EP2871005A1 - Dispositif de déformation pour la déformation plastique d'un composant et procédé de déformation d'un composant - Google Patents
Dispositif de déformation pour la déformation plastique d'un composant et procédé de déformation d'un composant Download PDFInfo
- Publication number
- EP2871005A1 EP2871005A1 EP20130192503 EP13192503A EP2871005A1 EP 2871005 A1 EP2871005 A1 EP 2871005A1 EP 20130192503 EP20130192503 EP 20130192503 EP 13192503 A EP13192503 A EP 13192503A EP 2871005 A1 EP2871005 A1 EP 2871005A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- component
- region
- forming device
- bending
- deformation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/04—Bending sheet metal along straight lines, e.g. to form simple curves on brakes making use of clamping means on one side of the work
- B21D5/042—With a rotational movement of the bending blade
Definitions
- the invention relates to a forming device for plastic deformation of a component, in particular a sheet metal component according to the preamble of claim 1. Furthermore, the invention relates to a method for forming a component.
- From the DE 10 2005 018 866 B3 is a device for bending or folding of an object, in particular a formed as a sheet-metal part, known, which has means for clamping the object to be processed and a movable bending device.
- the local means comprise a trained as a top beam upper part, a lower part and a movable bending cheek of the bending device.
- the movable bending cheek is formed in two parts, wherein the two parts of the bending cheek are connected to each other by means of respective, designed as screws or bolts coupling elements and movable relative to each other.
- a warping of a bending rail designed as a crowning element can be set, wherein the bending rail is arranged on one of the two parts.
- the warping of the bending rail to compensate for any unwanted angular deviations on the component is now present in that due to the relative movement of the two parts to each other, the part on which the bending rail is arranged, is warped and thereby the bending rail is subjected to this warping.
- a component to be deformed is then inserted between the upper part and the bending rail of the lower part and deformed under a relative movement between the upper part and the lower part, or bent.
- the two parts of the bending cheek are made with high manufacturing costs particularly precise and matched exactly by means of the respective coupling elements.
- the bending bar comprises at least one first area facing the component and at least partially forming an edge, and also a second area and at least one deformation component, by means of which at least the first area is elastically deformable at least in regions.
- the bending rail is elastically deformable in itself, wherein at least the first region can be arched and additionally or alternatively, the second region is subjected to a curvature.
- a higher degree of freedom is created in the warping of the first region of the bending rail and thus its edge.
- any angular deviations of a bending angle can be compensated, if e.g. the bending of the upper part of the forming device - for example, as a result of asymmetric stiffening struts or material accumulations or material inhomogeneities of the upper or lower part of the forming device or the component - takes place off-center during forming.
- the edge of the first region of the bending rail could not only be concave or convex, but also, for example, wave-shaped elastically deformed in order to compensate for corresponding deviations.
- the bending rail characterized in that it comprises at least one deformation component and thus in itself is partially elastically deformable, formed as a so-called barbed bending rail.
- the component to be formed is designed, for example, as a metal sheet, a respective different springback behavior of the bent metal sheet over the entire working width of the shaping device or the length of the bending rail can be compensated by means of the bightable bending rail. Since it is at the bending rail to a is particularly inexpensive and easy to be manufactured component of the forming device, accordingly, a particularly economical way is created to compensate for deviations along the bending line.
- the bending rail has a slot which spaces the first area from the second area at least over a substantial area of a longitudinal extent of the bending rail.
- the slot it is also possible by means of the slot to use the second region only as a tensile force or compressive force transmitting element, which is fixed to the lower part over its length, that the second region itself is not elastically bent, but only stretched or compressed. The slot is then widened in some areas. Such a deformation of the bending rail or its edge can accordingly take place particularly effectively if the first region and the second region of the bending rail are connected together at their two ends corresponding to the longitudinal extension and thus the slot extends over a substantial region of the bending rail.
- the bending rail comprises at least one recess between the first region and the second region, in which the deformation component is arranged.
- the bending rail can be made particularly compact.
- the bending rail can also be designed to save space.
- the elastic deformability of the bending rail can be influenced. If the recess is generously dimensioned and correspondingly much material is removed from the bending rail, the distance between the edge of the recess and the edge of the bending rail is reduced. Thus, a greater deformation of the bending rail can be made possible, or less force is required for a deformation of the bending rail.
- the recess is dimensioned particularly small, then more material remains in the region between the edge and the recess on the bending rail, which makes it particularly stiff and Resistant to a force from the side of the component is when it is deformed.
- an efficient and economical way is created in a particularly simple manner to buckle the edge of the bending rail according to the respective requirements.
- the deformation component comprises a first component and a second component, which are movable relative to each other.
- first component and the second components By using the first component and the second components, any undesired plastic deformations on the bending rail can be prevented particularly effectively, in particular if the first component and the second component are designed as pressure-distributing shell elements.
- the first component and the second component are moved apart by applying a pressure, thereby causing the deformation of the bending rail.
- the pressure exerted by the deformation component and the bending rail partially elastically deforming pressure is then distributed by the first component and the second component particularly evenly on the bending rail, whereby elastic deformation of the bending rail due to impermissibly high pressure peaks can be particularly effectively prevented.
- the first component and the second component of the deformation component are movable relative to one another by means of an eccentric part.
- the eccentric part which is arranged between the first component and the second component
- the deformation component is infinitely adjustable and, accordingly, the elastic deformation of the bending rail can be adjusted particularly precisely.
- the first and second components can be moved relative to each other by exerting a particularly high deformation force or by traversing a particularly large deformation path.
- first region and / or the second region of the bending rail is movable as a function of the relative movement between the first component and the second component of the deformation component.
- An elastic deformation of the bending bar is accordingly particularly intuitive possible by the forming device personnel, if associated with a relative movement of the first component to the second components of the deformation component and an elastic deformation of the bending bar. This applies in particular when, with an increase in the distance between the first component and the second component, a greater elastic deformation of the bending rail takes place, whereby ergonomically speaking, a particularly intuitive operation of the forming device is made possible.
- the bending rail is integrally formed. Since the production costs, in particular of precision components increase with the number of individual components of which the respective component is composed, a one-piece design of the bending rail is particularly resource-friendly.
- the bending rail comprises respective cover plates for guided relative movement between the first and the second region.
- cover plates can be particularly efficient prevented any lateral bending of the first region relative to the second region or vice versa.
- cover plates therefore, a particularly exact movement, which essentially extends in one plane, can be realized between the first region and the second region. A warping of the bending rail in an undesired spatial direction is accordingly particularly effectively prevented.
- the forming device is designed as a folding machine.
- Swivel bending machines are particularly suitable for reshaping components which are designed as metal sheets with large thicknesses with great precision.
- the bending bar can be adapted to the rigidity of the pivoting bending machine with particularly little effort and, accordingly, can compensate deviations of a long bending line particularly effectively.
- the bending rail is elastically deformed in dependence of respective geometry sizes of the component by means of the deformation component.
- geometry sizes include, for example, the length, the width or the depth at the location of the component at which the transformation is to take place.
- the deformation of the component, or the suitability of the component for a slight or substantial deformation thus depends on such dimensions, for example, the depth, ie the material thickness of the component influences the maximum possible bending radius or the bending angle.
- the clamping means ie the upper part and additionally or alternatively the lower part of the shaping device, are subjected to particularly high local loads and, if necessary, elastically deformed during the component deformation. This can be effectively compensated by the crowning, so the elastic deformation of the bending rail.
- the bending bar is elastically deformed by means of the deformation component as a function of respective parameters relating to the strength of the component.
- the strength of the component includes in particular material properties that influence the forming process. Such material properties include, for example, the modulus of elasticity or notched impact strength of the component. Further parameters which relate to the strength of the component are, for example, the concentration of alloy constituents or a possible hardening process to which the component has been subjected or a specific hardening depth which was previously selected in the corresponding hardening process of the component to be formed.
- the advantages and preferred embodiments described for the forming device according to the invention also apply to the method according to the invention and vice versa.
- the device according to the invention can be used.
- Fig. 1 a shows a front view of a forming device 1 designed as a folding machine, which comprises a top part 3 designed as a top beam and a bottom part 4.
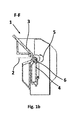
- a bending rail 6 is arranged, wherein - as from a in Fig. 1 b illustrated sectional view according to a section line FF Fig. 1a - It can be seen that a reshaping component 2, which is presently designed as a metal sheet, between the upper part 3 and the bending rail 6 of the lower part 4 is fixed.
- the lower part 4 As well as the bending rail 6 arranged on the lower part 4 are pivoted so far relative to the upper part 3 in accordance with a relative movement 5 marked with a double arrow, until the component has been bent in accordance with the desired bending angle or Bend radius bent and accordingly plastically deformed.
- Fig. 2a shows a plan view and Fig. 2b a front view of the bending rail 6.
- the bending rail 6 has a longitudinal extent 12 of length L and, as in a side view of the bending rail 6 in Fig. 2c is recognizable, a width B and a depth T on.
- the bending rail 6 has an at least partially an edge 7 forming first region 8 and a second region 9, wherein the bending rail 6 is arranged in the forming device 1 such that the first region 8 faces the component to be formed 2, and accordingly the edge 7th rests against the component 2.
- the bending rail 6 further comprises in the present case a plurality of deformation components 10, by means of which the first region 8 is at least partially elastically deformable.
- the bending rail 6 likewise has a slot 11 which spaces the first area 8 from the second area 9 at least over a substantial area of the longitudinal extension 12 of the bending rail 6. In other words, therefore, the slot 11 of the bending rail 6 extends over a large part of the length L of the bending rail 6.
- the deformation components 10 are arranged in respective recesses 13 of the bending rail, wherein the recesses 13 are surrounded by the first region 8 and the second region 9 , In the present case, the recesses 13 are thus arranged between the first region 8 and the second region 9.
- Fig. 2d shows an enlarged view of an in Fig. 2b with D marked section, it being understood that the bending rail 6 includes respective cover plates 19.
- the Cover plates 19 serve to stabilize the bending rail 6 and allow elastic deformation by means of the respective deformation components 10 such that, although the width B (FIG. Fig. 2c ) of the bending rail 6 along its longitudinal extension 12 and thus along its length L can change, but a lateral warping between the first region 8 and the second region 9 is effectively prevented.
- cover plates 19 In order to fix the cover plates 19 particularly securely on the bending rail 6, they are presently screwed to the bending rail 6 by means of respective screws 20, which are designed as countersunk screws.
- the screws 20 are presently extending parallel to the longitudinal extent 12 and arranged on opposite sides of the respective cover plate 19.
- the bending rail 6 is present in one piece and accordingly made particularly resource-friendly.
- Fig. 2e and Fig. 2f each show an enlarged front view of the deformation component 10, wherein Fig. 2e shows a position of the deformation component 10, in which no deformation of the bending rail 6 takes place and Fig. 2f a position in which at least partially an elastic deformation of the bending rail 6 takes place.
- the deformation component 10 comprises a first component 14 and a second component 15, wherein the first component 14 and the second component 15 are formed as respective eccentric bearing shells and movable relative to each other. Between the first component 14 and the second component 15, an eccentric part 16 designed as an eccentric shaft is arranged, which has an eccentricity 17.
- Fig. 2e shows a position of the deformation component 10, in which no deformation of the bending rail 6 takes place
- Fig. 2f a position in which at least partially an elastic deformation of the bending rail 6 takes place.
- the deformation component 10 comprises a first component 14 and a second component 15, wherein the first component 14 and the second component 15 are formed as respective eccentric bearing shells and
- the eccentricity 17 runs parallel to the longitudinal extension 12 or to the slot 11 of the bending rail 6, whereby a gap 18, which is formed between the first component 14 and the second component 15, has a minimum value and, accordingly, a height of the respective deformation component 10, which by the first component 14, the second component 15 and the eccentric 16 is formed having the value h.
- the extension of the height with the value h in Fig. 2e extends in the same direction as the width B of the bending bar 6 and thus substantially perpendicular to the longitudinal extent 12.
- the eccentric 16 is rotatably mounted by means of tool engagement in an eccentric to a rotational axis 23 of the eccentric 16 and in the present case designed as a hexagon fixation opening 22 about the rotation axis 23.
- the deformation force and thus also the height change of the deformation component 10 is transferred from the value h to the value h 'on the bending rail 6.
- the bending rail 6 is deformed elastically at least in some areas, specifically at those regions of the bending rail 6 in which a change in the height of the deformation component 10 takes place.
- the first region 8 and, additionally or alternatively, the second region 9 of the bending rail 6 as a function of the relative movement between the first component 14 and the second component 15 of the deformation component 10 movable.
- the first component 14 and the second component 15 could be dispensed with and the eccentric part 16 could abut directly on the first region 8 and additionally or alternatively on the second region 9.
- the eccentric part 16 would then be in direct contact with the first region 8 and the second region 9 of the bending rail 6.
- the slot 11 and, consequently, the first area 8 of the bending bar 6 or its edge 7 would then buckle directly due to its eccentricity 17.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13192503.4A EP2871005B1 (fr) | 2013-11-12 | 2013-11-12 | Dispositif de formage pour la déformation plastique d'un composant et procédé de formage d'un composant |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13192503.4A EP2871005B1 (fr) | 2013-11-12 | 2013-11-12 | Dispositif de formage pour la déformation plastique d'un composant et procédé de formage d'un composant |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2871005A1 true EP2871005A1 (fr) | 2015-05-13 |
| EP2871005B1 EP2871005B1 (fr) | 2016-05-25 |
Family
ID=49641487
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13192503.4A Active EP2871005B1 (fr) | 2013-11-12 | 2013-11-12 | Dispositif de formage pour la déformation plastique d'un composant et procédé de formage d'un composant |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2871005B1 (fr) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19735793A1 (de) * | 1997-08-18 | 1999-03-25 | Hochstrate Gustav Adolf Dr | Dynamisch-hydraulische Bombierung |
| EP0934131B1 (fr) * | 1997-08-26 | 2002-11-06 | Reinhardt Maschinenbau GmbH | Machine a cintrer |
| DE102005018866B3 (de) | 2005-04-22 | 2006-05-24 | Schechtl Maschinenbau Gmbh | Vorrichtung und Verfahren zum Biegen oder Abkanten eines Gegenstands, insbesondere eines Blechteils |
| DE102006047108A1 (de) * | 2006-09-27 | 2008-04-03 | Ras Reinhardt Maschinenbau Gmbh | Biegemaschine |
| EP2127772A2 (fr) * | 2008-05-27 | 2009-12-02 | Hans Schröder Maschinebau GmbH | Dispositif de formage |
-
2013
- 2013-11-12 EP EP13192503.4A patent/EP2871005B1/fr active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19735793A1 (de) * | 1997-08-18 | 1999-03-25 | Hochstrate Gustav Adolf Dr | Dynamisch-hydraulische Bombierung |
| EP0934131B1 (fr) * | 1997-08-26 | 2002-11-06 | Reinhardt Maschinenbau GmbH | Machine a cintrer |
| DE102005018866B3 (de) | 2005-04-22 | 2006-05-24 | Schechtl Maschinenbau Gmbh | Vorrichtung und Verfahren zum Biegen oder Abkanten eines Gegenstands, insbesondere eines Blechteils |
| DE102006047108A1 (de) * | 2006-09-27 | 2008-04-03 | Ras Reinhardt Maschinenbau Gmbh | Biegemaschine |
| EP2127772A2 (fr) * | 2008-05-27 | 2009-12-02 | Hans Schröder Maschinebau GmbH | Dispositif de formage |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2871005B1 (fr) | 2016-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1479842B1 (fr) | Profilé creux | |
| EP3263241B1 (fr) | Dispositif de repliage à rouleaux et procédé de repliage d'une zone de rebord d'une pièce de tôlerie | |
| EP2712702A1 (fr) | Dispositif de finition de bande, système de finition de bande et procédé de fabrication d'un dispositif de finition de bande | |
| EP2701862B1 (fr) | Procédé et dispositif pour fabriquer de pièces embouties dotées d'une bride en les ébarbant simultanément | |
| DE102014221878A1 (de) | Pressenwerkzeug zum Herstellen eines wenigstens eine scharfkantige Blechformteilkante aufweisenden Blechformteils und hiermit hergestelltes Blechformteil | |
| DE102007062104B4 (de) | Vorrichtung für einen Rollformer zum Profilieren eines Blechbandes und dazugehöriges Verfahren | |
| EP2435198B1 (fr) | Serre-flan flexible pour installations de profilage continu | |
| EP3021993A1 (fr) | Dispositif permettant d'étendre la fonctionnalité d'une presse | |
| EP2210680B1 (fr) | Presse plieuse dotée d'une poutre d'entraînement et d'une poutre plieuse couplée élastiquement | |
| DE20310428U1 (de) | Biegewerkzeug mit einstellbaren Werkstückwiderlagersegmenten sowie Biegemaschine mit einem derartigen Biegewerkzeug | |
| EP2097187B1 (fr) | Pièce moulée et son procédé de production | |
| DE3308219C2 (de) | Maschine zum Profilieren von Blechen für die Herstellung von Falzen | |
| EP3034191B2 (fr) | Dispositif et procédé de fabrication d'un élément de profil longitudinal | |
| EP2871005B1 (fr) | Dispositif de formage pour la déformation plastique d'un composant et procédé de formage d'un composant | |
| EP3519120B1 (fr) | Procédé de fabrication d'un composant par formage et pourvu d'une zone de paroi présentant des dimensions précises | |
| DE19735793C2 (de) | Schwenkbiegemaschine | |
| EP1372877B1 (fr) | Procede et dispositif d'extrusion notamment destines a la fabrication de produits extrudes courbes | |
| DE102007045644A1 (de) | Vorrichtung und Verfahren zum Umformen eines Bauteils aus blechförmigem Material mittels Rollprofilieren | |
| DE102007023269A1 (de) | Ziehwerkzeug | |
| WO2016071161A1 (fr) | Presse plieuse de tube | |
| DE102023114813B4 (de) | Zahnschutz-Aufbringwerkzeug, Zahnschutz-Aufbringwerkzeugset, Montagebaugruppe und Verfahren zum Aufbringen eines Zahnschutzes auf ein Sägeblatt | |
| EP2620306A2 (fr) | Dispositif de renforcement de charnière pour une porte de véhicule | |
| DE102012018169A1 (de) | Vorrichtung zum Vorschieben und Biegen von Profilen aus Metall | |
| EP2145707B1 (fr) | Tige plate ou tige de profilé plat en métal | |
| DE102020106664B4 (de) | Verfahren und Vorrichtung zum Biegen von Profilen mit variablem Querschnitt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131112 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20151109 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 5/04 20060101AFI20151130BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20151223 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN Ref country code: AT Ref legal event code: REF Ref document number: 801829 Country of ref document: AT Kind code of ref document: T Effective date: 20160615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013003124 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KELLER AND PARTNER PATENTANWAELTE AG, CH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160825 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160826 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160926 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013003124 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161112 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20131112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20171112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171112 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: SCHECHTL MASCHINENBAU GMBH, DE Free format text: FORMER OWNER: SCHECHTL MASCHINENBAU GMBH, DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251121 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20251117 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20251201 Year of fee payment: 13 |