ES2749655T3 - Artículo que comprende partículas tubulares - Google Patents
Artículo que comprende partículas tubulares Download PDFInfo
- Publication number
- ES2749655T3 ES2749655T3 ES16727270T ES16727270T ES2749655T3 ES 2749655 T3 ES2749655 T3 ES 2749655T3 ES 16727270 T ES16727270 T ES 16727270T ES 16727270 T ES16727270 T ES 16727270T ES 2749655 T3 ES2749655 T3 ES 2749655T3
- Authority
- ES
- Spain
- Prior art keywords
- thermoplastic elastomer
- article
- polymer
- particles
- foam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002245 particle Substances 0.000 title claims abstract description 135
- 229920000642 polymer Polymers 0.000 claims abstract description 131
- 229920002725 thermoplastic elastomer Polymers 0.000 claims abstract description 118
- 239000006260 foam Substances 0.000 claims abstract description 94
- 238000005187 foaming Methods 0.000 claims abstract description 55
- 239000000654 additive Substances 0.000 claims abstract description 24
- 230000000996 additive effect Effects 0.000 claims abstract description 22
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims description 40
- -1 poly (ether polyol Chemical class 0.000 claims description 37
- 238000000034 method Methods 0.000 claims description 36
- 239000004433 Thermoplastic polyurethane Substances 0.000 claims description 34
- 239000012948 isocyanate Substances 0.000 claims description 34
- 229920001169 thermoplastic Polymers 0.000 claims description 34
- 239000004416 thermosoftening plastic Substances 0.000 claims description 34
- 229920005862 polyol Polymers 0.000 claims description 25
- 150000002513 isocyanates Chemical class 0.000 claims description 24
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 claims description 19
- 238000001125 extrusion Methods 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 12
- 239000004970 Chain extender Substances 0.000 claims description 11
- 239000007795 chemical reaction product Substances 0.000 claims description 11
- 230000015572 biosynthetic process Effects 0.000 claims description 9
- 239000006263 elastomeric foam Substances 0.000 claims description 9
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 2
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 2
- 229910052788 barium Inorganic materials 0.000 claims description 2
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 claims description 2
- 229910052799 carbon Inorganic materials 0.000 claims description 2
- 239000000758 substrate Substances 0.000 claims description 2
- 229920005830 Polyurethane Foam Polymers 0.000 claims 1
- 239000011496 polyurethane foam Substances 0.000 claims 1
- 238000010438 heat treatment Methods 0.000 description 26
- 229920001971 elastomer Polymers 0.000 description 22
- 239000000806 elastomer Substances 0.000 description 21
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 14
- 229920006347 Elastollan Polymers 0.000 description 11
- 150000003077 polyols Chemical class 0.000 description 11
- 230000005684 electric field Effects 0.000 description 10
- 230000008569 process Effects 0.000 description 9
- 229920006345 thermoplastic polyamide Polymers 0.000 description 9
- 150000002148 esters Chemical class 0.000 description 8
- DNIAPMSPPWPWGF-UHFFFAOYSA-N monopropylene glycol Natural products CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 8
- 229920002635 polyurethane Polymers 0.000 description 7
- 239000004814 polyurethane Substances 0.000 description 7
- 229920002397 thermoplastic olefin Polymers 0.000 description 7
- 239000003990 capacitor Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 4
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 4
- 150000002334 glycols Chemical class 0.000 description 4
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 239000005056 polyisocyanate Substances 0.000 description 4
- 229920001228 polyisocyanate Polymers 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 4
- 239000004604 Blowing Agent Substances 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 125000005442 diisocyanate group Chemical group 0.000 description 3
- 150000002009 diols Chemical class 0.000 description 3
- 230000005670 electromagnetic radiation Effects 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 230000011218 segmentation Effects 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 229920006344 thermoplastic copolyester Polymers 0.000 description 3
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 2
- ALQLPWJFHRMHIU-UHFFFAOYSA-N 1,4-diisocyanatobenzene Chemical compound O=C=NC1=CC=C(N=C=O)C=C1 ALQLPWJFHRMHIU-UHFFFAOYSA-N 0.000 description 2
- LFSYUSUFCBOHGU-UHFFFAOYSA-N 1-isocyanato-2-[(4-isocyanatophenyl)methyl]benzene Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=CC=C1N=C=O LFSYUSUFCBOHGU-UHFFFAOYSA-N 0.000 description 2
- HZAXFHJVJLSVMW-UHFFFAOYSA-N 2-Aminoethan-1-ol Chemical compound NCCO HZAXFHJVJLSVMW-UHFFFAOYSA-N 0.000 description 2
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 2
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical group CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- 229920002633 Kraton (polymer) Polymers 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 2
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 150000001408 amides Chemical class 0.000 description 2
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 2
- 229910002113 barium titanate Inorganic materials 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- VSSAZBXXNIABDN-UHFFFAOYSA-N cyclohexylmethanol Chemical compound OCC1CCCCC1 VSSAZBXXNIABDN-UHFFFAOYSA-N 0.000 description 2
- 238000000280 densification Methods 0.000 description 2
- 150000004985 diamines Chemical class 0.000 description 2
- 239000003989 dielectric material Substances 0.000 description 2
- 230000005672 electromagnetic field Effects 0.000 description 2
- ACCCMOQWYVYDOT-UHFFFAOYSA-N hexane-1,1-diol Chemical compound CCCCCC(O)O ACCCMOQWYVYDOT-UHFFFAOYSA-N 0.000 description 2
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 230000001902 propagating effect Effects 0.000 description 2
- YPFDHNVEDLHUCE-UHFFFAOYSA-N propane-1,3-diol Chemical compound OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 2
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 2
- 229920006346 thermoplastic polyester elastomer Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- RUELTTOHQODFPA-UHFFFAOYSA-N toluene 2,6-diisocyanate Chemical compound CC1=C(N=C=O)C=CC=C1N=C=O RUELTTOHQODFPA-UHFFFAOYSA-N 0.000 description 2
- ORTVZLZNOYNASJ-UPHRSURJSA-N (z)-but-2-ene-1,4-diol Chemical compound OC\C=C/CO ORTVZLZNOYNASJ-UPHRSURJSA-N 0.000 description 1
- AZYRZNIYJDKRHO-UHFFFAOYSA-N 1,3-bis(2-isocyanatopropan-2-yl)benzene Chemical compound O=C=NC(C)(C)C1=CC=CC(C(C)(C)N=C=O)=C1 AZYRZNIYJDKRHO-UHFFFAOYSA-N 0.000 description 1
- VGHSXKTVMPXHNG-UHFFFAOYSA-N 1,3-diisocyanatobenzene Chemical compound O=C=NC1=CC=CC(N=C=O)=C1 VGHSXKTVMPXHNG-UHFFFAOYSA-N 0.000 description 1
- SBJCUZQNHOLYMD-UHFFFAOYSA-N 1,5-Naphthalene diisocyanate Chemical compound C1=CC=C2C(N=C=O)=CC=CC2=C1N=C=O SBJCUZQNHOLYMD-UHFFFAOYSA-N 0.000 description 1
- JIABEENURMZTTI-UHFFFAOYSA-N 1-isocyanato-2-[(2-isocyanatophenyl)methyl]benzene Chemical class O=C=NC1=CC=CC=C1CC1=CC=CC=C1N=C=O JIABEENURMZTTI-UHFFFAOYSA-N 0.000 description 1
- DTZHXCBUWSTOPO-UHFFFAOYSA-N 1-isocyanato-4-[(4-isocyanato-3-methylphenyl)methyl]-2-methylbenzene Chemical compound C1=C(N=C=O)C(C)=CC(CC=2C=C(C)C(N=C=O)=CC=2)=C1 DTZHXCBUWSTOPO-UHFFFAOYSA-N 0.000 description 1
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 1
- 125000004825 2,2-dimethylpropylene group Chemical group [H]C([H])([H])C(C([H])([H])[H])(C([H])([H])[*:1])C([H])([H])[*:2] 0.000 description 1
- RWLALWYNXFYRGW-UHFFFAOYSA-N 2-Ethyl-1,3-hexanediol Chemical compound CCCC(O)C(CC)CO RWLALWYNXFYRGW-UHFFFAOYSA-N 0.000 description 1
- QOFLTGDAZLWRMJ-UHFFFAOYSA-N 2-methylpropane-1,1-diol Chemical compound CC(C)C(O)O QOFLTGDAZLWRMJ-UHFFFAOYSA-N 0.000 description 1
- HUWXDEQWWKGHRV-UHFFFAOYSA-N 3,3'-Dichlorobenzidine Chemical compound C1=C(Cl)C(N)=CC=C1C1=CC=C(N)C(Cl)=C1 HUWXDEQWWKGHRV-UHFFFAOYSA-N 0.000 description 1
- WDBZEBXYXWWDPJ-UHFFFAOYSA-N 3-(2-methylphenoxy)propanoic acid Chemical compound CC1=CC=CC=C1OCCC(O)=O WDBZEBXYXWWDPJ-UHFFFAOYSA-N 0.000 description 1
- YHFGMFYKZBWPRW-UHFFFAOYSA-N 3-methylpentane-1,1-diol Chemical compound CCC(C)CC(O)O YHFGMFYKZBWPRW-UHFFFAOYSA-N 0.000 description 1
- 229920005969 Elastollan® 600 Polymers 0.000 description 1
- 229920005971 Elastollan® 800 Polymers 0.000 description 1
- 229920005966 Elastollan® B Polymers 0.000 description 1
- 229920005965 Elastollan® C Polymers 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 1
- 229920000103 Expandable microsphere Polymers 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- LRUXAVXOTVRPNY-UHFFFAOYSA-N N-[4-(4-nitramidophenyl)phenyl]nitramide Chemical compound [N+](=O)([O-])NC1=CC=C(C=C1)C1=CC=C(N[N+](=O)[O-])C=C1 LRUXAVXOTVRPNY-UHFFFAOYSA-N 0.000 description 1
- IIGAAOXXRKTFAM-UHFFFAOYSA-N N=C=O.N=C=O.CC1=C(C)C(C)=C(C)C(C)=C1C Chemical compound N=C=O.N=C=O.CC1=C(C)C(C)=C(C)C(C)=C1C IIGAAOXXRKTFAM-UHFFFAOYSA-N 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- DUFKCOQISQKSAV-UHFFFAOYSA-N Polypropylene glycol (m w 1,200-3,000) Chemical class CC(O)COC(C)CO DUFKCOQISQKSAV-UHFFFAOYSA-N 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- 229920006099 Vestamid® Polymers 0.000 description 1
- GKXVJHDEWHKBFH-UHFFFAOYSA-N [2-(aminomethyl)phenyl]methanamine Chemical compound NCC1=CC=CC=C1CN GKXVJHDEWHKBFH-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 150000008360 acrylonitriles Chemical class 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 238000013019 agitation Methods 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 235000013877 carbamide Nutrition 0.000 description 1
- 150000001718 carbodiimides Chemical class 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 150000001991 dicarboxylic acids Chemical class 0.000 description 1
- 239000000539 dimer Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000012772 electrical insulation material Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229940031098 ethanolamine Drugs 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- KPSSIOMAKSHJJG-UHFFFAOYSA-N neopentyl alcohol Chemical compound CC(C)(C)CO KPSSIOMAKSHJJG-UHFFFAOYSA-N 0.000 description 1
- 239000012811 non-conductive material Substances 0.000 description 1
- 229940078552 o-xylene Drugs 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- 150000004986 phenylenediamines Chemical class 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 230000010287 polarization Effects 0.000 description 1
- 229920002285 poly(styrene-co-acrylonitrile) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920001281 polyalkylene Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- AOHJOMMDDJHIJH-UHFFFAOYSA-N propylenediamine Chemical compound CC(N)CN AOHJOMMDDJHIJH-UHFFFAOYSA-N 0.000 description 1
- KIDHWZJUCRJVML-UHFFFAOYSA-N putrescine Chemical compound NCCCCN KIDHWZJUCRJVML-UHFFFAOYSA-N 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 229920003031 santoprene Polymers 0.000 description 1
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 1
- 235000017557 sodium bicarbonate Nutrition 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 229920006132 styrene block copolymer Polymers 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000006269 thermoset foam Substances 0.000 description 1
- YODZTKMDCQEPHD-UHFFFAOYSA-N thiodiglycol Chemical compound OCCSCCO YODZTKMDCQEPHD-UHFFFAOYSA-N 0.000 description 1
- 229950006389 thiodiglycol Drugs 0.000 description 1
- YXFVVABEGXRONW-UHFFFAOYSA-N toluene Substances CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 1
- VOZKAJLKRJDJLL-UHFFFAOYSA-N tolylenediamine group Chemical group CC1=C(C=C(C=C1)N)N VOZKAJLKRJDJLL-UHFFFAOYSA-N 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 239000013638 trimer Substances 0.000 description 1
- 150000003672 ureas Chemical class 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N urethane group Chemical group NC(=O)OCC JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/228—Forming foamed products
- C08J9/232—Forming foamed products by sintering expandable particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/228—Forming foamed products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/12—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements
- B29C44/1285—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements the preformed part being foamed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0022—Combinations of extrusion moulding with other shaping operations combined with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
- B32B1/08—Tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
- B32B5/20—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material foamed in situ
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/30—Low-molecular-weight compounds
- C08G18/32—Polyhydroxy compounds; Polyamines; Hydroxyamines
- C08G18/3203—Polyhydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/30—Low-molecular-weight compounds
- C08G18/32—Polyhydroxy compounds; Polyamines; Hydroxyamines
- C08G18/3203—Polyhydroxy compounds
- C08G18/3206—Polyhydroxy compounds aliphatic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/42—Polycondensates having carboxylic or carbonic ester groups in the main chain
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/42—Polycondensates having carboxylic or carbonic ester groups in the main chain
- C08G18/4244—Polycondensates having carboxylic or carbonic ester groups in the main chain containing oxygen in the form of ether groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/48—Polyethers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/62—Polymers of compounds having carbon-to-carbon double bonds
- C08G18/6204—Polymers of olefins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
- C08J3/126—Polymer particles coated by polymer, e.g. core shell structures
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0066—Use of inorganic compounding ingredients
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/16—Making expandable particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/34—Chemical features in the manufacture of articles consisting of a foamed macromolecular core and a macromolecular surface layer having a higher density than the core
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/36—After-treatment
- C08J9/365—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2075/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G2110/00—Foam properties
- C08G2110/0041—Foam properties having specified density
- C08G2110/005—< 50kg/m3
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/03—Extrusion of the foamable blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/22—Thermoplastic resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/26—Elastomers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2375/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2375/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2375/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2375/04—Polyurethanes
- C08J2375/08—Polyurethanes from polyethers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2475/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2475/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2475/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2475/04—Polyurethanes
- C08J2475/08—Polyurethanes from polyethers
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Laminated Bodies (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Molding Of Porous Articles (AREA)
Abstract
Un articulo que tiene una densidad de 0,03 a 0,45 g/cc y que comprende una pluralidad de particulas tubulares anisotropicas que estan orientadas aleatoriamente en dicho articulo, en el que dichas particulas tubulares comprenden una espuma de elastomero termoplastico y un polimero no sometido a formacion de espuma dispuesto sobre la superficie exterior de dicha espuma de elastomero termoplastico como capa mas externa de dichas particulas tubulares, en el que dicha espuma de elastomero termoplastico y dicho polimero no sometido a formacion de espuma independientemente tienen una temperatura de reblandecimiento determinada de acuerdo con DIN ISO 306, y en el que dicho polimero no sometido a formacion de espuma comprende un aditivo que es sensible a energia no termica para calentar selectivamente dicho polimero no sometido a formacion de espuma hasta su temperatura de reblandecimiento antes de que dicho elastomero termoplastico alcance su temperatura de reblandecimiento.
Description
DESCRIPCIÓN
Artículo que comprende partículas tubulares
Campo de la divulgación
Generalmente, la presente divulgación se refiere a un artículo que tiene una densidad particular e incluye una pluralidad de partículas tubulares anisótropas. Más específicamente, las partículas tubulares incluyen una espuma de elastómero termoplástico y un polímero que no tiene forma de espuma dispuestos sobre la superficie exterior de la espuma de elastómero termoplástico como capa más externa de las partículas. El polímero no sometido a formación de espuma incluye un aditivo que es sensible a energía no térmica para calentar selectivamente el polímero no sometido a formación de espuma.
Antecedentes
Las partículas de espuma termoplástica se pueden usar para formar un material de tipo almohadilla mediante la combinación de partículas de forma ligera o uniéndolas de forma conjunta para formar una red de partículas conectada. La unión de las partículas se puede lograr mediante el uso de pegamentos termoestables o usando temperatura y presión junto con el comportamiento termoplástico inherente de las partículas (fusión) para fundirlas unas con otras. Durante el proceso de unión, normalmente se colocan las partículas en un molde bajo presión para formar un artículo. Si se usa temperatura para unir las partículas (por ejemplo, mediante moldeo de fisuras con caja de vapor), normalmente el punto de fusión de las partículas se aproxima/supera la fusión permitida en el molde. Las temperaturas elevadas acopladas con presión en el molde pueden tener una consecuencia no deseada de distorsión permanente de las partículas lo cual conduce a contracción no deseada del artículo. Por consiguiente, existe oportunidad de mejora.
Sumario de la divulgación
La presente divulgación proporciona un artículo que tiende una densidad de 0,03 a 0,45 g/cc. El artículo incluye una pluralidad de partículas tubulares anisotrópicas que están orientadas de forma aleatoria en el artículo. Las partículas tubulares incluyen una espuma de elastómero termoplástico y un polímero que no tiene forma de espuma dispuestos sobre la superficie exterior de la espuma de elastómero termoplástico como capa más externa de las partículas tubulares. Cada una de las espumas de elastómero termoplástico y el polímero no sometido a formación de espuma tienen independientemente una temperatura de reblandecimiento determinada de acuerdo con DIN ISO 306. Además, el polímero no sometido a formación de espuma proporciona un aditivo que es sensible a energía no térmica para calentar selectivamente el polímero no sometido a formación de espuma hasta su temperatura de reblandecimiento antes de la que la espuma de elastómero termoplástico alcance su temperatura de reblandecimiento.
La presente divulgación también proporciona un método de conformación del artículo. El método incluye las etapas de proporcionar el elastómero termoplástico y el polímero no sometido a formación de espuma, y someter a co extrusión el elastómero termoplástico y el polímero no sometido a formación de espuma para formar una fracción tubular sometida a extrusión en la que el elastómero termoplástico se somete a formación de espuma para generar una espuma de elastómero termoplástico durante la co-extrusión y el polímero no sometido a formación de espuma se dispone sobre la superficie exterior de la espuma de elastómero termoplástico como la capa más externa de la fracción tubular sometida a extrusión. El método también incluye la etapa de segmentar la fracción tubular sometida a extrusión para formar una pluralidad de partículas tubulares anisotrópicas que incluyen la espuma de elastómero termoplástico y el polímero no sometido a formación de espuma dispuesto sobre el exterior de la espuma de elastómero termoplástico como capa más externa de las partículas tubulares. El método además incluye la etapa de disponer la pluralidad de partículas tubulares anisotrópicas en un molde y la etapa de aplicar energía no térmica a la pluralidad de partículas tubulares anisotrópicas para calentar selectivamente el polímero no sometido a formación de espuma hasta su temperatura de reblandecimiento antes de que la espuma de elastómero termoplástico alcance su temperatura de reblandecimiento y forme el artículo de manera que una pluralidad de partículas tubulares anisotrópicas queden orientadas de forma aleatoria en el artículo.
Breve descripción de las figuras
Otras ventajas de la presente divulgación se apreciarán de forma sencilla, a medida que la misma se comprende por referencia a la siguiente descripción detallada cuando se considera en conexión con los dibujos adjuntos en los que:
La Figura 1 es una vista en corte transversal lateral de una realización de una partícula de la presente divulgación;
La Figura 2 es una vista en corte transversal lateral de otra realización de una partícula de la presente divulgación;
La Figura 3 es una vista en corte transversal lateral de una realización de una fracción sometida a extrusión de la presente divulgación;
La Figura 4 es una vista en corte transversal lateral de una realización de una pluralidad de partículas de la presente divulgación; y
La Figura 5 es una vista en corte transversal lateral de una realización de un artículo de la presente divulgación.
Descripción detallada de la presente divulgación
La presente divulgación proporciona un artículo (10) que tiene una densidad de 0,03 a 0,45 g/cc, por ejemplo como se muestra en la Figura 5. El propio artículo (10) no está particularmente limitado en cuanto a dimensiones, tamaño o tipo. En diversas realizaciones, el artículo (10) es una suela para calzado, un cojín para mobiliario, un cojín para automóvil, un colchón, una superficie de pavimento, un sustrato de pavimento, etc. En otras realizaciones, la densidad del artículo (10) es de 0,03 a 0,4, de 0,05 a 0,4, del 0,1 a 0,35, de 0,15 a 0,3, de 0,2 a 0,25, de 0,03 a 0,1, de 0,03 a 0,25, de 0,03 a 0,2, de 0,03 a 0,15, de 0,03 a 0,05, de 0,04 a 0,09, de 0,05 a 0,08, de 0,06 a 0,07, del 0,1 a 0,45, de 0,15 a 0,4, de 0,2 a 0,35 o de 0,25 a 0,3, g/cc (o g/ml). El artículo (10) también tiene típicamente una resistencia final hasta rotura de 0,1 a 4,0 megapascales, de 0,4 a 3,0 megapascales o de 0,5 a 1,5 megapascales, tal y como viene determinado por medio de ASTM D 5035.
Partículas tubulares anisótropas:
El artículo (10) incluye una pluralidad de partículas (12) tubulares anisótropas posteriormente descritas como "partículas (12)", por ejemplo como se muestra en la Figura 4. La terminología "pluralidad" describe que el artículo (10) incluye partículas múltiples (12), es decir, tres o más. La terminología "anisótropa" describe que las partículas (12) exhiben propiedades físicas que tienen diferentes valores cuando se miden en diferentes direcciones. Por ejemplo, la partícula puede requerir una cantidad de fuerza particular para colapsar cuando ésta se aplica a en un lado de la partícula. Esta cantidad de fuerza requerida puede ser diferente cuando se aplica al extremo de la partícula con objeto de provocar el colapso de la misma. Las partículas (12) son tubulares y pueden ser sólidas o huecas. En una realización, las partículas (12) se describen como cilindros huecos. En otra realización, las partículas (12) se describen como cilindros sólidos.
El corte transversal de las partículas (12) puede ser circular, ovalado, cuadrado, rectangular o de cualquier otra forma. En otras palabras, la terminología "tubular" no se limita a un corte transversal oval o circular. Sin embargo, en las Figuras, los cortes transversales son aproximadamente circulares. Las partículas (12) se pueden describir como formas sólidas o huecas que tienen una longitud y un corte transversal que puede ser de cualquier forma. En otras realizaciones, las partículas (12) son formas tubulares curvadas/plegadas o formas de "acordeón"/fuelle. El curvado/plegado de las partículas (12) puede tener como resultado diferentes propiedades, como la forma de fuelle de las partículas (12). Las partículas (12) se pueden describir alternativamente como tuberías, conducciones, tubos, cilindros, etc. El uso de partículas tubulares típicamente permite la obtención de una densidad aparente de artículo más baja. Dicha geometría diferente de las partículas típicamente permite una mayor reducción de densidad, por ejemplo, con respecto al artículo comparativo que se forma sin la tecnología de la presente divulgación.
Las partículas (12) normalmente están orientadas en el artículo (10), por ejemplo en tres dimensiones. En otras palabras, las partículas (12) no están dispuestas uni-direccionalmente o en alguna dirección o direcciones particulares en el artículo (10). Las partículas (12) típicamente están orientadas de forma aleatoria o dispersadas en el artículo (10) en las dimensiones y, x y z. Típicamente, un corte transversal del artículo (10) no revela el patrón para la orientación o dispersión de las partículas (12) en el artículo (10).
Típicamente, las partículas (12) se funden de manera conjunta pero no necesariamente se tienen que "fundir" con tal de que el artículo tenga la densidad anteriormente mencionada. En una realización, algunas partículas (12) se funden de manera conjunta y otras no. Típicamente, si se funden, las partículas (12) se funden usando el método descrito a continuación. Las partículas (12) se pueden fundir de manera conjunta en una pluralidad de puntos, por ejemplo, a lo largo del borde de las partículas (12) o a lo largo o a través de una superficie exterior (26) de las partículas (12). Como alternativa, las partículas (12) se pueden fundir de manera conjunta en una o más interfaces de las capas exteriores de diversas partículas (12). Las partículas se pueden fundir de manera conjunta o por el contrario se pueden adherir unas a otras, de cualquier manera, con tal de que se logre la densidad anteriormente mencionada.
Las partículas (12) incluyen una espuma (14) de elastómero termoplástico y un polímero (16) no sometido a formación de espuma dispuestos sobre la superficie exterior (26) de la espuma (14) de elastómero termoplástico como capa más externa (24) de las partículas (12). Este polímero (16) no sometido a formación de espuma se puede describir alternativamente polímero (16) no sometido a formación de espuma "exterior". La terminología "más externo" o "exterior" puede describir que un lado de la capa quede expuesto al entorno y no esté en contacto con ninguna otra capa. En otras palabras, la capa más externa no está intercalada entre cualesquiera otras capas.
Las partículas (12) pueden ser, incluir, consistir esencialmente en, o consistir en, la espuma (14) de elastómero termoplástico y el polímero (16) no sometido a formación de espuma. La terminología "que consiste esencialmente
en" describe que, en diversas realizaciones, las partículas (12) están libres de polímeros que no son la espuma (14) de elastómero termoplástico o el polímero (16) no sometido a formación de espuma y pueden estar libres o, pueden incluir, diversos aditivos poliméricos y/o aditivos de procesado conocidos en la técnica.
Ni la espuma (14) de elastómero termoplástico ni el polímero (16) no sometido a formación de espuma están particularmente limitados a cualquier espesor, longitud, anchura o altura en las partículas (12). Típicamente, la espuma (14) de elastómero termoplástico tiene un espesor de 0,5 a 50, de 1 a 30 o de 1 a 10, mm en las partículas (12). Análogamente, el polímero (16) no sometido a formación de espuma típicamente tiene un espesor de 0,001 a 10, de 0,005 a 5 o de 0,01 a 1, mm en las partículas (12).
Las partículas (12) por sí mismas tampoco están particularmente limitadas a cualquier espesor, longitud, anchura o altura. En diversas realizaciones, las partículas (12) tienen una longitud de 1 a 50, de 1 a 40 o de 1,5 a 30, mm. En otras realizaciones, las partículas (12) tienen un diámetro de 1 a 100, de 1 a 50 o de 1 a 30, mm. En otras realizaciones más, el tamaño de las partículas (12) está diseñado de forma que tengan diámetros de aproximadamente 0,5 mm a aproximadamente 25 mm. Los diámetros de las partículas (12) pueden ser de aproximadamente 2 mm a aproximadamente 10 mm o de aproximadamente 3 mm a aproximadamente 8 mm.
Espuma de elastómero termoplástico:
La espuma (14) de elastómero termoplástico no está particularmente limitada con tal de que sea una espuma. Sin embargo, la espuma (14) de elastómero termoplástico típicamente está formada a partir de un elastómero termoplástico no sometido a formación de espuma. En una realización, y como se describe a continuación, la espuma (14) de elastómero termoplástico típicamente se somete a formación de espuma durante la extrusión de un elastómero termoplástico no sometido a formación de espuma. Por ejemplo, se puede proporcionar un elastómero termoplástico no sometido a formación de espuma a un extrusor (por ejemplo, en forma de microgránulos) y posteriormente, durante el proceso de extrusión, se puede someter a formación de espuma para dar lugar a la espuma (14) de elastómero termoplástico. Cualesquiera etapas de proceso adicionales pueden resultar también útiles tal como adición de microesferas expansibles, adición de agentes de soplado, por ejemplo, NaHCO3 o ácido cítrico o adición de gas, por ejemplo, CO2, N2, o Ar, mediante inyección en una masa fundida. También se pueden usar combinaciones de estas etapas. Como se ha descrito a continuación, la terminología "elastómero termoplástico" y "espuma (14) de elastómero termoplástico" se pueden usar de manera intercambiable en diversas realizaciones no limitantes.
En diversas realizaciones, la espuma (14) de elastómero termoplástico se produce usando un elastómero termoplástico no sometido a formación de espuma que tiene un durómetro de Shore 40A a 83D, tal y como viene determinado usando DIN ISO 7619-1. En diversas realizaciones, el elastómero termoplástico no sometido a formación de espuma usado para formar la espuma (14) de elastómero termoplástico tiene un durómetro de 40A a 83D, de 60A a 70D o de 80A a 95A, tal y como viene determinado usando DIN ISO 7619-1. La espuma (14) de elastómero termoplástico típicamente tiene por sí misma una densidad de 0,1 a 0,6, de 0,15 a 0,55, de 0,2 a 0,5, de 0,25 a 0,45, de 0,3 a 0,4, de 0,3 a 0,35 o de 0,35 a 0,4, g/cc (o g/ml).
El elastómero termoplástico y/o espuma (14) de elastómero termoplástico se pueden escoger entre elastómeros de poliuretano termoplásticos (TPU), elastómeros de co-poliéster termoplásticos (TPC), elastómeros estirénicos termoplásticos (TPS), poliamidas termoplásticas (TPA), vulcanatos termoplásticos (TPV), poliolefinas termoplásticas (TPO) y combinaciones de los mismos.
Elastómeros de poliuretano termoplásticos:
Los elastómeros de poliuretano termoplásticos (por ejemplo, sometidos o no a formación de espuma) también se pueden describir en la presente memoria de forma simple como TPUs, poliuretanos termoplásticos, o TPE-Us. Típicamente, los elastómeros de poliuretano termoplásticos incluyen bloques poliméricos segmentados que incluyen segmentos duros y blandos. Sin pretender quedar ligados a ninguna teoría particular, se piensa que los segmentos blandos son de baja polaridad y forma una matriz elastomérica que proporciona propiedades elásticas al poliuretano termoplástico. Se piensa que los segmentos duros son más cortos que los segmentos blandos, para ser de polaridad más elevada, y actúan como puntos de unión multifuncional que funciona tanto para reticulaciones físicas como cargas de refuerzo. Se piensa que las reticulaciones físicas desaparecen cuando se aplica calor, permitiendo de este modo que los poliuretanos termoplásticos se usen en una diversidad de métodos de procesado.
El poliuretano termoplástico se puede además definir como poli(poliuretano termoplástico de éter), poli(poliuretano termoplástico de éster) o una combinación de un poli(poliuretano termoplástico de éter) y un poli(poliuretano termoplástico de éster). Es decir, el poliuretano termoplástico sometido a formación de espuma y/o no sometido a formación de espuma se puede definir de forma adicional como que incluye o es el producto de reacción de un poli(poliol de éter) y un isocianato, un poli(poliol de éster), un poliol olefínico o alifático o una combinación de estos polioles. Como alternativa, el poliuretano termoplásticos sometido a formación de espuma y/o no sometido a formación de espuma se puede definir de forma adicional como un copolímero de multi-bloque producido a partir de una reacción
de poli-adición de un isocianato con un glicol polimérico lineal (por ejemplo, que tiene un peso molecular promedio expresado en peso de 500 a 8.000 g/mol), un diol de peso molecular bajo (por ejemplo, que tiene un peso molecular promedio expresado en peso de 50 a 600 g/mol), y/o un poliol. Típicamente, Los poliuretanos termoplásticos sometidos a formación de espuma y/o no sometidos a formación de espuma se pueden obtener variando la relación de segmentos duros y segmentos blandos, como se ha descrito anteriormente. Las propiedades físicas tales como dureza de Shore, junto con módulo, capacidad portante de carga (tensión de compresión), resistencia al desgarro y peso específico, típicamente aumentan a medida que aumenta la relación de segmentos duros con respecto a segmentos blandos.
En una realización, el poliuretano termoplástico sometido a formación de espuma y/o no sometido a formación de espuma es un poliuretano termoplástico de poliéster e incluye el producto de reacción de un poli(poliol de éster), un componente de isocianato y un prolongador de cadena. Típicamente, los poli(polioles de éster) se producen a partir de una reacción de un ácido dicarboxílico y un glicol que tiene al menos un grupo de hidroxilo primario. Los ácidos dicarboxílicos apropiados incluyen, aunque no de forma limitativa, ácido adípico, ácido metil adípico, ácido succínico, ácido subérico, ácido sebácico, ácido oxálico, ácido glutárico, ácido pimélico, ácido azelaico, ácido ftálico, ácido tereftálico, ácido isoftálico y combinaciones de los mismos. Los glicoles que son apropiados para su uso en la producción de los poli(polioles de éster) incluyen, aunque no de forma limitativa, etilenglicol, butilenglicol, hexanodiol, bis(hidroximetilciclohexano), 1,4-butanodiol, dietilenglicol, 2-metil-propanodiol, 3-metil-pentanodiol, 2,2-dimetil propilen glicol, 1,3-propilen glicol y combinaciones de los mismos.
En una realización alternativa, el poliuretano termoplástico sometido a formación de espuma y/o no sometido a formación de espuma es un poli(poliuretano termoplástico de éster) e incluye el producto de reacción de un prolongador de cadenas, un componente de isocianato y un poliol polimérico. Los prolongadores de cadena apropiados incluyen, aunque no de forma limitativa, dioles que incluyen etilen glicol, propilenglicol, butilenglicol, 1,4-butanodiol, butenodiol, butinodiol, 2-etil-1,3-hexanodiol, xililen glicoles, amilen glicoles, éter 1,4-fenilen-bis-betahidroxil etílico, éter 1,3-fenilen-bis-beta-hidroxil etílico, bis(hidroxi-metil-ciclohexano), hexanodiol y tiodiglicol, diaminas que incluyen etilen diamina, propilen diamina, butilen diamina, hexametilen diamina, ciclohexalen diamina, fenilen diamina, tolilendiamina, xililen diamina, 3,3'-diclorobencidina, 3,3'-y dinitrobencidina, alcanol aminas que incluyen etanol amina, alcohol aminopropílico, 2,2-dimetil propanol amina, alcohol 3-aminociclohexílico y alcohol paminobencílico y combinaciones de los mismos. Los ejemplos específicos de poli(poliuretanos termoplásticos de éster) que se pueden usar en la presente invención incluyen, aunque no de forma limitativa, Elastollan® 600, 800, B, C, y poli(poliuretanos termoplásticos de éster) de la serie S disponibles comercialmente en BASF Corporation.
En una realización adicional, el poliuretano termoplástico sometido a formación de espuma y/o no sometido a formación de espuma es un poli(poliuretano termoplástico de éster) e incluye el producto de reacción de un poli(poliol de éter), un componente de isocianato y un prolongador de cadena. Los poli(polioles de éter) apropiados incluyen, aunque no de forma limitativa, politetrametilenglicol, polietilenglicol, propilen glicol y combinaciones de los mismos. En otra realización más, el poliuretano termoplástico sometido a formación de espuma y/o no sometido a formación de espuma es un poli(poliuretano termoplástico de éter) e incluye el producto de reacción de un prolongador de cadena y un componente de isocianato. Se comprende que se puede usar cualquier prolongador de cadena conocido en la técnica por parte del experto, dependiendo de las propiedades deseadas del poliuretano termoplástico. Los ejemplos específicos de poli(poliuretanos termoplásticos de éter) que se pueden usar en la presente invención incluyen, aunque no de forma limitativa, poli(poliuretanos termoplásticos de éter) de las Series Elastollan® 1000, 1100 y 1200 disponibles comercialmente en BASF Corporation.
En una realización adicional, el poliuretano termoplástico sometido a formación de espuma y/o no sometido a formación de espuma es un poli(poliuretano termoplástico olefínico) e incluye el producto de reacción de un poliol termoplástico olefínico o alifático, un componente de isocianato y un prolongador de cadena. Los poli(polioles de éter) apropiados incluyen, aunque no de forma limitativa, polibutadieno hidrogenado o polibutadieno no hidrogenado y combinaciones de los mismos o en combinación con poli(poliol de éster y/o éter). Se comprende que se puede usar cualquier prolongador de cadena conocido en la técnica por parte del experto, dependiendo de las propiedades deseadas del poliuretano termoplástico.
Típicamente, el poliéter, poliéster, polioles olefínicos o alifáticos para formar el poliuretano termoplástico sometido a formación de espuma y/o no sometido a formación de espuma tienen un peso molecular promedio expresado en peso de 600 a 3.000 g/mol. Sin embargo, los polioles no están limitados a este intervalo de peso molecular. En una realización, los materiales de partida usados para formar el poliuretano termoplástico sometido a formación de espuma y/o no sometido a formación de espuma (por ejemplo, un glicol polimérico lineal, un diol de bajo peso molecular y/o un poliol) tienen funcionalidades promedio de aproximadamente 2. Por ejemplo, cualquier prepolímero o monómero pueden tener 2 grupos reactivos terminales para favorecer la formación de cadenas lineales de peso molecular elevado con escasos o nulos puntos de ramificación en el poliuretano termoplástico sometido a formación de espuma y/o no sometido a formación de espuma.
El componente de isocianato que se usa para formar el poliuretano termoplástico sometido a formación de espuma y/o no sometido a formación de espuma típicamente incluye, aunque no de forma limitativa, isocianatos, diisocianatos, poliisocianatos y combinaciones de los mismos. En una realización, el componente de isocianato incluye un isocianato
n-funcional. En esta realización, n es un número típicamente de 2 a 5, más típicamente de 2 a 4, aún más típicamente de 2 a 3 y lo más típicamente de aproximadamente 2. Se comprende que n puede ser un número entero o puede tener valores intermedios de 2 a 5. Típicamente el componente de isocianato incluye un isocianato seleccionado entre el grupo de isocianatos aromáticos, isocianatos alifáticos y combinaciones de los mismos. En otra realización, el componente de isocianato incluye un isocianato alifático tal como diisocianato de hexametileno (HDI), diisocianatos de diciclohexil-metilo (H12MDI), diisocianato de isoforona y combinaciones de los mismos. Si el componente de isocianato incluye un isocianato alifático, el componente de isocianato también puede incluir un isocianato alifático multivalente modificado, es decir, un producto que se obtiene a través de reacciones químicas de diisocianatos alifáticos y/o poliisocianatos alifáticos. Los ejemplos incluyen, aunque no de forma limitativa, ureas, biurets, alofanatos, carbodiimidas, uretoniminas, isocianuratos, grupos de uretano, dímeros, trímeros y combinaciones de los mismos. El componente de isocianato también puede incluir, aunque no de forma limitativa, diisocianatos modificados empleados individualmente o en productos de reacción con polioxialquilenglicoles, dietilen glicoles, dipropilen glicoles, polioxietilen glicoles, glicoles polioxipropilenados, polioxipropilenpolioxietilen glicoles, poliésteroles, policaprolactonas y combinaciones de los mismos.
Como alternativa, el componente de isocianato puede incluir un isocianato aromático. Si el componente de isocianato incluye un isocianato aromático, el isocianato aromático típicamente corresponde a la fórmula R'(NCO)z en la que R' es aromático y z es un número entero que corresponde a la valencia de R'. Típicamente, z es al menos dos. Los ejemplos apropiados de isocianatos aromáticos incluyen, aunque no de forma limitativa, diisocianato de tetrametilxilileno (TMXDI), 1,4-diisocianatobenceno, 1,3-diisocianato-o-xileno, 1,3-diisocianato-p-xileno, 1,3-diisocianato-m-xileno, 2,4-diisocianato-1-clorobenceno, 2,4-diisocianato-1-nitro-benceno, 2,5-diisocianato-1-nitrobenceno, diisocianato de m-fenileno, diisocianato de p-fenileno, diisocianato de 2,4-tolueno, diisocianato de 2,6-tolueno, mezclas de diisocianato de 2,4- y 2,6-tolueno, diisocianato de 1,5-naftaleno, diisocianato de 1-metoxi-2,4-fenileno, diisocianato de 4,4'-difenilmetano, diisocianato de 2,4'-difenilmetano, diisocianato de 4,4'-bifenileno, diisocianato de 3,3'-dimetil-4,4'-difenilmetano, 3,3'-dimetildifenilmetano-4,4'-diisocianato, triisocianatos tales como triisocianato de 4,4',4"-trifenilmetano, poli(poliisocianato de fenileno y metileno) y triisocianato de 2,4,6-tolueno, tetraisocianatos tales como tetraisocianato de 4,4'-dimetil-2,2'-5,5'-difenilmetano, diisocianato de tolueno, diisocianato de 2,2'-difenilmetano, diisocianato de 2,4'-difenilmetano, diisocianato de 4,4'-difenilmetano, poli(poliisocianato de fenileno y metileno), mezclas isoméricas correspondientes de los mismos y combinaciones de los mismos. Como alternativa, el isocianato aromático puede incluir un producto de triisocianato de m-TMXDI y 1,1,1 -trimetilol propano, un producto de reacción de diisocianato de tolueno y 1,1,1 -trimetilolpropano y combinaciones de los mismos. En una realización, el componente de isocianato incluye un diisocianato seleccionado entre el grupo de diisocianatos de metilen difenilo, diisocianatos de tolueno, diisocianatos de hexametileno, H12MDIs y combinaciones de los mismos. El componente de isocianato también puede reaccionar con el poliol y/o el prolongador de cadena en cualquier cantidad, tal como viene determinado por el experto en la técnica.
Elastómeros de poliéster termoplásticos:
La espuma de elastómero termoplástico puede ser alternativamente un elastómero de poliéster termoplástico, también conocido como TPC. Los elastómeros termoplásticos también se pueden describir como cauchos termoplásticos y son típicamente una clase de copolímeros o una mezcla física de polímeros (por ejemplo, un plástico y un caucho) que tienen ambos propiedades elastoméricas y termoplásticas. Los ejemplos no limitantes de los poli(elastómeros de éster termoplásticos) son Arnitel de DSM y Hytrel de DuPont.
Elastómeros estirénicos termoplásticos:
El elastómero termoplástico (espuma) puede ser alternativamente un elastómero estirénico termoplástico, también conocido como estirol, copolímero de bloques estirénico con unidades de etileno, propileno, butadieno, isopreno o un TPS. Típicamente los elastómeros estirénicos termoplásticos se basan en la estructura de bloques de tipo A-B-A donde A es la fase dura y B es un elastómero. Los ejemplos no limitantes de elastómeros estirénicos termoplásticos son Kraton D y Kraton G.
Elastómeros de vulcanizado termoplásticos:
El elastómero termoplástico (espuma) puede ser alternativamente un elastómero de vulcanizado termoplástico, también conocido como TPV. A modo de ejemplo no limitante de elastómero de vulcanizado termoplástico es Santoprene de ExxonMobil.
Elastómeros de poliamida termoplásticos:
El elastómero termoplástico (espuma) puede ser alternativamente un elastómero de poliamida termoplástico, también conocido como TPA. A modo de ejemplo no limitante de elastómero de poliamida termoplástico es Vestamid E de Evonik.
Elastómeros de poliolefina termoplásticos:
El elastómero termoplástico (espuma) puede ser alternativamente un elastómero de poliolefina termoplástico, también conocido como TPO. A modo de ejemplo no limitante de elastómero de polioilefina termoplástico es Engage de Dow.
Polímero no sometido a formación de espuma:
Volviendo a hacer referencia al propio polímero no sometido a formación de espuma (16), se dispone el polímero (16) no sometido a formación de espuma sobre una superficie exterior (26) de la espuma (14) de elastómero termoplásticos como capa más externa (24) de las partículas (12). El polímero (16) no sometido a formación de espuma se puede disponer sobre, y en contacto directo con, la superficie exterior (26) de la espuma (14) de elastómero termoplástico, por ejemplo, como se explica en la Figura 1, o se puede disponer sobre, o separado de, de la superficie exterior (26) de la espuma (14) de elastómero termoplástico, como se explica en la Figura 2. Se puede usar un polímero (16) individual no sometido a formación de espuma o se puede usar una combinación de polímeros. En una realización, la espuma (14) de elastómero termoplástico y el polímero (16) no sometido a formación de espuma son químicamente idénticos. En otra realización, la espuma (14) de elastómero termoplástico y el polímero (16) no sometido a formación de espuma son químicamente diferentes.
El polímero (16) no sometido a formación de espuma no está particularmente limitado. El polímero no sometido a formación de espuma (16) puede ser, incluir, consistir esencialmente en, o consistir en un polímero escogido entre poliuretanos (sometidos a formación de espuma o no), elastómeros termoplásticos (sometidos a formación de espuma o no), polialquilenos, tales como polietilenos, polipropilenos, poli(naftalatos de alquileno) y tereftalatos, poliimidas, poliamidas, polieterimidas, poliestirenos, acrilonitrilos, policarbonatos, polialquilacrilatos, poliacrilatos, derivados de celulosa, polímeros halogenados, polisulfonas, polietersulfonas, poliacrilonitrilo, siliconas, epoxis, polivinilacetatos, poliéter-amidas, resinas ionoméricas, elastómeros, copolímeros de estireno-butadieno, copolímero de estirenacrilonitrilo, poliésteres, poliolefinas, poliestirenos, isómeros de los mismos, copolímeros de los mismos, y combinaciones de los mismos. En diversas realizaciones, se escoge el polímero no sometido a formación de espuma (16) a partir de Elastollan 880A13N, Elastollan ER368511 y combinaciones de los mismos. En otras realizaciones, el polímero (16) no sometido a formación de espuma se escoge entre elastómeros termoplásticos (diferentes de cualquiera descrito anteriormente), elastómeros termoplásticos no sometidos a formación de espuma tales como TPS, TPV, TPO y TPA y combinaciones de los mismos.
En diversas realizaciones, la espuma (14) de elastómero termoplástica se puede formar utilizando uno o más de los polímeros anteriormente mencionados, por ejemplo, en una cantidad de hasta aproximadamente un 50 % en peso de los polímeros. En diversas realizaciones, la espuma (14) de elastómero termoplástico se forma usando 1, 2, 3, 4, 5, 10, 15, 20, 25, 30, 35, 40, 45 o 50, por ciento en peso de uno o más polímeros anteriormente mencionados, siendo el equilibrio el elastómero termoplástico.
Temperatura de reblandecimiento:
Cada una de las espumas (14) de elastómero termoplástico y el polímero (16) no sometido a formación de espuma tienen independientemente una temperatura de reblandecimiento determinada de acuerdo con DIN ISO 306. En diversas realizaciones, la temperatura de reblandecimiento del polímero (16) no sometido a formación de espuma es de 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 25, 30, 35, 40, 45, 50 o más C, por encima o por debajo de la temperatura de reblandecimiento de la espuma (14) de elastómero termoplástico. La temperatura de reblandecimiento de la espuma (14) de elastómero termoplástico y el polímero (16) no sometido a formación de espuma pueden ser iguales. Sin pretender quedar ligado a ninguna teoría particular, se piensa que una temperatura de reblandecimiento más baja del polímero permite que las partículas se calienten hasta esta temperatura de reblandecimiento más baja, reblandeciendo o plastificando de este modo el polímero y permitiendo que éste se vuelva pegajoso, adhiriendo las partículas de forma conjunta. En algunas realizaciones, debido a que la temperatura de reblandecimiento del polímero es menor que la temperatura de reblandecimiento de la espuma (14) de elastómero termoplástico, la propia espuma (14) de elastómero termoplástico no se funde/reblandece y, de este modo, puede conservar sus propiedades y dimensiones. Típicamente, esto tiene como resultado un artículo que no presenta contracción tras la retirada del molde junto con densificación, es decir, un aumento no deseado de la densidad debido a la compactación/consolidación/aglomeración de la espuma (14) de elastómero termoplástico en las propias partículas. En otras realizaciones, la presencia del aditivo, descrito con más detalle a continuación, permite que el polímero (16) no sometido a formación de espuma se caliente preferentemente hasta su temperatura de reblandecimiento antes de que la espuma (14) de elastómero termoplástico alcance su temperatura de reblandecimiento. Esto puede acontecer en varias realizaciones sin problema sobre si la temperatura de reblandecimiento del polímero no sometido a formación de espuma (16) está por debajo, es igual a, o está por encima, de la temperatura de reblandecimiento de la espuma (14) de elastómero termoplástico.
En diversas realizaciones, la temperatura de reblandecimiento del polímero (16) no sometido a formación de espuma es de al menos 5, 10, 15, 20, 25, 30, 35, 40, 45, 50 o incluso más, C por debajo de la temperatura de reblandecimiento
de la espuma (14) de elastómero termoplástico. En otras realizaciones más, la temperatura de reblandecimiento del polímero (16) no sometido a formación de espuma es de 5 a 20, de 10 a 20, de 15 a 50, de 20 a 45, desde 25 a 40, de 30 a 35, de 15 a 30, de 15 a 25 o de 15 a 20, C por encima o por debajo de la temperatura de reblandecimiento de la espuma (14) de elastómero termoplástico. En diversas realizaciones, la temperatura de reblandecimiento de la espuma (14) de elastómero termoplástico es de 40 a 180, de 80 a 180, de 90 a 160, de 100 a 160 o de 110 a 150, C. En otras realizaciones, la temperatura de reblandecimiento del polímero (16) no sometido a formación de espuma es de 40 a 180, de 40 a 120, de 50 a 100, de 60 a 80, de 60 a 70, de 60 a 65 o de 60 a 70, C. Las diferencias en los puntos de reblandecimiento o fusión del elastómero termoplástico y el polímero, ya sea como parte de las partículas de forma individual, o incluso si se mide tras la conformación del artículo, se puede detectar por medio de diversos procedimientos analíticos, tales como mediante el uso de instrumentación DSC y procedimientos.
Aditivo:
El polímero (16) no sometido a formación de espuma incluye un aditivo que es sensible a la energía no térmica para calentar selectivamente el polímero (16) no sometido a formación de espuma hasta su temperatura de reblandecimiento antes de que la espuma (14) de elastómero termoplástico alcance su temperatura de reblandecimiento. En otras palabras, el aditivo puede ser sensible a diversos tipos de energía que no son calor (directamente). Por ejemplo, estas energías pueden ser energía de microondas, energía de radio frecuencia, energía de láser, energía de infrarrojos, energía de ultravioleta, energía de rayos-x, energía de haz de electrones, energía electromagnética, energía magnética, energía eléctrica y combinaciones de las mismas. Aunque cada una de estas energías puede calentar el polímero (16) no sometido a formación de espuma y/o la espuma (14) de elastómero termoplástico, estas energías no se consideran "calor" en sí o por sí mismas. Por tanto, la terminología "energía no térmica" típicamente se refiere a energía que no es conducción o convección.
En diversas realizaciones, se puede afirmar que el aditivo es sensible a la radiación, por ejemplo, radiación electromagnética, para calentar selectivamente el polímero (16) no sometido a formación de espuma hasta su temperatura de reblandecimiento antes de que la espuma (14) de elastómero termoplástico alcance su temperatura de reblandecimiento. En otras realizaciones más, se puede afirmar que el aditivo es sensible al calentamiento dieléctrico para calentar selectivamente el polímero (16) no sometido a formación de espuma hasta su temperatura de reblandecimiento antes de que la espuma (14) de elastómero termoplástico alcance su temperatura de reblandecimiento. El calentamiento dieléctrico, también conocido como calentamiento electrónico, calentamiento RF y calentamiento de alta frecuencia, es el proceso en el que un campo eléctrico alternante de alta frecuencia, o una radiación electromagnética de ondas de radio o microondas calienta un material (dieléctrico). A frecuencias elevadas, el calentamiento está provocado por una rotación de dipolo molecular dentro del material (dieléctrico).
El calentamiento dieléctrico está basado en la rotación molecular en materiales que incluyen moléculas polares que tienen un momento dipolar eléctrico, con la consecuencia de que se alinean por sí misas en un campo electromagnético. Si el campo es oscilante, como lo es un campo eléctrico rápidamente oscilante o de ondas electromagnéticas, estas moléculas rotan de forma continua por medio de alineación con el mismo. Esto se denomina rotación dipolar o polarización dipolar. A medida que el campo cambia, las moléculas cambian de dirección. La rotación de las moléculas las empuja, tira de ellas y provoca la colisión con otras moléculas (a través de las fuerzas eléctricas), distribuyendo la energía a moléculas y átomos adyacentes en el material. Una vez distribuida, la energía aparece como calor.
La temperatura está relacionada con la energía cinética promedio (energía de movimiento) de los átomos o moléculas en el material, de forma que la agitación de las moléculas de este modo aumenta la temperatura del material. Así, la rotación dipolar es un mecanismo por medio del cual la energía en forma de radiación electromagnética puede aumentar la temperatura de un objeto.
La rotación dipolar es el mecanismo normalmente denominado como calentamiento dieléctrico, y se puede observar de manera más amplia en un aparato de microondas. El calentamiento dieléctrico implica el calentamiento de materiales de aislamiento eléctrico por medio de pérdida dieléctrica. Un campo eléctrico cambiante a través del material provoca que la energía se disipe a medida que las moléculas pretenden alinearse con el campo eléctrico variante de forma continua. Este campo eléctrico cambiante puede venir provocado por una onda electromagnética que se propaga en el espacio libre (como en un aparato de microondas), o puede venir provocado por un campo eléctrico que alterna de forma rápida dentro de un condensador. En este último caso, no existe una onda electromagnética de propagación libre y el campo eléctrico cambiante se puede apreciar como análogo al componente eléctrico de un campo próximo de antena. En este caso, aunque el calentamiento se logra cambiando el campo eléctrico del interior de la cavidad del condensador a frecuencias de radio-frecuencia (RF), no se generan o absorben ondas de radio reales. En este sentido, el efecto es el análogo eléctrico directo de calentamiento por inducción magnética, que también es efecto de campo próximo (es decir que no implica ondas de radio).
Típicamente, se requieren frecuencias de 10-100 MHz para provocar un calentamiento dieléctrico eficaz, aunque las frecuencias mayores pueden funcionar igual de bien o mejor, y en algunos materiales frecuencias más bajas también presentan efectos de calentamiento significativo. El calentamiento dieléctrico a frecuencias bajas, como efecto de
campo próximo, típicamente requiere una distancia desde el radiador electromagnético hasta el absorbedor menor que 1/2n = 1/6 de la longitud de onda. De este modo, es un proceso de contacto o un proceso de contacto próximo, ya que normalmente intercala el material objeto de calentamiento entre placas metálicas, adoptando la posición del dieléctrico que es eficazmente un condensador muy grande. Sin embargo, el contacto eléctrico real no resulta necesario para el calentamiento de un dieléctrico dentro de un condensador, ya que el campo eléctrico que se forma dentro del condensador sometido a tensión no requiere contacto eléctrico de las placas del condensador con el material dieléctrico (no conductor) entre las placas. Debido a que los campos eléctricos de frecuencia más baja penetran en los materiales no conductores más profundamente que en el caso de microondas, se pueden usar más rápidamente para el calentamiento y preparación de polímeros con tal de que se ajusten entre las placas del condensador.
A frecuencias muy elevadas, la longitud de onda del campo electromagnético se vuelve más corta que la distancia entre las paredes metálicas de la cavidad de calentamiento, o que las dimensiones de las propias paredes. Típicamente, este es el caso del interior de un aparato de microondas. En dichos casos, se forman ondas electromagnéticas de campo lejano convencionales (la cavidad ya no actúa como condensador puro, sino como antena) y se absorben para provocar el calentamiento, pero el mecanismo de rotación dipolar de deposición de calor sigue siendo el mismo. Sin embargo, las microondas no eficaces para provocar los efectos de calentamiento de campos de baja frecuencia que dependen del movimiento molecular más lento, tal como los provocados por arrastre iónico.
En diversas realizaciones, el aditivo es uno o más de los siguientes pero no se limita a los mismos:
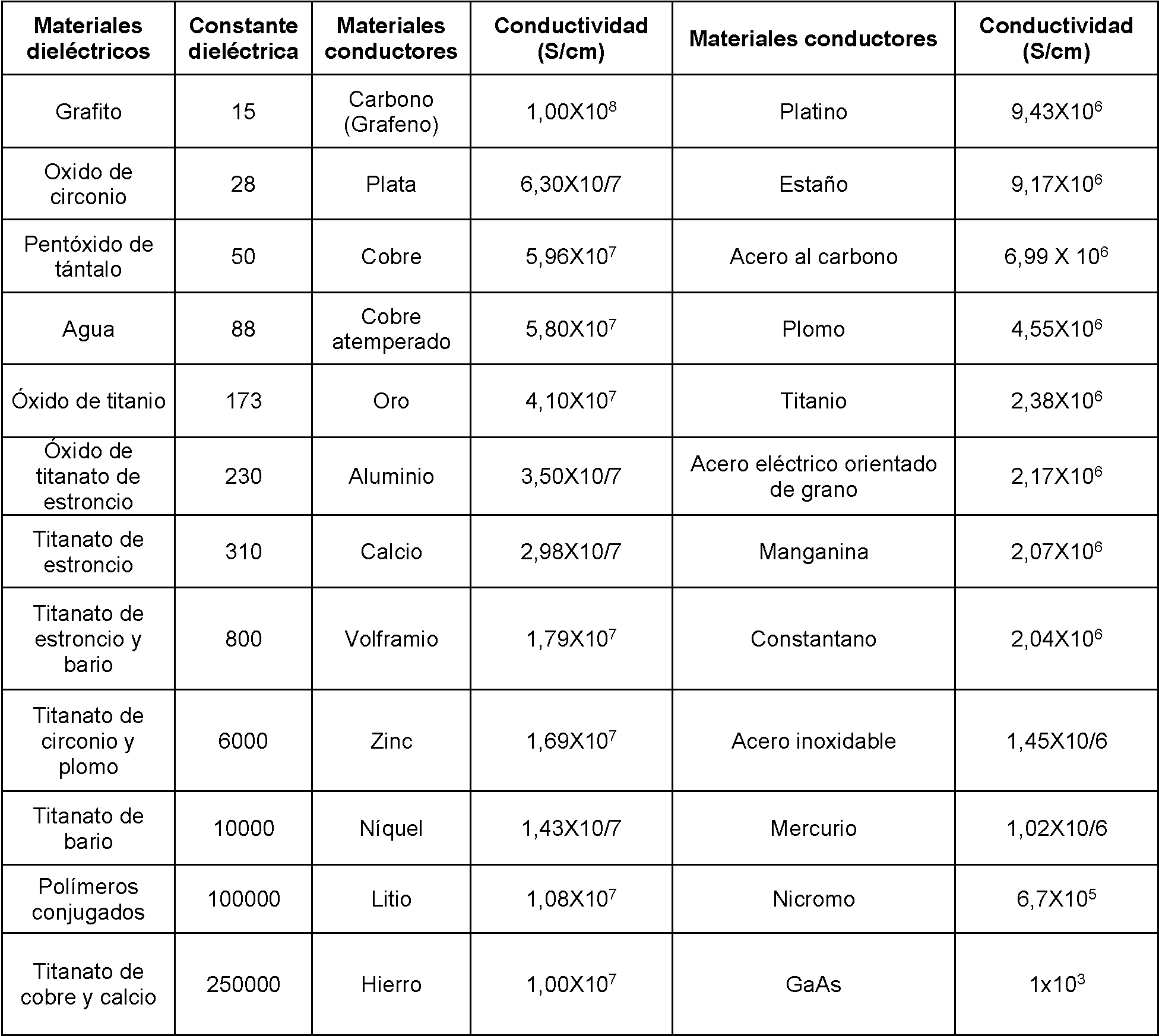

En diversas realizaciones, el aditivo se escoge entre materiales dieléctricos que tienen una constante dieléctrica entre, o que incluye, uno o más de las constantes dieléctricas anteriormente mencionadas. En otras realizaciones, el aditivo se escoge entre materiales conductores que tienen una conductividad entre, o que incluye, uno o más valores de conductividad explicados con anterioridad. En diversas realizaciones no limitantes, se contemplan expresamente todos los materiales dentro de los intervalos anteriormente mencionados de valores de conductividad y constante dieléctrica.
En otras realizaciones, el aditivo se escoge entre bario, titanato, aluminio, carbono y combinaciones de los mismos. Además, típicamente, el aditivo no está limitado. En diversas realizaciones, el aditivo está presente en el polímero (16) no sometido a formación de espuma en una cantidad de 0,01 a 10, de 0,01 a 0,1, de 0,1 a 1, de 1 a 10, de 0,05 a 0,1, del 0,1 a 0,5, del 0,5 a 1, de 5 a 10, etc., en peso basado en el peso total del polímero (16) no sometido a formación de espuma.
Polímeros adicionales:
En diversas realizaciones, el artículo (10) y/o las partículas (12) también incluye un polímero intermedio (18), por ejemplo dispuesto entre el polímero (16) "exterior" no sometido a formación de espuma (es decir, el polímero dispuesto sobre la superficie exterior (26) del elastómero termoplástico como capa más externa (24) de las partículas (12)) y la espuma (14) de elastómero termoplástico, por ejemplo como se explica en la Figura 2. El polímero intermedio (18) se puede intercalar entre el polímero (16) exterior no sometido a formación de espuma y la espuma (14) de elastómero termoplástico. El polímero intermedio (18) puede estar dispuesto sobre, y en contacto directo con, la espuma (14) de elastómero termoplástico y/o el polímero (16) exterior no sometido a formación de espuma. Como alternativa, el polímero intermedio (18) puede estar dispuesto sobre, pero separado de, la espuma (14) de elastómero termoplástico y/o el polímero (16) no sometido a formación de espuma (no mostrado en las Figuras).
En otras realizaciones, el artículo (10) y/o las partículas (12) incluye un polímero interior (20) que puede estar dispuesto sobre, y en contacto directo con, la espuma (14) de elastómero termoplástico, de forma que la espuma (14) de elastómero termoplástico está dispuesta entre el polímero interior (20) y el polímero (16) exterior no sometido a formación de espuma, por ejemplo como se muestra en la Figura 2. En esta realización, la espuma (14) de elastómero termoplástico está típicamente intercalada entre el polímero interior (20) y el polímero (16) exterior no sometido a formación de espuma. En otra realización, el polímero intermedio (18) también puede estar presente y dispuesto en cualquier posición entre el polímero interior (20) y el polímero (16) exterior no sometido a formación de espuma. Por ejemplo, el polímero interior (20) puede estar dispuesto sobre, y en contacto directo con, la espuma (14) de elastómero termoplástico y/o el polímero (16) exterior no sometido a formación de espuma. Como alternativa, el polímero interior (20) puede estar dispuesto sobre, pero separado de, la espuma (14) de elastómero termoplástico y el polímero (16) exterior no sometido a formación de espuma. Se contempla que se pueden utilizar uno o más polímeros intermedios (18) y se pueden utilizar uno o más polímeros interiores (20). Se contempla que el polímero interior (20) puede estar dispuesto como capa más interna de las partículas (12) de manera que el polímero interior (20) queda expuesto a una parte hueca de las partículas (12) como se muestra en la Figura 2 y no intercalada entre cualesquiera capas. Por ejemplo, el polímero interior (20) puede únicamente estar en contacto con otro polímero (por ejemplo, espuma (14) de elastómero termoplástico) en un lado. En otro ejemplo, el polímero interior (20) define una superficie interior de las partículas (12).
Uno cualquiera o más de polímero intermedio (18) y/o polímero interior (20) puede ser como se ha descrito anteriormente, con respecto al polímero (16) exterior no sometido a formación de espuma o diferente. El polímero intermedio (18), el polímero interior (20) y/o el polímero (16) exterior no sometido a formación de espuma pueden ser todos iguales o diferentes unos de otros. En diversas realizaciones, el polímero interior (20) se escoge entre uretano termoplástico (TPU), poliamida-6 y amida termoplástica (TPA). En otras realizaciones, el polímero intermedio (18) se escoge entre uretano termoplástico (TPU), poliamida-6 (PA6) y amida termoplástica (TPA).
Métodos de conformación del artículo:
La presente divulgación también proporciona un método de conformación del artículo (10). El método incluye la etapa de proporcionar el elastómero termoplástico (no sometido a formación de espuma) y el polímero no sometido a formación de espuma anteriormente mencionado, como se ha descrito con anterioridad. El método también incluye la
etapa de someter a co-extrusión el elastómero termoplástico (no sometido a formación de espuma) y el polímero (16) exterior no sometido a formación de espuma para formar una fracción (22) tubular sometida a extrusión (por ejemplo, como se explica en la Figura 3), en la que el elastómero termoplástico (no sometido a formación de espuma) se somete a formación de espuma durante la co-extrusión (formándose de este modo la espuma (14) de elastómero termoplástico) y el polímero (16) exterior no sometido a formación de espuma se dispone sobre la espuma (14) de elastómero termoplástico como capa más externa (28) de la fracción (22) tubular sometida a extrusión. La etapa de co-extrusión no está particularmente limitada y puede ser como se conoce en la técnica. Dicha la etapa diferente de co-extrusión puede incluir una o más subetapas, temperaturas, las afecciones, etc., que se conocen en la técnica. Por ejemplo, en diversas realizaciones, la etapa de co-extrusión utiliza los siguientes parámetros que pueden modificarse como se comprende por parte del experto en la técnica:
Tipo de Boquilla: Cruceta; extrusor 1 (1-1/2" dia.); Zona 1 - 340 F; Zona 2 - 360 F; Zona 3 - 370 F;
Zona 4 - 370 F; Pinza - 370 F; Adaptador - 370 F; Presión de cabeza - 4000 psi (27,6 MPa); RPM de husillo - 12,5, Torque de husillo - 18,5 %; Extrusor 2 (3/4" dia.); Zona 1 - 275 F; Zona 2 - 320 F; Zona 3 - 340 F; Pinza - 340 F; Adaptador - 340 F; Presión de cabeza - 3800 psi (26,2 MPa); RPM de husillo - 15; Torque de husillo - 31,6 %; Cabeza de Boquilla - 370 F; Boquilla - 370 F; Motor de despegue 230 RPM; Indicador de velocidad 21,3. Como alternativa, uno o más parámetros de co-extrusión pueden ser como se ha descrito en los Ejemplos.
El método también incluye la etapa de segmentación de la fracción (22) tubular sometida a extrusión para formar la pluralidad de las partículas (12). La etapa de segmentación se define típicamente además como corte o troceado pero no está particularmente limitada.
El método además incluye la etapa de disposición de la pluralidad de partículas (12) en un molde. Las partículas (12) se disponen típicamente en el molde de forma aleatoria, por ejemplo, mediante vertido. Típicamente, esto permite la orientación aleatoria o tridimensional de las partículas (12) en el producto final. En diversas realizaciones, las partículas (12) se vierten (1) bien manualmente "a mano" en un molde, o (2) se inyectan en un molde usando un sistema de transporte neumático. Típicamente, el molde se rellena aunque en posición abierta, permitiendo que las partículas "sobre-llenen" el molde. Una vez cerrado el molde, típicamente las partículas son forzadas de manera conjunta, lo cual favorece un mayor contacto de área superficial. Se pretende que esto favorezca una mayor adhesión.
El método también incluye la aplicación de energía no térmica a la pluralidad de partículas tubulares anisotrópicas para calentar selectivamente el polímero no sometido a formación de espuma hasta su temperatura de reblandecimiento, antes de que la espuma de elastómero termoplástico alcance su temperatura de reblandecimiento y forme el artículo de forma que la pluralidad de partículas tubulares anisotrópicas se orienten de forma aleatoria en el artículo. Se pueden usar cualesquiera energías o frecuencias descritas anteriormente en el método.
El método puede también incluir, alternativamente, la etapa de calentamiento de la pluralidad de partículas (12) para formar el artículo (10), por ejemplo de forma que la pluralidad de partículas (12) se orienten de forma aleatoria en el artículo (10). La etapa de co-extrusión no está particularmente limitada y puede incluir el calentamiento por electricidad, gas, vapor, etc. En una realización, la etapa de calentamiento se define de forma adicional como calentamiento de las partículas (12) y/o el propio molde con vapor, por ejemplo, como proceso de moldeo de fisuras con caja de vapor. En otra realización, la etapa de calentamiento (y/o el método completo) se puede definir además como proceso de moldeo de fisuras con caja de vapor. Las etapas particulares pueden ser como se muestra en la técnica y/o como se ha descrito con anterioridad. La etapa de calentamiento puede tener lugar antes, durante o después, de la aplicación de la energía no térmica.
Realizaciones adicionales:
En una realización, el método incluye cargar el molde con las partículas (12) y alimentar el vapor a las partículas (12) en el molde. La alimentación de vapor calienta las partículas (12) y puede expandir la espuma (14) de elastómero termoplástico. La alimentación del vapor también puede fundir o reblandecer el polímero (16) exterior no sometido a formación de espuma de manera que las partículas (12) se fundan, se peguen o se unan, unas con otras. El método de la presente divulgación puede incluir una o más etapas, componentes, condiciones o parámetros de procesado como se describe en el documento US 2013/0291409.
En diversas realizaciones, las partículas (12) se introducen en el molde con presión atmosférica y posteriormente se pueden presurizar dentro del molde. Con este fin, se puede usar una diversidad de métodos diferentes. Por ejemplo, dichas etapas se pueden lograr reduciendo el volumen del molde. En algunas realizaciones, Con este fin, se mueve una parte móvil del molde de manera que el volumen del molde se reduce. En realizaciones adicionales, el molde está diseñado de manera que la presión dentro del molde varía de forma local. Como alternativa, las partículas (12) se pueden introducir en el molde ya bajo presión, por ejemplo con una presión que varía de forma local. De esa forma, se puede acelerar el método de fabricación.
La presión a la cual se comprimen las partículas (12) en el molde puede afectar a la densidad y resistencia del artículo
final (10). El diámetro de las partículas (12) se puede reducir por medio de la presión ejercida. Por ejemplo, con presiones elevadas, las partículas (12) se pueden comprimir y densificar de manera más intensa. Reduciendo la presión, las partículas (12) se pueden re-expandir hasta aproximadamente sus diámetros originales. El polímero (16) exterior no sometido a formación de espuma puede formar espuma o no durante el proceso y puede colapsar o no durante el proceso.
En otras realizaciones más, el método puede incluir la etapa de cierre del molde y pretratamiento del molde con vapor. El método puede incluir también la etapa de enfriamiento del mismo con agua y/o aire que se alimentan a través del molde. Así, el artículo (10) y/o las partículas (12) se pueden enfriar indirectamente por medio del molde. En determinadas realizaciones, la duración del método es de aproximadamente 3-15 minutos. Alternativamente, la duración puede ser de aproximadamente 3-6 minutos para métodos menos elaborados. Aún adicionalmente, el método puede tener una duración de más de 15 minutos.
La presente divulgación también proporciona la fracción sometida a extrusión o la estructura tubular (antes del troceado o segmentación) por sí misma, independientemente de cualesquiera partículas o cualquier artículo. Análogamente, la presente divulgación también proporciona la pluralidad de partículas por sí mismas, independiente de cualquier fracción sometida a extrusión o estructura tubular o artículo. La fracción sometida a extrusión o la estructura tubular puede ser cualquiera que se haya descrito con anterioridad. Análogamente, la pluralidad de las partículas puede ser cualquiera como se ha descrito con anterioridad.
En otras realizaciones más, las partículas quedan cubiertas, o revestidas con, un adhesivo comercialmente disponible (por ejemplo, uno o dos componentes) y se presionan de manera conjunta en un molde para formar un artículo deseado.
La presente divulgación además proporciona el artículo que se define de forma adicional como suela para calzado. En diversas realizaciones, la suela para calzado incluye las partículas que se forman usando uno o más elastómeros termoplásticos de poliéter. La suela para calzado puede tener una o más dimensiones, atributos o componentes como se describe en el documento US 2013/0291 409. Adicionalmente, la descripción de la temperatura de reblandecimiento se puede describir de forma alternativa como intervalo de reblandecimiento, como se describe en el documento US 5674600. En diversas realizaciones, la presente divulgación proporciona una cubierta superior (por ejemplo, polímero dispuesto sobre la superficie exterior) que permite la unión de las partículas a bajas temperaturas sin arruinar el resto de la estructura de las partículas y/o el artículo en su conjunto. Por ejemplo, estas ventajas se pueden observar a través de una o más propiedades físicas descritas anteriormente tales como, pero sin limitación, densidad y resistencia final de rotura.
Ejemplos
Se forman una serie de artículos de acuerdo con la presente divulgación. Más específicamente, se proporciona un elastómero termoplástico no sometido a formación de espuma junto con un polímero exterior. El elastómero termoplástico y el polímero exterior se someten a co-extrusión para formar una fracción tubular sometida a co-extrusión en la que el elastómero termoplástico se forma durante la co-extrusión para formar una espuma de elastómero termoplástico y el polímero exterior se dispone sobre la espuma de elastómero termoplástico como capa más externa de la fracción tubular sometida a extrusión. La fracción tubular sometida a extrusión posteriormente se segmenta para formar una pluralidad de partículas tubulares anisotrópicas incluyendo la espuma de elastómero termoplástica y el polímero exterior dispuesto sobre la espuma de elastómero termoplástico como capa más externa de las partículas tubulares. La pluralidad de partículas tubulares anisotrópicas posteriormente se dispone en un molde y se calienta para formar el artículo. Después de la formación, los artículos se evalúan para determinar la densidad.
Se forma un primer artículo usando Elastollan® 1180A10 como elastómero termoplástico (que tiene una dureza de Shore de 80A) y Elastollan® 880A13N como polímero exterior no sometido a formación de espuma que incluye un 0,25 por ciento de titanato de bario como aditivo. El elastómero termoplástico se somete a extrusión y formación de espuma con una combinación de agentes de soplado: Elastollan Konz V2894 a una carga de un 3 % y Elastollan Konz V2893 a una carga de un 3 %. El elastómero termoplástico tiene un peso específico sometido a formación de espuma de aproximadamente 0,4 gramos/ml. El tubo tiene un diámetro externo promedio de 0,125 pulgadas (3,18 mm). El polímero exterior tiene un espesor promedio de pared de 0,004 pulgadas (0,10 mm). El elastómero termoplástico sometido a formación de espuma tiene un espesor promedio de pared de 0,030 pulgadas (0,76mm). La pluralidad de partículas anisotrópicas tiene una densidad aparente suelta de 0,16 gramos/ml. La pluralidad de partículas anisotrópicas se exponen a energía de microondas para calentar selectivamente el polímero no sometido a formación de espuma hasta su temperatura de reblandecimiento, antes de que la espuma de elastómero termoplástico alcance su temperatura de reblandecimiento y forme el artículo, de manera que la pluralidad de partículas tubulares anisotrópicas se orienten aleatoriamente en el artículo. Se forman diversos artículos que tienen una densidad de 0,20 a 0,26 gramos/ml.
Se forma un segundo artículo usando Elastollan® 1190A10 como elastómero termoplástico (que tiene una dureza de
Shore de 90A) y Elastollan® 880A13N como polímero exterior no sometido a formación de espuma que incluye un 0,25 por ciento de titanato de bario como aditivo. El elastómero termoplástico se somete a extrusión y formación de espuma con una combinación de agentes de soplado: Elastollan Konz V2894 a una carga de un 3 % y Elastollan Konz V2893 a una carga de un 3 %. El elastómero termoplástico tiene un peso específico sometido a formación de espuma de aproximadamente 0,4 gramos/ml. El tubo tiene un diámetro externo promedio de 0,125 pulgadas (3,18 mm). El polímero exterior tiene un espesor promedio de pared de 0,004 pulgadas (0,10 mm). El elastómero termoplástico sometido a formación de espuma tiene un espesor promedio de pared de 0,030 pulgadas (0,76mm). La pluralidad de partículas anisotrópicas tiene una densidad aparente suelta de 0,16 gramos/ml. La pluralidad de partículas anisotrópicas se exponen a energía de microondas para calentar selectivamente el polímero no sometido a formación de espuma hasta su temperatura de reblandecimiento, antes de que la espuma de elastómero termoplástico alcance su temperatura de reblandecimiento y forme el artículo, de manera que la pluralidad de partículas tubulares anisotrópicas se orienten aleatoriamente en el artículo. Se forman diversos artículos que tienen una densidad de 0,20 a 0,26 gramos/ml.
En diversas realizaciones, la densidad de la espuma de elastómero termoplástico se puede minimizar ya que el rendimiento de la partícula puede depender del módulo logrado a partir del polímero exterior. El punto de fusión/reblandecimiento más bajo del polímero exterior puede permitir temperaturas de procesado más bajas durante el moldeo, con el fin de evitar la distorsión permanente de las partículas y la posterior densificación del artículo. Además, la presente divulgación puede permitir la formación de artículos de densidad más baja al tiempo que se mantiene el rendimiento (por ejemplo, absorción de energía y retorno). Las densidades más bajas pueden permitir que las partículas compitan mejor con las espumas termoestables tradicionales comúnmente conocidas en los cojines para mobiliario, colchones y asientos de automóviles. Un elastómero termoplástico también se considera más "respetuoso con el reciclaje" que un polímero termoestable. La presente divulgación también permite el uso de temperaturas de procesado con el fin de unir térmicamente las partículas bajo presión, sin que tenga lugar la deformación permanente de las mismas.
Claims (15)
1. Un artículo que tiene una densidad de 0,03 a 0,45 g/cc y que comprende una pluralidad de partículas tubulares anisotrópicas que están orientadas aleatoriamente en dicho artículo, en el que dichas partículas tubulares comprenden una espuma de elastómero termoplástico y un polímero no sometido a formación de espuma dispuesto sobre la superficie exterior de dicha espuma de elastómero termoplástico como capa más externa de dichas partículas tubulares, en el que dicha espuma de elastómero termoplástico y dicho polímero no sometido a formación de espuma independientemente tienen una temperatura de reblandecimiento determinada de acuerdo con DIN ISO 306, y en el que dicho polímero no sometido a formación de espuma comprende un aditivo que es sensible a energía no térmica para calentar selectivamente dicho polímero no sometido a formación de espuma hasta su temperatura de reblandecimiento antes de que dicho elastómero termoplástico alcance su temperatura de reblandecimiento.
2. El artículo de la reivindicación 1, en el que dicha energía no térmica se escoge entre energía de microondas, energía de radio frecuencia, energía de láser, energía de infrarrojos, energía de ultravioleta, energía de rayos-x, energía de haz de electrones, energía electromagnética, energía magnética, energía eléctrica y combinaciones de las mismas.
3. El artículo de la reivindicación 1, en el que dicha energía no térmica es energía de microondas o radio-frecuencia.
4. El artículo de una cualquiera de las reivindicaciones 1-3, en el que dicho aditivo se escoge entre bario, titanato, aluminio, carbono y combinaciones de los mismos.
5. El aditivo de una cualquiera de las reivindicaciones 1-4, en el que dicho aditivo está presente en una cantidad de un 0,1 a un 10 por ciento, basado en el peso total de dicho polímero no sometido a formación de espuma.
6. El artículo de una cualquiera de las reivindicaciones 1-5, en el que dicha espuma de elastómero termoplástico y dicho polímero no sometido a formación de espuma son químicamente idénticos.
7. El artículo de una cualquiera de las reivindicaciones 1-5, en el que dicha espuma de elastómero termoplástico y dicho polímero no sometido a formación de espuma son químicamente diferentes.
8. El artículo de una cualquiera de las reivindicaciones 1-7, en el que dicha espuma de elastómero termoplástico es una espuma de poliuretano.
9. El artículo de la reivindicación 8, en el que dicha espuma de poliuretano termoplástico es el producto de reacción sometido a formación de espuma de un poli(poliol de éter), un componente de isocianato y un prolongador de cadena.
10. El artículo de la reivindicación 8, en el que dicha espuma de poliuretano termoplástico es el producto de reacción sometido a formación de espuma de un poli(poliol de éster), un componente de isocianato y un prolongador de cadena.
11. El artículo de una cualquiera de las reivindicaciones 1-10, en el que dicha espuma de poliuretano termoplástico se forma a partir de un poliuretano termoplástico que tiene una dureza de 40A a 83D o de 80A a 95A, tal y como viene determinado usando SIN ISO 7619-1.
12. El artículo de la reivindicación 8, en el que dicha espuma de poliuretano termoplástico es el producto de reacción sometido a formación de espuma de un poliol olefínico y/o alifático, un componente de isocianato y un prolongador de cadena.
13. El artículo de una cualquiera de las reivindicaciones 1-12, que tiene una resistencia final de rotura de 0,1 a 4,0 megapascales, tal y como viene determinado usando ASTM D 5035.
14. El artículo de una cualquiera de las reivindicaciones 1-13, que además se define como una suela para calzado, un cojín, un material de pavimento o un sustrato de pavimento.
15. Un método de conformación de un artículo que tiene una densidad de 0,03 a 0,45 g/cc, comprendiendo dicho método las etapas de:
A. proporcionar un elastómero termoplástico y un polímero no sometido a formación de espuma que tiene independientemente una temperatura de reblandecimiento determinada de acuerdo con DIN ISO 306, en el que el polímero comprende un aditivo que es sensible a energía no térmica para calentar selectivamente el polímero no sometido a formación de espuma hasta su temperatura de reblandecimiento antes de que la espuma de elastómero termoplástico alcance su temperatura de reblandecimiento;
B. someter a co-extrusión el elastómero termoplástico y el polímero no sometido a formación de espuma para formar una fracción tubular sometida a extrusión en el que el elastómero termoplástico se somete a formación de
espuma para formar una espuma de elastómero termoplástico durante la co-extrusión y el polímero no sometido a formación de espuma se dispone sobre una superficie exterior de la espuma de elastómero termoplástico como la capa más externa de la fracción tubular sometida a extrusión;
C. segmentar la fracción tubular sometida a extrusión para formar una pluralidad de partículas tubulares anisotrópicas que comprende una espuma de elastómero termoplástico y el polímero no sometido a formación de espuma dispuesto sobre el exterior de la espuma de elastómero termoplástico como la capa más externa de las partículas tubulares;
D. disponer la pluralidad de partículas tubulares anisotrópicas en un molde; y
E. aplicar energía no térmica a la pluralidad de partículas tubulares anisotrópicas para calentar selectivamente el polímero no sometido a formación de espuma hasta su temperatura de reblandecimiento antes de que la espuma de elastómero termoplástico alcance su temperatura de reblandecimiento y formar el artículo de manera que la pluralidad de partículas tubulares anisotrópicas se orienten aleatoriamente en el artículo.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562163576P | 2015-05-19 | 2015-05-19 | |
| PCT/US2016/033304 WO2016187442A1 (en) | 2015-05-19 | 2016-05-19 | Article comprising tubular particles |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2749655T3 true ES2749655T3 (es) | 2020-03-23 |
Family
ID=56101797
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES16727268T Active ES2748810T3 (es) | 2015-05-19 | 2016-05-19 | Artículo que comprende partículas tubulares |
| ES16727270T Active ES2749655T3 (es) | 2015-05-19 | 2016-05-19 | Artículo que comprende partículas tubulares |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES16727268T Active ES2748810T3 (es) | 2015-05-19 | 2016-05-19 | Artículo que comprende partículas tubulares |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US10662309B2 (es) |
| EP (2) | EP3298054B1 (es) |
| JP (2) | JP6861647B2 (es) |
| KR (2) | KR102524875B1 (es) |
| CN (2) | CN107636052B (es) |
| BR (2) | BR112017023125A2 (es) |
| ES (2) | ES2748810T3 (es) |
| PL (2) | PL3298055T3 (es) |
| RU (2) | RU2017144275A (es) |
| WO (2) | WO2016187438A1 (es) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10662309B2 (en) | 2015-05-19 | 2020-05-26 | Basf Se | Article comprising tubular particles |
| US20240156210A9 (en) * | 2017-01-06 | 2024-05-16 | Under Armour, Inc. | Components for articles and methods of making components from embroidered beads |
| CN113330060A (zh) * | 2018-12-11 | 2021-08-31 | 巴斯夫欧洲公司 | 包含管状颗粒的聚合物复合材料 |
| CN109795050A (zh) * | 2019-01-07 | 2019-05-24 | 晋江国盛新材料科技有限公司 | 一种改进型发泡粒子、成型体及其生产工艺 |
| EP3946869A4 (en) * | 2019-03-29 | 2022-11-09 | Dow Global Technologies LLC | HOLLOW SPHERE AND SOAKING PROCESS |
| CN114144291B (zh) * | 2019-03-29 | 2024-06-14 | 陶氏环球技术有限责任公司 | 含有添加剂的粒料 |
| JP7326023B2 (ja) * | 2019-05-17 | 2023-08-15 | 株式会社ジェイエスピー | 熱可塑性エラストマー発泡粒子及びその成形体 |
| JP7717082B2 (ja) * | 2020-02-28 | 2025-08-01 | ビーエーエスエフ ソシエタス・ヨーロピア | eTPUの外部靴底のインモールド成形アセンブリ用TPU |
| CN111607109B (zh) * | 2020-06-29 | 2024-04-05 | 北京北化工程技术有限公司 | 一种包衣热塑性聚氨酯颗粒 |
| EP4000914A1 (de) * | 2020-11-16 | 2022-05-25 | TI Automotive (Fuldabrück) GmbH | Gebogenes und mehrschichtiges rohr |
| CN114843007B (zh) * | 2021-02-02 | 2023-05-16 | 湖南文理学院 | 胶束刻蚀制备聚(3,4-二氧乙烯噻吩)纳米图案的方法 |
| DE102021111247A1 (de) * | 2021-04-30 | 2022-11-03 | Fox Velution Gmbh | Verfahren zur Herstellung zellulärer Kunststoffpartikel |
| WO2024141587A1 (en) * | 2022-12-29 | 2024-07-04 | Basf Se | Encapsulation of tpu granules |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3401128A (en) | 1965-02-08 | 1968-09-10 | Hoover Ball & Bearing Co | Polyurethane foam product and method of making same |
| JP3436959B2 (ja) * | 1993-11-16 | 2003-08-18 | 株式会社ジエイエスピー | 連通した空隙を有する重合体発泡成型体 |
| BE1007739A3 (nl) | 1993-11-18 | 1995-10-10 | Recticel | Geagglomereerd polyurethaanschuim en werkwijze voor het vervaardigen daarvan. |
| DE19525971A1 (de) | 1995-07-17 | 1997-01-23 | Wolff Walsrode Ag | Trennschichtfreie Dublofolie, Verfahren zu ihrer Herstellung sowie ihre Verwendung |
| JPH09121984A (ja) * | 1995-10-31 | 1997-05-13 | Toray Pefu Kakouhin Kk | クッション材 |
| US5880250A (en) * | 1996-08-16 | 1999-03-09 | Inolex Investment Corporation | Polymeric acid functional polyols, polyurethanes and methods for making same |
| DK0922554T3 (da) | 1997-12-08 | 2003-10-20 | Dow Deutschland Inc | Flerlagsskum, fremgangsmåde til dets fremstilling og anvendelse heraf |
| JP2000107785A (ja) * | 1998-10-08 | 2000-04-18 | Takeda Chem Ind Ltd | 水処理用濾材およびその製造方法 |
| DE19860611C1 (de) * | 1998-12-29 | 2000-03-23 | Fraunhofer Ges Forschung | Verfahren zur Herstellung von Formkörpern aus Polymer-Schaumpartikeln |
| MXPA02002432A (es) * | 1999-09-07 | 2002-08-12 | Du Pont | Poliolefinas sellables termicamente y articulos hechos de las mismas. |
| DE10009665C1 (de) | 2000-02-29 | 2002-01-24 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zum thermischen Verbinden von Polymerschaumpartikeln |
| US20040166248A1 (en) * | 2000-12-15 | 2004-08-26 | Sheng-Hsin Hu | Coated activated carbon |
| US7201625B2 (en) | 2004-03-11 | 2007-04-10 | Tzong In Yeh | Foam product having outer skin and method for producing the same |
| US7867613B2 (en) | 2005-02-04 | 2011-01-11 | Oxane Materials, Inc. | Composition and method for making a proppant |
| WO2007082838A1 (de) | 2006-01-18 | 2007-07-26 | Basf Se | Schaumstoffe auf basis thermoplastischer polyurethane |
| EP1903072B1 (en) * | 2006-09-22 | 2009-08-26 | Dow Global Technologies Inc. | Integral skin polyurethane Foam Article |
| EP2176063A1 (en) * | 2007-08-01 | 2010-04-21 | Dow Global Technologies Inc. | Heat bonding polyurethane foams |
| JP5437569B2 (ja) * | 2007-08-03 | 2014-03-12 | 株式会社イノアックコーポレーション | 形状追従性樹脂発泡体及びその使用方法 |
| RU2488616C2 (ru) | 2007-09-14 | 2013-07-27 | Басф Се | Покровная композиция для нанесения на пенопластовые частицы и способ изготовления пенопластовых формованных изделий |
| FR2977888B1 (fr) | 2011-07-13 | 2014-01-10 | Saint Gobain Isover | Materiaux d'isolation thermique hautes performances. |
| JP5969260B2 (ja) * | 2011-07-14 | 2016-08-17 | 日東電工株式会社 | 樹脂発泡体、その製造方法、及び発泡シール材 |
| DE102012206094B4 (de) * | 2012-04-13 | 2019-12-05 | Adidas Ag | Sohlen für Sportschuhe, Schuhe und Verfahren zur Herstellung einer Schuhsohle |
| US8961844B2 (en) * | 2012-07-10 | 2015-02-24 | Nike, Inc. | Bead foam compression molding method for low density product |
| DE102013202291C5 (de) * | 2013-02-13 | 2026-01-15 | Adidas Ag | Dämpfungselement für Sportbekleidung und Schuh mit einem solchen Dämpfungselement |
| US9498927B2 (en) | 2013-03-15 | 2016-11-22 | Nike, Inc. | Decorative foam and method |
| DE102013012515A1 (de) * | 2013-07-27 | 2014-03-27 | Daimler Ag | Verfahren zum Herstellen eines Bauteils aus Schaumpartikeln |
| CN104558496A (zh) | 2015-02-09 | 2015-04-29 | 鲁东大学 | 一种热塑性聚氨酯微孔弹性体及其制备方法 |
| US10662309B2 (en) | 2015-05-19 | 2020-05-26 | Basf Se | Article comprising tubular particles |
-
2016
- 2016-05-19 US US15/564,977 patent/US10662309B2/en active Active
- 2016-05-19 JP JP2017560286A patent/JP6861647B2/ja not_active Expired - Fee Related
- 2016-05-19 BR BR112017023125-5A patent/BR112017023125A2/pt not_active Application Discontinuation
- 2016-05-19 WO PCT/US2016/033298 patent/WO2016187438A1/en not_active Ceased
- 2016-05-19 ES ES16727268T patent/ES2748810T3/es active Active
- 2016-05-19 JP JP2017560270A patent/JP6865693B2/ja not_active Expired - Fee Related
- 2016-05-19 EP EP16727268.1A patent/EP3298054B1/en active Active
- 2016-05-19 ES ES16727270T patent/ES2749655T3/es active Active
- 2016-05-19 RU RU2017144275A patent/RU2017144275A/ru not_active Application Discontinuation
- 2016-05-19 US US15/564,949 patent/US10829608B2/en active Active
- 2016-05-19 EP EP16727270.7A patent/EP3298055B1/en active Active
- 2016-05-19 BR BR112017024625-2A patent/BR112017024625A2/pt not_active Application Discontinuation
- 2016-05-19 KR KR1020177033014A patent/KR102524875B1/ko active Active
- 2016-05-19 PL PL16727270T patent/PL3298055T3/pl unknown
- 2016-05-19 CN CN201680028636.4A patent/CN107636052B/zh active Active
- 2016-05-19 PL PL16727268T patent/PL3298054T3/pl unknown
- 2016-05-19 KR KR1020177033015A patent/KR102524876B1/ko active Active
- 2016-05-19 CN CN201680028639.8A patent/CN107636036B/zh active Active
- 2016-05-19 WO PCT/US2016/033304 patent/WO2016187442A1/en not_active Ceased
- 2016-05-19 RU RU2017144274A patent/RU2017144274A/ru not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| EP3298055B1 (en) | 2019-07-10 |
| KR20180008483A (ko) | 2018-01-24 |
| JP2018517026A (ja) | 2018-06-28 |
| CN107636052A (zh) | 2018-01-26 |
| JP6865693B2 (ja) | 2021-04-28 |
| WO2016187438A1 (en) | 2016-11-24 |
| JP2018517027A (ja) | 2018-06-28 |
| EP3298054B1 (en) | 2019-07-10 |
| PL3298054T3 (pl) | 2019-11-29 |
| US20180112053A1 (en) | 2018-04-26 |
| BR112017023125A2 (pt) | 2018-07-10 |
| RU2017144274A3 (es) | 2019-11-19 |
| RU2017144274A (ru) | 2019-06-19 |
| KR102524876B1 (ko) | 2023-04-25 |
| RU2017144275A3 (es) | 2019-06-19 |
| CN107636036B (zh) | 2021-02-23 |
| KR20180008482A (ko) | 2018-01-24 |
| CN107636036A (zh) | 2018-01-26 |
| WO2016187442A1 (en) | 2016-11-24 |
| US10829608B2 (en) | 2020-11-10 |
| JP6861647B2 (ja) | 2021-04-21 |
| US20180072861A1 (en) | 2018-03-15 |
| RU2017144275A (ru) | 2019-06-19 |
| PL3298055T3 (pl) | 2020-01-31 |
| ES2748810T3 (es) | 2020-03-18 |
| EP3298055A1 (en) | 2018-03-28 |
| BR112017024625A2 (pt) | 2018-07-31 |
| US10662309B2 (en) | 2020-05-26 |
| CN107636052B (zh) | 2021-02-19 |
| EP3298054A1 (en) | 2018-03-28 |
| KR102524875B1 (ko) | 2023-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2749655T3 (es) | Artículo que comprende partículas tubulares | |
| ES3028910T3 (en) | Expanded thermoplastic polyurethane particles, method for their manufacture and method for producing a moulded part | |
| CN113214528B (zh) | 膨胀聚酰胺粒料及使用其制造模制部件的方法 | |
| US10933609B2 (en) | Composite foam | |
| KR20210102365A (ko) | 관형 입자를 포함하는 중합체 복합체 | |
| KR20190029600A (ko) | 에스테르계 엘라스토머 발포 성형체, 그 용도 및 에스테르계 엘라스토머 발포 입자 | |
| US11945141B2 (en) | Method for producing foamed flat moldings and mold for carrying out said method | |
| JP6965046B2 (ja) | 車両用内装材 | |
| US20190177501A1 (en) | Microwave foaming | |
| EP3835025A1 (en) | Layered body | |
| US7232299B2 (en) | Flow molding apparatus with multiple layers of molds and electrodes | |
| US20200317882A1 (en) | Hollow particle made of thermoplastic elastomers and porous moulded bodies | |
| JP2001181365A (ja) | 真空断熱パネル充填材用連続気泡硬質ポリウレタンフォームの製造方法 | |
| CN110023387B (zh) | 制造具有内部结构的泡沫体的方法 | |
| JP2001181364A (ja) | 連続気泡硬質ポリウレタンフォーム成形体の製造方法 | |
| CN118119652A (zh) | 热塑性弹性体粉末、其制备工艺以及制备3d制品的方法 | |
| WO2008019458A1 (en) | Expanded polypropylene foam | |
| JP2020158655A (ja) | エステル系エラストマー発泡成形体、その用途及びエステル系エラストマー発泡粒子 | |
| JPH0655635A (ja) | 充填材の成形法 | |
| JP2005270648A (ja) | 保冷具 | |
| JP2004109411A (ja) | 吸音材及び吸音材を有するダクト | |
| JPH0262233A (ja) | 発泡ポリウレタン樹脂断熱材の製造方法 | |
| KR20150001148U (ko) | 우레탄 야구공 |