ES2925285T3 - Procedimiento para la hidroconversión de productos petroleros pesados con reciclaje - Google Patents
Procedimiento para la hidroconversión de productos petroleros pesados con reciclaje Download PDFInfo
- Publication number
- ES2925285T3 ES2925285T3 ES19782739T ES19782739T ES2925285T3 ES 2925285 T3 ES2925285 T3 ES 2925285T3 ES 19782739 T ES19782739 T ES 19782739T ES 19782739 T ES19782739 T ES 19782739T ES 2925285 T3 ES2925285 T3 ES 2925285T3
- Authority
- ES
- Spain
- Prior art keywords
- hydroconversion
- temperature
- heavy
- stream
- heavy oil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims abstract description 71
- 239000000295 fuel oil Substances 0.000 title claims description 34
- 238000004064 recycling Methods 0.000 title description 12
- 230000008569 process Effects 0.000 claims abstract description 53
- 238000010926 purge Methods 0.000 claims abstract description 52
- 239000003054 catalyst Substances 0.000 claims abstract description 48
- 238000006243 chemical reaction Methods 0.000 claims abstract description 45
- 239000007789 gas Substances 0.000 claims abstract description 44
- 239000002002 slurry Substances 0.000 claims abstract description 42
- 239000012071 phase Substances 0.000 claims abstract description 39
- 239000007787 solid Substances 0.000 claims abstract description 35
- 229910052739 hydrogen Inorganic materials 0.000 claims abstract description 27
- 239000001257 hydrogen Substances 0.000 claims abstract description 27
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 claims abstract description 26
- 238000000926 separation method Methods 0.000 claims abstract description 21
- 239000012808 vapor phase Substances 0.000 claims abstract description 13
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 12
- 239000011733 molybdenum Substances 0.000 claims abstract description 11
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims abstract description 9
- 239000003921 oil Substances 0.000 claims description 26
- 238000011282 treatment Methods 0.000 claims description 15
- 239000007788 liquid Substances 0.000 claims description 13
- 238000002156 mixing Methods 0.000 claims description 7
- 239000012018 catalyst precursor Substances 0.000 claims description 6
- OBETXYAYXDNJHR-UHFFFAOYSA-N 2-Ethylhexanoic acid Chemical compound CCCCC(CC)C(O)=O OBETXYAYXDNJHR-UHFFFAOYSA-N 0.000 claims description 4
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 238000005292 vacuum distillation Methods 0.000 claims description 4
- OBETXYAYXDNJHR-SSDOTTSWSA-M (2r)-2-ethylhexanoate Chemical compound CCCC[C@@H](CC)C([O-])=O OBETXYAYXDNJHR-SSDOTTSWSA-M 0.000 claims description 2
- SHZIWNPUGXLXDT-UHFFFAOYSA-N caproic acid ethyl ester Natural products CCCCCC(=O)OCC SHZIWNPUGXLXDT-UHFFFAOYSA-N 0.000 claims description 2
- 229910052799 carbon Inorganic materials 0.000 claims description 2
- 230000007423 decrease Effects 0.000 claims description 2
- 238000003756 stirring Methods 0.000 claims description 2
- 238000005406 washing Methods 0.000 claims 2
- 230000003068 static effect Effects 0.000 abstract description 10
- 238000010908 decantation Methods 0.000 abstract description 9
- 239000003209 petroleum derivative Substances 0.000 abstract 2
- 239000010802 sludge Substances 0.000 abstract 1
- 239000000047 product Substances 0.000 description 30
- 235000019198 oils Nutrition 0.000 description 21
- 229930195733 hydrocarbon Natural products 0.000 description 18
- 150000002430 hydrocarbons Chemical class 0.000 description 18
- 239000000203 mixture Substances 0.000 description 18
- 229910052751 metal Inorganic materials 0.000 description 13
- 239000002184 metal Substances 0.000 description 13
- 150000002739 metals Chemical class 0.000 description 12
- 230000000052 comparative effect Effects 0.000 description 10
- 239000004215 Carbon black (E152) Substances 0.000 description 9
- 239000002904 solvent Substances 0.000 description 8
- 238000009835 boiling Methods 0.000 description 7
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 6
- 239000007791 liquid phase Substances 0.000 description 5
- 238000000197 pyrolysis Methods 0.000 description 5
- 238000011084 recovery Methods 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 4
- 239000010779 crude oil Substances 0.000 description 4
- 238000004821 distillation Methods 0.000 description 4
- 230000035515 penetration Effects 0.000 description 4
- 206010037544 Purging Diseases 0.000 description 3
- 239000007864 aqueous solution Substances 0.000 description 3
- 238000004517 catalytic hydrocracking Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 239000000571 coke Substances 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 239000011949 solid catalyst Substances 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 238000005119 centrifugation Methods 0.000 description 2
- 239000007795 chemical reaction product Substances 0.000 description 2
- 150000004696 coordination complex Chemical class 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 238000002386 leaching Methods 0.000 description 2
- 150000002736 metal compounds Chemical class 0.000 description 2
- 229910052976 metal sulfide Inorganic materials 0.000 description 2
- 229910052961 molybdenite Inorganic materials 0.000 description 2
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- 239000012429 reaction media Substances 0.000 description 2
- 230000009257 reactivity Effects 0.000 description 2
- 239000007790 solid phase Substances 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 229910052723 transition metal Inorganic materials 0.000 description 2
- -1 transition metal sulfides Chemical class 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- GPPXJZIENCGNKB-UHFFFAOYSA-N vanadium Chemical compound [V]#[V] GPPXJZIENCGNKB-UHFFFAOYSA-N 0.000 description 2
- 239000002028 Biomass Substances 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- BFNBIHQBYMNNAN-UHFFFAOYSA-N ammonium sulfate Chemical group N.N.OS(O)(=O)=O BFNBIHQBYMNNAN-UHFFFAOYSA-N 0.000 description 1
- 229910052921 ammonium sulfate Inorganic materials 0.000 description 1
- 235000011130 ammonium sulphate Nutrition 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 150000001491 aromatic compounds Chemical class 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- UNTBPXHCXVWYOI-UHFFFAOYSA-O azanium;oxido(dioxo)vanadium Chemical compound [NH4+].[O-][V](=O)=O UNTBPXHCXVWYOI-UHFFFAOYSA-O 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 239000012084 conversion product Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000011440 grout Substances 0.000 description 1
- 125000005842 heteroatom Chemical group 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 1
- 238000005984 hydrogenation reaction Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 238000011221 initial treatment Methods 0.000 description 1
- 238000005374 membrane filtration Methods 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- 125000005474 octanoate group Chemical group 0.000 description 1
- 238000005191 phase separation Methods 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 239000000376 reactant Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000005201 scrubbing Methods 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 239000011275 tar sand Substances 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- 235000015112 vegetable and seed oil Nutrition 0.000 description 1
- 239000008158 vegetable oil Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G67/00—Treatment of hydrocarbon oils by at least one hydrotreatment process and at least one process for refining in the absence of hydrogen only
- C10G67/02—Treatment of hydrocarbon oils by at least one hydrotreatment process and at least one process for refining in the absence of hydrogen only plural serial stages only
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G67/00—Treatment of hydrocarbon oils by at least one hydrotreatment process and at least one process for refining in the absence of hydrogen only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D17/00—Separation of liquids, not provided for elsewhere, e.g. by thermal diffusion
- B01D17/02—Separation of non-miscible liquids
- B01D17/0208—Separation of non-miscible liquids by sedimentation
- B01D17/0214—Separation of non-miscible liquids by sedimentation with removal of one of the phases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D3/00—Distillation or related exchange processes in which liquids are contacted with gaseous media, e.g. stripping
- B01D3/10—Vacuum distillation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D3/00—Distillation or related exchange processes in which liquids are contacted with gaseous media, e.g. stripping
- B01D3/14—Fractional distillation or use of a fractionation or rectification column
- B01D3/143—Fractional distillation or use of a fractionation or rectification column by two or more of a fractionation, separation or rectification step
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G31/00—Refining of hydrocarbon oils, in the absence of hydrogen, by methods not otherwise provided for
- C10G31/06—Refining of hydrocarbon oils, in the absence of hydrogen, by methods not otherwise provided for by heating, cooling, or pressure treatment
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2300/00—Aspects relating to hydrocarbon processing covered by groups C10G1/00 - C10G99/00
- C10G2300/10—Feedstock materials
- C10G2300/1077—Vacuum residues
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2300/00—Aspects relating to hydrocarbon processing covered by groups C10G1/00 - C10G99/00
- C10G2300/20—Characteristics of the feedstock or the products
- C10G2300/201—Impurities
- C10G2300/202—Heteroatoms content, i.e. S, N, O, P
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2300/00—Aspects relating to hydrocarbon processing covered by groups C10G1/00 - C10G99/00
- C10G2300/20—Characteristics of the feedstock or the products
- C10G2300/201—Impurities
- C10G2300/205—Metal content
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2300/00—Aspects relating to hydrocarbon processing covered by groups C10G1/00 - C10G99/00
- C10G2300/40—Characteristics of the process deviating from typical ways of processing
- C10G2300/4006—Temperature
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2300/00—Aspects relating to hydrocarbon processing covered by groups C10G1/00 - C10G99/00
- C10G2300/40—Characteristics of the process deviating from typical ways of processing
- C10G2300/4012—Pressure
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2300/00—Aspects relating to hydrocarbon processing covered by groups C10G1/00 - C10G99/00
- C10G2300/40—Characteristics of the process deviating from typical ways of processing
- C10G2300/4081—Recycling aspects
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2300/00—Aspects relating to hydrocarbon processing covered by groups C10G1/00 - C10G99/00
- C10G2300/70—Catalyst aspects
- C10G2300/706—Catalytic metal recovery
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Production Of Liquid Hydrocarbon Mixture For Refining Petroleum (AREA)
Abstract
La presente invención se refiere a un proceso para la hidroconversión de productos de petróleo pesado que comprende los siguientes pasos en los que se suministran productos de petróleo pesado e hidrógeno a una sección de hidroconversión en suspensión que contiene un catalizador a base de molibdeno. El efluente de la reacción se separa en una fase de vapor y una fase de suspensión. La fase de lodo se envía a una sección de separación que tiene la función de separar las fracciones de gasóleo de vacío (VGO), gasóleo de vacío pesado (HVGO), gasóleo de vacío ligero (LVGO), gasóleo atmosférico (AGO), de una corriente de productos orgánicos pesados que contiene asfaltenos, alimentación no convertida, catalizador y sólido formado durante la reacción de hidroconversión. Esta corriente se envía en parte a la sección de reacción y en parte forma una corriente de purga. La corriente de purga se calienta y fluidifica a temperaturas comprendidas entre 185°C y 220°C, y posteriormente se somete a una unidad de decantación estática hasta una temperatura mínima de 100°C. De la decantadora se obtienen dos nuevos productos definidos como componente clarificado y torta. El componente clarificado se recicla a la sección de reacción de hidroconversión. (Traducción automática con Google Translate, sin valor legal)
Description
DESCRIPCIÓN
Procedimiento para la hidroconversión de productos petroleros pesados con reciclaje
La presente invención se refiere a un procedimiento para la hidroconversión de productos de petróleo pesado mediante tecnología de lechada a partir del cual, después de varias operaciones, se forma una fase de lechada pesada que se recicla en parte a un reactor y se separa en parte como purga. Dicha purga se trata por decantación estática formando una corriente de componente clarificado que se recicla a un reactor de hidroconversión.
Actualmente dicha corriente de purga se envía a los límites de la batería y constituye un porcentaje que varía del 6 % al 8 % respecto a la alimentación fresca, lo que está permitiendo alcanzar una conversión del procedimiento que varía del 92 % al 94 %. Esta corriente de purga contiene alimentación no convertida, metales catalizadores, catalizador y residuos carbonosos. Por lo tanto, queda claro cuán importante a los efectos de mejorar la eficiencia de producción y la conversión del procedimiento de hidroconversión es la valorización de la purga tratando de recuperar los metales del catalizador, el mismo catalizador y la purga no convertida. También es importante intentar reducir la cantidad de purga que se envía a los límites de la batería, simplificando de este modo la gestión de la sección de purga.
El procedimiento de hidroconversión objeto de la presente solicitud de patente es aplicable a todos aquellos contextos industriales en los que se necesite valorizar productos de petróleo pesado con además una recuperación en eficiencia y conversión, tales como refinerías o polígonos industriales petroquímicos en general.
En la presente solicitud de patente, se entiende por productos de petróleo pesado los petróleos crudos, crudos pesados, betunes de arenas bituminosas, residuos de destilación, cortes de destilación pesada, residuos de desasfaltado, productos de aceites sintéticos derivados del procedimiento Fischer-Tropsch, aceites vegetales, aceites derivados del coque y esquistos bituminosos, aceites obtenidos por descomposición térmica de residuos, polímeros, biomasas.
En la presente solicitud de patente, fase de lechada significa una mezcla de líquido y sólido.
En la presente solicitud de patente, el término "purga" significa corrientes orgánicas en fase de lechada que contienen una cantidad de hidrocarburos que tienen un punto de ebullición mayor que o igual a 540 °C mayor que 65 % en peso, una cantidad de asfaltenos mayor igual o superior al 20 % en peso y caracterizada por la presencia de contenidos de sólidos superiores o iguales al 4 % en peso, siendo el resto hidrocarburos con un punto de ebullición comprendido entre 350 °C y 500 °C. Los sólidos de purga contienen residuos carbonosos y compuestos metálicos que pueden contener sulfuros de metales de transición, como por ejemplo molibdeno, hierro, níquel y vanadio, y que tienen tamaños submilimétricos.
Para los fines de la presente discusión, el término "sólido" significa la fracción que es insoluble en tetrahidrofurano, indicada en este texto por el acrónimo THF-i.
Para los propósitos de esta discusión, el término "asfaltenos" significa la fracción orgánica que es soluble en tetrahidrofurano pero insoluble en n-pentano.
Los asfaltenos se clasifican en base a su insolubilidad en n-parafinas (por lo general que tienen desde 5 a 7 átomos de carbono C5-C7). Tales compuestos están generalmente constituidos por núcleos de policondensados aromáticos diversamente ramificados y unidos entre sí a través de cadenas lineales. Tales compuestos pueden contener heteroátomos (S, N) que les dan su naturaleza polar.
En la presente solicitud de patente, el término "torta" significa un material sólido a temperatura ambiente con características vítreas (es decir, la apariencia de la torta tiene las características del vidrio) que lo hacen fácilmente triturable y como consecuencia transportable incluso durante largos tramos sin que sea necesario un control termostático particular. Esta característica se mantiene a temperaturas que varían en el intervalo comprendido entre 50 °C y 60 °C. La torta es dura a temperatura ambiente con un punto de reblandecimiento comprendido entre 80 °C y 100 °C y un grado de penetración de 2 dmm a 5 dmm (dmm indica decimilímetros). El punto de reblandecimiento es la temperatura a la que la torta sólida se vuelve blanda e indica la dependencia de la consistencia de la torta con la temperatura. El grado de penetración se mide según el método ASTM-D5-06 y expresa en decimilímetros la penetración aplicada al material, a temperatura ambiente, por una aguja de peso conocido.
La consistencia de la torta se debe a la presencia de sólidos (THFi) en mayor concentración que las otras corrientes y a la presencia de compuestos asfalténicos.
La torta contiene sólidos como se ha definido anteriormente en el texto de la presente solicitud de patente.
Los sólidos de la torta contienen residuos carbonosos y compuestos metálicos que pueden contener sulfuros de metales de transición, tal como por ejemplo molibdeno, hierro, níquel y vanadio, y que tienen tamaños submilimétricos.
En la presente solicitud de patente, el término maltenos significa el conjunto de aquellos compuestos que son solubles tanto en tetrahidrofurano como en n-pentano.
En la presente solicitud de patente, todas las condiciones de operación reportadas en el texto deben entenderse como condiciones preferentes aunque no se declaren expresamente.
Para los propósitos de la presente discusión, el término "comprender" o "incluir" también comprende el término "consistir en" o "esencialmente que consiste en". A los efectos de esta discusión, las definiciones de los intervalos siempre comprenden los extremos a menos que se especifique lo contrario.
La hidroconversión de productos de petróleo pesado puede llevarse a cabo adoptando diferentes esquemas de procedimiento. El reactor de hidroconversión tradicionalmente puede ser de lecho fijo, de lecho ebullido o del tipo lechada. En un reactor de lechada, el catalizador se dispersa en el medio de reacción y se distribuye uniformemente dentro del propio reactor.
Una posible configuración del procedimiento para la hidroconversión de productos de petróleo pesado consiste en la Eni Slurry Technology, propiedad de Eni y conocida por las siglas EST.
Esta configuración proporciona una sección de hidroconversión en la que los reactores se alimentan con un catalizador a base de molibdeno de tamaños tales que se dispersen completamente en el medio de reacción, para poder operar en la fase de lechada. La reacción produce un efluente de cabeza que posteriormente se envía a un separador de fases de alta presión y alta temperatura (HP/HT).
La fase de vapor que sale del separador HP/HT se envía a una sección de donde se recuperan por condensación nafta, gasóleo atmosférico (AGO), gasóleo de vacío (VGO) y corriente gaseosa rica en hidrógeno, que contiene gas C1-C4, y que se recicla a la sección de hidroconversión, salvo una muestra gaseosa que se puede introducir en el efluente de reacción.
La corriente inferior que sale del separador HP/HT está en una fase de lechada y se envía a una sección de separación que por lo general comprende una serie de dispositivos de presión y temperatura decrecientes - tal como un separador de presión media, una columna de destilación atmosférica y una columna de destilación al vacío - con el objetivo de separar el VGO de los productos más pesados. Los productos pesados del fondo contienen una alimentación no convertida, un catalizador y un sólido formado durante la reacción. Una parte de dichos productos pesados se recicla a la sección de reacción y el resto se retira del procedimiento como corriente de purga.
Los productos de reacción de un procedimiento EST también pueden obtenerse exclusivamente en fase de vapor, como ocurre en el procedimiento EST Salida de la fase de vapor (EST-VPO), descrito en varias solicitudes de patente según el progresivo desarrollo de la tecnología.
El solicitante resume a continuación de forma sintética las solicitudes de patentes que aplican la tecnología EST-VPO.
El documento WO 2008/141830 describe un procedimiento para la hidroconversión de aceites pesados, en el que la reacción se realiza en un reactor de acumulación de sólidos de tipo burbuja capaz de acumular al menos 50 kg/m3, suministrado por hidrógeno o por una mezcla de hidrógeno y sulfuro de hidrógeno, en el que el hidrógeno tiene una relación en peso, con respecto a la alimentación, de al menos 0.3. La concentración de molibdeno usada como catalizador es de al menos 5 kg por cada m3 de alimentación.
El documento WO 2008/141831 describe un sistema para la hidroconversión de aceites pesados que consiste en un reactor de acumulación de sólidos y una sección de rectificación en el exterior o en el interior del reactor. Cuando la sección de rectificación está en el interior, el reactor se puede llenar total o parcialmente y la sección de rectificación se puede colocar en la parte superior del reactor o aguas abajo de un conducto dentro del reactor. Cuando la sección de rectificación está en el exterior, el reactor, completamente lleno, proporciona un circuito para la recirculación forzada de la fase líquida al propio reactor. También es posible que aguas abajo del reactor haya un separador de líquidovapor. El documento Wo 2016/103199 describe un sistema para la hidroconversión de aceites pesados que comprende un reactor, un separador de líquido-vapor y una sección de rectificación de los productos de conversión fuera del reactor. El gas de rectificación se inyecta directamente en el efluente de reacción a través de un conducto de inyección de los gases de rectificación, situado en un punto del conducto de conexión entre la cabeza del reactor y el separador líquido-vapor, estando inclinado dicho conducto de conexión, al menos a partir del punto de inyección, hacia arriba con una pendiente entre 2 % y 20 %, respecto a un plano horizontal. El conducto de inyección de los gases de rectificación está inclinado respecto al eje del conducto de conexión entre la cabeza del reactor y el separador líquido-vapor en un ángulo comprendido entre 20° y 65°. El flujo de la corriente gaseosa de rectificación que se inyecta en el conducto de conexión entre la cabeza del reactor y el separador tiene una dirección de arriba hacia abajo. Después de la rectificación, el efluente se envía a un separador de fases HP/HT para separar la fase líquida que también contiene una pequeña cantidad de sólidos (los formados durante la reacción y el catalizador disperso) que se recicla al reactor y una fase de vapor que contiene los productos de reacción. El documento WO 2018/078555 describe un procedimiento para la hidroconversión de productos de petróleo pesado que se hacen reaccionar en un reactor de
hidroconversión, junto con un reciclado que contiene gas de hidrogenación y en presencia de un catalizador apropiado que produce un efluente de dos fases.
El efluente de reacción se suministra a un paso de rectificación a alta presión y temperatura, que opera a la presión de reacción, usando como gas de rectificación una corriente que tiene la misma composición que el gas suministrado al reactor; y produciendo de este modo una corriente en fase de vapor y una corriente en fase de lechada que contienen los productos pesados y los sólidos. La lechada se recircula en parte a la sección de hidroconversión y en parte se toma de forma continua, formando una corriente de purga.
Existen varios métodos desarrollados para el tratamiento de la purga con el objetivo de recuperar los componentes que se pueden valorar, tales como por ejemplo, los metales del catalizador.
El documento WO 2014/025561 describe un procedimiento para la recuperación de un catalizador por hidrocraqueo a partir de un efluente procedente de una zona de lechada de hidrocraqueo. Dicho procedimiento proporciona la separación del efluente en una primera corriente que contiene disolvente y un componente clarificado (brea), y en una segunda corriente que contiene brea y catalizador.
La separación puede realizarse por centrifugación, filtración, decantación o separación electrostática. La segunda corriente se trata por lixiviación con ácido para extraer el catalizador y formar una solución acuosa y un residuo. Luego, la solución acuosa se trata con aniones para formar una sal insoluble, el catalizador y otra solución acuosa. El documento US 2013/0247406 describe un procedimiento integrado que comprende:
- un procedimiento de valorización de petróleos crudos pesados para convertirlos en productos más ligeros en presencia de un catalizador;
- un procedimiento de desaceitado en el que los residuos pesados y los productos más pesados derivados del tratamiento de petróleos crudos pesados se separan del catalizador gastado que será recuperado posteriormente;
- una zona de síntesis del catalizador.
La separación del catalizador se realiza mediante tratamiento con tecnologías de filtración sobre membranas, y una posterior etapa de devolatilización térmica.
El documento WO 2009/070778 describe un método para la recuperación de metales de un catalizador gastado usado en un procedimiento de lechada para la valorización de aceites pesados. Según el documento WO 2009/070778, la fase que contiene el catalizador gastado se somete a pirólisis y el residuo de pirólisis se pone en contacto con una solución de lixiviación que contiene amoníaco y con aire, para disolver los metales de los grupos VIB y VIII, y formar una lechada presurizada. Dicha lechada contiene al menos un complejo metálico soluble del grupo VIB y VIII, sulfato de amonio y un residuo sólido que contiene al menos un complejo metálico del grupo VB y coque.
Posteriormente, el residuo sólido que contiene metavanadato de amonio y coque de la lechada presurizada se separa y elimina. Se precipita una porción de los metales del grupo VIII. La precipitación se lleva a cabo a un pH predeterminado para precipitar selectivamente una porción de los complejos metálicos de los grupos VIB y VIII.
El documento US 2010/0122938 se refiere a un procedimiento para separar catalizadores sólidos ultrafinos de hidrocraqueo de una lechada líquida de hidrocarburos, estando dichos sólidos presentes en una cantidad comprendida entre el 5 % y el 40 % en peso. El procedimiento contempla las siguientes etapas:
- enfriar una corriente de lechada que contiene hidrocarburos y sólidos, preferiblemente a una temperatura que varía desde 55 °C a 75 °C;
- mezclar dicha corriente enfriada con un disolvente en una relación en peso disolvente/lechada que varía desde 3:1 a 1:3, para formar una primera mezcla que contiene hidrocarburos líquidos, disolvente y una corriente que contiene el hidrocarburo pesado que encapsula el catalizador sólido;
- separar la primera mezcla en una primera centrífuga para formar una segunda mezcla que contiene una baja concentración de hidrocarburo pesado que encapsula el catalizador sólido, y una tercera mezcla que contiene un hidrocarburo pesado que encapsula el catalizador sólido;
- separar la segunda mezcla en al menos una segunda centrífuga para formar una cuarta mezcla que contiene disolvente e hidrocarburos líquidos, y una quinta mezcla que contiene una concentración significativa de hidrocarburo pesado que encapsula el catalizador sólido;
- mezclar la tercera mezcla y la quinta mezcla formando una mezcla final;
- secar la mezcla final para formar una mezcla de hidrocarburos con impurezas en fase de vapor y un residuo sólido tipo coque;
- separar las impurezas de los hidrocarburos y recuperar el residuo sólido.
El documento US 7,790,646 describe un procedimiento para convertir catalizadores finos, presentes en cantidades entre 5 y 40 % en peso, y contenidos en una corriente de lechada junto con aceites pesados en materiales tipo coque, de la cual luego se recuperan los metales del catalizador. El procedimiento consta de los siguientes pasos:
- mezclar una lechada que contiene aceites pesados y un catalizador gastado que contiene sulfuros metálicos de los grupos VIII y VI, con un disolvente, preferiblemente en una proporción volumétrica comprendida entre 0.5/1 y 5/1, preferiblemente a una temperatura que varía desde 25 °C a 80 °C haciendo precipitar los asfaltenos;
- separar, preferiblemente por decantación y/o centrifugación, el catalizador gastado y los asfaltenos precipitados por los aceites pesados y por el disolvente;
- convertir los asfaltenos precipitados en material tipo coque que contiene metales que se recuperarán por pirólisis térmica.
El documento EP 2440635 describe un procedimiento para recuperar metales de corrientes ricas en hidrocarburos y residuos carbonosos que comprende las siguientes etapas:
- enviar dicha corriente a un tratamiento primario, llevado a cabo en una o más etapas, en las que dicha corriente es tratada en presencia de un agente fundente en un aparato apropiado, a una temperatura que varía desde 80 °C a 180 °C y sometida a una separación líquido/sólido para obtener un componente clarificado que consiste en líquidos y una torta;
- opcionalmente someter dicha torta separada a secado para eliminar el componente de hidrocarburo que tiene un punto de ebullición más bajo a una temperatura que varía desde 300 °C a 350 °C de una torta;
- enviar dicha torta, opcionalmente seca, a un tratamiento térmico secundario que comprende:
o una pirólisis sin llama a una temperatura comprendida entre 400 °C y 800 °C;
o una oxidación del residuo de pirólisis llevada a cabo en condiciones de oxidación y a una temperatura comprendida entre 400 °C y 800 °C.
La solicitud de patente US 2010/0326887 describe la separación de una brea no pegajosa de una lechada de hidrocarburo, mediante un tratamiento de destilación que lleva el contenido de gasóleo de vacío (VGO) en el producto final por debajo del 14 % en peso. Los sólidos se concentran en el fondo de la columna formadora de brea.
El documento WO 2017/109728 describe un procedimiento para el tratamiento de corrientes de purga de refinería que comprende los siguientes pasos:
• tomar una corriente de purga de refinería que contenga un componente de hidrocarburo en fase de lechada con un punto de ebullición mayor que o igual a 140 °C, caracterizada por la presencia de cantidades de asfaltenos mayores que o iguales al 5 % en peso y caracterizada por la presencia de contenidos de sólidos mayores que o iguales al 5 % en peso;
• mezclar, a una temperatura mayor que o igual a 100 °C, dicha purga con una mezcla de hidrocarburos o agente fundente, cuyo contenido total de compuestos aromáticos esté comprendido entre el 50 % y el 70 % en peso, y tenga un punto de ebullición inicial igual a o mayor que la temperatura a la que se lleva a cabo la mezcla, de modo que se forme una suspensión con un contenido mayor que o igual al 10 % en peso de compuestos que tienen un punto de ebullición Tbp menor que o igual a 350 °C;
• enviar dicha suspensión a una etapa de separación líquido-sólido, que opera a una temperatura mayor que o igual a 100 °C, separando una fase sólida que contiene un componente orgánico residual y un componente sólido, torta, y una fase líquida que contiene sólidos residuales;
• enfriar la fase sólida obtenida de este modo por debajo de 60 °C, y almacenarla manteniéndola a una temperatura menor que o igual a 60 °C.
En dicho procedimiento la relación en peso entre purga y agente fundente varía entre 1:0.5 y 1:4, y el tiempo promedio de residencia de la mezcla durante el mezclado y antes de la separación líquido-sólido es menor que o igual a 12 horas.
Como se ha indicado anteriormente, la corriente de purga constituye un valor comprendido entre el 6 % y el 8 % de la alimentación fresca, por lo que la conversión total que se puede obtener en condiciones normales de funcionamiento varía del 92 % al 94 %.
Las soluciones técnicas actuales para el tratamiento de purgas permiten reducir la purga a un porcentaje comprendido entre el 2 % y el 3 % con una simplificación considerable de la gestión de la sección de purga. Adicionalmente, como se indicó anteriormente, la purga contiene alimentación no convertida, metales catalizadores, catalizador y residuos carbonosos. Por lo tanto, queda claro cuán importante a los efectos de mejorar la eficiencia de producción y la conversión del procedimiento de hidroconversión de productos de petróleo pesado es la valorización de la purga tratando de recuperar los metales del catalizador, el mismo catalizador y la alimentación no convertida.
Para ello, el solicitante ha encontrado un procedimiento para la hidroconversión de productos de petróleo pesado que integra una sección de hidroconversión con una sección de tratamiento de purga por una corriente de reciclado.
Dicho procedimiento comprende los siguientes pasos:
• Suministro a una sección de hidroconversión en fase de lechada de un precursor de catalizador que contiene molibdeno, productos de petróleo pesado (la alimentación) y una corriente que contiene hidrógeno;
• Llevar a cabo una reacción de hidroconversión que produzca un efluente de reacción que posteriormente se separa a alta presión y alta temperatura en una fase de vapor y una fase de lechada;
• Posteriormente, enviar la fase de vapor separada a una sección de tratamiento de gases con la función de separar una fracción líquida del gas que contiene hidrógeno;
• Posteriormente, enviar la fase de lechada a una sección de separación que tiene la función de separar las fracciones de gasóleo de vacío (VGO), gasóleo de vacío pesado (HVGO), gasóleo de vacío liviano (LVGO), gasóleo atmosférico (AGO), de una corriente de productos orgánicos pesados que contiene asfaltenos, alimentación no convertida, catalizador y sólido formado durante la reacción de hidroconversión;
• Reciclar una parte de dichos productos orgánicos pesados a la sección de reacción y formar una corriente de purga con el resto;
• Calentar dicha corriente de purga a una temperatura mayor que o igual a 185 °C y no superior a 220 °C y, posteriormente;
• Someter dicha purga caliente a decantación bajando la temperatura de forma progresiva y controlada hasta la temperatura mínima de 100 °C, sin agitar la purga, de forma que se forme una fase ligera, denominada componente clarificado, y una fase pesada, denominada torta, en función de la densidad;
• Reciclar el componente clarificado a la sección de hidroconversión en fase de lechada.
Ventajosamente con el procedimiento descrito y reivindicado es posible reducir la torta a un valor comprendido entre el 2 % y el 6 % con respecto a la alimentación fresca, y aumentar de este modo la conversión total que se puede obtener en condiciones normales de operación hasta valores que varían del 94 % al 98 %. El componente clarificado, al ser un producto derivado de una unidad de separación aguas abajo de un procedimiento de hidroconversión, contiene asfaltenos de baja reactividad con respecto a la alimentación fresca. Por lo tanto, el reciclaje del componente clarificado a la sección de hidroconversión de lechada aumenta la cantidad de asfaltenos de baja reacción que ingresan a la sección de hidroconversión. Si esta sección ya está dimensionada, este reciclado resulta en una reducción de la capacidad de la planta, es decir, una reducción de la alimentación fresca a la sección de hidroconversión y un aumento en el consumo de hidrógeno.
Para poder convertir esta fracción extra de asfaltenos de baja reactiva, recuperando la capacidad de la planta y con la sección de hidroconversión ya dimensionada, es necesario modificar ligeramente las condiciones de operación aumentando la temperatura de reacción. Si en cambio es posible cambiar los volúmenes de la sección de reacción de hidroconversión, es suficiente considerar el reciclaje de la corriente clarificada y su reactividad en la fase de lechada en el dimensionamiento.
Los propósitos y ventajas adicionales de la presente invención se harán más evidentes a partir de la siguiente descripción y las figuras adjuntas, que se proporcionan únicamente a modo de ejemplo no limitativo, que representan las realizaciones preferidas de la invención.
La figura 1 ilustra una realización preferida del procedimiento según la presente invención, en la que la alimentación (1) fresca se suministra junto con los precursores (2) del catalizador en un reactor (A) de hidroconversión. El efluente de la reacción se suministra a un separador (B) de alta presión y temperatura que forma una corriente (5) gaseosa y
una lechada (7). El gas (5) se suministra a la sección de tratamiento (C) donde se separa una corriente gaseosa que contiene hidrógeno (4) de nafta, gasóleo atmosférico (AGO) y gasóleo de vacío (VGO) indicados con 6.
La lechada (7) se suministra a una sección (D) de separación al vacío para separar el gasóleo al vacío (VGO) de un producto pesado que en parte se recicla al reactor (12) y en parte forma una corriente (9) de purga. La purga se somete a decantación (E) donde se separa una torta (10) de un componente (11) clarificado que se recicla al reactor (A).
La figura 1 también indica un corte de gas (13) de saturación procedente del reciclado gaseoso que se suministra al fondo del separador (B) de alta presión y temperatura.
La figura 2 es sustancialmente idéntica a la figura 1 y no proporciona el gas de saturación.
Descripción detallada
A continuación se describe en detalle el procedimiento de hidroconversión de productos de petróleo pesado, también con referencia a la figura 1, que integra una sección de hidroconversión con una sección de tratamiento de purga mediante separación por decantación estática obteniendo una corriente de reciclaje.
Los precursores de un catalizador en base a molibdeno (2), productos de petróleo pesado (la alimentación, 1) y una corriente (3,4) que contiene hidrógeno se suministran a un reactor (A) de hidroconversión en fase de lechada en el que se convertido, produciendo un efluente de reacción que posteriormente se separa en un separador (B) de alta presión y alta temperatura en una fase (5) de vapor y una fase (7) de lechada.
Preferiblemente, el reactor de hidroconversión en fase de lechada es una columna de burbujeo. Se pueden usar uno o más reactores de hidroconversión colocados en paralelo; igualmente, se pueden usar uno o más separadores de alta presión y alta temperatura colocados en paralelo.
Preferiblemente, una parte del gas (13) reciclado que contiene hidrógeno se suministra al separador de alta presión y alta temperatura.
La fase de vapor separada se suministra posteriormente a una sección de tratamiento de gas que tiene la función de separar una fracción líquida del gas que contiene hidrógeno.
La sección de tratamiento de vapor opera a presión y temperatura gradualmente decrecientes.
Dicha sección puede comprender intercambiadores de calor alternados con una columna de lavado que usa VGO como disolvente, un separador de alta presión y media temperatura, un separador de alta presión y baja temperatura.
De la sección de tratamiento de vapor se recuperan nafta, gasóleo atmosférico (AGO), gasóleo de vacío (VGO) y corriente gaseosa rica en hidrógeno, que contiene gases hidrocarburo de 1 a 4 átomos de carbono, y que se recicla a la sección (4) de hidroconversión, a excepción de una muestra gaseosa que se puede suministrar al separador (B) de alta presión y alta temperatura.
La fase (7) de lechada se envía posteriormente a una sección (D) de separación de líquidos que tiene la función de separar el gasóleo de vacío (VGO, 8) de una corriente de productos pesados que contienen alimentación no convertida, sulfuros metálicos, catalizador y sólido formado durante la reacción de hidroconversión. Preferiblemente, dicha sección de separación de líquidos puede comprender una serie de dispositivos de disminución de presión y temperatura. En un primer paso la lechada se suministra a un separador de alta temperatura y baja presión que funciona como acumulador; en un segundo paso, la fase de vapor separada se suministra a una columna de preflash, finalmente, la corriente inferior se suministra a un rectificador para separar los ligeros y, finalmente, en un tercer paso, la corriente enriquecida que sale del rectificador se suministra a una columna de destilación al vacío; alternativamente, el rectificador no está presente y la corriente inferior se suministra a una columna de destilación al vacío. De la columna de vacío se recuperan la fracción de gasóleo de vacío (VGO), la fracción de gasóleo de vacío ligero (LVGO), la fracción de gasóleo de vacío pesado (HVGO), el aceite de lavado y el residuo de vacío. El residuo de vacío sale la parte inferior de la columna de vacío y es rico en asfaltenos, sólidos, metales y catalizadores y forma una corriente de productos pesados.
Una parte de los productos pesados se recicla a la sección (12) de reacción, mientras que el resto forma una corriente (9) de purga.
La purga se calienta entonces a una temperatura mayor que o igual a 185 °C y no superior a 220 °C, preferiblemente entre 200 y 220 °C.
Posteriormente la purga se somete a decantación bajando la temperatura de forma progresiva y controlada hasta la temperatura mínima de 100 °C, preferiblemente comprendida entre 100 °C y 170 °C, más preferiblemente comprendida entre 100 °C y 160 °C. El descenso de la temperatura de forma controlada puede realizarse de diferentes formas:
• mediante el uso de un tanque de tamaño adecuado y termostatizado, por ejemplo, un termostato de aceite caliente, o
• mezclando la corriente tibia que se va a decantar, por ejemplo la purga caliente, con una corriente fría, por ejemplo el componente clarificado que puede estar a una temperatura que varía desde 200 °C a 80 °C, considerando el balance térmico adecuado del sistema para calcular los caudales de los mismos.
El descenso de la temperatura es de un valor que varía desde 3 °C por minuto a 10 °C por minuto, preferiblemente de 5 °C por minuto a 10 °C por minuto, más preferiblemente 10 °C por minuto.
Durante la decantación estática, la temperatura debe ser tal que haga insolubles los asfaltenos y al mismo tiempo haga móvil el componente clarificado que permita su extracción.
En el intervalo de temperatura comprendido entre 100 °C y 160 °C la separación de la fase densa es óptima.
Durante la fase de decantación no se agita la purga. La decantación forma una fase ligera, denominada componente clarificado, y una fase pesada, denominada torta, en función de la densidad.
El componente clarificado se recicla a la sección de hidroconversión en fase de lechada.
La relación en peso entre el componente clarificado y la alimentación fresca puede variar en el intervalo desde 2 % a 13 %, preferiblemente desde 3 % a 10 % en peso.
El tiempo requerido para la formación de una fase pesada o torta puede variar preferiblemente desde 15 minutos a 2 horas, más preferiblemente varía entre 20 minutos y 1 hora. La velocidad de decantación está preferiblemente comprendida entre 85 mm/hora y 300 mm/hora.
La torta producida es "vítrea" a temperatura ambiente con un punto de reblandecimiento que puede variar desde 80 °C a 100 °C y penetración 2 dmm.
La consistencia de la torta se debe a la presencia de sólidos (THFi) en mayor concentración que las otras corrientes ya la presencia de compuestos asfalténicos.
El catalizador se genera "in situ" mediante un precursor que contiene Mo soluble en aceite, suministrado al reactor de fase líquida de hidroconversión directamente con la alimentación. El precursor normalmente usado consiste en una solución de octoato de Mo (2-etilhexanoato) en ácido 2-etilhexanoico, que contiene un 15.5 % en peso de Mo. El precursor del catalizador es líquido y reacciona con el sulfuro procedente de la alimentación y el hidrógeno presente en el reactor formando MoS2 (molibdenita sólida finamente dispersa en fase líquida) en láminas.
Los reactores de hidroconversión pueden operar en un intervalo de temperatura comprendido entre 420 °C a 440 °C, a una presión comprendida entre 155 atm y 160 atm. Los separadores de alta presión y alta temperatura operan en las mismas condiciones de operación que los reactores de hidroconversión, excepto por las pérdidas de carga y las pérdidas de calor a lo largo de la línea que conecta los reactores con los separadores.
A continuación se describen algunos ejemplos de aplicación de la presente invención que tienen una finalidad puramente descriptiva y no limitativa y que representan realizaciones preferidas.
Ejemplos
Los siguientes ejemplos son el resultado de cálculos de procedimiento, en los que el procedimiento de hidroconversión contempla la presencia de un decantador. El procedimiento de hidroconversión se dimensiona para dar los resultados del ejemplo 1. En todos los casos en los que está presente el decantador, la conversión del procedimiento aumenta, a medida que disminuye el caudal que se va a enviar a los límites de la batería.
Ejemplo comparativo 1
Se suministran a una hidroconversión 160.2 t/h de residuo de columna de vacío y 6.4 t/h de hidrógeno de reposición (que tiene en cuenta no sólo el consumo efectivo de hidrógeno sino también las pérdidas en los diversos puntos de la planta) a un reactor a una temperatura de 426.8 °C y a una presión de 160 bara; el catalizador usado es octoato de molibdeno, que contiene 15.5 % de molibdeno; el caudal de catalizador fue de 190.4 kg/h.
El procedimiento no contempla la decantación de la purga, por lo que se envía al límite de la batería. Dado que no existe un procedimiento de decantación, no se produce ni componente clarificado ni torta. Por lo tanto, no se proporciona el reciclaje del componente clarificado.
La conversión total se calcula según la ecuación 1:

Los resultados se informan en la tabla 1.
Ejemplo 1
Se suministran 160.2 t/h de residuo de vacío a un reactor de hidroconversión a una temperatura de 426.8 °C y a una presión de 160 bara. El catalizador es siempre el mismo que en el ejemplo comparativo 1 y su caudal es de 190.4 kg/h; también el hidrógeno tiene el mismo caudal que el ejemplo comparativo 1 (6.4 t/h).
En este caso, el procedimiento de separación mediante decantación estática se aplica a la corriente de purga. Por lo tanto, la corriente de purga es enviada en su totalidad al decantador el cual actúa de tal manera que se obtiene una corriente de componente clarificado y una corriente de torta. En este caso no se considera el reciclaje del componente clarificado, es decir, tanto la corriente de torta como el componente clarificado se envían al límite de la batería. El procedimiento de decantación considera un rendimiento de torta de 35 % a 40 % y un rendimiento de componente clarificado de 60 % a 65 %.
La conversión total se calcula según la ecuación 2:
Conversión total (% en peso) = ( 100 - (% de componente
clarificado % de peso de la torta)), ambos se consideran
enviados al límite de la batería.
En este caso los rendimientos de los productos en cortes (calculados como kg/h de cada corte que sale de la planta dividido por el caudal de alimentación fresca más el caudal de catalizador) y la conversión del procedimiento no cambian con respecto al ejemplo comparativo 1, siendo solo una separación de fases de la corriente de purga. Los resultados se reportan en la tabla 1.
Ejemplo 2
Se repite el ejemplo 1 agregando también el reciclado del componente clarificado.
La corriente del componente clarificado se recicla a la entrada del reactor de hidroconversión, manteniendo invariable la temperatura de operación de 426.8 °C además del dimensionamiento de todo el sistema de hidroconversión. La presión del reactor es siempre de 160 bara, el caudal del catalizador (igual que el ejemplo comparativo 1, octoato de molibdeno) es de 197.6 kg/h y el caudal de hidrógeno es de 6.4 t/h.
La corriente del componente clarificado reacciona aumentando los rendimientos de los productos con un punto de ebullición menor que 500 °C. Además de la temperatura de funcionamiento, la variable THFi se establece en la corriente de purga, lo que garantiza que aumente la cantidad de purga que se tratará en la unidad de decantación, aumentando el rendimiento en la torta. En este ejemplo, solo la torta sale en los límites de la batería, siendo reciclado completamente el componente clarificado a la unidad de hidroconversión.
La conversión del ejemplo 2, aplicando la ecuación 2, introduciendo el decantador estático aumenta al 97.2 %.
Los resultados se informan en la tabla 1.
Tabla 1: comparación de diferentes ejemplos a temperatura de procedimiento constante y THFi en la purga, varía la capacidad de la planta.

continuación

El consumo de hidrógeno se calcula como la proporción entre la diferencia de los kg/h de hidrógeno en los productos menos los kg/h de hidrógeno en los reactivos dividida por la suma de los caudales de alimentación fresca y catalizador. Los rendimientos de producto en los cortes se calculan como kg/h de cada corte que sale de la planta dividido por el caudal de alimentación fresca más el caudal de catalizador. La suma de los rendimientos es igual a 100 más el consumo de hidrógeno.
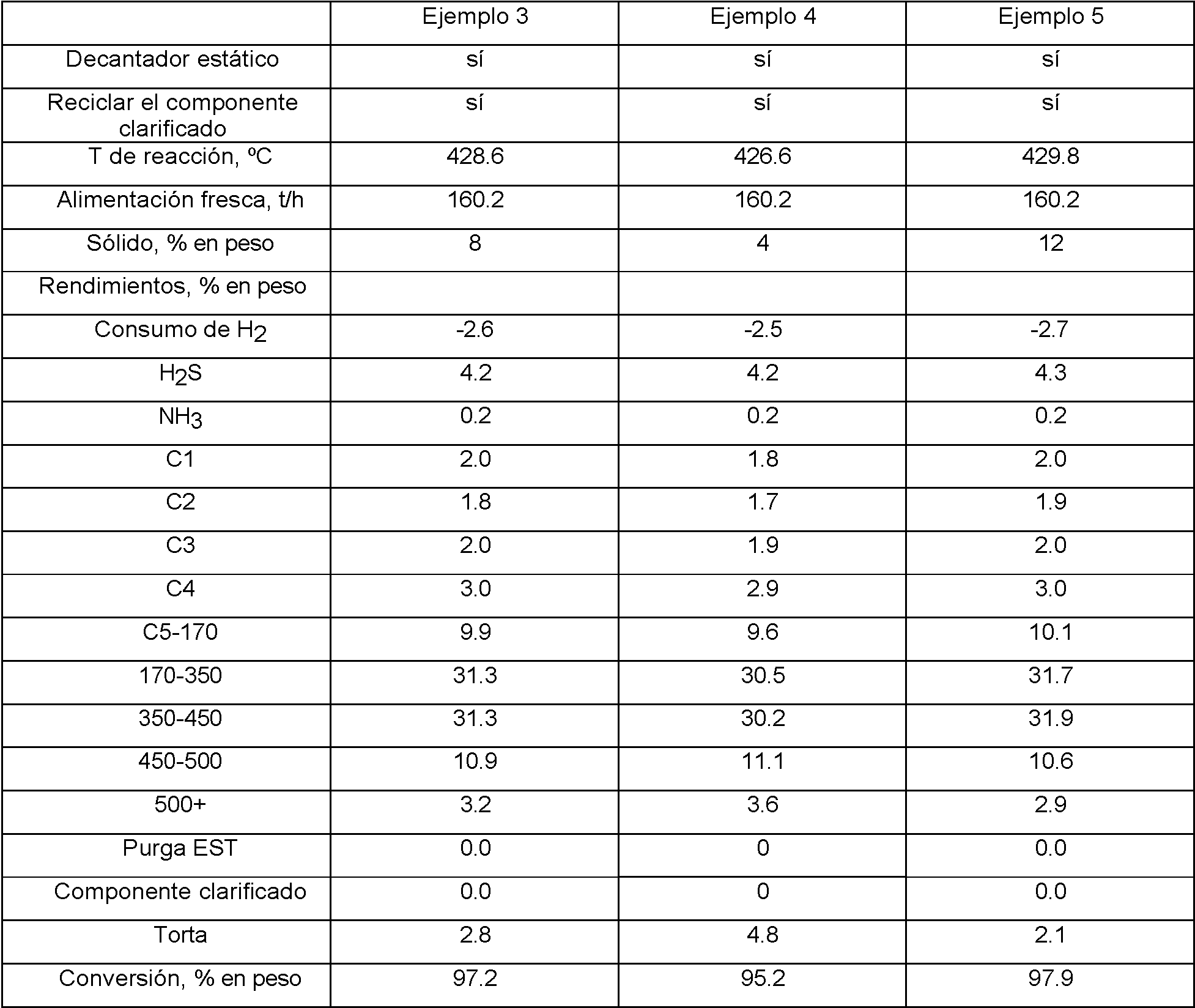
Ejemplo 3
A partir del ejemplo 2, la temperatura del reactor de hidroconversión varía desde 426.8 °C a 428.6 °C. La presión del reactor es siempre de 160 bara. La corriente de purga que sale de la sección de hidroconversión se envía a la unidad de decantación, hay una producción de componente clarificado que se recicla a la sección de hidroconversión y torta que se envía a los límites de la batería.
La tabla 2 muestra el ejemplo 2 y lo compara con el ejemplo 3 en el que se muestra que reciclando el componente clarificado al reactor de hidroconversión se puede mantener la conversión del procedimiento aumentando la temperatura de 426.8 °C a 428.6 °C restaurando la capacidad de la planta al presente en el ejemplo comparativo 1 sin tener que redimensionar toda la planta. El caudal de hidrógeno de esta nueva carcasa es de 6.9 t/h, mientras que el caudal de catalizador es de 218.3 kg/h.
Tabla 2: Comparación de diferentes casos con capacidad de planta constante y THFi en la purga, variando la temperatura del procedimiento.

continuación

Ejemplo 4
Se toma de nuevo el ejemplo 3 para este ejemplo. La alimentación a la planta se mantiene constante e igual a 160.2 t/h y se reduce la concentración de THFi en la purga a partir de las condiciones del ejemplo 3 (8 %), hasta un valor del 4 %. Reducir la cantidad de THFi presente en la purga significa, operativamente, aumentar la cantidad de purga que sale de la planta, extrayendo una mayor cantidad de la unidad de hidroconversión. La presión del reactor es siempre de 160 bara, la temperatura del reactor es de 426.6 °C, el caudal del catalizador es de 410.1 kg/h, mientras que el caudal de hidrógeno es de 6.5 t/h.
Ejemplo 5
Se toma de nuevo el ejemplo 3 para este ejemplo. La alimentación a la planta se mantiene constante e igual a 160.2 t/h y se aumenta la concentración de THFi en el reciclado a partir de las condiciones del ejemplo 3 (8 %), hasta un valor del 12 %. Incrementar la cantidad de THFi presente en la purga significa, operativamente, disminuir la cantidad de purga que sale de la planta, dejando una mayor cantidad de THFi dentro de la planta de hidroconversión. La presión del reactor es siempre de 160 bara, la temperatura del reactor es de 429.8 °C, el caudal del catalizador es de 150.1 kg/h, mientras que el caudal de hidrógeno es de 7.1 t/h.
La tabla 3 muestra los ejemplos 3, 4 y 5 donde la capacidad de la planta se mantiene fija, se cambia el contenido de THFi en el reciclado, es decir, la cantidad de purga enviada a la unidad de decantación estática. Esto implica un cambio en la cantidad de componente clarificado reciclable. Incluso en estas condiciones, las conversiones del procedimiento siguen siendo superiores a las del ejemplo comparativo.
Tabla 3: Comparación de diferentes ejemplos con capacidad de planta constante, variando la temperatura de procedimiento y la concentración de THFi en la purga.
Los ejemplos abarcan, por lo tanto, diferentes casos, en los que un aumento en la conversión del procedimiento de 93 % a 98 % con respecto al comparativo; introduciendo la unidad de sedimentación estática aguas abajo del procedimiento de hidroconversión para tratar toda la corriente de purga y reciclando toda la corriente del componente clarificado al reactor de hidroconversión en un % entre 3-10 % en peso (componente clarificado/alimentación fresca, %).
Los ejemplos ilustrados muestran la gran ventaja que se puede obtener con la presente invención, que es la de reducir la corriente que se va a enviar hasta los límites de la batería, obteniendo un producto por decantación estática de la purga, que es convertible, reciclándolo a la sección de hidroconversión. Al aplicar la tecnología de decantación a la corriente de purga de la sección de hidroconversión, el potencial de la planta no se ve afectado por la introducción del decantador estático (véase, la comparación entre el ejemplo comparativo 1 y el ejemplo 1). Si por el contrario se opta por reciclar el flujo del componente clarificado, la conversión también aumenta ya que solo el torta se envía al límite de batería, pero a costa de una reducción de potencial (véase, la comparación entre los ejemplos 1 y 2). El potencial se puede recuperar fácilmente actuando sobre las condiciones de operación del reactor, aumentando ligeramente la temperatura (comparación de los ejemplos 2 y 3). Finalmente, con el mismo potencial de planta, usando diferentes concentraciones de THFi en el reciclado, o variando la cantidad de purga enviada al decantador y por lo tanto la cantidad de componente clarificado reciclado a la sección de hidroconversión, las conversiones son siempre mayores que en el caso comparativo.
Claims (16)
1. Un procedimiento para la hidroconversión de productos de petróleo pesado que comprende los siguientes pasos:
• Suministro a una sección de hidroconversión en fase de lechada de un precursor de catalizador que contiene molibdeno, productos de petróleo pesado y una corriente que contiene hidrógeno;
• Llevar a cabo una reacción de hidroconversión que produzca un efluente de reacción que posteriormente se separa a alta presión y alta temperatura en una fase de vapor y una fase de lechada;
• Posteriormente, enviar la fase de vapor separada a una sección de tratamiento de gases con la función de separar una fracción líquida del gas que contiene hidrógeno;
• Posteriormente, enviar la fase de lechada a una sección de separación que tiene la función de separar el gasóleo de vacío (VGO), gasóleo de vacío pesado (HVGO), gasóleo de vacío liviano (LVGO), gasóleo atmosférico (AGO), de una corriente de productos orgánicos pesados que contienen asfaltenos, alimentación no convertida, catalizador y sólido formado durante la reacción de hidroconversión;
• Reciclar una parte de dichos productos orgánicos pesados a la sección de reacción y formar una corriente de purga con el resto;
• Calentar dicha corriente de purga a una temperatura mayor que o igual a 185 °C y no superior a 220 °C y, posteriormente;
• Someter dicha purga caliente a decantación bajando la temperatura de forma progresiva y controlada hasta la temperatura mínima de 100 °C, sin agitar la purga, de modo que se forme una fase ligera, denominada componente clarificado, y una fase pesada, denominada torta, en función de la densidad;
• Reciclar el componente clarificado a la sección de hidroconversión en fase de lechada.
2. El procedimiento para la hidroconversión de productos de petróleo pesado según la reivindicación 1, en el que el reactor de hidroconversión en fase de lechada es un reactor de burbujas.
3. El procedimiento para la hidroconversión de productos de petróleo pesado según la reivindicación 1 o 2, en el que la reacción se realiza en uno o más reactores de hidroconversión colocados en paralelo y de igual manera la separación del efluente se realiza en uno o más separadores de alta presión y temperatura colocados en paralelo.
4. El procedimiento para la hidroconversión de productos de petróleo pesado según una cualquiera de las reivindicaciones 1 a 3, en el que la sección de tratamiento de vapor comprende intercambiadores de calor alternados con una columna de lavado (VGO), un separador de alta presión y media temperatura, un separador de alta presión y baja temperatura.
5. El procedimiento para la hidroconversión de productos de petróleo pesado según una cualquiera de las reivindicaciones 1 a 4, en el que dicha sección de separación de líquidos comprende un separador de alta temperatura y baja presión que funciona como un acumulador; una columna de preflash, posiblemente un rectificador para separar los ligeros y, por último, una columna de destilación al vacío para recuperar la fracción VGO, la fracción LVGO, la fracción HVGO, el aceite de lavado y el residuo de vacío.
6. El procedimiento para la hidroconversión de productos de petróleo pesado según una cualquiera de las reivindicaciones 1 a 5, en el que la purga se calienta a una temperatura comprendida entre 200 °C y 220 °C.
7. El procedimiento según una cualquiera de las reivindicaciones 1 a 6, en el que la purga caliente se enfría a una temperatura que varía en el intervalo comprendido entre 100 °C y 170 °C.
8. Un método según la reivindicación 7, en el que la purga se enfría a una temperatura comprendida entre 100 °C y 160 °C.
9. El procedimiento para la hidroconversión de productos de petróleo pesado según una cualquiera de las reivindicaciones 1 a 8, en el que la relación en peso de componente clarificado reciclado y alimentación fresca varía en el intervalo desde 2 % a 13 %.
10. El procedimiento para la hidroconversión de productos de petróleo pesado según la reivindicación 9, en el que la relación en peso del componente clarificado reciclado y la alimentación fresca varía en el intervalo desde 3 % a 10 % en peso.
11. El procedimiento para la hidroconversión de productos de petróleo pesado según una cualquiera de las reivindicaciones 1 a 10, en el que el tiempo requerido para la formación de una fase pesada o torta varía desde 15 minutos a 2 horas.
12. El procedimiento para la hidroconversión de productos de petróleo pesado según la reivindicación 11, en el que el tiempo requerido para la formación de una fase pesada o torta varía desde 20 minutos a 1 hora.
13. El procedimiento para la hidroconversión de productos de petróleo pesado según una cualquiera de las reivindicaciones 1 a 12, en el que la velocidad de decantación está comprendida entre 85 mm/hora y 300 mm/hora.
14. El procedimiento para la hidroconversión de productos de petróleo pesado según una cualquiera de las reivindicaciones 1 a 13, en el que el precursor del catalizador es una solución de Mo-octoato (2-etil hexanoato) en ácido 2-etilexanoico, que contiene 15.5 % en peso de Mo
15. El procedimiento para la hidroconversión de productos de petróleo pesado según una cualquiera de las reivindicaciones 1 a 14, en el que los reactores de hidroconversión y los separadores de alta presión y temperatura operan en un intervalo de temperatura comprendido entre 420 °C y 440 °C, a una presión comprendida entre 155 atm y 160 atm.
16. El procedimiento según una cualquiera de las reivindicaciones 1 a 15, en el que la disminución controlada de la temperatura se realiza:
• mediante el uso de un tanque de tamaño adecuado y termostatizado, o
• mediante la mezcla de una corriente caliente que se va a decantar con una corriente fría, considerando el adecuado balance térmico del procedimiento para el cálculo de los caudales del mismo.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT201800008890 | 2018-09-25 | ||
| PCT/IB2019/058084 WO2020065522A1 (en) | 2018-09-25 | 2019-09-24 | Process for the hydroconversion of heavy oil products with recycling |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2925285T3 true ES2925285T3 (es) | 2022-10-14 |
Family
ID=64607164
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES19782739T Active ES2925285T3 (es) | 2018-09-25 | 2019-09-24 | Procedimiento para la hidroconversión de productos petroleros pesados con reciclaje |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11499103B2 (es) |
| EP (1) | EP3856877B1 (es) |
| CN (1) | CN112840009B (es) |
| ES (1) | ES2925285T3 (es) |
| HU (1) | HUE059805T2 (es) |
| PL (1) | PL3856877T3 (es) |
| PT (1) | PT3856877T (es) |
| RS (1) | RS63555B1 (es) |
| SA (1) | SA521421541B1 (es) |
| WO (1) | WO2020065522A1 (es) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20250002790A1 (en) * | 2023-06-28 | 2025-01-02 | Chevron U.S.A. Inc. | Hydroconversion of a biomass feedstock to hydrocarbon fuels in a slurry phase catalyst reactor |
| WO2025163346A1 (en) | 2024-01-31 | 2025-08-07 | Eni S.P.A. | Hydroconversion process of heavy charges including the treatment of slurry streams and the relevant plant |
| WO2025238589A1 (en) * | 2024-05-17 | 2025-11-20 | Eni S.P.A. | Catalytic precursors based on molybdenum sulphonates and/or carboxylates, process of preparation thereof and use thereof in hydroconversion processes of fossil feedstocks or feedstocks of renewable origin |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4334976A (en) * | 1980-09-12 | 1982-06-15 | Mobil Oil Corporation | Upgrading of residual oil |
| US4521295A (en) * | 1982-12-27 | 1985-06-04 | Hri, Inc. | Sustained high hydroconversion of petroleum residua feedstocks |
| ITMI20022713A1 (it) * | 2002-12-20 | 2004-06-21 | Enitecnologie Spa | Procedimento per la conversione di cariche pesanti quali |
| ITMI20042446A1 (it) * | 2004-12-22 | 2005-03-22 | Eni Spa | Procedimento per la conversione di cariche pesantyi quali i greggi pesanti e i residui di distillazione |
| ITMI20042445A1 (it) * | 2004-12-22 | 2005-03-22 | Eni Spa | Procedimento per la conversione di cariche pesanti quali greggi pesanti e residui di distillazione |
| US7674369B2 (en) | 2006-12-29 | 2010-03-09 | Chevron U.S.A. Inc. | Process for recovering ultrafine solids from a hydrocarbon liquid |
| ITMI20071044A1 (it) | 2007-05-23 | 2008-11-24 | Eni Spa | Sistema e procedimento per l'idroconversione di oli pesanti |
| ITMI20071045A1 (it) | 2007-05-23 | 2008-11-24 | Eni Spa | Procedimento per l'idroconversione di oli pesanti |
| JP2011509165A (ja) | 2007-11-28 | 2011-03-24 | シェブロン ユー.エス.エー. インコーポレイテッド | 使用済み水素化処理触媒から卑金属を回収するためのプロセス |
| US7790646B2 (en) | 2007-12-20 | 2010-09-07 | Chevron U.S.A. Inc. | Conversion of fine catalyst into coke-like material |
| US8236169B2 (en) * | 2009-07-21 | 2012-08-07 | Chevron U.S.A. Inc | Systems and methods for producing a crude product |
| US8178461B2 (en) | 2008-12-30 | 2012-05-15 | Chevron U.S.A. Inc | Thermal treatment processes for spent hydroprocessing catalyst |
| US8110090B2 (en) * | 2009-03-25 | 2012-02-07 | Uop Llc | Deasphalting of gas oil from slurry hydrocracking |
| IT1398278B1 (it) | 2009-06-10 | 2013-02-22 | Eni Spa | Procedimento per recuperare metalli da una corrente ricca in idrocarburi e residui carboniosi |
| FR2958656B1 (fr) * | 2010-04-13 | 2012-05-11 | Inst Francais Du Petrole | Procede d'hydroconversion de charges petrolieres via une technologie en slurry permettant la recuperation des metaux du catalyseur et de la charge mettant en oeuvre une etape d'extraction. |
| WO2012092006A2 (en) * | 2010-12-30 | 2012-07-05 | Chevron U.S.A. Inc. | Hydroprocessing catalysts and methods for making thereof |
| US10400184B2 (en) * | 2011-08-31 | 2019-09-03 | Exxonmobil Research And Engineering Company | Hydroprocessing of heavy hydrocarbon feeds using small pore catalysts |
| CA2783608A1 (en) * | 2012-07-23 | 2014-01-23 | Lucie Wheeler | Environmental process to transform contaminated or uncontaminated feed materials into useful products, uses of the process, products thereby obtained and uses thereof, manufacturing of the corresponding plant |
| US8912111B2 (en) * | 2012-08-07 | 2014-12-16 | Uop Llc | Process for catalyst recovery and optional recycle in a slurry hydrocracking process |
| SG11201508916TA (en) * | 2013-07-02 | 2016-01-28 | Saudi Basic Ind Corp | Process for upgrading refinery heavy residues to petrochemicals |
| ES2709669T3 (es) | 2014-12-23 | 2019-04-17 | Eni Spa | Sistema y proceso para aumentar la capacidad de conversión de aceites pesados |
| US10201810B2 (en) * | 2015-11-09 | 2019-02-12 | Indian Oil Corporation Limited | Vacuum resid upgradation and graphite production |
| ITUB20159304A1 (it) * | 2015-12-22 | 2017-06-22 | Eni Spa | Procedimento per il trattamento di correnti di spurgo da raffineria. |
| IT201600080574A1 (it) * | 2016-08-01 | 2018-02-01 | Luigi Patron | Sistema e metodo di idroconversione di oli pesanti mediante un reattore a catalizzatore disperso in singolo stadio di reazione con riciclo, a doppia estrazione di liquido di reazione dal reattore |
| IT201600109063A1 (it) | 2016-10-28 | 2018-04-28 | Eni Spa | Apparato e procedimento per l'idroconversione di prodotti petroliferi pesanti |
| US11732203B2 (en) * | 2017-03-02 | 2023-08-22 | Hydrocarbon Technology & Innovation, Llc | Ebullated bed reactor upgraded to produce sediment that causes less equipment fouling |
| CA3057131C (en) * | 2018-10-17 | 2024-04-23 | Hydrocarbon Technology And Innovation, Llc | Upgraded ebullated bed reactor with no recycle buildup of asphaltenes in vacuum bottoms |
| IT201800020818A1 (it) * | 2018-12-21 | 2020-06-21 | Eni Spa | Procedimento di idroconversione di miscele di polimeri |
-
2019
- 2019-09-24 WO PCT/IB2019/058084 patent/WO2020065522A1/en not_active Ceased
- 2019-09-24 US US17/279,357 patent/US11499103B2/en active Active
- 2019-09-24 CN CN201980063233.7A patent/CN112840009B/zh active Active
- 2019-09-24 PL PL19782739.7T patent/PL3856877T3/pl unknown
- 2019-09-24 EP EP19782739.7A patent/EP3856877B1/en active Active
- 2019-09-24 HU HUE19782739A patent/HUE059805T2/hu unknown
- 2019-09-24 PT PT197827397T patent/PT3856877T/pt unknown
- 2019-09-24 RS RS20220799A patent/RS63555B1/sr unknown
- 2019-09-24 ES ES19782739T patent/ES2925285T3/es active Active
-
2021
- 2021-03-23 SA SA521421541A patent/SA521421541B1/ar unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP3856877A1 (en) | 2021-08-04 |
| CN112840009B (zh) | 2022-11-01 |
| US11499103B2 (en) | 2022-11-15 |
| PT3856877T (pt) | 2022-08-16 |
| SA521421541B1 (ar) | 2023-02-07 |
| RS63555B1 (sr) | 2022-09-30 |
| HUE059805T2 (hu) | 2022-12-28 |
| EP3856877B1 (en) | 2022-07-27 |
| US20210395623A1 (en) | 2021-12-23 |
| WO2020065522A1 (en) | 2020-04-02 |
| PL3856877T3 (pl) | 2022-11-14 |
| CN112840009A (zh) | 2021-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2548589T3 (es) | Proceso de hidroconversión para aceites pesados y extrapesados y residuos | |
| ES2360348T3 (es) | Procedimientos para la hidroconversión de aceites pesados. | |
| ES2728566T3 (es) | Procedimiento de conversión de cargas que comprende una etapa de hidrocraqueo, una etapa de precipitación y una etapa de separación de sedimentos para la producción de fuelóleos | |
| ES2656416T3 (es) | Procedimiento de conversión de cargas petroleras que comprende una etapa de hidrocraqueo en lecho burbujeante, una etapa de maduración y una etapa de separación de sedimentos para la producción de fueloil con un bajo contenido de sedimentos | |
| US4370221A (en) | Catalytic hydrocracking of heavy oils | |
| US20070138055A1 (en) | Process for upgrading heavy oil using a highly active slurry catalyst composition | |
| ES2925285T3 (es) | Procedimiento para la hidroconversión de productos petroleros pesados con reciclaje | |
| ES2752458T3 (es) | Conversión de brea asfalténica dentro de un proceso de hidrocraqueo de residuos de lecho en ebullición | |
| JP2009520062A (ja) | 新規の反応器分離システムを有する反応器を用いて重油を品質向上するための方法 | |
| CN102134506A (zh) | 用于加氢转化方法的添加剂及其制备和使用方法 | |
| CA3021229A1 (en) | Process for partial upgrading of heavy oil | |
| ES2556753T3 (es) | Catalizador en suspensión y valorización de copos de suspensión | |
| CN111655824A (zh) | 用于回收加氢裂化软沥青的方法和设备 | |
| ITUB20159304A1 (it) | Procedimento per il trattamento di correnti di spurgo da raffineria. | |
| GB1577464A (en) | Liquefaction of coal in a non-hydrogen donor solvent | |
| CN111575049A (zh) | 溶剂脱沥青油在重油上流式加氢裂化过程的用法 | |
| ES2880675T3 (es) | Método para la separación física de corrientes de purga de refinería | |
| JPS58108290A (ja) | 酢酸エチル−不溶物の再循環による石炭液化法 | |
| US4330392A (en) | Hydroconversion process | |
| CN104927914A (zh) | 包含使用供氢烃的低氢油比预加氢过程的高芳烃加氢方法 | |
| RU2794324C2 (ru) | Способ гидропереработки тяжелых нефтепродуктов с повторной переработкой | |
| CN103153428B (zh) | 烃加工单元中的残片处理 | |
| US3708569A (en) | Burning unconverted h-oil residual | |
| RU2672254C1 (ru) | Способ комплексной переработки остатка атмосферной дистилляции газового конденсата и установка для его осуществления | |
| HK1156653A (en) | Hydroconversion process for heavy and extra heavy oils and residuals |