraft, insbesondere von Minima und Maxima, des Crimpkraftverlaufs, beispielsweise mit der Erfassung von Zeitspannen oder Crimpwegen zwischen Minima und Maxima, Crimpkraftänderungen und Crimpkraftänderungsgeschwindigkeiten u. ä. erfolgen. Das Ergebnis einer derartigen Überwachung kann genutzt werden, um automatisiert fehlerhafte Crimpergebnisse auszusortieren. Möglich ist auch, dass für vorgegebene Stichproben oder sogar für jeden Crimpvorgang eine Dokumentation der Crimpkraft oder des Crimpkraftverlaufs erfolgt. So kann beispielsweise bei einem Flugzeugabsturz zu einem späteren Zeitpunkt feststellbar sein, ob ein möglicherweise hiermit im Zusammenhang stehender Stecker ordnungsgemäß vercrimpt worden ist, was dann anhand der Crimpkraft oder des Crimpkraftverlaufs nachgewiesen werden kann.
- Zur Erfassung einer Crimpkraft während des Crimpvorgangs ist es aus
DE 195 48 533 C2 bekannt, den Speisestrom eines als Elektromotor ausgebildeten Aktuators zur Erzeugung der Crimpkraft zu überwachen. Ist der Speisestrom kleiner oder größer als ein Standardspeisestrom, kann dies als Indiz dafür gewertet werden, dass der Crimpvorgang nicht wunschgemäß ausgeführt worden ist. Während des Crimpvorgangs wird des Weiteren über einen Höhensensor eine Höhe eines Crimpstempels abgetastet, während ein Werkstück verpresst wird. Die gemessene Höhe wird an eine Steuereinheit übertragen, die auf Grundlage der Höhe entscheidet, ob der Crimpvorgang ordnungsgemäß durchgeführt worden ist. - Für einige aus dem Stand der Technik bekannte Ausgestaltungsformen ist der Kraftsensor in den Kraftfluss von dem Aktuator zu dem relativ zum Amboss bewegten Stempel integriert, vgl. bspw.
DE 196 22 390 A1 undEP 2 181 602 A1 . - Gemäß
EP 0 902 509 A1 betätigt ein Motor über ein Getriebe einen Exzenterantrieb, welcher eine vertikale Bewegung eines Werkzeughalters mit Kraftsensor und Haltegabel erzeugt. An dem Werkzeughalter ist das Werkzeug gehalten, welches mit dem Amboss während des Crimpvorgangs zusammenwirkt. Eine Kalibrierung des Kraftsensors erfolgt, indem der Werkzeughalter mit einem Crimpsimulator gekoppelt wird, in welchem ein zweiter Kraftsensor angeordnet ist. Als zweiter Kraftsensor kann auch ein vergleichsweise teurer Sensor, insbesondere ein Quarz-Kraftaufnehmer, Einsatz finden, mittels dessen dann der im Werkzeughalter eingebaute Kraftsensor kalibriert werden kann.EP 0 902 509 A1 offenbart auch mögliche Auswertungen der Crimpkraft und des Crimpkraftverlaufs zur Gewinnung von Rückschlüssen auf den Crimpvorgang und zur Ableitung von Fehlermeldungen. - Auch gemäß
DE 43 37 797 B4 ist ein Kraftsensor in den Kraftfluss von einem Aktuator zu einem relativ zu dem Amboss bewegten Stempel angeordnet. Hierbei ist der Kraftsensor in mechanische Reihenschaltung zwischen einem Werkzeughalter und einem Antriebselement angeordnet. Der Kraftsensor verfügt über eine obere sowie eine untere Anlagefläche. Während an der oberen Anlagefläche das Antriebselement abgestützt ist, überträgt die untere Anlagefläche die Crimpkraft auf den Werkzeughalter. Der Kraftsensor ist in einem von dem Werkzeughalter und dem Antriebselement begrenzten sacklochförmigen Hohlraum angeordnet. Hierbei ist der Sensor mit zwei Piezoscheiben und dazwischenliegender Scheibenelektrode ausgebildet. Eine Anschlussfahne dient der Ableitung der erzeugten Ladung an eine Auswerteelektronik. Über einen membranförmigen Krafteinleitungskörper ist der den Kraftsensor aufnehmende Hohlraum hermetisch abgeschlossen. -
EP 1 381 123 A1 offenbart eine maschinenseitig vorgesehene Werkzeugaufnahme, welche von einem Antrieb in vertikaler Richtung bewegt werden kann. In die Werkzeugaufnahme ist ein oberes Werkzeug einsetzbar und verriegelbar. Die Werkzeugaufnahme ist mit einer Kraftsensoreinrichtung versehen, die die am Oberwerkzeug auftretenden Crimpkräfte erfasst. Die Kraftsensoreinrichtung ist hierbei mit einem Gehäuse gebildet, in welchem in den Kraftfluss zwischen Boden und Deckel vier Kraftsensoren in mechanischer Parallelschaltung zwischengeordnet sind. Die vier Kraftsensoren sind hierbei in einer Ebene angeordnet, welche quer zur Crimpachse orientiert ist. - Andere Druckschriften schlagen eine Anordnung des Kraftsensors im Kraftfluss zur Abstützung des ruhenden Ambosses vor:
- Gemäß
DE 40 38 658 A1 undEP 0 989 636 B1 ist eine untere Gesenkhälfte einer Crimpmaschine abgestützt über eine plattenartige Anschlusscrimpauflage, eine plattenartige Anbringeinrichtungs-Basisplatte, eine Befestigungsplatte und ein Fußgestell. In die Befestigungsplatte ist eine Kraftmesszelle integriert. Vorzugsweise findet hier ein Piezoelement zur Bildung des Kraftsensors Einsatz. - Gemäß
DE 41 11 404 A1 ist ein plattenförmiger Amboss waageartig abgestützt über mehrere in einer horizontalen Ebene angeordnete Drucksensoren in mechanischer Parallelschaltung. Die Drucksensoren bestehen hier aus Piezo-Elementen, die in Dämpfungskissen aus Silikon eingebettet sind. -
DE 100 41 237 B4 offenbart eine Crimpmaschine, bei welcher ein Amboss gebildet ist mit einer Grundplatte, einer Aufnahmeplatte, einem Kraftsensor, einem Führungskörper und einem Druckbolzen, der im Führungskörper geführt ist und eine Höhenverstellung ermöglicht. Führungskörper, Kraftsensor, Aufnahmeplatte und Grundplatte sind hierbei in zweckmäßiger Weise zu einer Einheit miteinander verschraubt. -
EP 0 878 878 A2 offenbart einen Aufnahmeadapter zur Messung einer Crimpkraft. Der Aufnahmeadapter ist hier in mechanischer Reihenschaltung in den Kraftfluss integriert, wobei in dem Aufnahmeadapter selbst zwei Kraftsensoren parallel geschaltet sind. -
WO 2007/067507 A1 offenbart eine Crimpmaschine, bei welcher Gesenke Bestandteil eines Applikators sind. Der Applikator ist auswechselbar, um Werkstücke unterschiedlicher Größen oder Typen verpressen zu können oder einen verschlissenen oder beschädigten Applikator auszutauschen. Vorgeschlagen wird, den Applikator mit einem Speicher und/oder einer Steuereinheit auszustatten. Mit der Steuereinheit und dem Speicher können charakteristische Daten des Applikators, der Gesenke, der Crimpwege und der mit dem Applikator zu verpressenden Werkstücke u. ä. gespeichert werden, die dann bei Verwendung des Applikators in der Crimpmaschine von einer Steuerung der Crimpmaschine ausgelesen und verarbeitet werden können. Angesprochen ist inWO 2007/067507 A1 auch eine Steuerung oder Regelung des Crimpvorgangs, wobei nicht näher spezifiziert ist, ob diese Steuerung oder Regelung auf Grundlage der Erfassung eines Crimpwegs oder einer Crimpkraft erfolgt. Eine Sensierung des Crimpvorgangs erfolgt offensichtlich im Bereich der Crimpmaschine abseits des Applikators. Ergänzend verfügt die Crimpmaschine über eine Zuführeinrichtung für Stecker, welche in gesteuerter oder geregelter Weise unter Abstimmung mit dem Betätigen des Applikators zum Verpressen betrieben wird. Über die Zuführeinrichtung können automatisch sukzessive mehrere Werkstücke dem Applikator zugeführt werden. Der Fördervorgang der Zuführeinrichtung wird erfasst über einen Positionssensor für den Förderweg. Die Zuführeinrichtung kann benachbart dem Applikator angeordnet sein oder auch mit diesem gekoppelt sein. - Auch US 6,047,579 beschäftigt sich mit der Speicherung charakteristischer Daten in einer Speichereinheit, welche einem Gesenk zugeordnet ist, und der drahtlosen Übertragung von Daten zwischen dem Gesenk und der Crimpmaschine.
-
DE 298 08 574 U1 offenbart eine Kraftmessdose, welche für eine Crimpmaschine bestimmt ist. Die Kraftmessdose wird hierbei abseits der Crimpgesenke in dem Kraftfluss angeordnet. Die Kraftmessdose ist gebildet mit zwischen zwei Platten angeordneten und diese abstützenden Kraftsensoren. -
DE 82 24 332 U1 offenbart ein Schutzgehäuse für eine Crimpmaschine, welches zur Erhöhung der Betriebssicherheit nach dem Einlegen des Werkstücks in die Gesenke erst geschlossen werden muss, bevor ein Arbeitstakt der Crimpmaschine ausgeführt werden kann. Das Schutzgehäuse ist aus transparentem Kunststoff hergestellt und besitzt auf seiner Vorderseite eine Öffnung zum Einführen des Werkstücks. AuchEP 0 735 308 A1 offenbart eine Schutzabdeckung aus durchsichtigem Kunststoff. -
EP 1 635 432 A1 offenbart das Halten von Gesenkhälften an einem Oberteil sowie einem Unterteil, wobei das Oberteil und das Unterteil über Führungsstangen gegeneinander geführt sind. Hierbei offenbartEP 1 635 432 A1 auch Gesenkhälften, die jeweils mehrere nebeneinander angeordnete Nester unterschiedlicher Geometrien besitzen. GemäßEP 1 635 432 A1 erfolgt die Steuerung des Crimpvorgangs auf Grundlage der Signale von Sensoren, welche die Crimpkraft erfassen. - Der Erfindung liegt die Aufgabe zugrunde, eine Crimpmaschine und Bestandteile hiervon hinsichtlich
- der Möglichkeiten zur Erfassung der Crimpkraft und/oder des Crimpweges,
- der möglichen Einsatzzwecke und Variabilität,
- der Genauigkeit der Erfassung einer Crimpkraft,
- des Montage- und Demontageaufwands für eine Anpassung an unterschiedliche Einsatzzwecke
- Die Aufgabe der Erfindung wird erfindungsgemäß mit den Merkmalen der unabhängigen Patentansprüche gelöst. Weitere bevorzugte erfindungsgemäße Ausgestaltungen sind den abhängigen Patentansprüchen zu entnehmen.
- Der eingangs aufgeführte Stand der Technik basiert auf der Annahme, dass ein Sensor bevorzugt fester Bestandteil der Crimpmaschine ist, also fest und nicht auswechselbar in die Betätigungskinematik der Crimpmaschine zu integrieren ist mit ständigem elektrischen Anschluss des Sensors an die elektrische Leistungsversorgung und eine auswertende Steuerelektronik. Etwaige Anpassungen der Crimpmaschine an unterschiedliche Crimpvorgänge, beispielsweise für unterschiedliche Werkzeug- oder Werkstückgeometrien, erfolgen hier im Kraftfluss erst "stromabwärts" des Sensors, also zwischen Sensor und Werkstück.
- Abweichend zu diesen etablierten Grundgedanken schlägt die Erfindung erstmals den Einsatz eines Wechseladapters für eine Crimpmaschine vor, der mit einem Amboss und einem Stempel gebildet ist. Der Amboss und der Stempel des Wechseladapters verfügen jeweils über eine Gesenkaufnahme, an welcher unterschiedliche Gesenkhälften gehalten werden können. Wahlweise an den Gesenkaufnahmen eines Ambosses und eines Stempels gehaltene unterschiedliche Gesenkhälften können sich beispielsweise hinsichtlich der Zahl der Nester, der Gesenkkonturen, der Höhe u. ä. unterscheiden. Damit ist der Wechseladapter bereits multifunktional einsetzbar, indem mittels des Wechseladapters in Kombination mit unterschiedlichen Gesenkhälften unterschiedliche Crimpvorgänge ermöglicht werden können.
- Darüber hinaus besitzen der Amboss und der Stempel jeweils einen Kopplungsbereich, über welchen der Amboss und der Stempel (und damit der Wechseladapter) mit der Crimpmaschine auswechselbar gekoppelt werden können. Beispielsweise ermöglichen unterschiedliche Kopplungsbereiche eine Kopplung von Wechseladaptern mit unterschiedlichen Crimpmaschinen gleicher oder unterschiedlicher Hersteller. Somit ermöglicht der Einsatz unterschiedlicher Wechseladapter eine Erweiterung des Anwendungsspektrums einer Crimpmaschine. Ebenfalls möglich ist, dass über den Kopplungsbereich alternativ unterschiedliche Wechseladapter mit derselben Crimpmaschine gekoppelt werden können, die sich bspw. hinsichtlich Größe, Sensor, Gesenkaufnahmen unterscheiden können oder die sogar identisch sind, wobei in diesem Fall ein verschleißabhängiger Austausch erfolgen kann
- Erfindungsgemäß ist in den Wechseladapter ein Sensor integriert, über den eine Crimpkraft oder eine mit dieser korrelierende Kraft, ein Crimpweg o. ä. erfasst werden kann. Diese Ausgestaltung der Erfindung wendet sich somit ab von dem Vorurteil des Fachmanns, dass ein Sensor fester Maschinenbestandteil der Crimpmaschine sein muss. Vielmehr nimmt die Erfindung in Kauf, dass unterschiedliche Wechseladapter, die mit derselben Crimpmaschine oder unterschiedlichen Crimpmaschinen koppelbar sind, jeweils mit einem Sensor ausgestattet werden. Ermöglicht wird erfindungsgemäß, dass bei einer Beschädigung eines Sensors nicht die Crimpmaschine selbst funktionsuntüchtig wird, was u. U. einen aufwendigen Ausbau des defekten Sensors aus der Crimpmaschine und den Einbau eines neuen Sensors erfordert. Vielmehr kann erfindungsgemäß auf einfache Weise der Wechseladapter mit dem defekten Sensor entfernt werden und ein anderer Wechseladapter mit funktionstüchtigem Sensor Einsatz finden.
- Durchaus möglich ist auch, dass unterschiedliche Wechseladapter für eine Crimpmaschine mit Sensoren mit unterschiedlichen Messbereichen ausgestattet sind. Findet gemäß dem Stand der Technik ein einziger maschinenseitiger Sensor Einsatz, ist dieser auf die maximal für sämtliche möglichen Crimpvorgänge wirkende Crimpkraft auszulegen. Bei einer begrenzten Auflösung des Sensors und der Verarbeitung des Sensorsignals beschränkt dies insbesondere die Messgenauigkeit für Fälle, in welchen die Crimpkraft lediglich einen Bruchteil der genannten maximalen Crimpkraft beträgt. Erfindungsgemäß können für unterschiedliche Einsatzzwecke unterschiedliche Sensoren eingesetzt werden, mittels welchen dann die zu erwartenden unterschiedlichen maximalen Crimpkräfte mit hoher, optimierter Auflösung erfasst werden können. Erfindungsgemäß wird darüber hinaus ermöglicht, dass der Sensor in dem Wechseladapter verhältnismäßig nahe an den Gesenkhälften angeordnet ist. Da große Übertragungswege zwischen den Gesenkhälften und dem Sensor die Messgenauigkeit verringern und den Einfluss von Fehlern vergrößern, kann mit dem erfindungsgemäßen Wechseladapter und dem integrierten Sensor eine Verbesserung der Messgenauigkeit erfolgen.
- Im Rahmen der vorliegenden Erfindung gibt es vielfältige Möglichkeiten für die Integration des Sensors in den Wechseladapter. Um lediglich ein Beispiel zu nennen, kann der Sensor in den Amboss oder den Stempel integriert sein. Ebenfalls möglich ist, dass der Sensor sowohl mit dem Amboss als auch mit dem Stempel zusammenwirkt, wobei in diesem Fall der Sensor in eine Wirkrichtung parallel zu der Crimpbewegung messen kann. Möglich ist hierbei auch, dass der Amboss oder der Stempel mit zwei Ambossteilen oder zwei Stempelteilen gebildet ist, zwischen welchen der Sensor in den Kraftfluss eingeschaltet ist. Ebenfalls möglich ist, dass der Amboss oder der Stempel eine Ausnehmung besitzen, in welcher der Sensor angeordnet ist. Eine Verformung des Ambosses oder des Stempels hat dann eine Beaufschlagung des in der Ausnehmung angeordneten Sensors mit einer Kraft zur Folge. In diesem Fall sind die elastisch verformten Bereiche des Ambosses oder des Stempels der Abstützung über den Sensor mechanisch parallelgeschaltet. Möglich ist auch, dass lediglich eine der beiden Abstützflächen des Sensors an dem Wechseladapter abgestützt ist, während eine andere Abstützfläche des Sensors an dem Wechseladapter frei zugänglich ist und mit der Montage des Wechseladapters in der Crimpmaschine mit einer Gegen-Abstützfläche der Crimpmaschine in Wechselwirkung tritt. In diesem Fall können auch die Kopplungsbereiche oder die Gesenkaufnahmen mit den Abstützflächen des Sensors gebildet sein. Vorzugsweise sind aber beide Abstützflächen des Sensors in den Wechseladapter integriert, so dass diese nicht frei zugänglich sind und nicht mit Gegen-Abstützflächen der Crimpmaschine in Wechselwirkung treten müssen.
- Für eine bevorzugte Weiterbildung der Erfindung ist der Wechseladapter mit einer Schutzabdeckung ausgestattet. Diese ermöglicht eine zumindest teilweise Abdeckung der während des Crimpvorgangs relativ zueinander bewegten Teile des Wechseladapters. Möglich ist auch, dass die Schutzabdeckung den Amboss, den Stempel, die Gesenkhälften und etwaige weitere Teile gegen Beschädigungen oder Verunreinigungen schützt, wenn der Wechseladapter nicht mit der Crimpmaschine verbunden ist und/oder gelagert oder transportiert wird.
- Die Schutzabdeckung kann eine beliebige Form und Größe besitzen und aus einem beliebigen Material hergestellt sein. In bevorzugter Ausgestaltung ist die Schutzabdeckung zumindest teilweise mit einem durchsichtigen Material, beispielsweise Plexiglas, gebildet. Diese Ausgestaltung ist bspw. von Vorteil, wenn für das Einsetzen des Werkstücks in die Crimpmaschine und in den Wechseladapter oder einen Austausch von Gesenkhälften gewünscht ist, dass das Innere des Wechseladapters sichtbar ist. Um lediglich ein nicht beschränkendes Beispiel zu nennen, kann durch die durchsichtige Schutzabdeckung auch eine optische Überwachung des Crimpvorgangs durch den Benutzer oder durch eine optische Sensoreinrichtung erfolgen.
- In weiterer Ausgestaltung der Erfindung sind in dem Wechseladapter der Amboss und der Stempel verliersicher aneinander gehalten, wobei eine Halterung vorzugsweise den relativen Freiheitsgrad zwischen Amboss und Stempel in Crimprichtung nicht blockiert. Ebenfalls möglich ist aber auch, dass eine Blockierung der relativen Lage des Ambosses und des Stempels in nicht eingebautem Zustand des Wechseladapter erfolgt, während diese Blockierung mit der Montage des Wechseladapters an der Crimpmaschine aufgehoben wird.
- Möglich ist, dass an dem Wechseladapter über weitere Elemente der Amboss und der Adapter geführt sind. In bevorzugter Ausgestaltung schlägt die Erfindung vor, dass der Amboss und der Adapter unmittelbar gegeneinander geführt sind. Für eine derartige unmittelbare Führung gibt es vielfältige Möglichkeiten. Eine besonders einfache Ausbildung dieser Führung ist gegeben, wenn die Führung über (mindestens) einen Führungsbolzen erfolgt, der von dem Amboss oder dem Stempel getragen sein kann. Dieser Führungsbolzen kann dann in einer Führungsausnehmung des anderen Teils, also des Stempels oder des Ambosses, geführt werden.
- Möglich ist auch, dass zwei Führungsbolzen vorhanden sind, über welche auch ein Drehfreiheitsgrad des Ambosses gegenüber dem Stempel um die Crimpachse blockiert ist. Bevorzugt sind die beiden Führungsbolzen beidseits der Gesenkaufnahmen angeordnet, wodurch sich einerseits eine kompakte Anordnung ergibt und andererseits eine steife Führung ergeben kann. Möglich ist, dass die Führung durch einen oder die beiden Führungsbolzen zwischen Amboss und Stempel permanent wirksam ist. Ebenfalls möglich ist, dass zumindest eine Führung lediglich über einen Teilcrimphub wirkt. Für die Ausbildung der Führung mit zwei Führungsbolzen bedeutet dies, dass die Führungsbolzen unterschiedliche Längen besitzen können. Der kürzere Führungsbolzen ist dann lediglich für einen Teilcrimphub mit der zugeordneten Führungsausnehmung in Wechselwirkung. Beispielsweise kann der Teilcrimphub am Ende des Crimpvorgangs erfolgen, während für eine Öffnung von Stempel und Amboss der kürzere Führungsbolzen beabstandet von der Führungsausnehmung und damit dem Stempel bzw. Amboss angeordnet ist. Dies ist bspw. von Vorteil, wenn der kürzere Führungsbolzen bei geöffneten Gesenkhälften den Blick auf das Werkstück, das Einfädeln des Werkstücks zwischen die Gesenkhälften oder den Blick auf die Gesenkhälften nicht blockieren soll.
- Der Sensor kann grundsätzlich an beliebigem Ort in dem Wechseladapter, insbesondere dem Amboss oder dem Stempel angeordnet sein. In bevorzugter Ausgestaltung der Erfindung wird vorgeschlagen, dass der Sensor bei einer Projektion in Richtung einer Crimpachse mittig zu der Gesenkaufnahme angeordnet ist. Auf diese Weise kann beispielsweise eine symmetrische Beaufschlagung des Sensors erzielt werden. Des Weiteren kann möglicherweise der Sensor im Kraftfluss angeordnet sein, so dass eine hohe Sensitivität des Sensors herbeigeführt werden kann. Unter Umständen kann durch die genannte Ausgestaltung auch vermieden werden, dass der Sensor nicht lediglich mit einer Crimpkraft bzw. einer entsprechenden Normalspannung beaufschlagt wird, sondern mit über die Fläche veränderlicher Normalspannung oder sogar mit einem Moment signifikanten Betrags.
- Möglich ist, dass die Gesenkaufnahme lediglich zur Aufnahme von Gesenkhälften mit lediglich einem Nest ausgebildet ist, was sich insbesondere in der erforderlichen Quererstreckung der Gesenkaufnahme niederschlägt. In bevorzugter Ausgestaltung ist die Gesenkaufnahme allerdings zur Aufnahme einer Gesenkhälfte mit mehreren nebeneinander angeordneten Nestern ausgebildet. Somit kann mit demselben Wechseladapter und denselben Gesenkhälften die Bearbeitung unterschiedlicher Werkstücke mit unterschiedlichen Presskonturen und/oder Querschnitten erfolgen.
- In bevorzugter Ausgestaltung ist mindestens eine lösbare Schnittstelle und/oder mindestens ein lösbarer Stecker an dem Wechseladapter vorhanden. Die Schnittstelle oder der Stecker dient dazu, den Sensor mit elektrischer Leistung zu versorgen und/oder ein Ausgangssignal des Sensors zu einer auswertenden Steuereinheit zu übertragen. Erfolgt eine Montage eines Wechseladapters mit einer Crimpmaschine, kann dann über den Stecker oder die Schnittstelle eine einfache elektrische Kopplung zwischen Wechseladapter und Crimpmaschine oder weiteren Bauelementen erfolgen. Der Austausch eines Wechseladapters gegen einen anderen Wechseladapter erfordert dann (neben der mechanischen Montage und Demontage) ein Austauschen der Schnittstellen bzw. Stecker.
- Möglich ist, dass der Wechseladapter ein Ausgangssignal des Sensors über die vorgenannte Schnittstelle oder einen Stecker an eine separat von dem Wechseladapter angeordnete Steuereinheit überträgt, die beispielsweise fester Bestandteil der Crimpmaschine ist und hier u. U. auch für weitere Zwecke dient. In bevorzugter Ausgestaltung ist aber in den Wechseladapter eine Steuereinheit integriert, welche das Ausgangssignal des Sensors verarbeitet. Das derart verarbeitete Ausgangssignal kann dann zur weiteren Verarbeitung über eine Schnittstelle oder einen Stecker an eine externe Steuereinheit übertragen werden. ###
- Die Möglichkeiten der Verarbeitung des Ausgangssignals des Sensors in der in den Wechseladapter integrierten Steuereinheit sind vielfältig. Ohne dass die Erfindung auf dieses Beispiel beschränkt werden soll, kann werkseitig oder nach Auslieferung eine Kalibrierung des Wechseladapters erfolgen. Entsprechende Kalibrierfaktoren oder Kalibrierkurven können dann in der in den Wechseladapter integrierten Steuereinheit (und u. U. einer etwaigen Speichereinheit) modelliert oder abgelegt werden. Ist dann der Wechseladapter im Betrieb, kann über die Verarbeitung des Ausgangssignals des Sensors durch die integrierte Steuereinheit ein Ausgangssignal erzeugt werden, in welchem bereits der Kalibrierfaktor berücksichtigt ist. Dies hat zur Folge, dass die unterschiedlichen Wechseladapter bereits angepasste Ausgangssignale erzeugen, welche von den Fertigungstoleranzen und den genannten Kalibrierfaktoren bereits bereinigt sind.
- Eine weitere Ausgestaltung der Erfindung betrifft eine Gruppe von Wechseladaptern der zuvor erläuterten Art. Hierbei können sich die Wechseladapter der Gruppe von Wechseladaptern durch ihre Kopplungsbereiche, ihre Sensoren, ihre Gesenkaufnahmen und/oder Stecker oder Schnittstellen unterscheiden. Eine derartige Gruppe von Wechseladaptern kann von einem Hersteller angeboten werden, so dass ein Kunde aus der Gruppe den für ihn geeigneten Wechseladapter auswählen kann. Möglich ist auch, dass der Kunde eine Gruppe von Wechseladaptern erwirbt, die für unterschiedliche Einsatzzwecke, insbesondere für den Betrieb mit unterschiedlichen Gesenkhälften, Sensoren, Werkstücken und/oder Werkzeugmaschinen, bestimmt sind.
- In weiterer Ausgestaltung der Erfindung sind in der Gruppe der Wechseladapter Wechseladapter mit einheitlichen Schnittstellen oder Steckern vorgesehen. Über die einheitlichen Schnittstellen oder Stecker kann dann eine Kopplung der unterschiedlichen Wechseladapter mit entsprechenden Gegen-Schnittstellen oder Gegen-Steckern der Crimpmaschine erfolgen, ohne dass weitere elektrische Verbindungsarbeiten oder Anpassungsarbeiten durchzuführen sind.
- In besonderer Ausgestaltung der Erfindung verfügen die unterschiedlichen Wechseladapter der Gruppe über Sensoren mit unterschiedlichen Messbereichen. Auf diese Weise können die Wechseladapter für unterschiedliche Einsatzzwecke insbesondere mit unterschiedlichen maximalen Crimpkräften ausgewählt werden.
- Eine weitere Lösung der der Erfindung zugrunde liegenden Aufgabe ist gegeben durch eine Crimpmaschine mit mehreren Wechseladaptern der zuvor erläuterten Art oder einer Gruppe von Wechseladaptern.
- Für eine besondere Crimpmaschine ist eine Steuereinheit vorgesehen, die mit Steuerlogik ausgestattet ist. Mittels der Steuerlogik wird aus dem Ausgangssignal des Sensors unter Berücksichtigung eines Kalibrierfaktors oder einer Kalibrierkurve eine Crimpkraft und/oder ein Crimpkraftverlauf ermittelt. Hierbei kann der Kalibrierfaktor oder eine Kalibrierkurve werkseitig vorgesehen sein. Ebenfalls möglich ist, dass in einem abnehmerseitigen Kalibrierverfahren ein Kalibrierfaktor oder eine Kalibrierkurve ermittelt wird, beispielsweise unter Einsatz eines Crimpsimulators, wie dieser gemäß
EP 0 902 509 A1 beschrieben ist. - In alternativer oder kumulativer Ausgestaltung können mittels der Steuerlogik für unterschiedliche Wechseladapter, unterschiedliche Gesenke und/oder unterschiedliche Werkstücke unterschiedliche Kalibrierfaktoren oder Kalibrierkurven verwendet werden, um dann aus dem Ausgangssignal eines Sensors des Wechseladapters unter Berücksichtigung des jeweiligen Kalibrierfaktors eine Crimpkraft und/oder einen Crimpkraftverlauf zu ermitteln. Beispielsweise kann der einschlägige Kalibrierfaktor oder die Kalibrierkurve durch den Benutzer vorgegeben werden, was durch unmittelbare Eingabe eines Kalibrierfaktors oder einer Kalibrierkurve erfolgen kann oder durch Eingabe eines Typs des Wechseladapters oder der eingesetzten Gesenkhälften, womit dann aus einer Datei oder einem Kennfeld die zugeordneten Kalibrierfaktoren oder Kalibrierkurven ermittelt werden. Ebenfalls möglich ist eine automatische Erfassung des Typs des Wechseladapters durch Einlesen einer entsprechenden Kennzeichnung, durch Betätigung eines Sensors der Crimpmaschine, welcher eine Form oder eine optische Kennzeichnung des Wechseladapters erfasst u. ä., wobei dann je nach dem ermittelten Typ des Sensors ein zugeordneter Kalibrierfaktor oder eine Kalibrierkurve verwendet wird.
- Für den Fall, dass ein Gesenk mit mehreren Nestern in dem Wechseladapter und in der Crimpmaschine eingesetzt ist, kann unter Umständen die Sensitivität des Sensors und damit der Kalibrierfaktor oder die Kalibrierkurve davon abhängig sein, welches Nest für den Crimpvorgang verwendet ist. In bevorzugter Ausgestaltung der Erfindung ist die Steuerlogik geeignet ausgebildet, um für unterschiedliche Nester des Gesenks unterschiedliche Kalibrierfaktoren oder Kalibrierkurven zu verwenden, mit denen dann aus dem Ausgangssignal des Sensors unter Berücksichtigung des Kalibrierfaktors oder der Kalibrierkurve eine Crimpkraft und/oder ein Crimpkraftverlauf zu ermitteln. Auch hier kann das jeweils genutzte Nest des Gesenks manuell an der Crimpmaschine eingegeben werden oder es erfolgt eine automatische Erfassung.
- Für eine verbesserte Überwachung des Crimpvorgangs und des Betriebs der Crimpmaschine kann an der Crimpmaschine zusätzlich ein Sensor zur Erfassung des Crimpwegs vorhanden sein. Beispielsweise kann dann auch eine Crimpkraftverlaufskurve ermittelt werden, in welcher die Crimpkraft über dem Crimpweg aufgetragen ist. Hierbei kann der Sensor an beliebiger Stelle angeordnet sein, beispielsweise bei dem Aktuator der Crimpmaschine, in der Betätigungskinematik der Crimpmaschine, in dem Wechseladapter u. ä.
- Vorteilhafte Weiterbildungen der Erfindung ergeben sich aus den Patentansprüchen, der Beschreibung und den Zeichnungen. Die in der Beschreibung genannten Vorteile von Merkmalen und von Kombinationen mehrerer Merkmale sind lediglich beispielhaft und können alternativ oder kumulativ zur Wirkung kommen, ohne dass die Vorteile zwingend von erfindungsgemäßen Ausführungsformen erzielt werden müssen. Ohne dass hierdurch der Gegenstand der beigefügten Patentansprüche verändert wird, gilt hinsichtlich des Offenbarungsgehalts der ursprünglichen Anmeldungsunterlagen und des Patents Folgendes: weitere Merkmale sind den Zeichnungen - insbesondere den dargestellten Geometrien und den relativen Abmessungen mehrerer Bauteile zueinander sowie deren relativer Anordnung und Wirkverbindung - zu entnehmen. Die Kombination von Merkmalen unterschiedlicher Ausführungsformen der Erfindung oder von Merkmalen unterschiedlicher Patentansprüche ist ebenfalls abweichend von den gewählten Rückbeziehungen der Patentansprüche möglich und wird hiermit angeregt. Dies betrifft auch solche Merkmale, die in separaten Zeichnungen dargestellt sind oder bei deren Beschreibung genannt werden. Diese Merkmale können auch mit Merkmalen unterschiedlicher Patentansprüche kombiniert werden. Ebenso können in den Patentansprüchen aufgeführte Merkmale für weitere Ausführungsformen der Erfindung entfallen.
- Im Folgenden wird die Erfindung anhand in den Figuren dargestellter bevorzugter Ausführungsbeispiele weiter erläutert und beschrieben.
- Fig. 1 bis 6
- zeigen grob schematisiert einen Wechseladapter mit integriertem Sensor.
- Fig. 7
- zeigt eine Crimpmaschine in einer räumlichen Ansicht.
- Fig. 8
- zeigt ein Detail einer Crimpmaschine mit Wechseladapter in einer teilgeschnittenen Vorderansicht.
- Fig. 9
- zeigt ein Detail einer Crimpmaschine gemäß
Fig. 7 mit Wechseladapter in einer Seitenansicht (entgegen der x-Achse). - Fig. 10
- zeigt einen Schnitt X-X des Details der Crimpmaschine mit Wechseladapter gemäß
Fig. 8 . - Fig. 11 bis 14
- zeigen unterschiedliche Ausgestaltungen von Wechseladaptern ohne Schutzabdeckungen in einer räumlichen Darstellung.
- Fig. 15 und 16
- zeigen die Wechseladapter gemäß
Fig. 11 und14 mit Schutzabdeckungen in einer räumlichen Darstellung. - Fig. 17 und 18
- zeigen jeweils einen Wechseladapter in einer Seitenansicht (entgegen der xAchse), in welchen in den Gesenkaufnahmen unterschiedliche Gesenkhälften gehalten sind.
- Fig. 19
- zeigt ein Detail einer Crimpmaschine mit Wechseladapter mit einem Positionierer in einer Art Explosionsdarstellung.
- Fig. 20
- zeigt das Detail der Crimpmaschine mit Wechseladapter und Positionierer gemäß
Fig. 19 , wobei der Positionierer in einer Betriebsstellung dargestellt ist. - Fig. 21
- zeigt in einem schematischen Blockschaltbild einen elektrischen Leistungsund Signalfluss eines Wechseladapters mit integriertem Sensor und integrierter Steuereinheit.
- Fig. 22
- zeigt in einem schematisierten Blockschaltbild den Signal- und Leistungsfluss für einen Wechseladapter mit integriertem Sensor und für eine extern von dem Wechseladapter angeordnete Steuereinheit.
-
Fig. 1 zeigt grob schematisch einen Wechseladapter 1, der mit einem Stempel 2 und einem Amboss 3 gebildet ist. An dem Stempel 2 sowie dem Amboss 3 ist auf den einander zugewandten Stirnseiten jeweils eine Gesenkaufnahme 4a, 4b vorgesehen, über welche an dem Stempel 2 und dem Amboss 3 Gesenkhälften 5, 6 gehalten sind. Des Weiteren verfügen der Stempel und der Amboss 3 auf den einander abgewandten Stirnseiten über Kopplungsbereiche 7a, 7b, über welche der Stempel 2 und der Amboss 3 mit einer Crimpmaschine 8 koppelbar sind, was für das dargestellte Ausführungsbeispiel über ein Oberteil 9 sowie ein Unterteil 10 (hier gestrichelt dargestellt) der Crimpmaschine 8 erfolgt. Während des Crimpvorgangs wird über einen beliebigen Aktuator, insbesondere einen hydraulischen oder elektrischen Aktuator, das Oberteil 9 über einen Crimpweg 12 entlang einer Crimpachse 11 in Richtung des Unterteils 10 bewegt, wobei eine Crimpkraft 13 erzeugt wird. Über den Crimpweg 12 und mittels der Crimpkraft 13 wird ein Werkstück, insbesondere ein Stecker mit darin angeordnetem Leiter, zwischen den einander zugewandten Stirnseiten der Gesenkhälften 5, 6 in an sich bekannter Weise verpresst. - In den Wechseladapter 1 ist ein Sensor 14 integriert, wobei die Art der Integration des Sensors in den Wechseladapter 1 für die schematischen Darstellungen gemäß
Fig. 1 bis 6 unterschiedlich ist: - Gemäß
Fig. 1 ist der Amboss 3 mit Ambossteilen 15, 16 gebildet, zwischen denen der Sensor 14 aufgenommen ist. Der Sensor 14 besitzt parallel zueinander orientierte Beaufschlagungsflächen 17a, 17b, an welche die zugewandten Stirnseiten der Ambossteile 15, 16 mit der Crimpkraft 13 angepresst werden. Der Sensor 14 erzeugt ein mit der Crimpkraft 13 korrelierendes Ausgangssignal, welches über einen Stecker oder eine Schnittstelle 18 an eine Steuereinheit oder Auswerteelektronik der Crimpmaschine 8 übertragen werden kann. Hier liegt der Sensor 14 in einer Art mechanischer Reihenschaltung im Kraftfluss von dem Unterteil 10 über das Ambossteil 16, den Sensor 14, das Ambossteil 15, die Gesenkaufnahme 4b sowie die Gesenkhälfte 6 zu dem Werkstück. ### - Für das Ausführungsbeispiel gemäß
Fig. 2 ist der Sensor 14 im Bereich der Gesenkaufnahme 4b angeordnet. In diesem Fall stützt sich eine Beaufschlagungsfläche 17b des Sensors 14 an dem Amboss 3 ab, während die andere Beaufschlagungsfläche 17a, welche im Bereich der Gesenkaufnahme 4 angeordnet ist, sich an der Gesenkhälfte 6 abstützt. Hier ist der Sensor 14 in mechanischer Reihenschaltung zwischen Amboss 3 und Gesenkhälfte 6 angeordnet. Möglich ist abweichend zu dem dargestellten Ausführungsbeispiel auch, dass die Gesenkhälfte 6 zusätzlich zu der Beaufschlagungsfläche 17a auch über eine zusätzliche, von dem Amboss 3 ausgebildete Fläche im Bereich der Gesenkaufnahme 4b abgestützt ist, womit ein paralleler, den Sensor 14 entlastender Kraftfluss zwischen Gesenkhälfte 6 und Amboss 3 ermöglicht ist.Fig. 2 zeigt gegenüberFig. 1 eine alternative Möglichkeit für die Übertragung des Ausgangssignals des Sensors 14 zu der Crimpmaschine 8: Hier ist der Stecker oder die Schnittstelle 18 im Kopplungsbereich 7b angeordnet, so dass vorzugsweise mit der Herstellung der Verbindung zwischen dem Unterteil 10 und dem Amboss 3 auch der Stecker oder die Schnittstelle 18 eine elektrische Verbindung zur Übertragung des Ausgangssignals des Sensors 14 eingeht mit einem Gegen-Stecker oder einer Gegen-Schnittstelle 75, die an dem Unterteil 10 vorgesehen ist. (In denFig. 3 bis 6 ist zur Vereinfachung das dem Sensor 14 zugeordnete Kabel sowie der Stecker oder die Schnittstelle 18 nicht dargestellt, wobei für den Fachmann ersichtlich ist, dass für die hier dargestellten Ausführungsformen die Übertragung des Ausgangssignals des Sensors 14 wie inFig. 1 oderFig. 2 dargestellt erfolgen kann oder anderweitig erfolgen kann). - Gemäß
Fig. 3 ist der Sensor 14 in dem Kopplungsbereich 7b angeordnet. In diesem Fall stützt sich eine Beaufschlagungsfläche 17a des Sensors 14 an dem Amboss 3 ab, während die andere Beaufschlagungsfläche 17b in dem Kopplungsbereich 7b an dem Unterteil 10 abgestützt ist. Der Kraftfluss erfolgt hierbei in mechanischer Reihenschaltung von dem Unterteil 10 über den Sensor 14 zu dem Amboss 3, wobei, (wie inFig. 3 schematisch dargestellt ist), auch ein paralleler Kraftfluss zu dem Pfad über dem Sensor 14 durch zusätzliche Kontaktflächen zwischen Amboss 3 und Unterteil 10 erfolgen kann. - Für das in
Fig. 4 dargestellte Ausführungsbeispiel verfügt der Amboss 3 über eine Ausnehmung 19, in welcher der Sensor 14 angeordnet ist. In diesem Fall erfordert die Beaufschlagung des Sensors 14, dass eine elastische Verformung des Ambosses 3 infolge der Crimpkraft 13 in Verformungsbereichen 20a, 20b erfolgt, die insbesondere seitlich des Sensors 14 angeordnet sind. Somit wird in diesem Fall ein Teil der Crimpkraft 13 durch die Verformungsbereiche 20a, 20b aufgenommen, während der andere Teil den Sensor 14 beaufschlagt. - Gemäß
Fig. 5 ist der Sensor parallel zu dem Kraftfluss zwischen den Gesenkhälften 5, 6 angeordnet, wobei sich in diesem Fall der Sensor 14 sowohl an dem Stempel 2 als auch an dem Amboss 3 mit seinen Beaufschlagungsflächen 17a, 17b abstützt, was im Bereich der Gesenkaufnahmen 4a, 4b erfolgen kann oder abseits derselben. In diesem Fall besitzt der Sensor 14 einen Verformungsbereich 21, welcher den Crimpweg 12 ermöglicht. Für das dargestellte Ausführungsbeispiel ist der Sensor 14 über den gesamten Crimpweg 12 wirksam. Durchaus denkbar ist, dass der Sensor mit einer Art Spiel mit dem Stempel 2 und dem Amboss 3 in Wirkverbindung tritt, so dass der Sensor 14 lediglich in einem Endbereich des Crimpwegs 12 beaufschlagt wird. In diesem Fall kann der Sensor 14 einseitig an dem Stempel 2 oder Amboss 3 befestigt sein und erst nach Überwindung des Spiels zur Anlage an den Amboss 3 bzw. den Stempel 2 kommen. Möglich ist auch, dass ein Teil des Sensors 14 an dem Stempel 2 befestigt ist und ein anderes Teil des Sensors 14 an dem Amboss 3 befestigt ist und die beiden Teile des Sensors 14 erst nach Überwindung eines Spiels miteinander in Wirkverbindung treten. ### -
Fig. 6 zeigt schematisch einen Sensor 14, welcher hier sowohl an dem Stempel 2 als auch an dem Amboss 3 befestigt ist. Möglich ist, dass dieser Sensor, wie für die zuvor erläuterten Ausführungsformen, als Kraftsensor beliebiger Bauart ausgebildet ist. GemäßFig. 6 kann aber auch eine Relativbewegung von zwei Sensorteile, die an dem Stempel 2 und an dem Amboss 3 getragen sind, erfasst werden, so dass auf diese Weise der Sensor 14 als Wegsensor ausgebildet sein kann. Es versteht sich, dass in dem Wechseladapter 1 auch kumulativ ein Wegsensor und ein Kraftsensor Einsatz finden können. -
Fig. 7 zeigt in einem größeren Detaillierungsgrad eine mögliche Ausbildung einer Crimpmaschine 8, in welche zwischen das Unterteil 10 und ein verdecktes Oberteil 9 ein Wechseladapter 1 eingesetzt ist. Indem in den folgenden Figuren verwendeten Koordinatensystem bezeichnet - die Achse z eine Crimpachse, welche leicht gegenüber der Vertikalen nach hinten geneigt sein kann,
- die Achse y eine Längserstreckungsachse der Gesenkhälften 5, 6 sowie eine Richtung, in welche in noch im Folgenden beschriebener Weise der Stempel 2 und der Amboss 3 in die Kopplungsbereiche 7a, 7b eingesetzt werden sowie
- die Achse x eine Querachse der Gesenkhälften 5, 6, welche vorzugsweise der Längsachse des Steckers und des Kabels in den Wechseladapter 1 eingelegtem Zustand entspricht.
- Während der Kopplungsbereich 7b stirnseitig in
Fig. 7 zu erkennen ist, ist der Kopplungsbereich 7a nach vorne abgedeckt durch eine Abdeckplatte 22, die in ihrer Schließstellung durch ein mittels eines Imbuswerkzeugs betätigbaren Sicherungsschraube an der Crimpmaschine 8 gehalten ist. In der dargestellten Stellung sichert die Abdeckplatte 22 einen Austritt des Ambosses 3 aus dem Kopplungsbereich 7a - vielmehr ist die Entfernung des Ambosses 3 aus der Crimpmaschine 8 nur mit Beseitigung der Abdeckplatte 22 möglich. -
Fig. 8 zeigt die Befestigung des Wechseladapters 1 über den Stempel 2 und den Amboss 3 an dem Oberteil 9 und dem Unterteil 10 der Crimpmaschine 8. GemäßFig. 8 sind die Kopplungsbereiche 7a, 7b des Stempels 2 und des Ambosses 3 jeweils mit einer T-förmigen Erweiterung 23 gebildet, die in Wechselwirkung treten mit Gegen-Kopplungsbereichen 24a, 24b, die von dem Oberteil 9 und dem Unterteil 10 ausgebildet werden. Für das dargestellte Ausführungsbeispiel sind die Gegen-Kopplungsbereiche 24a, 24b als T-Nuten 25, 26 ausgebildet, deren Längsachse in Richtung der y-Achse orientiert sind. Für das dargestellte Ausführungsbeispiel werden die T-Nuten von Haltelementen 27 ausgebildet, welche an einem Grundkörper des Oberteils 9 bzw. Unterteils 10 befestigt sind. InFig. 8 ist des Weiteren ein Positionierer 28 zu erkennen, über welchen das Werkstück, insbesondere der Stecker mit Leiter, in vorgegebener Relativlage zwischen die Gesenkhälften 5, 6 eingeführt werden kann und hier vor und/oder während des Crimpvorgangs gehalten werden kann. Der Positionierer 28 besitzt eine durch einen Schwenkbolzen 29 vorgegebene Schwenkachse 30, eine im oberen Endbereich des Schwenkbolzens 29 angeordnete Rasteinrichtung 31 und einen um eine Schwenkachse 32, die parallel zur y-Achse orientiert ist, unter Beaufschlagung durch eine Feder verschwenkbare Halteeinrichtung 33, hier in Form eines abgewinkelten Halteblechs, mittels dessen das Werkstück in dem Positionierer 28 fixiert ist. - In
Fig. 8 und9 sind Handhabungsorgane 34 zu erkennen, welche hier an dem Amboss 3 befestigt sind. Diese erstrecken sich parallel zur x-Achse und sind für das dargestellte Ausführungsbeispiel mit unter Umständen verdrehbaren Bolzen oder Hülsen ausgebildet. Über die Handhabungsorgane 34 kann der Wechseladapter 1 oder der Amboss 3 in den Fingern des Benutzers gehalten werden und während der Herbeiführung der Kopplung über die Kopplungsbereiche 7 geführt werden. Des Weiteren zu erkennen ist, dass gemäßFig. 9 im Bereich der Gesenkaufnahmen 4a, 4b des Stempels 2 und des Ambosses 3 an diesen Gesenkhälften 5, 6 gehalten sind, deren Längserstreckung parallel zur y-Achse orientiert ist. Des Weiteren sind inFig. 9 zwei auf beiden Seiten der Gesenkhälften 5, 6 angeordnete und von dem Amboss 3 getragene Führungsbolzen 35, 36 zu erkennen. Die Führungsbolzen 35, 36 treten zur Führung der Crimpbewegung zwischen Stempel 2 und Amboss 3 in Wechselwirkung mit Führungsausnehmungen 37, 38 des Stempels 2. - Wie in dem Schnitt in
Fig. 10 zu erkennen ist, ist der vordere, dem Benutzer der Crimpmaschine 8 zugewandte Führungsbolzen 35 kürzer ausgebildet als der hintere Führungsbolzen 36. Die Führungsbolzen 35, 36 sind mit einer Presspassung aufgenommen in entsprechenden, in Richtung der z-Achse orientierten Bohrungen des Ambosses 3. Fluchtend zu den Führungsbolzen 35, 36 ist der Stempel 2 durchsetzt von den Führungsausnehmungen 37, 38, bei welchen es sich für das dargestellte Ausführungsbeispiel um Bohrungen handelt, deren Durchmesser eine Spielpassung mit dem Durchmesser der Führungsbolzen 35, 36 ausbildet. Durch die unterschiedliche Länge der Führungsbolzen 35, 36 kommt der vordere Führungsbolzen 35 lediglich während des eigentlichen Crimpvorgang, also nicht während eines etwaigen Leerhubs zur Wirkung. Möglich ist auch, dass der vordere Führungsbolzen 35 lediglich für eine Endphase des Crimpvorgangs zur Wirkung kommt. Erfolgt hingegen eine weite Öffnung des Stempels 2 gegenüber dem Amboss 3, ist der Führungsbolzen 35 beabstandet von dem Stempel 2 angeordnet, was den Vorteil hat, dass der Benutzer von der Vorderseite in das Innere des Wechseladapters 1 blicken kann und auch auf die Gesenkhälften 5, 6 blicken kann sowie das Einlegen und die Position des Steckers und des Leiters kontrollieren kann. - Gemäß
Fig. 9 und10 ist eine beispielhafte Ausgestaltung der Kopplung der Gesenkhälften 5, 6 mit dem Stempel 2 und dem Amboss 3 im Bereich der Gesenkaufnahmen 4a, 4b dargestellt. Die Gesenkhälften 5, 6 sind grundsätzlich plattenförmig ausgebildet und einsetzbar in einen entsprechenden Schlitz, eine Ausnehmung oder Nut 39, 40 des Stempels 2 und des Ambosses 3. Quer zu dem plattenförmigen Grundkörper der Gesenkhälften 5, 6 erstrecken sich Trag- und Zentrierbolzen 41, die parallel zur x-Achse orientiert sind und die in dem Schnitt gemäßFig. 10 an den Eckpunkten eines Rechtecks angeordnet sind. Zwei derartige Trag- und Zentrierbolzen 41 sind jeweils an den Stempel 2 und an dem Amboss 3 angeordnet. Die Trag- und Zentrierbolzen 41 liegen in halbschalenförmigen Aufnahmen 42 beidseits der Schlitze, Nuten oder Ausnehmungen 39, 40, welche von den Gesenkaufnahmen 4a, 4b ausgebildet werden. Auf diese Weise ist einerseits eine exakte Positionierung der Gesenkhälften 5, 6 gewährleistet. Andererseits erfolgt über die Trag- und Zentrierbolzen 41 eine Abstützung der Crimpkräfte 13 zwischen den Gesenkhälften 5, 6 und dem Stempel 2 sowie dem Amboss 3. Zusätzlich sind die Gesenkhälften 5, 6 jeweils mit einer Schraube 43 an dem Stempel 2 bzw. dem Amboss 3 befestigt. Die Schrauben 43 erstrecken sich parallel zur x-Achse. Des Weiteren inFig. 10 dargestellt ist ein Sicherungsbolzen 44, der in einer Bohrung des Unterteils 10 verschieblich in Richtung der z-Achse geführt ist und über eine nicht dargestellte Feder in die inFig. 10 wirksame Stellung beaufschlagt ist. In dieser Stellung erstreckt sich der Sicherungsbolzen 44 durch eine Ausnehmung 45 des Ambosses 3, womit formschlüssig vermieden ist, dass der Amboss 3 inFig. 10 nach links aus der T-Nut 26 herausgeschoben werden kann. Mittelbar ist hiermit infolge der Kopplung durch die Führungsbolzen 35, 36 u. U. auch ein entsprechender Austritt des Stempels 2 unterbunden. Eine zusätzliche Sicherung des Stempels 2 erfolgt, wie zuvor erläutert, durch die Abdeckplatte 22. Soll der Wechseladapter 1 von der Crimpmaschine 8 entfernt werden, muss der Sicherungsbolzen 44 manuell nach unten betätigt werden, was über ein Betätigungsorgan 46 erfolgen kann, welches inFig. 7 dargestellt ist. - Gemäß dem Ausführungsbeispiel in den
Fig. 7 bis 10 sind die Kopplungsbereiche 7a, 7b gebildet mit den T-förmigen Erweiterungen 23 und der Ausnehmung 45 sowie einer geeigneten Anlagenfläche des Stempels 2 für die Abdeckplatte 22, womit einerseits die auswechselbare Kopplung des Wechseladapters 1 mit der Crimpmaschine 8 ermöglicht ist und andererseits eine Sicherung der montierten Stellung ermöglicht ist. Die Gesenkaufnahmen 4a, 4b des Wechseladapters 1 sind für das dargestellte Ausführungsbeispiel gebildet mit den Schlitzen, Ausnehmungen oder Nuten 39, 40, den Aufnahmen 42 und der Bohrung oder ein Gewinde für die Schraube 43, womit eine auswechselbare Befestigung der Gesenkhälften 5, 6 an dem Stempel 2 bzw. dem Amboss 3 ermöglicht ist. -
Fig. 11 bis 14 zeigen Wechseladapter 1 a, 1b, 1c, 1 d, mit denen eine Gruppe von Wechseladaptern gebildet sein kann, wie diese von einem Unternehmen zwecks Einsatzes unterschiedlicher Gesenkhälften 5, 6 und Kopplung mit unterschiedlichen Crimpmaschinen 8 vertrieben werden können. Für die Wechseladapter 1 in denFig. 11 bis 14 sind die Kopplungsbereiche 7a, 7b identisch ausgebildet, so dass diese für den Einsatz in einer bestimmten Crimpmaschine 8 oder Crimpmaschinen mit übereinstimmenden Kopplungsbereichen bestimmt sein können. - Wie
Fig. 11 zeigt, können die Kopplungsbereiche 7a, 7b zusätzlich zu den Erweiterungen 23 Führungsnuten 47 besitzen, welche mit entsprechenden Vorsprüngen der Ober- und Unterteile 9, 10 zusammenwirken können.Fig. 11 zeigt einen Wechseladapter 1 entsprechend der in denFig. 8 bis 10 dargestellten Ausführungsform, bei welcher die Gesenkaufnahmen 4a, 4b mit den Aufnahmen 42 und einer Bohrung 48 für die Schraube 43 gebildet sind. -
Fig. 12 zeigt einen Wechseladapter 1 b mit abweichender Ausgestaltung der Gesenkaufnahmen 4a, 4b: Hier verfügen die Gesenkaufnahmen 4a, 4b jeweils über einen sich in Richtung der yAchse erstreckenden Vorsprung oder Steg 49, welcher in einer x-z-Schnittebene einen im Wesentlichen rechteckigen Querschnitt besitzt, der in Richtung der y-Achse konstant ist. Diese Gesenkaufnahmen 4a, 4b sind für Gesenkhälften 5, 6 bestimmt, welche auf den den Gesenkaufnahmen 4a, 4b zugewandten Seiten Schlitze, Nuten oder Ausnehmungen besitzen, die einen mit den Stegen 49 korrespondierenden Querschnitt besitzen. Sind die Gesenkhälften 5, 6 an den Gesenkaufnahmen 4a, 4b montiert, umgreifen die Gesenkhälften 5, 6 U-förmig die Stege 49a, 49b. Zusätzlich ist in die Vorsprünge oder Stege 49 eine Querbohrung, die sich in Richtung der x-Achse erstreckt, eingebracht, durch welche eine ergänzende, der Befestigung dienende Schraube 43 sich erstreckt oder eingeschraubt sein kann. Somit sind die Gesenkaufnahmen 4a, 4b in diesem Fall durch die Kombination der Stege 49 mit den Schrauben 43 oder der Bohrung oder dem Gewinde für diese gebildet. Ergänzend können die Gesenkhälften 5, 6 stirnseitig an Anlage- oder Führungsflächen 50 des Stempels 2 und des Ambosses 3 anliegen und hier geführt sein. - Für das in
Fig. 13 dargestellte Ausführungsbeispiel sind die Gesenkaufnahmen 4a, 4b mit sich in Richtung der y-Achse erstreckenden Schlitzen, Ausnehmungen oder Nuten 51 gebildet, in die von den Gesenkhälften 5, 6 ausgebildete Stege oder Vorsprünge eintreten können, wobei dann die Gesenkhälften 5, 6 mit einem Absatz auf der Oberseite der Gesenkaufnahmen 4a, 4b abgestützt sein können. Ebenfalls möglich ist, dass die Gesenkhälften 5, 6 plattenförmig ausgebildet sind mit einer Geometrie, so dass diese in die Schlitze 51 eingeführt werden können. Für eine Fixierung der Gesenkhälften 5, 6 in den Gesenkaufnahmen 4a, 4b verfügen die Gesenkaufnahmen 4a, 4b über sich in Richtung der y-Achse erstreckende Durchgangsbohrungen 52, durch welche sich ein Stift oder eine Schraube erstrecken kann, welcher auch eine entsprechende Durchgangsbohrung der Gesenkhälften 5, 6 durchsetzt. In dem Wechseladapter 1c sind die Gesenkaufnahmen 4a, 4b somit mit den Schlitzen, Nuten oder Ausnehmungen 51 und den Durchgangsbohrungen 52 gebildet. - Der Wechseladapter 1d gemäß
Fig. 14 verfügt über eine deutlich in Richtung der y-Achse vergrößerte Erstreckung, wodurch dieser zur Aufnahme von entsprechend vergrößerten Gesenkhälften 5, 6 dienen kann. Bei dem Wechseladapter 1d sind die Gesenkaufnahmen 4a, 4b gebildet mit in erster Näherung quaderförmigen Aufnahmeräumen 53. Die Aufnahmeräume 53 sind jeweils einseitig in Richtung der x-Achse offen. In den gegenüberliegenden den Aufnahmeraum 53 begrenzenden Wandungen sind jeweils Ausnehmungen oder Nuten 54 ausgebildet. In diesen Nuten 54 sind Vorsprünge, Stege oder Rippen, welche stirnseitig von den Gesenkhälften 5, 6 ausgebildet sind, aufgenommen. Vorzugsweise sind die Gesenkhälften 5, 6 durch einen Reibschluss zwischen den Vorsprüngen, Rippen oder Stegen und den Nuten 54 in den Gesenkaufnahmen 4a, 4b gehalten. Für das inFig. 14 dargestellte Ausführungsbeispiel sind Stempel 2 und Amboss 3 jeweils zweiteilig ausgebildet mit einem Grundkörper 55, in welchen ein Haltekörper 56 in Richtung der x-Achse eingesetzt ist. Die Aufnahmeräume 53a, 53b sind mit ungefähr mittiger Teilung gemeinsam von dem Grundkörper 55 und dem Haltekörper 56 begrenzt. Hierbei sind die die Nut 54 begrenzenden Flächen, deren Flächennormale in Richtung der X-Achse orientiert ist, einerseits von dem Grundkörper 55 und andererseits von dem Haltekörper 56 begrenzt. Mit dem Einsetzen des Haltekörpers 56 in den Grundkörper 55 und Pressen des Haltekörpers 56 in Richtung des Grundkörpers 55, beispielsweise über eine Schraube, können die seitlichen Begrenzungsflächen der Nuten 54a, 54b des Haltekörpers 56 in Richtung der gegenüberliegenden Begrenzungsflächen der Nuten 54a, 54b, die von dem Grundkörper 55a, 55b ausgebildet werden, gepresst werden, womit letztendlich ein Verpressen der Vorsprünge, Stege oder Rippen der Gesenkhälften 5, 6 in den Nuten 54 erfolgen kann. In dem die Aufnahmeräume 53 begrenzenden Bereich ist der Haltekörper 56 in einem Schnitt in der x-y-Ebene U-förmig ausgebildet, wobei die Enden der parallelen Seitenschenkel des U die Nuten 54a, 54b begrenzen. Möglich ist, dass der Querschenkel des U über die Seitenschenkel hinaus verlängert ist, um einen Befestigungsbereich für eine zwischen Grundkörper 55 und Haltekörper 56 wirkende Schraube bereitzustellen (inFig. 14 nicht zu erkennen). - Es versteht sich, dass die in den Figuren dargestellten Ausbildungen der Gesenkaufnahmen 4a, 4b einerseits und der Kopplungsbereiche 7a, 7b lediglich beispielhaft ist.
-
Fig. 15 zeigt einen Wechseladapter 1a gemäßFig. 11 , welcher mit einer zusätzlichen Schutzabdeckung 57a ausgestattet ist. Die Schutzabdeckung ist in grober Näherung als Hohlquader mit konstanter Wandstärke ausgebildet, wobei der Hohlquader oben und unten offen ist, so dass von oben und unten der Stempel 2 und der Amboss 3 in die Schutzabdeckung 57a eintreten können. Über die Handhabungsorgane 34, welche sich durch Bohrungen der Schutzabdeckung 57a erstrecken, ist die Schutzabdeckung 57a an dem Amboss fixiert, während der Stempel 2 während des Crimpvorgangs eine Relativbewegung zu der Schutzabdeckung 57 ausführen kann. Möglich ist, dass die Schutzabdeckung 57a sich in Richtung der x-y-Achse erstreckende Ansatzplatten 58 besitzt, mit welchen Handhabungsflächen gebildet sind. Die Schutzabdeckung 57a verfügt im Bereich der sich in der y-z-Ebene erstreckenden Wandungen über hier randgeschlossene, ungefähr rechteckige Ausnehmungen 59, durch welche sich ein Werkstück, insbesondere der Stecker mit Leitung, während des Crimpvorgangs in den Wechseladapter 1a hinein bzw. aus diesem heraus erstrecken kann und/oder in gewissen Ausmaß eine Manipulation des von der Schutzabdeckung 57a begrenzten Innenraums möglich ist. Die Schutzabdeckung 57a ist aus durchsichtigem Plexiglas hergestellt, so dass auch durch die Schutzabdeckung 57a hindurch von dem Benutzer, vorzugsweise bei Blickrichtung in Richtung der y-Achse, die Sicht auf die Gesenkhälften 5, 6 und das Werkstück vor, während und nach dem Crimpvorgang möglich ist. - Die Schutzabdeckungen 57 können für die unterschiedlichen Wechseladapter 1a-1d individualisiert sein. Beispielhaft zeigt
Fig. 16 eine Schutzabdeckung 57d, welche für einen Wechseladapter 1d gemäßFig. 14 eingesetzt ist. Zu erkennen ist hierbei, dass die Größe des Hohlquaders für die Schutzabdeckung 57d angepasst ist an die vergrößerte Erstreckung des Wechseladapters 1d in Richtung der x-Achse. Darüber hinaus findet hier anstelle der zwei rechteckförmigen Ausnehmungen 59 gemäßFig. 15 eine einzige Ausnehmung 59 Einsatz. Diese Ausnehmung 59 ist gebildet mit zwei kreisförmigen Teilausnehmungen 60 der Wandungen, welche sich in Richtung der Y-Z-Ebene erstrecken. Die beiden Teilausnehmungen 60 sind über einen in der x-y-Achse verlaufenden Schlitz 61 entlang des Umfangs der Schutzabdeckung 57d miteinander verbunden. - Gemäß
Fig. 17 können die in dem Wechseladapter 1 eingesetzten Gesenkhälften 5, 6 mit mehreren in Richtung der Y-Achse nebeneinander ausgebildeten Nestern 62a-d ausgebildet sein, welche sich durch die Größe und/oder Geometrie unterscheiden können. Während in den vorangegangenen Figuren der Sensor 14 nicht in dem Wechseladapter 1 dargestellt ist, ist inFig. 17 der Sensor 14 symbolartig dargestellt. In diesem Fall ist der Sensor 14 bei einer Projektion in Richtung der Crimpachse 11 mittig zu den Gesenkhälften 5, 6 angeordnet. Erfolgt ein Verpressen eines Werkstücks in dem Nest 62c, ist der Sensor 14 mittig und in Richtung der Crimpachse 11 hinter dem Nest 62c angeordnet, so dass ein großer Anteil der Crimpkraft 13 über den Sensor 14 verläuft und/oder eine symmetrische Beaufschlagung des Stempels 2 und des Ambosses 3 sowie des Sensors 14 erfolgt. Hingegen erfolgt bei Verwendung der Nester 62a, 62b, 62d in unterschiedlichem Ausmaß eine asymmetrische Beaufschlagung des Stempels 2 und des Ambosses 3 und die Crimpkraft 13 verläuft lediglich mit einem verringerten Anteil über den Sensor 14. Diesem verringerten Anteil kann durch einen angepassten Kalibrierfaktor Rechnung getragen werden. -
Fig. 18 zeigt den Einsatz des Wechseladapters 1a mit anderen Gesenkhälften 5, 6, wobei in diesen Gesenkhälften 5, 6 lediglich drei Nester 62a-c eingesetzt sind und diese eine veränderte Gesenkkontur aufweisen. - Gemäß
Fig. 19 und20 kann permanent oder optional der Wechseladapter 1 mit einem Positionierer 28 ausgestattet sein. Hinsichtlich der grundsätzlichen Ausgestaltungsmöglichkeiten, der Freiheitsgrade der Bewegung des Positionierers, der Wirkverbindung zwischen Positionierer und Werkstück sowie der Befestigung des Positionierers an einem Stempel oder Amboss wird beispielsweise auf die PatentanmeldungDE 10 2010 061 148 A1 und die darin genannten weiteren Druckschriften verwiesen. InFig. 19 und20 ist lediglich beispielhaft eine mögliche Ausführungsform des Positionierers 28 dargestellt, ohne dass eine Beschränkung der Erfindung auf diese beabsichtigt ist.Fig. 19 zeigt den Positionierer 28 in einer Art Explosionsdarstellung mit einem an dem Amboss 3 befestigten Grundkörper 63 und einem separat hiervon dargestellten Schwenkkörper 64. An dem Grundkörper 63 ist der Schwenkbolzen 29 gehalten, wodurch die Schwenkachse 30 vorgegeben ist. Schwenkkörper 64 verfügt über eine Bohrung, durch welche sich in montiertem Zustand der Schwenkbolzen 29 erstreckt. - In der in
Fig. 20 dargestellten Stellung ist die Halteinrichtung 33 geschlossen, so dass in dem Positionierer das Werkstück gehalten, fixiert und in eine vorbestimmte Position und Lage gebracht ist. Des Weiteren ist der Schwenkkörper 64 um die Schwenkachse 32 von einer Öffnungsstellung in eine Schließstellung verschwenkt, womit das Werkstück in eine vorbestimmte Position und Orientierung zu den Gesenkhälften 5, 6 gebracht ist. Diese Schwenkstellung des Schwenkkörpers 64 ist durch eine, vorzugsweise zwei redundante Fixiereinrichtungen gesichert. Gemäß dem dargestellten Ausführungsbeispiel verfügen Grundkörper 63 und Schwenkkörper 64 als Fixiereinrichtung über Magnetelemente 65, 66, welche den Schwenkkörper in die inFig. 20 dargestellte Schwenkstellung beaufschlagen. Vorzugsweise kommen die Magnetelemente 65, 66 in der Schwenkstellung gemäßFig. 20 zur Anlage aneinander. Des Weiteren kann ein formschlüssiges Sicherungselement 67 für eine redundante Fixierung vorgesehen sein. -
Fig. 21 zeigt schematisch den Signal- und Energiefluss in einem Wechseladapter 1. Der Sensor 14 wird mit elektrischer Energie über einen Stecker oder eine Schnittstelle 18 versorgt. Das Ausgangssignal 68 des Sensors 14, welches entsprechend einer zuvor ermittelten Abhängigkeit mit der Crimpkraft 13 korreliert, wird einer in den Wechseladapter 1 integrierten Steuereinheit 69 zugeführt. In der Steuereinheit 69 wird ein dem Stecker oder der Schnittstelle 18 zugeführtes modifiziertes Ausgangssignal 70 ermittelt. Hierbei kann das modifizierte Ausgangssignal 70 von dem Ausgangssignal 68 über einen konstanten Kalibrierfaktor oder eine Kalibrierkurve (oder eine anderweitige Abhängigkeit) ermittelt werden. Hierzu kann in einem Speicher 71 der Kalibrierfaktor 72 oder die Kalibrierkurve 73 abgelegt sein, wobei diese dann von der Steuereinheit 69 aus dem Speicher 71 ausgelesen werden können. Der Kalibrierfaktor 72 oder die Kalibrierkurve 73 können werkseitig in dem Speicher 71 abgelegt sein oder in einer Steuerlogik der Steuereinheit 69 berücksichtigt sein. Ebenfalls möglich ist, dass mit Inbetriebnahme der Crimpmaschine 8 eine individuelle Kalibrierung erfolgt mit Ablage des Kalibrierfaktors 72, der Kalibrierkurve 73 oder der anderweitigen Abhängigkeit in dem Speicher 71. Möglich ist, dass unterschiedliche Kalibrierfaktoren 72 oder Kalibrierkurven 73 Einsatz finden je nach dem, welches der Nester 62a, 62b, 62c, 62d im Einsatz ist. Auch für unterschiedliche Wechseladapter 1a, 1b, 1c, 1d können unterschiedliche Kalibrierfaktoren 72, Kalibrierkurven 73 oder anderweitige Abhängigkeiten Einsatz finden. Das modifizierte Ausgangssignal 70 wird dann ebenfalls über den Stecker oder die Schnittstelle 18 zur weiteren Verarbeitung und/oder zur Dokumentation desselben an eine Gegen-Schnittstelle 75 eines benachbarten Bauelements, insbesondere der Crimpmaschine 8, übertragen. - Für die in
Fig. 22 dargestellte abgewandelte Ausführungsform sind Steuereinheit 69 und Speicher 71 extern von dem Wechseladapter 1 ausgebildet und angeordnet, beispielsweise an beliebiger Stelle der Crimpmaschine 8. Vorzugsweise bilden in diesem Fall der Speicher 71 und die Steuereinheit 69 eine Einheit 74. GemäßFig. 22 wird das Ausgangssignal 68 des Sensors unmittelbar an einen Stecker oder eine Schnittstelle 18 übertragen. Der Stecker oder die Schnittstelle 18 wirkt zusammen mit dem Gegen-Stecker oder der Gegen-Schnittstelle 75, über welche das Ausgangssignal 68 der Steuereinheit 69 zugeführt wird, wo dann die entsprechende Verarbeitung zu einem modifizierten Ausgangssignal 70 unter Verwendung des Kalibrierfaktors 72, der Kalibrierkurve 73 oder der anderweitigen Abhängigkeit erfolgt und eine weitere Verarbeitung, insbesondere eine Dokumentation, erfolge kann. - In der Beschreibung der Figuren sind mit den Buchstaben a bis d Wechseladapter 1 mit unterschiedlicher Ausgestaltung, insbesondere hinsichtlich der Gestaltung der Gesenkaufnahmen 4 und/oder der Kopplungsbereiche 7, gekennzeichnet. In anderen Fällen sind die Buchstaben a und b verwendet, um hinsichtlich der Funktion entsprechende Bauelemente dahingehend zu unterscheiden, ob diese an dem Stempel (Kennzeichnung mit dem Buchstaben a) oder an dem Amboss (Kennzeichnung mit dem Buchstaben b) vorgesehen sind oder hiermit in Wechselwirkung stehen.
-
- 1
- Wechseladapter
- 2
- Stempel
- 3
- Amboss
- 4
- Gesenkaufnahme
- 5
- Gesenkhälfte
- 6
- Gesenkhälfte
- 7
- Kopplungsbereich
- 8
- Crimpmaschine
- 9
- Oberteil
- 10
- Unterteil
- 11
- Crimpachse
- 12
- Crimpweg
- 13
- Crimpkraft
- 14
- Sensor
- 15
- Ambossteil
- 16
- Ambossteil
- 17
- Beaufschlagungsfläche
- 18
- Schnittstelle
- 19
- Ausnehmung
- 20
- Verformungsbereich
- 21
- Verformungsbereich
- 22
- Abdeckplatte
- 23
- Erweiterung
- 24
- Gegen-Kopplungsbereich
- 25
- T-Nut
- 26
- T-Nut
- 27
- Führungselement
- 28
- Positionierer
- 29
- Schwenkbolzen
- 30
- Schwenkachse
- 31
- Rasteinrichtung
- 32
- Schwenkachse
- 33
- Halteeinrichtung
- 34
- Handhabungsorgan
- 35
- Führungsbolzen
- 36
- Führungsbolzen
- 37
- Führungsausnehmung
- 38
- Führungsausnehmung
- 39
- Schlitz
- 40
- Schlitz
- 41
- Trag- und Zentrierbolzen
- 42
- Aufnahmen
- 43
- Schraube
- 44
- Sicherungsbolzen
- 45
- Ausnehmung
- 46
- Betätigungsorgan
- 47
- Führungsnut
- 48
- Bohrung
- 49
- Steg
- 50
- Anlage- oder Führungsflächen
- 51
- Schlitz
- 52
- Durchgangsbohrung
- 53
- Aufnahmeraum
- 54
- Nut
- 55
- Grundkörper
- 56
- Haltekörper
- 57
- Schutzabdeckung
- 58
- Ansatzplatten
- 59
- Ausnehmungen
- 60
- Teilausnehmung
- 61
- Schlitz
- 62
- Nest
- 63
- Grundkörper
- 64
- Schwenkkörper
- 65
- Magnetelement
- 66
- Magnetelement
- 67
- Sicherungselement
- 68
- Ausgangssignal
- 69
- Steuereinheit
- 70
- Ausgangssignal
- 71
- Speicher
- 72
- Kalibrierfaktor
- 73
- Kalibrierkurve
- 74
- Einheit
- 75
- Gegen-Schnittstelle
Claims (20)
- Wechseladapter (1) für eine Crimpmaschine (8) mit einem Amboss (3) und einem Stempel (2), wobei der Amboss (3) und der Stempel (2) jeweils eine Gesenkaufnahme (4a, 4b) für eine Gesenkhälfte (5, 6) und einen für eine auswechselbare Kopplung mit der Crimpmaschine (8) bestimmten Kopplungsbereich (7a, 7b) besitzen und in den Wechseladapter (1) ein Sensor (14) für eine Crimpkraft oder einen Crimpweg integriert ist.
- Wechseladapter (1) nach Anspruch 1, dadurch gekennzeichnet, dass der Wechseladapter (1) mit einer Schutzabdeckung (57) ausgestattet ist.
- Wechseladapter (1) nach Anspruch 2, dadurch gekennzeichnet, dass die Schutzabdeckung (57) zumindest teilweise mit einem durchsichtigen Material gebildet ist.
- Wechseladapter (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Amboss (3) und der Stempel (2) verliersicher aneinander gehalten sind.
- Wechseladapter (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Amboss (3) und der Adapter (2) gegeneinander geführt sind.
- Wechseladapter (1) nach Anspruch 5, dadurch gekennzeichnet, dass die Führung über einen Führungsbolzen (35, 36) erfolgt, der von dem Amboss (3) oder dem Stempel (2) getragen ist und in einer Führungsausnehmung (37, 38) des Stempels (2) oder des Ambosses (3) geführt ist.
- Wechseladapter (1) nach Anspruch 6, dadurch gekennzeichnet, dass zwei Führungsbolzen (35, 36) vorhanden sind, welche beidseits der Gesenkaufnahmen (4a, 4b) angeordnet sind.
- Wechseladapter (1) nach Anspruch 7, dadurch gekennzeichnet, dass die Führungsbolzen (35, 36) unterschiedliche Längen besitzen, wobei der kürzere Führungsbolzen (35) lediglich für einen Teilcrimphub mit der zugeordneten Führungsausnehmung (37) in Wechselwirkung tritt.
- Wechseladapter (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Sensor (14) bei einer Projektion in Richtung einer Crimpachse (11) mittig zu der Gesenkaufnahme (4a, 4b) angeordnet ist.
- Wechseladapter (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Gesenkaufnahme (4a, 4b) zur Aufnahme einer Gesenkhälfte (5; 6) mit mehreren nebeneinander angeordneten Nestern (62a, 62b, 62c, 62d) ausgebildet ist.
- Wechseladapter (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass mindestens eine lösbare Schnittstelle (18) oder mindestens ein lösbarer Stecker vorhanden ist, wobei die Schnittstelle (18) oder der Stecker den Sensor (14) mit elektrischer Leistung versorgt und/oder ein Signal des Sensors (14) überträgt.
- Wechseladapter (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in den Wechseladapter (1) eine Steuereinheit (69) integriert ist, welche das Signal des Sensors (14) verarbeitet.
- Gruppe von Wechseladaptern (1) nach einem der Ansprüche 1 bis 12.
- Gruppe von Wechseladaptern (1) nach Anspruch 13, dadurch gekennzeichnet, dass sich die Wechseladapter (1) durch ihre Kopplungsbereiche (7a, 7b), Sensoren (14), Gesenkaufnahmen (4a, 4b) und/oder Stecker oder Schnittstellen (18) unterscheiden.
- Gruppe von Wechseladaptern (1) nach einem der Ansprüche 1 bis 12 oder Gruppe nach Anspruch 13 oder 14, dadurch gekennzeichnet, dass die unterschiedlichen Wechseladapter (1) über einheitliche Schnittstellen (18) oder Stecker verfügen.
- Gruppe von Wechseladaptern (1) nach einem der Ansprüche 1 bis 12 oder Gruppe nach einem der Ansprüche 13 bis 15, dadurch gekennzeichnet, dass die unterschiedlichen Wechseladapter (1) über Sensoren (14) mit unterschiedlichen Messbereichen verfügen.
- Crimpmaschine (8) mit mehreren Wechseladaptern (1) nach einem der Ansprüche 1 bis 12 oder mit einer Gruppe von Wechseladaptern (8) nach einem der Ansprüche 13 bis 16.
- Crimpmaschine (8) nach Anspruch 17, dadurch gekennzeichnet, dass eine Steuereinheit (69) mit Steuerlogik vorhanden ist, wobei die Steuerlogik geeignet ausgebildet ist, um aus dem Ausgangssignal (68) des Sensors (14) unter Berücksichtigung eines Kalibrierfaktors (72) oder einer Kalibrierkurve (73) eine Crimpkraft (13) und/oder einen Crimpkraftverlauf zu ermitteln.
- Crimpmaschine (8) nach Anspruch 18, dadurch gekennzeichnet, dass die Steuerlogik geeignet ausgebildet ist, um für unterschiedliche Wechseladapter (1), unterschiedliche Gesenkhälften (5, 6) und/oder unterschiedliche Werkstücke unterschiedliche Kalibrierfaktoren (72) oder Kalibrierkurven (73) zu verwenden, um aus dem Ausgangssignal (68) des Sensors (14) unter Berücksichtigung des Kalibrierfaktors oder der Kalibrierkurve (73) eine Crimpkraft (13) und/oder einen Crimpkraftverlauf zu ermitteln.
- Crimpmaschine (8) nach Anspruch 18 oder 19, dadurch gekennzeichnet, dass bei Betrieb eines Wechseladapters (1) mit Gesenkhälften (5, 6) mit mehreren Nestern (62a, 62b, 62c, 62d) die Steuerlogik geeignet ausgebildet ist, um für unterschiedliche Nester (62a, 62b, 62c, 62d) der Gesenkhälften (5, 6) unterschiedliche Kalibrierfaktoren (72) oder Kalibrierkurven (73) zu verwenden, um aus dem Ausgangssignal (68) des Sensors (14) unter Berücksichtigung des Kalibrierfaktors (72) oder der Kalibrierkurve (73) eine Crimpkraft (13) und/oder einen Crimpkraftverlauf zu ermitteln.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012107467 | 2012-08-15 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2698885A1 true EP2698885A1 (de) | 2014-02-19 |
| EP2698885B1 EP2698885B1 (de) | 2016-11-30 |
Family
ID=49028888
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13179506.4A Active EP2698885B1 (de) | 2012-08-15 | 2013-08-07 | Wechseladapter für eine Crimpmaschine |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10862258B2 (de) |
| EP (1) | EP2698885B1 (de) |
| JP (1) | JP6271185B2 (de) |
| CN (1) | CN103594900B (de) |
| TW (1) | TWI608677B (de) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3396796A1 (de) | 2017-04-25 | 2018-10-31 | Wezag GmbH Werkzeugfabrik | Press-, crimp- oder schneidwerkzeug sowie werkzeuggruppe |
| DE102018107637A1 (de) * | 2018-03-29 | 2019-10-02 | Dorst Technologies Gmbh & Co. Kg | Kalibrierverfahren |
| DE102018218371A1 (de) * | 2018-10-26 | 2020-04-30 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Verfahren zur Überwachung einer Crimpvorrichtung, Überwachungseinheit sowie Crimpvorrichtung |
| CN111200227A (zh) * | 2018-11-20 | 2020-05-26 | 韦扎格有限责任公司 | 挤压工具网络和用于挤压工件的方法 |
| EP3820001A1 (de) | 2019-11-11 | 2021-05-12 | WEZAG GmbH & Co. KG | Crimpzange, gruppe von crimpzangen und verwendung einer gesenkhälfte |
| EP3834989A1 (de) | 2019-12-11 | 2021-06-16 | WEZAG GmbH & Co. KG | Handzangenwerkzeug und verfahren zur montage desselben |
| EP4243222A1 (de) | 2022-03-09 | 2023-09-13 | WEZAG GmbH & Co. KG | Crimpzangen-kraftsensor und crimpzange |
| EP4716032A1 (de) * | 2024-09-23 | 2026-03-25 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Vorrichtung zum verbinden eines kontaktelements mit einem leiter sowie verfahren |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9543729B2 (en) * | 2013-08-19 | 2017-01-10 | Sullstar Technologies, Inc | Electrical connector with removable external load bar, and method of its use |
| JP2016072084A (ja) * | 2014-09-30 | 2016-05-09 | 株式会社テクマ | 端子圧着装置および端子圧着方法 |
| CZ306556B6 (cs) * | 2015-06-23 | 2017-03-08 | České Vysoké Učení Technické V Praze, Fakulta Strojní, Ústav Materiálového Inženýrství | Indentační hlavice, instrumentovaný měřící systém a způsob stanovení mechanických vlastností materiálů indentační metodou |
| JP6929962B2 (ja) * | 2017-04-25 | 2021-09-01 | コマツクス・ホールデイング・アー・ゲー | 圧着プレスの第1のツールのクリンパを、圧着プレスの第2のツールのアンビルに対して整列させるための方法、および、圧着プレス装置 |
| CN107128002A (zh) * | 2017-06-19 | 2017-09-05 | 林华勇 | 一种具有弹性顶针的端子冲头组件 |
| JP6564442B2 (ja) * | 2017-11-07 | 2019-08-21 | ファナック株式会社 | プレス装置 |
| WO2019108537A1 (en) | 2017-11-28 | 2019-06-06 | Hubbell Incorporated | Force adjusting power tool with interchangeable head |
| US11426850B2 (en) | 2017-11-28 | 2022-08-30 | Hubbell Incorporated | Portable hand held power tool with interchangeable head |
| ES2968228T3 (es) * | 2018-04-23 | 2024-05-08 | Daniels Mfg Corporation | Herramienta de engarce |
| DE102019101016A1 (de) * | 2019-01-16 | 2020-07-16 | Harting Electric Gmbh & Co. Kg | Verfahren und Vorrichtung zur Überprüfung der Qualität einer Crimpung |
| EP4560849B1 (de) | 2023-11-23 | 2025-10-29 | WEZAG GmbH & Co. KG | Werkzeug, werkzeugeinsatz und gruppe von werkzeugen |
Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE8224332U1 (de) | 1982-08-28 | 1982-10-14 | Stocko Metallwarenfabriken Henkels Und Sohn Gmbh & Co, 5600 Wuppertal | Schutzgehäuse für eine Crimpvorrichtung |
| DE4038658A1 (de) | 1989-12-05 | 1991-06-06 | Amp Inc | Vorrichtung zum ancrimpen elektrischer anschluesse |
| DE4111404A1 (de) | 1991-04-09 | 1992-10-15 | Rittmeyer Kg | Pressvorrichtung |
| EP0735308A1 (de) | 1995-03-31 | 1996-10-02 | The Whitaker Corporation | Schutzvorrichtung einer Umformmaschine |
| DE19622390A1 (de) | 1995-06-15 | 1996-12-19 | Whitaker Corp | Crimppresse mit Kraftsensor |
| DE29808574U1 (de) | 1997-05-12 | 1998-08-20 | Steinel Ag, Einsiedeln | Aufnahmeadapter zur Kraftmessung |
| EP0902509A1 (de) | 1997-09-11 | 1999-03-17 | Komax Holding Ag | Verfahren und Einrichtung zur Bestimmung der Qualität einer Crimpverbindung |
| US6047579A (en) | 1998-04-17 | 2000-04-11 | The Minster Machine Company | RF tag attached to die assembly for use in press machine |
| DE19903194A1 (de) | 1999-01-27 | 2000-08-03 | Grote & Hartmann | Verfahren und Vorrichtung zur Crimpprozeßüberwachung |
| DE19548533C2 (de) | 1994-12-28 | 2000-09-07 | Yazaki Corp | Verfahren zur Überwachung der Qualität von Crimpverbindungen |
| US6161407A (en) * | 1997-09-11 | 2000-12-19 | Komax Holding Ag | Process and apparatus for determination of the quality of a crimped connection |
| EP1202404A1 (de) * | 2000-10-30 | 2002-05-02 | Komax Holding Ag | Verfahren und Einrichtung zur Herstellung einer Crimpverbindung |
| EP1381123A1 (de) | 2002-07-10 | 2004-01-14 | komax Holding AG | Crimppresse mit Kontaktzuführung |
| EP0989636B1 (de) | 1998-09-21 | 2006-01-04 | SLE Electronic GmbH | Verfahren zur Qualitätssicherung von in einer Crimpvorrichtung hergestellten Crimpverbindungen sowie Crimpwerkzeug und Crimpvorrichtung |
| DE10041237B4 (de) | 2000-08-22 | 2006-02-02 | Engberts & Schäfer GmbH | Verfahren und Vorrichtung zum Nachweis der Maschinengüte an Anschlagpressen |
| EP1635432A1 (de) | 2004-09-10 | 2006-03-15 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Motorisch angetriebene Crimpvorrichtung |
| DE4337797B4 (de) | 1993-11-05 | 2007-05-31 | Kmf Messtechnik Und Verwaltungs Gmbh | Anordnung zum Erfassen der Kraft zwischen relativ zueinander bewegten Maschinenteilen |
| WO2007067507A1 (en) | 2005-12-05 | 2007-06-14 | Tyco Electronics Corporation | Methods and systems for operating a termination machine |
| EP2181602A1 (de) | 2008-10-28 | 2010-05-05 | Poly-clip System GmbH & Co. KG | Clipdrucküberwachung mit Piezo-Aufnehmer |
| DE102010061148A1 (de) | 2010-12-09 | 2012-06-14 | Wezag Gmbh Werkzeugfabrik | Zangenkopf für eine Presszange |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1122388A (en) * | 1978-09-04 | 1982-04-27 | Burndy Corporation | Electrical terminal crimping apparatus |
| CH680406A5 (en) * | 1990-04-23 | 1992-08-14 | Ulrich Blecher | Crimping machine using programme-controlled press |
| US5197186A (en) * | 1990-05-29 | 1993-03-30 | Amp Incorporated | Method of determining the quality of a crimped electrical connection |
| US5937505A (en) | 1995-03-02 | 1999-08-17 | The Whitaker Corporation | Method of evaluating a crimped electrical connection |
| TW364452U (en) * | 1997-05-26 | 1999-07-11 | Zhen-Ping Lv | Universal punch |
| US6487885B2 (en) | 2000-10-30 | 2002-12-03 | Komax Holding Ag | Method and apparatus for producing a crimped connection |
| DE10056900C1 (de) * | 2000-11-16 | 2002-08-08 | Wezag Gmbh | Handbetätigbare Zange zum Crimpen, Schneiden, Pressen o. dgl. |
| US7059166B2 (en) * | 2002-06-17 | 2006-06-13 | Emerson Electric Co. | Method and apparatus for assuring or determining appropriate closure of a crimp assembly |
| US7024752B2 (en) | 2002-07-10 | 2006-04-11 | Komax Holding Ag | Crimping press with contact feed |
| JP3803926B2 (ja) * | 2002-09-26 | 2006-08-02 | タイコエレクトロニクスアンプ株式会社 | 心線結線装置 |
| TWI220113B (en) * | 2003-07-18 | 2004-08-11 | Chun Zu Machinery Industry Co | Forging product forming machine having safety detecting device |
| JP4070705B2 (ja) | 2003-10-31 | 2008-04-02 | トルーソルテック株式会社 | 端子圧着不良検出装置 |
| JP4250103B2 (ja) * | 2004-03-12 | 2009-04-08 | Smk株式会社 | 圧着装置 |
| JP4486449B2 (ja) * | 2004-08-31 | 2010-06-23 | タイコエレクトロニクスジャパン合同会社 | 圧着装置 |
| US7562552B2 (en) | 2005-11-10 | 2009-07-21 | Tyco Electronics Corporation | Crimp height adjustment mechanism |
| FR2916091B1 (fr) * | 2007-05-11 | 2009-07-17 | Eurocopter France | Amelioration aux systemes de sertissage a controle integre. |
| TW200909094A (en) * | 2007-08-29 | 2009-03-01 | Sowa Industry Co Ltd | Pressure sensing device for screw forming machine |
| US8155895B2 (en) | 2008-07-08 | 2012-04-10 | Daniel Measurement And Control, Inc. | Method and system of detecting liquid in an acoustic flow meter |
| US8746026B2 (en) * | 2008-10-02 | 2014-06-10 | Komax Holding Ag | Method for determining the quality of a crimped connection between a conductor and a contact |
| US8819925B2 (en) * | 2009-07-10 | 2014-09-02 | Yuzuki Corporation | Terminal crimping apparatus |
| US9331447B2 (en) * | 2010-12-07 | 2016-05-03 | Tyco Electronics Corporation | Crimping apparatus having a crimp quality monitoring system |
-
2013
- 2013-07-25 TW TW102126644A patent/TWI608677B/zh not_active IP Right Cessation
- 2013-08-07 EP EP13179506.4A patent/EP2698885B1/de active Active
- 2013-08-12 CN CN201310348727.4A patent/CN103594900B/zh not_active Expired - Fee Related
- 2013-08-13 US US13/965,422 patent/US10862258B2/en not_active Expired - Fee Related
- 2013-08-15 JP JP2013168774A patent/JP6271185B2/ja not_active Expired - Fee Related
Patent Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE8224332U1 (de) | 1982-08-28 | 1982-10-14 | Stocko Metallwarenfabriken Henkels Und Sohn Gmbh & Co, 5600 Wuppertal | Schutzgehäuse für eine Crimpvorrichtung |
| DE4038658A1 (de) | 1989-12-05 | 1991-06-06 | Amp Inc | Vorrichtung zum ancrimpen elektrischer anschluesse |
| DE4111404A1 (de) | 1991-04-09 | 1992-10-15 | Rittmeyer Kg | Pressvorrichtung |
| DE4337797B4 (de) | 1993-11-05 | 2007-05-31 | Kmf Messtechnik Und Verwaltungs Gmbh | Anordnung zum Erfassen der Kraft zwischen relativ zueinander bewegten Maschinenteilen |
| DE19548533C2 (de) | 1994-12-28 | 2000-09-07 | Yazaki Corp | Verfahren zur Überwachung der Qualität von Crimpverbindungen |
| EP0735308A1 (de) | 1995-03-31 | 1996-10-02 | The Whitaker Corporation | Schutzvorrichtung einer Umformmaschine |
| DE19622390A1 (de) | 1995-06-15 | 1996-12-19 | Whitaker Corp | Crimppresse mit Kraftsensor |
| DE29808574U1 (de) | 1997-05-12 | 1998-08-20 | Steinel Ag, Einsiedeln | Aufnahmeadapter zur Kraftmessung |
| EP0878878A2 (de) | 1997-05-12 | 1998-11-18 | Steinel AG | Aufnahmeadapter zur Kraftmessung |
| US6161407A (en) * | 1997-09-11 | 2000-12-19 | Komax Holding Ag | Process and apparatus for determination of the quality of a crimped connection |
| EP0902509A1 (de) | 1997-09-11 | 1999-03-17 | Komax Holding Ag | Verfahren und Einrichtung zur Bestimmung der Qualität einer Crimpverbindung |
| US6047579A (en) | 1998-04-17 | 2000-04-11 | The Minster Machine Company | RF tag attached to die assembly for use in press machine |
| EP0989636B1 (de) | 1998-09-21 | 2006-01-04 | SLE Electronic GmbH | Verfahren zur Qualitätssicherung von in einer Crimpvorrichtung hergestellten Crimpverbindungen sowie Crimpwerkzeug und Crimpvorrichtung |
| DE19903194A1 (de) | 1999-01-27 | 2000-08-03 | Grote & Hartmann | Verfahren und Vorrichtung zur Crimpprozeßüberwachung |
| DE10041237B4 (de) | 2000-08-22 | 2006-02-02 | Engberts & Schäfer GmbH | Verfahren und Vorrichtung zum Nachweis der Maschinengüte an Anschlagpressen |
| EP1202404A1 (de) * | 2000-10-30 | 2002-05-02 | Komax Holding Ag | Verfahren und Einrichtung zur Herstellung einer Crimpverbindung |
| EP1381123A1 (de) | 2002-07-10 | 2004-01-14 | komax Holding AG | Crimppresse mit Kontaktzuführung |
| EP1635432A1 (de) | 2004-09-10 | 2006-03-15 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Motorisch angetriebene Crimpvorrichtung |
| WO2007067507A1 (en) | 2005-12-05 | 2007-06-14 | Tyco Electronics Corporation | Methods and systems for operating a termination machine |
| EP2181602A1 (de) | 2008-10-28 | 2010-05-05 | Poly-clip System GmbH & Co. KG | Clipdrucküberwachung mit Piezo-Aufnehmer |
| DE102010061148A1 (de) | 2010-12-09 | 2012-06-14 | Wezag Gmbh Werkzeugfabrik | Zangenkopf für eine Presszange |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10958030B2 (en) | 2017-04-25 | 2021-03-23 | Wezag Gmbh Werkzeugfabrik | Jaw tool and jaw tool group |
| EP3396796A1 (de) | 2017-04-25 | 2018-10-31 | Wezag GmbH Werkzeugfabrik | Press-, crimp- oder schneidwerkzeug sowie werkzeuggruppe |
| DE102018107637A1 (de) * | 2018-03-29 | 2019-10-02 | Dorst Technologies Gmbh & Co. Kg | Kalibrierverfahren |
| US12226828B2 (en) | 2018-03-29 | 2025-02-18 | Dorst Technologies Gmbh & Co. Kg | Calibration method |
| DE102018218371A1 (de) * | 2018-10-26 | 2020-04-30 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Verfahren zur Überwachung einer Crimpvorrichtung, Überwachungseinheit sowie Crimpvorrichtung |
| TWI794559B (zh) * | 2018-11-20 | 2023-03-01 | 德商韋扎格有限責任兩合公司 | 擠壓工具網絡及用於擠壓工件的方法 |
| US11381049B2 (en) | 2018-11-20 | 2022-07-05 | Wezag Gmbh Werkzeugfabrik | Pressing pliers network and method for pressing a workpiece |
| CN111200227A (zh) * | 2018-11-20 | 2020-05-26 | 韦扎格有限责任公司 | 挤压工具网络和用于挤压工件的方法 |
| EP3656504A1 (de) * | 2018-11-20 | 2020-05-27 | Wezag GmbH Werkzeugfabrik | Presswerkzeug, presswerkzeug-set, presswerkzeug-netzwerk und verfahren zum verpressen eines werkstücks |
| CN111200227B (zh) * | 2018-11-20 | 2023-02-03 | 韦扎格有限责任两合公司 | 挤压工具网络和用于挤压工件的方法 |
| EP4007087A1 (de) | 2019-11-11 | 2022-06-01 | WEZAG GmbH & Co. KG | Crimpzange |
| EP3820001A1 (de) | 2019-11-11 | 2021-05-12 | WEZAG GmbH & Co. KG | Crimpzange, gruppe von crimpzangen und verwendung einer gesenkhälfte |
| US11346732B2 (en) | 2019-11-11 | 2022-05-31 | Wezag Gmbh & Co. Kg | Crimping pliers, group of crimping pliers and use of a die half |
| TWI826745B (zh) * | 2019-11-11 | 2023-12-21 | 德商韋扎格有限責任兩合公司 | 壓接鉗、壓接鉗的組和半模具的應用 |
| US12015233B2 (en) | 2019-12-11 | 2024-06-18 | Wezag Gmbh & Co. Kg | Hand pliers tool and method for assembling the same |
| EP3834989A1 (de) | 2019-12-11 | 2021-06-16 | WEZAG GmbH & Co. KG | Handzangenwerkzeug und verfahren zur montage desselben |
| EP4243222A1 (de) | 2022-03-09 | 2023-09-13 | WEZAG GmbH & Co. KG | Crimpzangen-kraftsensor und crimpzange |
| US12492952B2 (en) | 2022-03-09 | 2025-12-09 | Wezag Gmbh & Co. Kg | Force sensors for crimping pliers and crimping pliers comprising a force sensor |
| EP4716032A1 (de) * | 2024-09-23 | 2026-03-25 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Vorrichtung zum verbinden eines kontaktelements mit einem leiter sowie verfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| US20140047885A1 (en) | 2014-02-20 |
| CN103594900A (zh) | 2014-02-19 |
| JP6271185B2 (ja) | 2018-01-31 |
| JP2014038849A (ja) | 2014-02-27 |
| US10862258B2 (en) | 2020-12-08 |
| TWI608677B (zh) | 2017-12-11 |
| TW201411973A (zh) | 2014-03-16 |
| CN103594900B (zh) | 2017-06-06 |
| EP2698885B1 (de) | 2016-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2698885B1 (de) | Wechseladapter für eine Crimpmaschine | |
| EP3396796B1 (de) | Press-, crimp- oder schneidwerkzeug sowie werkzeuggruppe | |
| EP2995424B1 (de) | Handzange | |
| EP4007087B1 (de) | Crimpzange | |
| DE102019109856B4 (de) | Spannbacke, Spanneinsatz sowie Spannfutter | |
| EP2673098B1 (de) | Falzwerkzeug und falzverfahren | |
| EP0989636A2 (de) | Verfahren zur Qualitätssicherung von in einer Crimpvorrichtung hergestellten Crimpverbindungen sowie Crimpwerkzeug und Crimpvorrichtung | |
| WO2018171981A1 (de) | Spannkraftmessgeräte und dessen module | |
| WO2015070357A1 (de) | Piezoelektrischer kraftsensor mit elektrischer verbindung zwischen elektrode und kontaktpin | |
| EP2385540A2 (de) | Sicherungsaufnahmevorrichtung, insbesondere für Anschlusskästen von Photovoltaikanlagen | |
| DE102018130629B3 (de) | Objektivhalterung und Verbindungseinrichtung für das auswechselbare Anbringen eines Objektivs | |
| DE102015210182B4 (de) | Stapelbefestigungsstruktur einer Brennstoffzelle | |
| EP2570779B1 (de) | Montagevorrichtung eines Längenmesssystems | |
| DE202014011110U1 (de) | Handzange | |
| DE4240498C2 (de) | Crimpwerkzeug zum Verbinden eines Drahtes mit einem Kontaktelement od.dgl. | |
| DE69213035T2 (de) | Modulares Presswerkzeug für den Zusammenbau und das Anschliessen von elektrischen Steckverbindern | |
| WO2018095469A1 (de) | Werkzeughalter für ein bearbeitungswerkzeug, werkzeugeinheit und messeinrichtung | |
| EP4243222B1 (de) | Crimpzangen-kraftsensor und crimpzange | |
| EP1764883B1 (de) | System zum Bearbeiten eines Kabels mit mindestens zwei Werkzeugen | |
| DE102004008038B4 (de) | Elektrodenzustandsmeßeinrichtung | |
| DE202006020927U1 (de) | Crimpmaschine für verschiedene Crimp- und Pressprozesse, insbesondere zur Kabelmontage | |
| EP4049349A1 (de) | Vorrichtung, verfahren und system zur montage eines elektrischen steckverbinders | |
| DE102019217493A1 (de) | Verfahren zum Erzeugen eines digitalen Zwillings einer kartesischen Bewegungsvorrichtung | |
| EP4716032A1 (de) | Vorrichtung zum verbinden eines kontaktelements mit einem leiter sowie verfahren | |
| EP3575035B1 (de) | Pneumatisch betreibbares arbeitsgerät |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140313 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20160211 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502013005535 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: H01R0043048000 Ipc: B30B0015000000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: H01R 43/048 20060101ALI20160627BHEP Ipc: B30B 15/00 20060101AFI20160627BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20160722 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 849394 Country of ref document: AT Kind code of ref document: T Effective date: 20161215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013005535 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170228 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170301 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170330 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170228 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013005535 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170831 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170807 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130807 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 849394 Country of ref document: AT Kind code of ref document: T Effective date: 20180807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161130 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170330 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502013005535 Country of ref document: DE Representative=s name: REHBERG HUEPPE + PARTNER PATENTANWAELTE PARTG , DE Ref country code: DE Ref legal event code: R081 Ref document number: 502013005535 Country of ref document: DE Owner name: WEZAG GMBH & CO. KG, DE Free format text: FORMER OWNER: WEZAG GMBH WERKZEUGFABRIK, 35260 STADTALLENDORF, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240613 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240822 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240823 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502013005535 Country of ref document: DE |