FR2856445A1 - Joint homocinetique tripode - Google Patents
Joint homocinetique tripode Download PDFInfo
- Publication number
- FR2856445A1 FR2856445A1 FR0406966A FR0406966A FR2856445A1 FR 2856445 A1 FR2856445 A1 FR 2856445A1 FR 0406966 A FR0406966 A FR 0406966A FR 0406966 A FR0406966 A FR 0406966A FR 2856445 A1 FR2856445 A1 FR 2856445A1
- Authority
- FR
- France
- Prior art keywords
- sep
- roller
- support ring
- inner periphery
- joint according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 claims description 59
- 239000010959 steel Substances 0.000 claims description 59
- 230000033001 locomotion Effects 0.000 claims description 48
- 239000002344 surface layer Substances 0.000 claims description 47
- 229910052799 carbon Inorganic materials 0.000 claims description 45
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 43
- 238000005496 tempering Methods 0.000 claims description 33
- 238000005255 carburizing Methods 0.000 claims description 27
- 238000000576 coating method Methods 0.000 claims description 26
- 239000010410 layer Substances 0.000 claims description 25
- 229910001566 austenite Inorganic materials 0.000 claims description 23
- 230000007423 decrease Effects 0.000 claims description 23
- 229910000734 martensite Inorganic materials 0.000 claims description 20
- 239000011159 matrix material Substances 0.000 claims description 20
- 239000011248 coating agent Substances 0.000 claims description 19
- 238000010438 heat treatment Methods 0.000 claims description 18
- 239000007787 solid Substances 0.000 claims description 14
- 230000006698 induction Effects 0.000 claims description 12
- 239000000126 substance Substances 0.000 claims description 10
- 238000007739 conversion coating Methods 0.000 claims description 7
- 230000001050 lubricating effect Effects 0.000 claims description 7
- 150000004767 nitrides Chemical group 0.000 claims description 4
- 238000005096 rolling process Methods 0.000 description 142
- 235000019589 hardness Nutrition 0.000 description 49
- 238000000429 assembly Methods 0.000 description 41
- 230000000712 assembly Effects 0.000 description 41
- 230000002093 peripheral effect Effects 0.000 description 41
- 238000012360 testing method Methods 0.000 description 25
- 239000000463 material Substances 0.000 description 24
- 238000000034 method Methods 0.000 description 22
- 230000008569 process Effects 0.000 description 21
- 238000005242 forging Methods 0.000 description 19
- 230000005540 biological transmission Effects 0.000 description 15
- 238000003754 machining Methods 0.000 description 15
- 238000005259 measurement Methods 0.000 description 14
- 238000010586 diagram Methods 0.000 description 13
- 230000006872 improvement Effects 0.000 description 13
- 230000001965 increasing effect Effects 0.000 description 13
- 239000003921 oil Substances 0.000 description 13
- 238000000227 grinding Methods 0.000 description 12
- 238000005461 lubrication Methods 0.000 description 12
- 230000009467 reduction Effects 0.000 description 11
- 238000011282 treatment Methods 0.000 description 11
- 230000000694 effects Effects 0.000 description 9
- 239000011651 chromium Substances 0.000 description 8
- 230000002452 interceptive effect Effects 0.000 description 8
- 238000005987 sulfurization reaction Methods 0.000 description 8
- 230000008901 benefit Effects 0.000 description 7
- 238000005422 blasting Methods 0.000 description 7
- 230000000670 limiting effect Effects 0.000 description 7
- 239000000314 lubricant Substances 0.000 description 7
- 239000011572 manganese Substances 0.000 description 7
- 239000011435 rock Substances 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 230000003746 surface roughness Effects 0.000 description 6
- 239000010953 base metal Substances 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 5
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 238000013461 design Methods 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000010791 quenching Methods 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 230000035945 sensitivity Effects 0.000 description 5
- 239000002131 composite material Substances 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 230000000171 quenching effect Effects 0.000 description 4
- 230000006641 stabilisation Effects 0.000 description 4
- 238000011105 stabilization Methods 0.000 description 4
- 229910000639 Spring steel Inorganic materials 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 230000008602 contraction Effects 0.000 description 3
- 230000005496 eutectics Effects 0.000 description 3
- 238000004299 exfoliation Methods 0.000 description 3
- 238000010304 firing Methods 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- 239000010687 lubricating oil Substances 0.000 description 3
- 229910052750 molybdenum Inorganic materials 0.000 description 3
- 238000005121 nitriding Methods 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 230000036961 partial effect Effects 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- 229910000975 Carbon steel Inorganic materials 0.000 description 2
- MBMLMWLHJBBADN-UHFFFAOYSA-N Ferrous sulfide Chemical compound [Fe]=S MBMLMWLHJBBADN-UHFFFAOYSA-N 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 239000010962 carbon steel Substances 0.000 description 2
- 229910001567 cementite Inorganic materials 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- CPSYWNLKRDURMG-UHFFFAOYSA-L hydron;manganese(2+);phosphate Chemical compound [Mn+2].OP([O-])([O-])=O CPSYWNLKRDURMG-UHFFFAOYSA-L 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 229910000398 iron phosphate Inorganic materials 0.000 description 2
- WBJZTOZJJYAKHQ-UHFFFAOYSA-K iron(3+) phosphate Chemical compound [Fe+3].[O-]P([O-])([O-])=O WBJZTOZJJYAKHQ-UHFFFAOYSA-K 0.000 description 2
- 238000011068 loading method Methods 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- FXNGWBDIVIGISM-UHFFFAOYSA-N methylidynechromium Chemical compound [Cr]#[C] FXNGWBDIVIGISM-UHFFFAOYSA-N 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 2
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 238000005480 shot peening Methods 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 description 2
- 229910000165 zinc phosphate Inorganic materials 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000002929 anti-fatigue Effects 0.000 description 1
- 238000005256 carbonitriding Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000000763 evoking effect Effects 0.000 description 1
- 238000009661 fatigue test Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 238000011419 induction treatment Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000011859 microparticle Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000001373 regressive effect Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 102200094897 rs121913558 Human genes 0.000 description 1
- 102220033831 rs145989498 Human genes 0.000 description 1
- 102220005308 rs33960931 Human genes 0.000 description 1
- 102220259718 rs34120878 Human genes 0.000 description 1
- 102200082816 rs34868397 Human genes 0.000 description 1
- 102220097517 rs876659265 Human genes 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000004901 spalling Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/202—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members one coupling part having radially projecting pins, e.g. tripod joints
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/202—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members one coupling part having radially projecting pins, e.g. tripod joints
- F16D3/205—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members one coupling part having radially projecting pins, e.g. tripod joints the pins extending radially outwardly from the coupling part
- F16D3/2055—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members one coupling part having radially projecting pins, e.g. tripod joints the pins extending radially outwardly from the coupling part having three pins, i.e. true tripod joints
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/202—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members one coupling part having radially projecting pins, e.g. tripod joints
- F16D2003/2023—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members one coupling part having radially projecting pins, e.g. tripod joints with linear rolling bearings between raceway and trunnion mounted shoes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/202—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members one coupling part having radially projecting pins, e.g. tripod joints
- F16D2003/2026—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members one coupling part having radially projecting pins, e.g. tripod joints with trunnion rings, i.e. with tripod joints having rollers supported by a ring on the trunnion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S464/00—Rotary shafts, gudgeons, housings, and flexible couplings for rotary shafts
- Y10S464/902—Particular material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S464/00—Rotary shafts, gudgeons, housings, and flexible couplings for rotary shafts
- Y10S464/904—Homokinetic coupling
- Y10S464/905—Torque transmitted via radially extending pin
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolling Contact Bearings (AREA)
Abstract
Joint homocinétique comprenant un bol (10) ayant trois chemins en forme de gorges (12) muni chacun de pistes de guidage (14), opposées à la périphérie et destinées à un galet, un tripode (20) à trois embouts (22) venant radialement en saillie, un galet (34) inséré dans chacun des chemins (12), et une bague de support (32) montée sur chaque embout (22) pour recevoir à rotation un galet (34), mobile dans la direction axiale du bol (10), le long du chemin de guidage (14), caractérisé en ce que la périphérie extérieure du galet (34) est une partie de surface sphérique dont le centre de courbure se trouve sur l'axe de l'embout (22) et les chemins de guidage (14) des galets forment des surfaces partiellement cylindriques, parallèles à l'axe du bol (10) pour que le galet (34) puisse basculer dans le chemin en forme de gorge (12).
Description
<Desc/Clms Page number 1>
ARRIERE-PLAN TECHNOLOGIQUE DE L'INVENTION Domaine de l'invention : La présente invention concerne un joint homocinétique destiné à une transmission de véhicule automobile ainsi qu'à différentes machines industrielles. L'invention concerne en particulier un joint homocinétique tripode comprenant : # un bol ayant trois chemins en forme de gorges muni chacun de pistes de guidage, opposées à la périphérie et desti- nées à un galet, # un tripode à trois embouts venant radialement en saillie, # un galet inséré dans chacun des chemins et # une bague de support montée sur chaque embout pour rece- voir à rotation un galet, mobile dans la direction axiale du bol, le long du chemin de guidage.
Description de l'art antérieur
On utilise les joints homocinétiques tripode par exemple comme éléments d'une transmission pour transmettre le couple de rotation du moteur vers les roues.
On utilise les joints homocinétiques tripode par exemple comme éléments d'une transmission pour transmettre le couple de rotation du moteur vers les roues.
En général, un joint homocinétique se compose principalement d'un bol et d'un tripode. Le bol présente à sa périphérie intérieure, trois chemins en forme de gorge. Chacun des chemins forme sur ses deux côtés, une piste pour un galet axial. Le tripode est muni de trois embouts venant radialement en saillie. Un galet est monté en rotation sur chaque embout. Les embouts du tripode et les chemins de guidage des galets du bol coopèrent dans le sens de rotation par l'intermédiaire des galets pour transmettre le couple du côté moteur vers le côté entraîné de manière homocinétique. Chaque galet tourne autour de son embout et roule sur les pistes tout en absorbant les déplacements axiaux et les déplacements angulaires entre le bol et le tripode. Les déplacements axiaux des embouts par rapport aux pistes de roulement du galet, les déplacements axiaux liés aux variation de phase dans le sens de rotation lorsque le bol et le tripode transmettent le couple suivant un certain angle sont également absorbés de cette manière.
Certains joints homocinétiques tripode ont des galets montés sur la périphérie extérieure cylindrique des
<Desc/Clms Page number 2>
embouts par l'intermédiaire d'aiguilles de roulement. Lorsque le bol et le tripode transmettent un couple en faisant entre eux un certain angle, les embouts basculent si bien que les galets et leurs pistes sont dans une position d'inclinaison relative. Cela se traduit par du glissement créant de la résistance qui ne permet plus le roulement en douceur des galets. Cela augmente ainsi la poussée induite. De plus une autre difficulté est que la résistance entre les galets et les pistes augmente la résistance au glissement pour les déplacements axiaux relatifs entre le bol et le tripode. Une telle poussée induite et la résistance de glissement créent des vibrations et des bruits transmis au véhicule ce qui affecte les caractéristiques NVH du moteur du véhicule. Les caractéristiques NVH des véhicules automobiles associées à de telles poussées et résistances au glissement, induites, se répercutent sur le mouvement du véhicule et les vibrations du véhicule à transmission automatique travaillant dans la plage D. La base de la solution des caractéristiques NVH des automobiles consiste à réduire la poussée induite et la résistance au glissement des joints homocinétiques. En général, les poussées induites et la résistance au glissement dans un joint homocinétique dépendent de l'angle de fonctionnement du joint homocinétique. Cette tendance conduit à fixer une limite pour interdire des angles de fonctionnement importants pour les joints homocinétiques dans la transmission d'un véhicule automobile. Ainsi la réduction et la stabilisation de la poussée induite et de la résistance au glissement sont souhaitables pour augmenter la souplesse de conception des parties de la transmission au niveau des essieux de véhicule.
De manière classique, pour éliminer la position oblique entre les galets et leurs pistes afin de réduire la poussée induite et la résistance au glissement, on a proposé et utilisé une variété de joints homocinétiques tripodes comportant des mécanismes (assemblages à galet) permettant les mouvements de basculement des galets par rapport aux embouts.
Parmi les joints homocinétiques tripodes, connus correspondant à ce type de conception, il en est un qui comporte des galets extérieurs destinés à être guidés par des pistes
<Desc/Clms Page number 3>
et des galets intérieurs montés à rotation sur la périphérie extérieure des embouts par l'intermédiaire d'un ensemble d'aiguilles de roulement. Cette conception peut se répartir globalement en différents modes a) - d). a) Les galets extérieurs comportent des périphéries extérieures de forme sphérique convexe (avec à la fois une surface sphérique parfaite dont le centre de courbure se trouve sur l'axe de l'embout et une surface torique dont le centre de courbure est décalé de l'axe de l'embout vers le côté de diamètre extérieur) ainsi que des périphéries intérieures de forme cylindrique ; les galets intérieurs ont une périphérie extérieure de forme sphérique convexe pour glisser entre la périphérie cylindrique intérieure des galets extérieurs et la périphérie extérieure sphérique convexe, des galets intérieurs permettant les mouvements de basculement des galets extérieurs (brevet japonais public Hei 3-1529). b) Les galets extérieurs ont une périphérie extérieure de forme sphérique convexe (comprenant à la fois une surface sphérique parfaite et une surface torique) et une périphérie intérieure permettant de réaliser un contact linéaire avec la périphérie extérieure du galet intérieur ; les galets intérieurs ont une périphérie extérieure de forme sphérique convexe pour permettre le glissement entre le périphérie intérieure des galets extérieurs et la périphérie extérieure sphérique convexe des galets intérieurs, autorisant les mouvements de basculement des galets extérieurs. La périphérie intérieure des galets extérieurs a une forme permettant de créer des composantes de charge vers l'extrémité des embouts pour la position de contact avec la périphérie extérieure des galets intérieurs (brevet japonais publié Hei 9- 14280) . c) Les pistes à galets ont des surfaces planes et les galets extérieurs ont une périphérie extérieure de forme cylindrique et une périphérie intérieure de forme sphérique concave ; les galets intérieurs ont une périphérie extérieure de forme sphérique convexe pour que le glissement entre la périphérie intérieure sphérique concave des galets extérieurs et la périphérie extérieure sphérique convexe des galets in-
<Desc/Clms Page number 4>
térieurs permet les mouvements de basculement des galets extérieurs (demandes de brevet japonais Hei 8-4073 et 8- 138335). d) En plus de la structure c) décrite ci-dessus, les pistes à galets et les axes des embouts sont configurés pour ne pas être parallèles pour un angle de fonctionnement égal à 0 (brevet japonais publié Hei 11-13779).
On connaît également un joint homocinétique tripode correspondant à la structure e) dans lequel :
La périphérie extérieure des embouts a une forme sphérique convexe (une surface sphérique parfaite dont le centre de courbure se trouve sur l'axe de l'embout) ; les galets sont montés sur des bagues de support par l'intermédiaire d'un ensemble d'aiguilles de roulement pour former des assemblages de galets ; la périphérie intérieure cylindrique des bagues de support est adaptée à la périphérie extérieure sphérique convexe des embouts (brevet japonais pu- blié Hei 7-117108 ; japonais 2623216). L'ensemble des aiguilles de roulement est installé sans organe de retenue dans un état dit de remplissage total . Selon cette structure, les mouvements de glissement entre la périphérie intérieure cylindrique des bagues de support et les périphéries extérieures convexes des embouts permet les mouvements de basculement des assemblages à galets.
La périphérie extérieure des embouts a une forme sphérique convexe (une surface sphérique parfaite dont le centre de courbure se trouve sur l'axe de l'embout) ; les galets sont montés sur des bagues de support par l'intermédiaire d'un ensemble d'aiguilles de roulement pour former des assemblages de galets ; la périphérie intérieure cylindrique des bagues de support est adaptée à la périphérie extérieure sphérique convexe des embouts (brevet japonais pu- blié Hei 7-117108 ; japonais 2623216). L'ensemble des aiguilles de roulement est installé sans organe de retenue dans un état dit de remplissage total . Selon cette structure, les mouvements de glissement entre la périphérie intérieure cylindrique des bagues de support et les périphéries extérieures convexes des embouts permet les mouvements de basculement des assemblages à galets.
Dans les joints homocinétiques comportant des assemblages à galets de ce type, les mouvements axiaux relatifs des galets et des bagues de support sont limités des deux côtés par des moyens de liaison retenant les assemblages à galets à l'état assemblé. Si un joint homocinétique de ce type transmet un couple avec un angle de fonctionnement, les mouvements de basculement et les mouvements axiaux des assemblages à galets par rapport aux embouts créent des glissements entre la périphérie intérieure des bagues de support et la périphérie extérieure des embouts. Les forces de frottement en glissement créent des charges axiales répétitives (appelées ci-après simplement charges axiales ) s'exerçant sur les moyens de liaison dans la direction axiale des galets et des bagues de support. Pour cela, les moyens de liaison doi-
<Desc/Clms Page number 5>
vent être suffisamment résistants pour s'opposer aux charges axiales (résistance à la fatigue de flexion, résistance aux fissures ou analogue). De plus, les moyens de liaison sont en contact de glissement avec les surfaces d'extrémité des galets et/ou des bagues de support ; lorsque les galets tournent en étant portés par les bagues de support par l'intermédiaire des aiguilles de roulement, il y a également contact de glissement avec les extrémités des aiguilles. Cela crée un autre problème de résistance à la fatigue pour de telles surfaces de contact.
But de l'invention.
La présente invention a pour but de développer un joint homocinétique tripode permettant de réduire encore plus et de stabiliser la poussée induite et la résistance au glissement, et dont les résistances à la fatigue de roulement des différents composants, à la fatigue de torsion, aux fissures ou analogue, soient améliorées pour que le joint homocinétique soit plus fiable et plus résistant sans augmenter son encombrement global ou pour obtenir un joint homocinétique plus compact tout en ayant au moins la même fiabilité et la même résistance que celles des joints existants.
De manière plus détaillée, l'invention a également pour but de développer un joint homocinétique tripode comportant des assemblages à galet(s) avec des moyens de liaison pour les assemblages à galet(s) ayant une bonne résistance à la fatigue, en particulier les anneaux de liaison fixés aux galets/bagues de support, pour résister aux charges axiales et avoir ainsi une résistance à la fatigue des surfaces de contact pour que globalement le joint homocinétique tripode soit plus fiable et plus résistant tout en ne dépassant pas l'encombrement habituel ou même pour obtenir un joint homocinétique plus compact avec une fiabilité et une résistance au moins équivalentes à celles des joints homocinétiques connus.
A cet effet, l'invention concerne un joint homocinétique comprenant :
<Desc/Clms Page number 6>
# un bol ayant trois chemins en forme de gorges muni chacun de pistes de guidage, opposées à la périphérie et desti- nées à un galet, # un tripode à trois embouts venant radialement en saillie, # un galet inséré dans chacun des chemins, et # une bague de support montée sur chaque embout pour rece- voir à rotation un galet, mobile dans la direction axiale du bol, le long du chemin de guidage, caractérisé en ce que la périphérie extérieure du galet est une partie de surface sphérique dont le centre de courbure se trouve sur l'axe de l'embout et les chemins de guidage des galets forment des surfaces partiellement cylindriques, parallèles à l'axe du bol pour que le galet puisse basculer dans le chemin en forme de gorge.
Dans la structure décrite ci-dessus, la périphérie intérieure de la bague de support a en coupe une forme courbe et convexe. La périphérie extérieure de chaque embout a une forme droite en coupe longitudinale ; sa coupe transversale a une forme réalisant le contact avec la périphérie intérieure de la bague de support dans la direction perpendiculaire à l'axe du joint et créant un jeu avec la périphérie intérieure de la bague de support dans la direction axiale du joint. La forme de la section transversale de l'embout établit un contact avec la périphérie intérieure de la bague de support dans une direction perpendiculaire à l'axe du joint et crée un jeu avec la périphérie intérieure de la bague de support dans la direction axiale du joint avec translation pour les faces opposées dans la direction axiale du tripode, c'est-à-dire du côté des diamètres inférieurs au diamètre de la surface cylindrique théorique. A titre d'exemple pratique, on a une section en ellipse. Pour absorber le basculement des embouts pour les nutations particulières aux joints homocinétiques tripodes, le rayon de courbure des axes convexes des bagues de support a de préférence une valeur permettant aux embouts de basculer suivant un angle de l'ordre de 2 -3 .
Les embouts peuvent avoir une forme généralement elliptique, l'axe principal étant perpendiculaire à l'axe du
<Desc/Clms Page number 7>
joint. La forme générale elliptique n'est pas limitée à une ellipse proprement dite et englobe de manière générale toutes les formes ovales. Plus particulièrement, on peut adopter les formes décrites ci-après comme sections transversales des embouts et les périphéries intérieures des bagues de support pour libérer les pressions de contact contre les bagues de support et que la résistance des embouts ne soit pas diminuée. Dans la mesure où l'angle de travail se situe dans une plage prédéterminée, les embouts peuvent basculer sans incliner les bagues de support. On évite ainsi d'incliner les galets et on leur permet de rouler en douceur sur leurs pistes.
Il n'y a pas de nervure comme celles prévues parfois sur les chemins en forme de gorges dans le bol pour limiter l'inclinaison des galets. La suppression des nervures réduit non seulement le poids du bol et simplifie son usinage mais supprime également la résistance au glissement pour les contacts de glissement entre les galets et les nervures. Cela réduit encore plus la résistance au glissement et la poussée induite.
La périphérie extérieure de chaque embout et la périphérie intérieure de la bague de support peut créer un jeu de 0,001a ou plus dans la direction périphérique du joint, (a) étant le demi axe principal de la section globalement elliptique de l'embout. Un tel jeu permet d'absorber le basculement des embouts lors des mouvements de nutation du tripode, propres à ce type de joint homocinétique. En absorbant ainsi ce mouvement on supprime les causes de l'inclinaison des assemblages à galets dans la section transversale du joint.
Les bagues de support peuvent avoir une périphérie intérieure cylindrique comme les bagues de support à périphérie intérieure cylindrique ; sont montées sur la périphérie extérieure des embouts avec une section transversale généralement elliptique, on aura un contact linéaire dans la direction axiale des embouts avec l'avantage d'une réduction de pression surfacique. Dans ces conditions, les embouts ont un angle de basculement limité aux bagues de support. Les galets sont prévus pour basculer dans les chemins
<Desc/Clms Page number 8>
en forme de gorges, comme cela a été décrit ci-dessus si bien que les galets peuvent basculer avec un angle de fonctionnement plus grand tout en se déplaçant dans les gorges.
Les embouts peuvent avoir une périphérie extérieure cylindrique et la génératrice de la périphérie intérieure de la bague de support a en son milieu, une forme d'arc convexe. Comme les bagues de support sphériques sont montées sur la périphérie extérieure cylindrique des embouts, on a un contact linéaire dans la direction périphérique des embouts, ce qui réduit avantageusement la pression surfacique. De même, l'angle de basculement possible des embouts par rapport aux bagues de support est limité. Les galets sont réalisés de façon à pouvoir basculer dans les chemins en forme de gorges, comme cela a été décrit ci-dessus si bien que les galets basculent avec des angles utiles plus grands lorsqu'ils se déplacent le long des pistes.
Dans les structures décrites ci-dessus, on peut interposer un ensemble d'éléments de roulement entre une bague de support et le galet pour permettre la rotation relative entre la bague de support et le galet. Les éléments de roulement peuvent être des aiguilles de roulement.
Selon la présente invention, lorsque le joint transmet un couple pour un angle de fonctionnement, il peut absorber le basculement des embouts par le basculement des galets. Cela contribue à réduire la résistance au glissement et finalement à réduire la poussée induite. Les joints homocinétiques selon la présente invention s'appliquent tout particulièrement à la transmission de véhicules automobiles.
Cette application participe à l'amélioration des caractéristiques NVH d'automobiles qui dépendent de la résistance de glissement et de la poussée induite, ce qui augmente la souplesse de conception de l'environnement des essieux de véhicules.
Pour atteindre les objectifs ci-dessus, la présente invention développe également un joint homocinétique comportant un bol à trois chemins en forme de gorges ayant chacun deux pistes à galets, opposées dans la direction périphérique, un tripode avec trois embouts venant radialement en
<Desc/Clms Page number 9>
saillie, un galet installé dans chaque chemin en forme de gorge et une bague de support montée sur chacun des embouts pour recevoir à rotation un galet ; ce dernier est mobile dans la direction axiale du bol suivant les pistes à galets et la bague de support a une périphérie intérieure cylindrique ; la périphérie extérieure de chaque embout est courbée en coupe longitudinale et en coupe transversale elle établit un contact avec la périphérie intérieure de la bague de support dans une direction perpendiculaire à l'axe du joint en créant un jeu avec la périphérie intérieure de la bague de support, dans la direction axiale du joint.
La configuration en coupe transversale de l'embout réalise ainsi un contact avec la périphérie intérieure de la bague de support dans la direction perpendiculaire à l'axe du joint ; elle crée du jeu avec la périphérie intérieure de la bague de support dans la direction axiale du joint qui se translate dans les faces opposées l'une à l'autre dans la direction axiale du tripode, de façon réciproque, c'est-à-dire des diamètres plus petits que le diamètre de la surface cylindrique imaginaire. L'ellipse est un exemple pratique de telles courbes.
Du fait de la différence de section par rapport à la forme circulaire classique pour la structure décrite cidessus, les embouts peuvent basculer par rapport à le bol sans modifier l'orientation des assemblages à galets lorsque le joint fonctionne pour des angles de travail, opposés. De plus, les ellipses de contact des bagues de support avec le périphérie extérieure des embouts sont voisines d'une forme allant d'une ellipse oblongue à celle d'un point. Cela réduit le couple de frottement qui bascule l'assemblage à galet. Les assemblages à galet sont ainsi toujours stabilisés dans leur orientation, ce qui maintient les galets parallèlement à leur piste, et assure un roulement en douceur. Ce roulement en douceur réduit la résistance au glissement et finalement la poussée induite. De plus, on a l'avantage que les embouts améliorent la résistance à la flexion grâce à l'augmentation du module de la section au niveau de la base des embouts.
Dans ce contexte, les périphéries intérieures des bagues de
<Desc/Clms Page number 10>
support ne sont pas nécessairement cylindriques sur toute leur longueur. Ces périphéries peuvent avoir une forme cylindrique seulement en leur milieu, pour le contact avec les embouts et des parties dégagées des deux côtés pour éviter toute interférence au moment du basculement des embouts.
Les assemblages à galet sont interposés entre les embouts et le bol pour la transmission du couple. Dans un joint homocinétique de ce type, la direction de transmission du couple est toujours perpendiculaire à l'axe du joint. C' est pourquoi aussi longtemps qu'il y a un contact dans la direction de transmission du couple, les embouts et les bagues de support permettent de transmettre le couple sans difficulté, même s'il y a entre eux, du jeu dans la direction axiale du joint.
Dans la structure décrite ci-dessus, les embouts peuvent avoir une section elliptique, l'axe principal étant perpendiculaire à l'axe du joint. La forme générale elliptique n'est pas limitée à des ellipses au sens strict du terme mais elle englobe toutes les formes appelées généralement des ovales.
De manière plus précise, les embouts peuvent avoir une forme de section transversale telle que précisée ultérieurement pour que les pressions de contact contre les bagues de support diminuent et que les embouts ne soient pas exposés à une diminution brusque de leur résistance. De plus, les embouts peuvent basculer sans incliner les bagues de support. On évite que les galets ne s'inclinent ; en d'autres termes, on permet aux galets de rouler en douceur sur les pistes de guidage des galets. Il en résulte qu'il est possible de supprimer les nervures qui sont souvent prévues dans les chemins de guidage à pistes du bol avec pour objectif de limiter l'inclinaison des galets. La suppression des nervures non seulement réduit le poids du bol du joint et simplifie l'usinage mais élimine également la résistance de glissement liée au contact de glissement entre le galet et les nervures.
Cela se traduit par une réduction encore plus poussée de la résistance de glissement et de la poussée induite.
<Desc/Clms Page number 11>
La courbure des coupes longitudinales des embouts peut avoir un rayon de courbure de l'ordre de 1, la et 8, 7a. Cela permet d'absorber le basculement des embouts lié aux mouvements de nutation du tripode, particulier aux joints homocinétiques tripode. Cette absorption élimine les facteurs responsables de l'inclinaison des assemblages à galets dans la section transversale du joint et améliore ainsi les caractéristiques NVH des automobiles.
La périphérie extérieure de chaque embout peut être meulée seulement au niveau d'une région prédéterminée comprenant une zone de contact avec l'anneau de support. En considérant les défauts d'usinage ou analogue, la région prédéterminée est quelque peu plus large que la zone de contact.
Les autres parties que la région prédéterminée peuvent être laissées avec leur finition forgée sans meulage. Cela permet une réduction du temps d'usinage et par suite des coûts.
La périphérie extérieure du galet et des pistes à galets dans le bol permet un contact angulaire réciproque. Ce contact angulaire entre le galet et les pistes à galets fait que le galet a moins tendance à vibrer ce qui stabilise encore plus l'orientation du galet. Il en résulte que le galet peut rouler sur ces pistes avec une résistance plus faible lorsqu'il se déplace dans la direction axiale du bol. La structure spécifique pour avoir un tel contact angulaire comprend une génératrice à courbure convexe par rapport à la périphérie extérieure du galet combinée à des pistes à galets ayant en section une forme d'arc allant en diminuant ou d'arc gothique.
Dans les structures décrites ci-dessus, on peut interposer un ensemble d'éléments de roulement entre les bagues de support et les galets pour permettre la rotation relative des bagues de support et des galets, pour que les galets roulent en douceur sur les embouts de manière à réduire la résistance de glissement. Les éléments de roulement peuvent être des aiguilles de roulement ou des billes.
Selon la présente invention, les embouts peuvent basculer par rapport à l'élément de joint extérieur sans modifier l'orientation des assemblages à galets lorsque le
<Desc/Clms Page number 12>
joint fonctionne avec un angle de travail. De plus, les ellipses de contact des bagues de support et la périphérie extérieure des embouts se rapprochent d'une forme allant de celle d'une ellipse oblongue jusqu'à une forme ponctuelle.
Cela réduit le couple de friction qui tend à basculer les assemblages à galet qui sont ainsi toujours stabilisés en orientation ; les galets sont maintenus en parallèle des chemins de guidage pour un roulement en douceur. Ce roulement en douceur contribue à la réduction de la résistance au glissement et finalement à une réduction de la poussée induite. De plus, on a l'avantage que les embouts présentent une résistance à la flexion, meilleure, à cause de l'augmentation du module de la section des embases des embouts.
Les joints homocinétiques selon la présente invention s'appliquent tout particulièrement à la transmission d'un véhicule automobile. Cette application améliore les caractéristiques NVH dans la construction automobile, car elles dépendent de la résistance de glissement et de la poussée induite ; on augmente ainsi la souplesse de conception pour des parties situées au voisinage des essieux du véhicule.
Pour réaliser les buts fixés ci-dessus, l'invention concerne également un joint homocinétique comportant un bol ayant une périphérie intérieure munie de trois chemins en forme de gorges axiales, des pistes pour galets axiaux étant prévues des deux côtés de chacun des chemins en forme de gorges, un tripode avec trois embouts venant radialement en saillie et un assemblage à galet monté sur chacun des embouts du tripode, l'assemblage à galet pouvant basculer le mouvement par rapport aux embouts ; le galet est guidé le long des pistes dans les directions parallèles à l'axe du bol ; au moins un composant du joint est limité à une plage prédéterminée pour sa caractéristique de résistance de ramollissement R.
Grâce à un certain nombre d'essais, la présente invention a montré que la fiabilité des composants du joint homocinétique décrit ci-dessus et en particulier la fiabilité du tripode et celle du bol peuvent être commandées de manière
<Desc/Clms Page number 13>
précise en utilisant la caractéristique de résistance de ramollissement R, décrite ci-dessus.
A titre d'exemple, on prendra le tripode. Les facteurs concernant la fiabilité de cet élément sont la fatigue au roulement de la périphérie extérieure des embouts, la fatigue en torsion des bases des embouts et la fatigue en torsion d'une partie dentée (ou partie clavetée). La périphérie extérieure des embouts donne un contact de roulement avec la périphérie extérieure des aiguilles de roulement ou un contact de roulement et de glissement avec la périphérie intérieure des bagues de support des assemblages à galets et ainsi le problème de la fatigue de roulement. La base des embouts et de la partie dentée subit des contraintes de torsion concentrées pour la transmission du couple. Cela se combine avec le fait que ces parties sont généralement laissées non meulées pour ne pas créer des problèmes de contrainte de torsion. En prenant, à titre d'exemple le bol, le facteur affectant sa fiabilité est la fatigue de roulement sur les pistes à galets dans le chemin à gorges. Les pistes à galets ont un contact de roulement et de glissement avec la périphérie extérieure des galets et créent ainsi des difficultés de fatigue de roulement. De plus, le bol reçoit des charges appliquées par les galets et ne présente ainsi aucune difficulté pour la résistance au craquement. D'autres composants formant les assemblages à galets présentent également le problème de la fatigue de roulement au niveau des parties qui réalisent le contact de roulement et/ou le contact de glissement avec leurs éléments adaptés.
De manière générale, il est bien connu que la résistance à la fatigue de l'acier est liée à la dureté de surface. C'est pourquoi on soumet les aciers à un traitement thermique pour durcir les couches de surface, pour qu'elles présentent une dureté de surface contrôlée donnant la résistance requise à la fatigue. Les résultats des essais effectués par le demandeur ont toutefois montré que la résistance à la fatigue est plus étroitement liée à la caractéristique de résistance au ramollissement dans une plage allant de la surface à une profondeur prédéterminée (propriété anti-
<Desc/Clms Page number 14>
ramollissement de la matière à certaines températures élevées) que la dureté de surface. Ainsi, on a constaté que les caractéristiques de résistance de ramollissement peuvent être correctement évaluées dans le flux du maximum de dureté dans la région de 0,5 mm de profondeur par rapport à une surface prédéterminée (caractéristiques de résistance de ramollissement R) et cette résistance de ramollissement R peut servir pour évaluer l'indice de la résistance à la fatigue. La caractéristique de la résistance de ramollissement R s'exprimera ci-après comme dureté Vickers maximale Hv à une profondeur de l'ordre de 0,5 mm à partir de la surface du composant qui a subi le traitement thermique et un revenu à 200 C pendant 2 heures. Cette caractéristique de résistance de ramollissement R peut être limitée à une plage prédéterminée pour améliorer la durée de vie du composant exposé à la fatigue de roulement et ainsi la résistance à la fatigue en torsion ou analogue.
Pour des composants en acier ayant une teneur en carbone comprise entre 0,15 et 0,40 % en poids et une couche formée par cémentation et revenu sous une surface prédéterminée, la caractéristique de résistance de ramollissement R peut être limitée à la plage 705 < R # 820, et de préférence à la plage 710 < R # 815, pour obtenir les résultats souhaités.
Si les composants sont réalisés en un acier ayant une teneur en carbone de 0,15-0,40 % en poids et une couche de surface formée par nitrocémentation et revenu sous une surface prédéterminée, la valeur de la caractéristique de résistance de ramollissement R peut également être limitée à la plage 705 < R # 820, et de préférence 710 R # 815.
Si les composants sont en acier ayant une teneur en carbone comprise entre 0,45 et 0,60 % en poids et ont une couche de surface formée par traitement thermique par induction et revenu, sous une surface prédéterminée, la valeur R de la caractéristique de résistance de ramollissement peut être limitée à une plage 630 < R # 820 et de préférence 640 < R # 810.
<Desc/Clms Page number 15>
Selon la présente invention, la matière des composants, en particulier du tripode et du bol et les propriétés des surfaces et des sous-surfaces sont optimisées pour améliorer la fiabilité de résistance à la fatigue de roulement et des résistances vis-à-vis de la fatigue en torsion ou analogue. Cela permet de réaliser un joint homocinétique tripode, ayant une plus grande fiabilité et une plus grande résistance tout en limitant ses dimensions globales ; inversement, cela permet de réaliser un joint homocinétique de configuration plus compacte tout en conservant au moins une fiabilité et des résistances équivalentes ou supérieures à celles des produits existants.
De plus, les objectifs ci-dessus, la présente invention développe un joint homocinétique comprenant :
Un bol ayant une périphérie intérieure munie de trois chemins à gorges axiales, avec des pistes à galets prévues sur les deux côtés de chaque chemin à gorge, un tripode ayant trois embouts venant radialement en saillie et un assemblage à galet monté sur chacun des embouts du tripode, l'assemblage à galet pouvant basculer par rapport à l'embout et ayant un galet à guider le long des pistes dans des directions parallèles à l'axe du bol, au moins un composant du joint ayant une partie de surface avec une teneur résiduelle en austénite yR (% en volume) de l'ordre de 20 # [gamma]R # 40.
Un bol ayant une périphérie intérieure munie de trois chemins à gorges axiales, avec des pistes à galets prévues sur les deux côtés de chaque chemin à gorge, un tripode ayant trois embouts venant radialement en saillie et un assemblage à galet monté sur chacun des embouts du tripode, l'assemblage à galet pouvant basculer par rapport à l'embout et ayant un galet à guider le long des pistes dans des directions parallèles à l'axe du bol, au moins un composant du joint ayant une partie de surface avec une teneur résiduelle en austénite yR (% en volume) de l'ordre de 20 # [gamma]R # 40.
De manière générale, pour les surfaces de contact de roulement, une fatigue caractéristique est celle de l'écaillage (exfoliation par fatigue). De manière plus précise, il est connu que les surfaces de contact soumises à des charges répétées par les mouvements de mouvement créent des fissures dans leur partie de roulement ; ces fissures développent l'écaillage de sorte que l'on atteint la limite de fatigue de roulement. Un certain nombre d'essais et d'expériences ont montré que les fissures à l'origine de l'écaillage se produisent souvent dans les parties quelque fois à l'intérieur des surfaces de contact. On a également trouvé que dans de telles conditions, lorsque des plaquettes de métal d'usure s'enlèvent et autres matières étrangères se trouvent déjà dans le lubrifiant, les surfaces de contact dé-
<Desc/Clms Page number 16>
veloppement des dommages analogues à l'écaillage d'origine et atteignent leur limite de fatigue de roulement à cause de l'exfoliation venant des dents provenant d'attaques de corps étrangers, le pelage ou l'étalement dû à des films d'huile lubrifiants insuffisants ainsi que les fissures créées également par ceux-ci (type de dommage ayant pour origine la surface). Dans ce dernier cas, la limite de fatigue de roulement des surfaces de contact est plus réduite que les conditions de lubrification avec des lubrifiants propres.
Dans un joint homocinétique du type ci-dessus, les composants ont des surfaces de contact de plus grande rugosité de surface que celle des paliers de roulement classiques. De plus, lorsque les galets exécutent des mouvements de basculement par rapport aux embouts, il se produit un glissement au niveau des parties de contact entre les anneaux de support des assemblages à galets et les embouts ou dans les parties en contact entre les galets intérieurs et extérieurs de l'assemblage à galet. Les parties de contact créent ainsi des copeaux enlevés par usure, qui passent dans le lubrifiant et se coincent entre les surfaces de contact ; cala favorise les morsures de surfaces et gêne la formation du film d'huile lubrifiant, favorisant à son tour les dommages occasionnés à la surface.
Selon la présente invention, au moins l'un des composants a une couche de surface dont la teneur résiduelle en austénite yR (% en volume) est limitée à la plage 20 # yR # 40. C'est pourquoi la couche de surface a une sensibilité aux fissures, améliorée, de sorte que ce dommage occasionné par la surface sera plus difficile à se produire. Les raisons sont les suivantes : l'austénite résiduelle a une dureté relativement faible (en général Hv 300 ou autre suivant la teneur en carbone de la matière).
C'est pourquoi, même s'il y a des morsures dans la surface de contact par suite de l'attaque par des corps étrangers, les particules d'austénite contribuent à la déformation élastique de la partie de surface autour des morsures ; on libère ainsi la concentration de contraintes appliquées à la couche de surface et on retarde la propaga-
<Desc/Clms Page number 17>
tion de la fissure. De plus, à cause de l'énergie de déformation, l'austénite résiduelle subit une transformation martensitique qui la durcit. C'est pourquoi en unissant la couche de surface d'austénite résiduelle en quantité appropriée, on améliore la couche de surface dans sa sensibilité aux craquelures, évitant les dommages de surfaces décrits ci-dessus et augmentant la durée de vie contre la fatigue due au roulement. Des teneurs résiduelles en austénite yR de la couche de surface intérieures à 20 % en volume n'améliorent pas suffisamment la sensibilité aux fissures de la couche de surface.
De plus, des teneurs en austénite résiduelle yR de la couche de surface, supérieures à 40 % en volume n'améliorent pas plus la sensibilité aux fissures mais font chuter la dureté de la surface, ce qui diminue la fiabilité vis-à-vis de la fatigue de roulement. En conséquence, la partie de surface est de préférence fixée à la plage comprise entre 20 # yR # 40 pour la teneur résiduelle en austénite yR (% en volume).
En fait, la couche de surface de la présente invention est simplement formée au moins sous la surface de contact du composant. Cela comprend la constitution d'une couche de surface formée seulement sous la surface de contact et la structure avec des couches de surface formées sous la surface de contact et des surfaces adjacentes, et la structure avec des couches de surface formées sous l'ensemble de la surface du composant.
Par exemple, au moins le bol ou le tripode et les composants des assemblages à galet sont fabriqués en un acier ayant une teneur en carbone comprise entre 0,15 et 0,40 % en poids et ils ont une partie de surface cémentée et revenue (couche carburée) ou une partie de surface nitrocarburée et revenue (couche nitrocarburée). La teneur résiduelle en austénite yR (% en volume) de la partie surface est alors limitée à la plage 20 #[gamma]R # 40. Selon cette structure, la partie de surface de ce composant particulier améliore la résistance aux fissures donnant une structure de plus grande fiabilité vis-à-vis de la fatigue de roulement et dont la partie de noyau forme une structure résistante. Ainsi, le composant combine une grande résistance à la fatigue de roulement et
<Desc/Clms Page number 18>
une grande résistance aux fissures. Cet effet est particulièrement significatif pour des structures ayant des parties de surface nitrocémentéeset revenue (couches nitrocémentées). De manière plus précise, si de l'azote est combiné à la couche de surface dans des conditions adéquates, la teneur en austénite résiduelle et la matrice de martensite deviennent stables en température à cause de l'apport d'azote. Cela correspond à une structure moins sensible aux variations thermiques avec une plus grande résistance à la fatigue de roulement et une plus grande résistance aux fissures. La base des embouts et de la partie dentée du tripode subissent des contraintes de torsion, concentrées lors de la transmission du couple et ces parties sont usuellement laissées sans être meulées. Il en résulte une difficulté liée aux contraintes de torsion. Néanmoins, la formation de couches nitrocémentéesaméliore la duretée si bien que ces parties auront une plus grande dureté de surface et une meilleure résistance à la fatigue de torsion.
Par exemple, au moins l'une des parties de l'assemblage à galet peut être réalisée en un acier ayant une teneur en carbone comprise entre 0, 95 et 1,10 % en poids et une couche de surface de nitrure (couche ayant une solution solide d'azote) formée par nitruration et revenu sous sa surface de contact. La teneur résiduelle en austénite yR (% en volume) de la couche de surface est ainsi limitée à la plage 20 # [gamma]R # 40. Comme dans les structures décrites ci-dessus, la couche de surface de ce composant a une résistance aux fissures, améliorée, sa structure résiste mieux à la fatigue de roulement. En même temps, la dureté s'étend uniformément vers l'intérieur et diminue avantageusement la déformation sous une charge élevée. Il en résulte que ce composant combine une plus grande fiabilité de résistance au roulement avec une plus grande résistance à la déformation en charge.
Dans les structures décrites ci-dessus, la valeur R de la caractéristique de résistance de ramollissement, au moins du bol et du tripode, est limitée de manière avantageuse à la plage 705 < R # 820 et de préférence à la plage 710 R # 815 pour les raisons déjà indiquées.
<Desc/Clms Page number 19>
Ainsi, selon la présente invention, les matières des composants et les propriétés des couches de surface sont optimisées pour améliorer la fiabilité vis-à-vis de la fatigue de roulement, notamment la résistance contre les dommages ayant pour origine la surface et résultant des morsures des copeaux d'usure et autres corps étrangers. Cela permet de réaliser un joint homocinétique tripode de plus grande fiabilité et de plus grande résistance tout en conservant les dimensions habituelles ; cela permet de aussi réaliser un joint homocinétique tripode plus compact avec au moins une fiabilité et une résistance équivalentes à celles des produits existants.
De plus, pour les buts fixés ci-dessus, l'invention concerne un joint homocinétique comprenant un bol avec une périphérie intérieure munie de trois chemins en forme de gorges dirigés axialement, avec des pistes à galets, axiales, prévues sur les deux côtés de chaque chemin en forme de gorge, un tripode avec trois embouts venant radialement en saillie et un assemblage à galet monté sur chaque embout du tripode, l'assemblage à galet pouvant basculer par rapport à l'embout et ayant un galet guidé le long des pistes dans une direction parallèle à l'axe du bol, au moins l'un des composants du joint ayant une partie de surface contenant une structure dans laquelle le carbure est réparti dans une matrice martensitique. Cette structure englobe celle dont seulement la couche de surface a la structure décrite ci-dessus et celle dont la structure s'étend à partir de la surface jusque vers l'intérieur.
De manière générale, parmi les fatigues caractéristiques des surfaces de contact de roulement il y a l'écaillage. (fatigue par écaillage)). De manière plus précise, il est connu que les surfaces de contact soumises à des charges répétées par des mouvements de roulement créent des fissures dans les parties de roulement et ces fissures se développent en copeaux de sorte que l'on arrive à la fin de la durée de vie pour la fatigue au roulement. Un certain nombre d'essais et d'expériences a montré que les fissures ayant pour origine les copeaux se produisent souvent dans les par-
<Desc/Clms Page number 20>
ties quelque fois à l'intérieur des surfaces de contact. On a ainsi constaté que si les copeaux provenant de l'usure du métal et autres corps étrangers passaient facilement dans le lubrifiant, les surfaces de contact développent des dommages similaires à l'écaillage et atteignent leur durée de vie pour la fatigue au roulement à cause de l'écaillage engendré par les morsures des corps étrangers, l'écaillage et l'écrasement dus à une lubrification insuffisante par film d'huile ainsi que les fissures qui en résultent (dommages de surface). Dans ce dernier cas, la durée de vie de résistance à la fatigue de roulement des surfaces de contact devient plus courte que dans les conditions de lubrification avec un lubrifiant propre.
Un joint homocinétique de ce type a des composants dont les surfaces de contact ont une plus grande rugosité de surface par comparaison avec les paliers à roulement classiques. De plus, lorsque les galets basculent par rapport aux embouts, il se produit un glissement dans les parties de contact, entre les bagues de support des assemblages à galet(s) et les embouts ou dans les parties de contact entre les galets intérieur et extérieur des assemblages à galets.
Les parties de contact créent en conséquence des copeaux d'usure qui passent dans le lubrifiant et attaquent les surfaces de contact produisant des morsures et gênant la formation des films d'huile de lubrification ; cela se traduit à son tour par des dommages de surface plus importants.
Selon l'invention, au moins la partie de surface du composant comporte une structure qui est du carbure réparti dans une matrice martensitique. La dureté de surface augmente si bien que les surfaces de contact ont une meilleure résistance à l'usure, ce qui supprime l'écaillage. En même temps, les morsures par des corps étrangers deviennent plus rares si bien que le dommage de surface développé ci-dessus n'existe pas. Cela signifie une meilleure durée de vie de résistance à la fatigue de roulement pour les surfaces de contact.
La structure ci-dessus peut se réaliser avec un composant en un acier ayant une teneur en carbone de 0, 80 %
<Desc/Clms Page number 21>
en poids et plus, en général un acier à forte teneur carbonechrome et en soumettant cet acier à une trempe par immersion et à un revenu.
Selon cette structure, les surfaces de contact ont une plus forte résistance à l'écaillage et aux dommages de surface. De plus, la dureté s'étend uniformément vers l'intérieur, ce qui réduit les déformations sous les chargées élevées. Il en résulte que le composant particulier combine une durée de vie de résistance au roulement plus longue avec une plus grande résistance à la déformation aux charges.
Comme acier à forte teneur en carbone-chrome, on peut utiliser des aciers de paliers tels que SUJ1, SUJ2, SUJ3, SUJ4, SUJ5.
La structure décrite ci-dessus peut également se réaliser avec un composant en acier ayant une teneur en carbone comprise entre 0,15 et 0,40 % en poids, en général de l'acier pour la cémentation et en soumettant cet acier à une forte cémentation et à un recuit. La forte cémentation est un procédé permettant d'augmenter la teneur en carbone sous forme d'une solution solide dans la matrice de la partie de surface, par exemple de 1,5 à 4,0 % en poids. La teneur en carbone de la matière de base dont dépend la dureté du noyau est de préférence fixée à une plage comprise entre 0,15- 0,40 % en poids pour des raisons de résistance à la fatigue.
Si la teneur en carbone du métal de base est inférieure à 0,15 % en poids, il faut plus de temps pour la cémentation et la partie de noyau a une dureté trop faible. Si la teneur en carbone dépasse 0,4 % en poids, cela augmente la dureté du noyau qui diminue significativement la résistance et augmente la distorsion. Dans cette structure, les surfaces de contact présentent une plus forte résistance à l'écaillage et aux dommages provoqués à la surface tout en ayant un noyau qui constitue une structure plus solide. Il en résulte que le composant particulier combine une durée de vie plus longue de résistance à la fatigue de roulement et une plus grande résistance aux fissures. Comme acier pour la cémentation, on peut utiliser les types suivants : SCr415, SCr420, SCr430, SCr435, SCr440, SCM415, SCM420, SCM430, SCM435, SCM440,
<Desc/Clms Page number 22>
SNCM220, SNCM415, SNCM420, SNCM815. La cémentation peut se faire avec du gaz ou du plasma. Dans le cas du gaz de cémentation, le carbone potentiel contenu dans le gaz est augmenté jusqu'à 1,5-4,0 % en poids ou plus pour une forte cémentation. La cémentation par plasma est un procédé selon lequel le plasma est produit par une décharge de courant continu sous une tension élevée entre deux électrodes dans le vide par l'intermédiaire du carbone C contenu dans le gaz de cémentation ; le corps du four constitue l'électrode positive et la pièce à traiter constitue l'électrode négative ; ainsi, le carbone C est ionisé en carbone (C+) et pénètre dans la matrice par la surface de la pièce. La cémentation par plasma est une cémentation à l'état de non équilibre qui permet d'obtenir une partie de surface ayant une plus forte concentration en carbone C en un temps plus court que la cémentation effectuée avec un gaz. De plus, la cémentation par le plasma donne une distribution avec une concentration uniforme et présente ainsi l'avantage de permettre de générer une quantité adéquate de carbure, uniformément à la surface. Dans ce contexte, si l'on choisit le procédé au plasma, il est préférable que les teneurs en Mo et Cr de l'acier pour la cémentation soient supérieures aux valeurs habituelles.
Le dépôt de carbure dans la matrice de martensite, comme décrit ci-dessus, permet d'avoir des surfaces de contact ayant une dureté de surface HRC 60-68, de préférence HRC 63-68. L'expression HRC utilisée ici représente l'échelle C de la dureté Rockwell. Les duretés de surfaces pour les surfaces de contact inférieures HRC 60 n'amélioreront pas la résistance à la fatigue de roulement alors que les duretés également inférieures à HRC 68 sont choisies de préférence pour des raisons de solidité.
Selon la présente invention, les matières des composants ou du moins les structures des parties de surface sont optimisées pour améliorer la durée de vie de résistance à la fatigue de roulement, la résistance aux fissures. Cela permet la réalisation d'un joint homocinétique tripode de plus grande fiabilité et de plus grande résistance tout en conservant son encombrement habituel ; inversement, cela per-
<Desc/Clms Page number 23>
met aussi de réaliser un joint universel tripode, de configuration plus compacte tout en garantissant au moins une fiabilité et une résistance équivalentes à celles des produits existants.
Le joint homocinétique selon l'invention, décrit ci-dessus, peut utiliser des assemblages à galet formés chacun d'un galet destiné à être guidé par les pistes à galet et d'une bague de support montée sur la périphérie extérieure de l'embout pour porter le galet à rotation ; la périphérie intérieure de la bague de support a une forme courbe convexe en coupe et la périphérie extérieure de l'embout a en coupe longitudinale, une forme droite et en coupe transversale une forme permettant le contact avec la périphérie extérieure de la bague de support dans une direction perpendiculaire à l'axe du joint et de créer du jeu par rapport à la périphérie intérieure de la bague de support dans la direction axiale du joint. Dans ce contexte, l'assemblage à galet comprend le galet et la bague de support formant un ensemble qui exécute les mouvements de basculement par rapport aux embouts. Les mouvements de basculement concernent le basculement des axes des bagues de support et des galets par rapport aux axes des embouts dans des plans passant par les axes des embouts.
La section transversale d'un embout permet de réaliser le contact avec la périphérie intérieure de la bague de support dans une direction perpendiculaire à l'axe du joint et créer du jeu par rapport à la périphérie intérieure de la bague de support dans la direction axiale du joint avec translation pour les faces opposées l'une à l'autre dans la direction axiale du tripode, réciproquement l'une vers l'autre, c'est-à-dire vers les petits diamètres plutôt que le diamètre de la surface cylindrique imaginaire. Des exemples pratiques sont ceux de forme globale elliptique. L'expression forme globale ou générale elliptique englobe les formes généralement désignées par ovale ou analogue à côté des ellipses au sens strict du terme.
Du fait des changements de section par rapport à la forme circulaire classique pour la configuration décrite ci-dessus, les embouts peuvent être basculés par rapport au
<Desc/Clms Page number 24>
bol sans modifier les orientations des assemblages à galet lorsque le joint fonctionne avec un certain angle. De plus, les ellipses de contact des bagues de support avec la périphérie extérieure des embouts se rapprochent d'une forme comprise entre des ellipses oblongues et des points. Cela réduit les couples de frottement qui tendent à basculer les assemblages à galet. Il en résulte que les assemblages à galet voient leur orientation stabilisée, si bien que les galets restent parallèles aux pistes, ce qui assure un roulement en douceur. Ce roulement en douceur réduit la résistance au glissement et finalement la poussée induite.
Les assemblages à galet sont interposés entre chaque embout et son élément extérieur pour transmettre le couple. Dans un joint homocinétique de ce type, la direction de transmission du couple est toujours perpendiculaire à l'axe du joint. C'est pourquoi aussi longtemps que ces deux éléments sont en contact pour la transmission du couple, l'embout et les bagues de support permettent de transmettre le couple sans difficulté, même s'il y a du jeu dans la direction axiale du joint.
Dans la structure décrite ci-dessus, la génératrice de la périphérie intérieure de la bague de support se compose en son milieu d'une partie d'arc bordée de chaque côté par une partie dégagée. La partie d'arc a de préférence un rayon de courbure permettant une inclinaison de 2 -3 de l'embout. De plus, un ensemble d'éléments de roulement peut être placé entre la bague de support et le galet pour permettre la rotation relative entre la bague de support et le galet. Les éléments de roulement peuvent être des aiguilles de roulement. La périphérie extérieure du galet peut avoir une forme sphérique (une surface sphérique parfaite ou une surface torique) pour que la périphérie extérieure sphérique du galet et les pistes de guidage dans le bol viennent en contact angulaire réciproque. Les contacts angulaires entre un galet et les pistes font que les galets ont moins tendance à vibrer, ce qui stabilise leur orientation. Il en résulte que le galet rencontre sur ses pistes, une résistance moindre lorsqu'il se déplace dans la direction axiale du bol. Les
<Desc/Clms Page number 25>
structures caractéristiques permettant de tels contact angulaires sont des sections coniques ou d'ogives pour les pistes de guidage des galets.
Dans le joint homocinétique ayant la structure décrite ci-dessus, les pressions surfaciques de contact entre la périphérie extérieure d'un embout et la périphérie intérieure de la bague de support sont supérieures à celles dans d'autres structures. C'est pourquoi la périphérie extérieure de l'embout aura une plus grande résistance au roulement. De plus, les contraintes se concentrent dans la partie de base des embouts, ce qui est plus facile que dans d'autres réalisations et c'est pourquoi les parties de base sont soumise à une fatigue moindre. Il est en particulier intéressant dans le joint homocinétique selon l'invention de limiter les valeurs R de la caractéristique de résistance de ramollissement des périphéries extérieures et des surfaces de base des embouts à une plage prédéterminée pour que la périphérie extérieure offre une plus grande résistance à la fatigue de roulement et que la base offre une plus grande résistance à la fatigue de torsion ainsi que d'autres résistances comme celles décrites ci-dessus.
Le joint homocinétique selon l'invention, décrit ci-dessus, utilise des assemblages à galet composés d'un galet guidé par les pistes et une bague de support montée sur la périphérie extérieure de l'embout pour porter le galet à rotation ; dans cet assemblage l'embout a une périphérie extérieure sphérique convexe et la bague de support, une périphérie intérieure cylindrique ou conique. Dans cette réalisation, les assemblages à galet, composés du galet et de la bague de support formant un ensemble, peuvent exécuter des mouvements de basculement par rapport aux embouts.
Le joint homocinétique selon l'invention, décrit ci-dessus utilise un assemblage à galets composé d'un galet extérieur guidé par les pistes à galet et un galet intérieur monté à rotation sur l'embout et logé dans la périphérie intérieure du galet extérieur ; dans cet assemblage, le galet intérieur a une périphérie extérieure sphérique convexe et le galet extérieur une périphérie intérieure de forme créant une
<Desc/Clms Page number 26>
composante de charge dirigée vers l'extrémité de l'embout au niveau de la position de contact avec la périphérie extérieure du galet intérieur. Dans cette structure, l'assemblage à galets formé des galets et de la bague de support exécute des mouvements de basculement par rapport à l'embout. Les mouvements de basculement se réfèrent à l'axe du galet extérieur par rapport à l'axe de l'embout dans le plan contenant les axes des embouts.
De manière plus précise, la périphérie intérieure du galet extérieur peut prendre une diversité de configurations (décrites dans le brevet japonais publié, Hei 9-14280).
En effet, les configurations de la périphérie intérieure du galet extérieur sont les formes suivantes : une forme de cône dont la diamètre diminue vers l'extrémité de l'embout ; une surface sphérique concave avec une génératrice dont le centre de courbure est décalé par rapport au centre de la génératrice de la périphérie extérieure de l'embout, en direction de la base de l'embout (il s'agit de la configuration donnée à la figure 3 du brevet japonais publié Hei 9-14280) ; surface sphérique convexe dont la génératrice a un centre dé- calé par rapport au centre de la génératrice de la périphérie extérieure de l'embout en direction de l'extrémité de l'embout (configuration donnée à la figure 4 du brevet japo- nais publié Hei 9-14280) ; surface composite formée d'une surface conique dont le diamètre diminue vers l'extrémité de l'embout et d'une surface sphérique convexe (une forme représentée à la figure 5 du brevet japonais publié Hei 9-14280) et une surface composite comprenant une surface cylindrique et une surface sphérique convexe (configuration représentée à la figure 9 du brevet japonais publié Hei 9-14280). Néanmoins, pour simplifier les procédés de fabrication, la périphérie intérieure du galet extérieur a de préférence la forme d'un cône qui diminue progressivement en diamètre vers l'extrémité de l'embout. Dans ces conditions, la périphérie intérieure du galet extérieur correspond de préférence à un angle de basculement de 0,1 -3 , et de préférence 0,1 -1 pour réduire efficacement la poussée induite et la stabili- ser.
<Desc/Clms Page number 27>
Dans les structures décrites ci-dessus, on peut former de nombreuses cavités minuscules, réparties de manière aléatoire au moins sur les surfaces de contact comprenant la périphérie extérieure de l'embout et les pistes du galet. Les cavités microscopiques formées dans les surfaces de contact constituent des cavités à huile, favorisant la formation du film d'huile sur les surfaces de contact et améliorant la lubrification tout en augmentant la fiabilité vis-à-vis de la fatigue de roulement pour de telles surfaces de contact. Par exemple les cavités minuscules ou microscopiques ont une taille de quelques 10ème de m et une profondeur d'environ 1 um. Les conditions de meulage des surfaces de contact peuvent être modifiées pour former de minuscules cavités de taille, de profondeur, et de nombre aléatoires. Incidemment, il est à remarquer qu'il est difficile de former sélectivement de minuscules cavités dans les surfaces de contact seules et on peut également former de minuscules ou microscopiques cavités au voisinage des surfaces de contact du composant ou sur toute la surface..
On peut réaliser un revêtement solide de lubrification sur les surfaces de contact comprenant la périphérie extérieure des embouts et les pistes du galet en utilisant un revêtement de conversion chimique comme sous-revêtement.
Comme le revêtement lubrifiant solide réduit la résistance au frottement des surfaces de contact et améliore la lubrification, de telles surfaces de contact permettant d'augmenter la fiabilité vis-à-vis de la fatigue de roulement. Le revêtement de conversion chimique qui devient le sous-revêtement est formé dans le but d'augmenter l'adhérence du revêtement solide de lubrification sur la surface de contact. Des exemples de revêtements de conversion chimique sont les revêtements de phosphate de manganèse, des revêtements de phosphate de fer et de phosphate de zinc. Des exemples de films solides de lubrification comprennent un revêtement de bisulfure de molybdène et un revêtement de PTFE. Dans ce contexte, l'effet après le traitement dépend de la rugosité de la surface de contact avant le pré-traitement de surface (surface du matériel de base). C'est pourquoi il est souhaitable de finir les
<Desc/Clms Page number 28>
surfaces de contact avec une rugosité de surface Ra égale à 0,2-0,8 pour assurer une fonction de retenue d'huile appropriée. Si l'application sélective du revêtement sur les seules surfaces de contact est difficile, on peut également appliquer le revêtement au voisinage des surfaces de contact des composants ou sur toutes les surfaces.
La sulfuration à froid peut être appliquée sur les surfaces de contact comprenant la périphérie extérieure de l'embout et les pistes à galet. La sulfuration est un procédé de traitement de surface consistant à infiltrer du soufre dans la surface de l'acier pour former du sulfure de fer. L'application du procédé de sulfuration réduit la résistance de frottement de la surface. C'est pourquoi la surface améliore son état initial vis-à-vis de la fatigue de roulement et stabilise les caractéristiques NVH. Comme la sulfuration à froid se fait dans les conditions suivantes : une température de 30 à 40 C appliquée pendant une durée de 10 à 30 mn, cela n'entraîne pas de chute de la dureté des couches dures de la surface. L'effet après traitement dépend de la rugosité de la surface avant le traitement pour les surfaces de contact (surfaces du matériel de base). Il est ainsi souhaitable que les surfaces de contact soient préalablement finies avec une rugosité de surface telle que Ra = 0,2-0,8 pour arriver à des fonctions de retenue d'huile, appropriées.
De plus, pour atteindre les objectifs ci-dessus, la présente invention concerne un joint homocinétique comportant un bol dont la périphérie intérieure est munie de trois chemins en forme de gorges axiales, avec des pistes à galets dirigés axialement sur les deux côtés de chaque chemin, un tripode avec trois embouts venant radialement en saillie et un assemblage à galet monté sur chaque embout du tripode, l'assemblage à galet se compose d'un galet guidé le long des pistes à galets dans la direction parallèle à l'axe du bol et d'une bague de support portant le galet à rotation et un moyen de liaison retenant le galet et la bague de support par les deux côtés pour éviter tout mouvement axial relatif du galet et de l'élément de support ; l'assemblage à galet peut basculer et se déplacer axialement par rapport à l'embout et
<Desc/Clms Page number 29>
au moins l'un des moyens de liaison se compose d'un anneau de liaison fixé au galet ou à la bague de support, l'anneau de liaison une largeur W de l'ordre de 0,5 mm # W # 1,2 mm et sa dureté de surface est de l'ordre de HRC 43-HRC 52.
La structure selon laquelle au moins l'un des moyens de liaison comporte une bague de liaison fixée au galet ou à l'anneau de support comprend également les structures dans lesquelles l'un des moyens de liaison est un anneau de liaison et l'autre est formé d'un épaulement de liaison faisant corps avec le galet ou la bague de support ainsi que les structures dans lesquelles les deux moyens de liaison sont des anneaux de liaison. Cette définition couvre également une structure dans laquelle au moins l'un des moyens de liaison est formé d'un anneau de liaison et l'autre élément de liaison est formé en général par un anneau de liaison et un épaulement de liaison. De plus, l'expression anneau de liaison englobe non seulement un anneau de support, plein, ayant une forme d'anneau de support parfait mais également les anneaux fendus ou partiellement fendus.
Les anneaux de liaison ont une largeur W comprise entre 0,5 mm # W # 1,2 mm pour les raisons suivantes : les anneaux de liaison décrits ci-dessus subissent des charges axiales répétées appliquées par les galets (ou les bagues de support) et les aiguilles de roulement. Il est important que les anneaux de liaison soient suffisamment solides pour offrir une capacité plus grande de résistance aux charges axiales et à une fatigue plus élevée. Cela signifie que la solidité adéquate des anneaux de liaison répartit les charges axiales imposées aux anneaux de liaison ce qui améliore la résistance à la fatigue des anneaux de liaison. De plus, dans un joint homocinétique de ce type, les anneaux de liaison sont souvent fixés aux galets ou à la bague de support par un montage par compression et expansion en diamètre. C'est pourquoi la solidité adéquate que présente l'anneau de liaison est également souhaitable en terme de montage. De plus, pour simplifier le procédé de fabrication, il est intéressant de tenir compte de l'utilisation des anneaux de liaison. Fixer les anneaux de liaison avec une largeur W choisie dans la
<Desc/Clms Page number 30>
plage 0, 5 mm # W # 1, 2 mm donne la solidité appropriée pour les anneaux de liaison, leur assure une meilleure résistance à la fatigue vis-à-vis des charges axiales et favorise les possibilités d'installation sur les galets ou sur les bagues de support. Ainsi, les anneaux de liaison selon l'invention sont plus pratiques à utiliser.
Pour avoir une plus grande résistance à la fatigue vis-à-vis des charges axiales et une plus grande durée de vie pour les surfaces de contact, il est souhaitable que les surfaces des anneaux de liaison possèdent une dureté adéquate pour avoir une excellente résistance à l'usure. Pour cette raison, les anneaux de liaison ont une dureté de surface choisie dans la plage HRC 43-HRC 53. L'expression HRC représente ici l'échelle C de la dureté Rockwell. Les duretés de surface inférieures à HRC 43 ne donnent pas de surface de contact ayant une fiabilité suffisamment longue en fatigue.
Les duretés de surface supérieures à HRC 53 diminuent la solidité ce qui est gênant du point de vue de la résistance à la fatigue vis-à-vis des charges axiales ainsi que du point de vue de la facilité de montage.
Dans la structure décrite ci-dessus, au moins des couches de surface des anneaux de liaison peuvent avoir une structure avec du carbure sphéroïdal réparti dans une matrice martensitique. Dans ce contexte, l'expression au moins des couches de surface des anneaux de liaison contiennent une structure avec du carbure sphéroïdal réparti dans une matrice martensitique couvre des structures dans lesquelles seulement les couches de surface présentent la structure mentionnée ci-dessus et la structure s'étend en partant de la surface vers l'intérieur de la matière.
Selon cette structure, au moins les couches de surface des anneaux de liaison ont une matrice martensitique contenant du carbure sphéroïdal . Cela donne une résistance à l'usure supérieure à celle des aciers pour la structure générale et cela améliore les surfaces de contact du point de vue de la résistance à la fatigue.
Le carbure évoqué ci-dessus contient principalement Fe3C. La structure avec du carbure réparti dans la ma-
<Desc/Clms Page number 31>
trice martensitique peut s'obtenir avec au moins des couches de surface avec une teneur en carbone C égale ou supérieure à celle correspondant au point eutectique (au moins 0,8 % en poids) ; puis on soumet cette structure à un traitement thermique et un revenu.
De manière plus précise, les anneaux de liaison peuvent être en un acier au carbone pour outil et la matrice martensitique peut avoir du carbure sphéroïdal correspondant à 0,3-0,6 % en poids. Selon cette structure, la matrice de martensite contient une quantité appropriée de carbure sphéroïdal fin et offre ainsi une plus grande résistance à l'usure. La partie de noyau est protégée contre une augmentation excessive de dureté et constitue une structure de solidité adéquate. Les surfaces de contact des anneaux de liaison ont une excellente résistance à la fatigue et une résistance vis-à-vis des charges axiales. De plus, comme les anneaux de liaison garantissent une solidité adéquate, on peut également augmenter l'aptitude au montage des galets ou des bagues de support. La matrice martensitique est de préférence limitée à la plage de 0,3-0,6 % en poids en carbure sphéroïdal . On ne peut avoir moins de 0,3 % en poids de carbure sphéroïdal si l'on veut améliorer suffisamment la résistance à l'usure. Au contraire, les teneurs en carbure sphéroïdal supérieures à 0,6 % en poids abaissent tellement la solidité de la matrice qu'elle ne présente plus qu'une trop faible résistance à la fatigue vis-à-vis des charges axiales et une mauvaise aptitude au montage. Comme acier au carbone pour outil on peut utiliser les types suivants : SK3, SK4, SK5, SK6.
En d'autres termes, les anneaux de liaison peuvent être réalisés en acier à ressort. Dans cette structure, on atteint des limites élastiques élevées tout en conservant une dureté de surface importante. Les surfaces de contact des anneaux de liaison améliorent la tenue à la fatigue ainsi que la résistance à la fatigue vis-à-vis des charges axiales. De plus, on comme a des lignes élastiques plus élevées, cela améliore d'autant l'aptitude au montage des anneaux de liaison ; cela est intéressant pour des opérations de montage automatique et réduit les coûts de fabrication. On peut choisir
<Desc/Clms Page number 32>
l'acier à ressort de type quelconque ; le meilleur choix est celui des aciers à ressort formés à chaud ou à froid en fonction des conditions d'utilisation, de la taille du joint homocinétique ou d'autres caractéristiques de ce type. Par exemple, on peut utiliser de l'acier à ressort formé à chaud SUP4 ou un acier de ce type.
Les anneaux de liaison peuvent également être réalisés en barres d'acier dures. Bien que la résistance à l'usure soit légèrement inférieure à celle des structures décrites ci-dessus, elle assure des limites élastiques plus élevées et accepte des charges axiales imposées à l'anneau de liaison. Il en résulte une plus grande résistance à la fatigue vis-à-vis des charges axiales. De plus, les barres d'acier dures sont relativement bon marché et efficaces pour améliorer l'aptitude au montage. Par exemple, pour l'acier dur, on peut utiliser le type SWRH.
Dans les structures décrites ci-dessus, les anneaux de liaison sont de préférence fixés aux galets ou aux bagues de support sans jeu. L'expression sans jeu désigne la situation dans laquelle les anneaux de liaison sont montés sur les galets ou les bagues de support au moins sans jeu radial. La suppression du jeu axial ainsi que du jeu radial est préférable. Selon cette réalisation, la fixation sans jeu des anneaux de liaison sur les galets ou les bagues de support stabilise la zone d'action (les points de charge) des charges axiales que le galet et la bague de support exercent sur un anneau de liaison. Cela augmente une nouvelle fois la résistance à la fatigue vis-à-vis des charges axiales. De plus, la suppression des fluctuations du point de charge améliore également la résistance à la fatigue des surfaces de contact entre les anneaux de liaison et les galets ou les bagues de support.
L'autre moyen de liaison peut être un épaulement de liaison faisant corps avec un galet ou un anneau de support pour que la tolérance d'assemblage liée à la fixation de l'anneau de liaison sur cette partie soit ainsi supprimée. En conséquence, les jeux axiaux des moyens de liaison des deux côtés du galet ou de la bague de support sont réduits de moi-
<Desc/Clms Page number 33>
tié. Cela rend encore plus intéressants les effets décrits ci-dessus.
Dans les structures décrites ci-dessus, on peut réaliser de nombreuses cavités, minuscules ou microscopiques, réparties de manière aléatoire, au moins dans les surfaces de contact des moyens de liaison (anneaux de liaison et/ou épaulements de liaison). Les cavités microscopiques formées dans les surfaces de contact jouent le rôle de cavités retenant de l'huile pour favoriser la formation de films d'huile sur les surfaces de contact, améliorant la lubrification et augmentant la fiabilité vis-à-vis de la fatigue de roulement pour les surfaces de contact. Par exemple, les minuscules cavités ont une taille de quelques dixièmes de um et une profondeur d'environ 1 m. Les conditions de meulage des surfaces de contact peuvent être modifiées pour réaliser des microcavités de profondeur et de nombre arbitraires. S'il est difficile de former sélectivement des microcavités dans les seules surfaces de contact, on peut les former également au voisinage des surfaces de contact ou même les répartir sur toute la surface des anneaux de liaison et des galets et bagues de support.
On peut former un revêtement solide de lubrification au moins sur les surfaces de contact des moyens de liaison (les anneaux de liaison et/ou les épaulements de liaison) avec un revêtement de conversion chimique comme sousrevêtement. Comme le revêtement solide de lubrification réduit la résistance au frottement des surfaces de contact et améliore la lubrification, les surfaces de contact améliorent ainsi la résistance à la fatigue. Le revêtement de conversion chimique qui devient le sous-revêtement est formé dans le but d'augmenter l'adhérence du revêtement solide de lubrification sur les surfaces de contact. Des exemples de revêtements de conversion chimique sont un revêtement de phosphate de manganèse, un revêtement de phosphate de fer et un revêtement de phosphate de zinc.
Des exemples de revêtement solides de lubrification sont : un revêtement de bisulfure de molybdène et un revêtement de PTFE. Dans ce contexte, l'effet après le traitement dépend de la rugosité de la surface avant le trai-
<Desc/Clms Page number 34>
tement pour les surfaces de contact (surfaces de la matière de base). C'est pourquoi il est souhaitable que les surfaces de contact soient préalablement finies avec une rugosité de surface Ra = 0,2-0,8 pour assurer le rôle de cavités d'huile adéquates. Si l'application sélective du revêtement sur les surfaces de contact seule est difficile, on peut appliquer le revêtement au voisinage des surfaces de contact ou sur toutes les surfaces des anneaux de liaison et/ou galets/bagues de support.
La sulfuration à froid peut être appliquée au moins sur les surfaces de contact des moyens de liaison (anneaux de liaison et/ou épaulements de liaison). La sulfuration est un procédé de traitement de surface consistant à filtrer du soufre dans la surface de l'acier pour former du sulfure de fer. La sulfuration réduit la résistance au frottement pour la surface qui améliore son aptitude initiale à la résistance à la fatigue de roulement et stabilise également les caractéristiques NVH. Comme la sulfuration à froid se fait dans les conditions suivantes : entre 30 C et 40 C pendant une durée de 10-30 minutes, il n'y aura pas de diminution de la dureté des couches de surface dures. L'effet après le traitement dépend de la rugosité de la surface avant le traitement pour les surfaces de contact (surfaces de la matière de base). Ainsi, il est souhaitable que les surfaces de contact soient finies au préalable avec une rugosité de surface Ra = 0,2-0,8 pour assurer les bonnes fonctions de retenue d'huile. Si l'application sélective de la sulfuration sur les surfaces de contact seule est difficile, on peut également appliquer la sulfuration au voisinage des surfaces de contact ou sur toutes les surfaces des anneaux de liaison et de l'ensemble galet/bague de support.
On peut appliquer le grenaillage au moins aux surfaces de contact des moyens de liaison (anneaux de liaison et/ou épaulements de liaison)). Les conditions concernant la taille des particules utilisées pour le grenaillage, la vitesse de tir et l'importance du tir, sont des paramètres que l'on règle de manière appropriée pour former des cavités microscopiques dans les surfaces de contact pour que ces micro-
<Desc/Clms Page number 35>
cavités jouent le rôle de cavités de retenue d'huile pour améliorer la lubrification. L'application du procédé de grenaillage donne des structures de surface plus fines et crée des contraintes de compression résiduelles dans les surfaces.
C'est pourquoi le grenaillage est intéressant pour augmenter encore plus la résistance à la fatigue vis-à-vis des charges axiales et celle pour les surfaces de contact. Si l'application sélective du grenaillage sur les surfaces de contact seules est difficile, on peut également l'appliquer au voisinage des surfaces de contact ou sur l'ensemble des surfaces des anneaux de liaison et celle de l'ensemble galet/bague de support.
Le joint homocinétique selon la présente invention peut utiliser des assemblages à galet formés chacun d'un galet guidé par des pistes et un anneau de support monté sur la périphérie extérieure de l'embout pour porter à rotation le galet, la périphérie intérieure de l'anneau de support ayant une forme en section courbe et convexe et la périphérie extérieure de l'embout, une forme droite en coupe longitudinale et en section transversale, une forme permettant d'avoir le contact avec la périphérie intérieure de l'anneau de support dans une direction perpendiculaire à l'axe du joint homocinétique et créant un jeu par rapport à la périphérie intérieure de la bague de support, dans la direction du joint. En d'autres termes, le joint homocinétique selon la présente invention peut utiliser des assemblages à galet ayant chacun un galet destiné à être guidé par les pistes et une bague de support monté sur la périphérie extérieure de l'embout pour porter le galet à rotation ; l'embout a une périphérie extérieure sphérique convexe et la bague de support une périphérie intérieure cylindrique ou conique. Comme les détails de ces structures sont identiques à ceux des structures déjà décrites, leur description ne sera pas reprise.
Selon la présente invention, les moyens de liaison, en particulier les anneaux de liaison destinés à être fixés sur l'assemblage galet/bague de support, améliorent la résistance à la fatigue vis-à-vis des charges axiales et la fiabilité vis-à-vis de la fatigue pour les surfaces de
<Desc/Clms Page number 36>
contact. Cela permet de réaliser un joint homocinétique tripode plus fiable et plus résistante, tout en conservant les dimensions globales ; cela permet également de réaliser un joint homocinétique tripode ayant une structure plus compacte que celle des joints connus tout en ayant une fiabilité et une résistance au moins équivalentes, voire supérieures.
Description résumée des dessins.
La présente invention sera décrite ci-après de manière plus détaillée à l'aide des dessins annexés dans lesquels : # les figures 1A-1C montrent un joint homocinétique univer- sel tripode selon un premier mode de réalisation de l'invention, # la figure 1A est une vue de bout, partiellement coupée, # la figure 1B est une coupe perpendiculaire à un élément d'axe, # la figure 1C est une vue d'une bague de support, # la figure 2A est une coupe longitudinale du joint homoci- nétique des figures 1A-1C avec un certain angle de fonc- tionnement, # la figure 2B est une vue schématique de côté du tripode de la figure 2A, # la figure 3 est une vue à échelle agrandie d'une bague de support, # la figure 4A est une vue en coupe longitudinale du joint homocinétique montrant la relation entre un élément d'axe et un assemblage à galet, # la figure 4B est une vue en plan de l'élément d'axe et de l'assemblage à galet, # la figure 5 est une vue en coupe transversale d'un élément d'axe, # la figure 6A est une vue en coupe dans la direction axiale d'un élément d'axe montrant l'élément d'axe et l'assemblage à galet, # la figure 6B est une vue en coupe perpendiculaire à l'élément d'axe montrant cet élément d'axe et un anneau de support,
<Desc/Clms Page number 37>
# la figure 7A est une vue en coupe dans la direction axiale d'un élément d'axe montrant cet élément et un assemblage à galet, # la figure 7B est une vue coupe perpendiculaire à l'axe montrant celui-ci et un anneau de support, # les figures 8A, 8B montrent un joint homocinétique tripode correspondant à un second mode de réalisation de l'invention, # la figure 8A est une vue de bout, partiellement coupée, # la figure 8B est une vue en coupe perpendiculaire à l'axe, # la figure 9A est une vue en coupe longitudinale du joint homocinétique des figures 8A et 8B pour un certain angle de fonctionnement, # la figure 9B est une vue schématique de côté du tripode de la figure 9A, # la figure 10 est une vue en coupe à échelle agrandie d'une bague de support, # la figure 11A est une vue en coupe d'un tripode et d'un assemblage à galet, # la figure 11B est une vue en plan correspondant à la fi- gure 11A, # les figures 12A, 12B montrent un joint homocinétique tri- pode selon un troisième mode de réalisation de l'invention, # la figure 12A est une vue de bout partiellement coupée de ce mode de réalisation, # la figure 12B est une vue en coupe perpendiculaire à un axe, # la figure 13 est une coupe longitudinale d'un joint homo- cinétique pour un certain angle de fonctionnement, # la figure 14 est une vue en coupe à échelle agrandie d'une bague de support, # la figure 15 est une vue en coupe transversale d'un élé- ment d'axe, # la figure 16 est une coupe transversale d'un élément d'axe, # la figure 17 est une vue en coupe transversale d'un élé- ment d'axe,
<Desc/Clms Page number 38>
# les figures 18A-18C montrent un quatrième mode de réalisa- tion d'un joint homocinétique selon l'invention, # la figure 18A est une vue de bout partiellement coupée du joint homocinétique, # la figure 18B est une vue en coupe perpendiculaire à un élément d'axe selon la figure 18A, # la figure 18C est une vue en coupe d'une bague de support servant à expliquer l'ellipse de contact, # la figure 19A est une coupe longitudinale du joint homoci- nétique des figures 18A-18C pour un certain angle de fonc- tionnement, # la figure 19B est une vue schématique de côté du tripode de la figure 19A, # les figures 20A-20C montrent un cinquième mode de réalisa- tion d'un joint homocinétique tripode, # la figure 20A est une vue de bout partiellement coupée du joint, # la figure 20B est une vue en coupe perpendiculaire à un élément d'axe selon la figure 20A, # la figure 20C est une coupe longitudinale montrant le joint pour un certain angle de fonctionnement, # la figure 21 est une vue en coupe à échelle agrandie d'une bague de support selon les figures 20A-20C, # les figures 22A, 22B montrent un sixième mode de réalisa- tion d'un joint homocinétique tripode selon l'invention, # la figure 22A est une vue de bout partiellement coupée du joint homocinétique, # la figure 22B est une vue en coupe à échelle agrandie des parties principales de la figure 22A, # la figure 23 est un schéma servant à expliquer la compo- sante de charge F qui se produit dans la position de contact entre la bague de support et l'élément d'axe selon les figures 22A, 22B, # les figures 24A-24C montrent un septième mode de réalisa- tion d'un joint homocinétique tripode selon la présente invention, # la figure 24A est une coupe transversale du joint,
<Desc/Clms Page number 39>
# la figure 24B est une vue en coupe à échelle agrandie des éléments essentiels de la figure 24A, # la figure 24C est un diagramme expliquant la composante de charge F qui s'établit dans la position de contact entre un galet extérieur et un galet intérieur, # la figure 25 est un diagramme montrant les conditions de cémentation par du plasma, # la figure 26 est une vue en coupe à échelle agrandie d'un assemblage à galet, # la figure 27 est une vue en coupe à échelle agrandie d'un assemblage à galet correspondant à une variante de réali- sation, # la figure 28A est une vue en coupe à échelle agrandie d'un assemblage à galet correspondant à une variante de réali- sation, # la figure 28B est une vue à échelle agrandie de la région
X de la figure 28A, # la figure 29A est une vue en coupe à échelle agrandie d'un assemblage à galet correspondant à une autre variante de réalisation, # la figure 29B est une vue à échelle agrandie de la région
Y de la figure 29A, # la figure 30 est une vue en coupe partielle d'un anneau de contact, # la figure 31 est une vue en coupe partielle à échelle agrandie d'un assemblage à galet correspondant à une va- riante de réalisation, # la figure 32 est une vue partiellement en coupe à échelle agrandie d'un assemblage à galet selon une autre variante de réalisation, # la figure 33 est une vue en coupe à échelle agrandie d'un assemblage à galet correspondant à un autre mode de réali- sation, # les figures 34A-34D sont des vues en coupe partielle mon- trant les surfaces d'extrémité des aiguilles de roulement.
X de la figure 28A, # la figure 29A est une vue en coupe à échelle agrandie d'un assemblage à galet correspondant à une autre variante de réalisation, # la figure 29B est une vue à échelle agrandie de la région
Y de la figure 29A, # la figure 30 est une vue en coupe partielle d'un anneau de contact, # la figure 31 est une vue en coupe partielle à échelle agrandie d'un assemblage à galet correspondant à une va- riante de réalisation, # la figure 32 est une vue partiellement en coupe à échelle agrandie d'un assemblage à galet selon une autre variante de réalisation, # la figure 33 est une vue en coupe à échelle agrandie d'un assemblage à galet correspondant à un autre mode de réali- sation, # les figures 34A-34D sont des vues en coupe partielle mon- trant les surfaces d'extrémité des aiguilles de roulement.
Description détaillée des modes de réalisation préférentiels.
La description suivante concerne des modes de réalisation préférentiels de l'invention.
<Desc/Clms Page number 40>
Les figures 1A-2B montrent un joint homocinétique ou joint universel tripode, correspondant à un premier mode de réalisation de la présente invention.
La figure 1A montre une face d'extrémité du joint (partiellement coupée) et la figure 2A montre une coupe longitudinale du joint pour un certain angle de travail égal à #. Le joint homocinétique est principalement composé d'un bol 10 et d'un tripode 20. Le bol 10 est relié à l'un des deux arbres à assembler et le tripode 20 à l'autre arbre.
Le bol 10 comporte trois chemins en forme de gor- ges 12 dirigées axialement ; gorges sont prévues sur la périphérie intérieure de l'élément 10. Chacune des gorges formant un chemin 12 comporte des pistes de guidage de galet 14 dans ses parois latérales opposées de façon périphérique.
Le tripode 20 a trois embouts ou éléments d'axe 22 venant radialement en saillie. Chacun des embouts 22 porte un galet 34 ; ce galet est associé à l'une des gorges formant le chemin 12 du bol 10. Dans chacun des chemins 12 en forme de gorges, les pistes 14 sont opposées l'une à l'autre dans la direction périphérique du joint homocinétique ; ces pistes appartiennent à une surface cylindrique parallèle à l'axe du bol 10. La périphérie extérieure de chaque galet 34 est constituée par une surface sphérique dont le centre de courbure se situe sur l'axe géométrique de l'élément d'axe 22. Ainsi, les galets 34 peuvent basculer dans les gorges 12 des pistes.
Une bague de support 32, annulaire, est montée sur la périphérie extérieure de chaque embout 22. Cette bague de support 32 et le galet 34 sont réunis par un ensemble d'aiguilles de roulement 36 pour constituer un assemblage à galet, autorisant une rotation relative. De manière plus précise, les aiguilles de roulement 36 sont interposées à rotation entre la surface de la piste intérieure et celle de la piste extérieure et la périphérie cylindrique extérieure de la bague de support 32 et la périphérie intérieure cylindrique du galet 34 constituent respectivement les pistes intérieure et extérieure. Selon la figure 1B, les aiguilles de roulement 36 sont réparties dans un état de remplissage complet ; les aiguilles sont aussi nombreuses que possible sans
<Desc/Clms Page number 41>
laisser d'intervalle. Les références 33,35 désignent une paire de rondelles installée dans des gorges annulaires réalisées dans la périphérie intérieure de chaque galet 34 avec pour fonction de retenir les aiguilles de roulement 36. Chacune des rondelles 33,35 présente une section dans sa direction périphérique (voir 4B) permettant son montage dans la gorge annulaire de la périphérie intérieure du galet 34 par contraction élastique en diamètre.
Dans le coupe longitudinale (figure 1A et 2A) chaque embout 32 présente une périphérie extérieure de forme droite, parallèle à l'axe de l'embout 22. Dans la vue en coupe (figure 1B), l'embout 22 a une forme généralement elliptique dont l'axe principal est perpendiculaire à l'axe du joint. La section de l'embout 22 a en général une forme elliptique avec une partie étroite dans la direction non chargée ou dans le sens de l'épaisseur lorsqu'on regarde dans la direction axiale du tripode 20, par comparaison avec la direction de charge. En d'autres termes, chaque embout 22 a une forme de section telle que les faces opposées dans chaque autre direction axiale du tripode 20 se rapprochent l'une de l'autre, c'est-à-dire vers les petits diamètres par rapport à la surface cylindrique fictive.
La périphérie intérieure de chaque bague de support 32 est à courbure convexe, en coupe. Cela signifie que la génératrice de la périphérie est un arc convexe de rayon (r) (figure 1C). Cela est lié aux sections transversales de forme générale elliptique décrites ci-dessus des embouts 22 et à l'existence de jeux prédéterminés entre les embouts 22 et les anneaux de support 32 pour permettre aux bagues de support 32 de se déplacer dans la direction axiale des embouts 22 ainsi que de basculer par rapport aux embouts 22. De plus, les bagues de supports 32 et les galets 34 sont réunis en un assemblage par les aiguilles de roulement 36 pour pouvoir effectuer des rotations relatives comme cela a été décrit ci-dessus. C'est pourquoi les bagues de support 32 et les galets 34 peuvent basculer globalement par rapport aux embouts 22. Dans la présente description, l'expression mouvement de basculement concerne le basculement des axes
<Desc/Clms Page number 42>
des bagues de support 32 et des galets 34 par rapport à l'axe des embouts 22 dans les plans passant par les axes des embouts 22 (voir figure 2A).
Dans un joint classique, les embouts viennent en contact avec la périphérie intérieure des bagues de support pour toute la longueur de leur périphérie extérieure. Cela donne des ellipses de contact qui s'étendent de manière périphérique. C'est pourquoi, lorsque les embouts basculent par rapport au bol du joint homocinétique, cela produit des couples de frottement qui basculent les bagues de support et finalement les galets par le mouvement des embouts. Dans le mode de réalisation des figures 1A-1C, les coupes généralement elliptiques des embouts 22 et des périphéries intérieures des bagues de support 32, dont les génératrices sont des arcs convexes de rayon (r), font que les ellipses de contact sont plus proches des points comme représenté par le trait interrompu à la figure 1C, avec une réduction simultanée de la surface. Il en résulte que les forces qui tendent à basculer les assemblages à galet 32,34 sont considérablement diminuées par rapport aux cas classiques, avec pour autre perfectionnement, la stabilité d'orientation des galets 34.
Selon la figure 3, chaque bague de support est formé de la combinaison au milieu d'une partie d'arc, bordée d'une partie de dégagement 32b de chaque côté. Les parties de dégagement 32b ont pour fonction d'éviter d'interférer avec l'embout 22 pour un angle de travail # comme représenté à la figure 2A. Chaque partie de dégagement 32b est formée par une courbe ou une droite qui s'évase progressivement en diamètre à partir du bord de la partie courbe 32a vers l'extrémité de la bague de support 32. Les parties de dégagement 32b représentées sont ainsi constituées de parties d'une surface conique ayant un angle au sommet a = 50 . La partie courbe 32a présente un grand rayon de courbure, par exemple de l'ordre de 30 mm de façon que l'embout 22 peut basculer de 2 à 3 par rapport à la bague de support 32.
Dans un joint homocinétique tripode, une rotation du bol 10 crée en continu trois mouvements de nutation du tripode 20 par rapport au centre du bol 10. Le degré
<Desc/Clms Page number 43>
d'excentricité représenté par le symbole de référence (e) (figure 2A) augmente proportionnellement à l'angle de fonctionnement #. Alors que les trois embouts 22 sont espacés l'un de l'autre de 120 , l'angle de travail # fait basculer les embouts 22 comme cela est représenté à la figure 2B.
De manière plus précise, par rapport à l'embout vertical 22 tel que représenté, dans la partie supérieure du schéma, les deux autres embouts 22 sont inclinés légèrement par rapport à leur axe de travail, comme cela est représenté par un trait mixte. Par exemple pour un angle de travail 0 approximativement égal à 23 , on a un décalage de l'ordre de 2 -3 . Ce décalage est facilement autorisé par la courbure des parties d'arc 32a de la périphérie intérieure des bagues de support 32. C'est pourquoi les pressions exercées en surface des parties de contact entre les embouts 22 et les bagues de support 32 n'augmenteront pas de manière excessive.
La figure 2B est une représentation schématique des trois embouts 22 du tripode 20 tels que vus du côté gauche de la figure 2A ; les traits pleins représentent les différents embouts. L'axe principal 2a de chaque embout 22 et le diamètre intérieure de la bague de support correspondant 32 créent un jeu permettant d'absorber le basculement de l'embout 22 résultant du mouvement de nutation du tripode 20.
Des exemples chiffrés caractéristiques pour ce jeu sont donnés dans le tableau 1 à la fin de la description.
Dans le joint homocinétique correspondant au présent mode de réalisation, la relaxation des pressions de surface est nécessaire du fait que les embouts 22, ayant des coupes transversales généralement elliptiques et les bagues de support 32 ayant des coupes circulaires, se touchent l'un l'autre pour la transmission du couple. Ce point sera détaillé ci-après par rapport aux figures 4A et 4B. En fait, la direction verticale de la figure 4B représente la direction d'application de la charge et la direction horizontale, la direction sans charge.
Lorsque le joint transmet un couple avec un angle de travail égal à 0, chaque embout 22 exécute des mouvements alternatifs par rapport à sa bague de support 32, les limites
<Desc/Clms Page number 44>
de l'angle de fonctionnement # correspondant au trait interrompu de la figure 4A. Dans ces conditions, dans la direction non chargée, l'embout 22 et la bague de support 32 présentent un jeu relativement important qui permet à l'embout 22 de basculer sans interférer avec la bague de support 32. Dans la direction de charge, l'embout 22 augmente toutefois de courbure apparente comme le montre la courbe en trait interrompu à la figure 4B, lorsque l'angle de fonctionnement # augmente pour augmenter le basculement de l'embout 22. Si la courbure apparente dépasse la courbure du diamètre intérieur de la bague de support 32, l'embout 22 vient en contact suivant deux points avec la bague de support 32. Puis l'embout 22 ne peut basculer librement de lui-même et il commence à coopérer avec la bague de support 32 ; finalement il coopère avec l'assemblage à galet 32,34 pour agir sur son inclinaison.
Dans ces conditions, la forme de la coupe transversale des embouts 22, en particulier les dimensions dans la direction de charge, sont déterminées de façon que les embouts 22 puissent basculer dans une plage angulaire prédéterminée, d'euxmêmes, sans interférer avec les bagues de support 32.
De manière plus précise, si l'on suppose que l'angle de travail maximum Omax est égal à 25 , le réglage permettant au joint de prendre l'angle maximum de travail sans basculer les bagues de support 32 et en minimisant les pressions de surface entre l'embout 22 et les bagues de support 32 est la suivante : r = 1,369a b/a = 0,759, a et b correspondent respectivement au demi-axe principal et au demi-axe auxiliaire de la vue en coupe essentiellement elliptique d'un embout 22 (voir figure 5) ; r est le rayon de courbure de la périphérie intérieure de la bague de support (voir figures 1C et 3).
Si l'on suppose que le rayon de courbure r de la périphérie intérieure de l'anneau de support a une plage recommandable comprise entre 0,5r et 1,5r, c'est-à-dire entre 0,684a et 2,053a, alors l'excentricité b/a tombe dans la plage comprise entre 0,836 et 0,647.
<Desc/Clms Page number 45>
Bien que cette configuration soit envisageable, le réglage décrit ci-dessus peut provoquer une pression surfacique trop importante entre les embouts 22 et les bagues de support 32 pour permettre une application pratique du joint à l'automobile. C'est pourquoi dans les cas où les vibrations inférieures sont souhaitables dans les conditions d'angles de fonctionnement normaux dans les applications à l'automobile, les angles de non basculement des assemblages à galet 32,34 peuvent être abaissés pour réduire les pressions surfaciques et autoriser l'utilisation pratique des joints. Par exemple, la table 2 donne une liste des valeurs optimales et des plages recommandables pour le rayon de courbure r de la périphérie intérieure de la bague de support et de l'excentricité b/a en supposant que l'angle de fonctionnement normal # est supérieur à 5 et inférieur à 15 .
Le mode de réalisation décrit ci-dessus correspond à la combinaison d'embouts 22 ayant une section générale en arc de cercle et de bagues de support 32 ayant des périphéries intérieures en arc convexe. Toutefois, d'autres combinaisons peuvent être envisagées. Par exemple, comme le montrent les figures 6A-7B, les embouts 22 et les bagues de support 32 peuvent être mis en contact linéaire réciproques pour avoir des pressions surfaciques réduites. Dans le mode de réalisation des figures 6A, 6B, une bague de support 32 ayant une périphérie intérieure cylindrique est installée sur un embout 22 ayant une section transversale elliptique. Ainsi, les deux éléments sont en contact linéaire l'un avec l'autre dans la direction axiale.
Dans le mode de réalisation des figures 7A, 7B, on a une bague de support 32 ayant une périphérie intérieure en forme d'arc convexe installée sur un embout 22 à périphérie extérieure cylindrique circulaire. Ainsi, les deux éléments sont en contact linéaire l'un avec l'autre dans la direction périphérique.
Ces deux ensembles sont faisables grâce à la possibilité des galets 34 de basculer à l'intérieur des gorges 12 des pistes. De manière plus précise, l'angle de basculement des embouts 22 par rapport aux bagues de support 32 est
<Desc/Clms Page number 46>
limité et ainsi les unités à galets 32,34 viennent basculer lorsque le joint homocinétique transmet un couple avec un angle de fonctionnement. Ce basculement est autorisé par les galets 34 qui basculent à l'intérieur des gorges 12 des pistes.
Les figures 8A-9B montrent un joint homocinétique tripode selon un second mode de réalisation de l'invention.
La figure 8A est une vue de bout du joint (en partie coupée).
La figure 8B correspond à une coupe perpendiculaire à l'embout. La figure 9A est une coupe longitudinale du joint pour un angle de fonctionnement #. Le joint homocinétique est principalement composé d'un bol 10 et d'un tripode 20. Le bol 10 est relié à l'un des deux arbres à réunir et le tripode 20 est relié à l'autre arbre.
Selon les figures 8A et 8B, le bol 10 comporte trois gorges 12 formant des chemins s'étendant axialement suivant sa périphérie intérieure. Chacun des chemins 12 forme une piste 14 pour le galet dans ses parois latérales opposées de manière périphérique. Le tripode 20 comporte trois embouts 22 venant radialement en saillie. Un galet 34 est associé à chaque embout 22. Le galet 34 est logé chaque fois dans une gorge 12 du bol 10 du joint. Le galet 34 a une périphérie extérieure correspondant en coupe à la forme des pistes à galets 14.
La périphérie extérieure de chaque galet 34 a la forme d'une surface convexe dont la génératrice est un arc de cercle ; le centre de courbure est radialement décalé par rapport à l'axe de l'embout 12. Les pistes 14 ont une section en forme d'arc d'ogive. Ainsi, le galet 34 et la piste 14 sont en contact angulaire l'un avec l'autre.
La figure 8A montre les deux positions de contact par un tracé en trait mixte. Bien que non représentée dans les dessins, la périphérie extérieure sphérique du galet peut être combinée aux sections transversales coniques des pistes 14 pour réaliser un contact angulaire. L'adoption de cette réalisation comme assurant des contacts angulaires entre les galets 34 et les pistes 14 fait que les galets ont moins tendance à vibrer, c'est que l'on stabilise leur orientation.
<Desc/Clms Page number 47>
Incidemment, si l'on n'adopte pas de contacts angulaires, les pistes à galets 14 peuvent par exemple comporter une partie de surface cylindrique dont l'axe est parallèle à celui du bol 10. Dans ces conditions, la configuration de la coupe transversale des pistes 14 peut être celle d'un arc correspondant à la génératrice de la périphérie extérieure des galets 34.
Une bague de support 32 est installée sur la périphérie extérieure de chaque embout 22. Cette bague de support 32 et le galet 34 sont réunis par un ensemble d'aiguilles de roulement 36 pour constituer un assemblage à galet susceptible de rotation relative. De manière plus précise, les aiguilles de roulement 36 sont interposées en rotation entre la surface de la piste intérieure et celle de la piste extérieure ; la périphérie extérieure cylindrique de la bague de support 32 et la périphérie cylindrique intérieure du galet 34 constituent respectivement la surface intérieure et la surface extérieure des pistes.
Selon la figure 8B, les aiguilles de roulement 36 sont disposées dans un état complémentaire total ; les aiguilles sont aussi nombreuses que possible. Les références 33 et 35 désignent une paire d'anneaux logée dans des gorges annulaires réalisées dans la périphérie intérieure de chaque galet 34 ; anneaux ont pour but de retenir les aiguilles de roulement 36. Les anneaux 33,35 ont une découpe dans leur direction périphérique (voir figure 11B) pour permettre leur montage dans les galets 34 par contraction élastique de leur diamètre puis installation dans les gorges annulaires grâce à leur force d'expansion élastique.
La coupe longitudinale (figure 8A ou 9A) de chaque embout 22 montre une périphérie extérieure composée d'une courbe convexe qui augmente vers le centre ou d'un arc convexe de rayon de courbure, par exemple égal à R.
Dans la vue en coupe (figure 8B), l'embout 22 a la forme d'une ellipse dont le grand axe est perpendiculaire à l'axe du joint homocinétique. En d'autres termes, chaque embout a une forme de coupe transversale telle que les faces opposées l'une à l'autre dans la direction axiale du tripode
<Desc/Clms Page number 48>
20 soient rapprochées l'une de l'autre, c'est-à-dire vers les petits diamètres, de façon plus réduite que le diamètre de la surface cylindrique fictive.
Selon la figure 10, chaque bague de support 32 a une périphérie intérieure cylindrique. Cette forme combinée à la coupe longitudinale à courbure convexe décrite ci-dessus pour les embouts 22 rend mobiles les bagues de support 32 dans la direction axiale des embouts 22 tout en permettant de basculer par rapport à ces embouts 22. De plus, les bagues de support 32 et les galets 34 sont réunis par des aiguilles de roulement 36 pour pouvoir effectuer des rotations relatives comme cela a été décrit ci-dessus. C'est pourquoi les bagues de support 32 et les galets 34 peuvent exécuter des mouvements de basculement globaux par rapport aux embouts 22. Dans la présente description, l'expression mouvement de basculement concerne le basculement de l'axe des bagues de support 32 et celui des galets 34 par rapport à l'axe des embouts 22 dans les plans contenant les axes des embouts 22 (voir figure 9A) .
Les bagues de support 32 peuvent avoir une périphérie intérieure de forme cylindrique sur la plus grande partie de la largeur alors que la génératrice de la périphérie intérieure des bagues de support 32 combine ici une partie cylindrique 32a, au milieu, et des parties de dégagement 32b des deux côtés. Le but des parties de dégagement 32b est d'éviter toute interférence avec les embouts 22 pour un angle de fonctionnement 0 comme cela est représenté aux figures 9A et 11A. Chaque partie de dégagement 32b est formée d'une ligne droite ou courbe qui s'écarte progressivement vers l'extérieur par rapport au diamètre en partant de l'extrémité de la partie courbe 32a vers l'extrémité de la bague de support 32. Les parties de dégagement 32b, telles que présentées ici, sont formées d'une surface conique ayant un angle au sommet a = 50 .
Dans les joints homocinétiques tripode, une rotation du bol 10 se traduit par trois mouvements de nutation du tripode 20 par rapport au centre du bol 10 du joint. Le degré d'excentricité représenté par le symbole de référence (e)
<Desc/Clms Page number 49>
(figure 9A) augmente à proportion de l'angle de travail #.
Alors que les trois embouts 22 sont écartés l'un de l'autre de 120 , l'angle de fonctionnement # fait basculer l'embout 22 comme cela est représenté à la figure 9B. De manière plus précise, par rapport à l'embout vertical 22 représenté dans la partie supérieure du diagramme, les deux autres embouts 22 sont décalés légèrement par rapport à leur axe de fonctionnement, zéro, comme le montrent les traits interrompus. Par exemple, pour un angle de fonctionnement # approximativement égal à 23 , on aura une inclinaison de l'ordre de 2 -3 .
Cette inclinaison peut être facilement autorisée par la courbure des parties d'arc 32a sur les périphéries intérieures des bagues de support 32 pour que les pressions surfaciques des parties de contact entre les embouts 22 et les bagues de support 32 n'augmentent pas de façon excessive.
Dans des joints classiques, les embouts entrent en contact avec la périphérie intérieure des bagues de support sur toute la longueur de la périphérie extérieure ; cela crée des ellipses de contact qui s'étalent dans la direction périphérique. Lorsque les embouts basculent par rapport au bol, cela engendre des couples de friction qui font basculer les bagues de support et finalement les galets par rapport au mouvement des embouts. Dans le mode de réalisation des figures 8A, 8B, la section elliptique des embouts 22 et la périphérie cylindrique intérieure des bagues de support 32 créent des ellipses de contact plus rapprochées, comme cela est indiqué par la ligne interrompue à la figure 10, avec une réduction simultanée de la surface. Il en résulte que les forces de basculement des unités à galets 32,34 diminuent rapidement par comparaison aux forces classiques, avec une amélioration plus poussée de la stabilité d'orientation des galets 34.
Les joints classiques ont des nervures pour éviter que les galets ne basculent. Ces nervures sont formées sur les côtés inférieurs des gorges des pistes, c'est-à-dire sur les côtés de grands diamètres lorsqu'on considère la vue en coupe du bol 10, à l'opposé des surfaces d'extrémité des galets. Dans les différents modes de réalisation ci-dessus
<Desc/Clms Page number 50>
ainsi que dans ceux qui seront décrits ci-après, les coefficients de basculement des galets sont réduits. Ainsi, il n'est pas nécessaire d'avoir des nervures dans les gorges 12. Cela élimine le risque que les galets risquent n'arrivent en contact avec les nervures et n'engendrent des frottements lorsqu'ils sont basculés momentanément pour une raison quelconque.
Les figures 12A-14 montrent un mode de réalisation utilisant des billes 36' comme éléments de roulement à la place des aiguilles de roulement 36 des modes de réalisation ci-dessus. Il n'y a pas d'autres différences importantes par rapport à la description ci-dessus faite en liaison avec les figures 8A-11B à l'exception des deux points suivants :
En premier lieu, l'utilisation de billes 36' nécessite la réalisation de surfaces de pistes dans la périphérie extérieure des bagues de support 32 et de la périphérie intérieure des galets 34.
En premier lieu, l'utilisation de billes 36' nécessite la réalisation de surfaces de pistes dans la périphérie extérieure des bagues de support 32 et de la périphérie intérieure des galets 34.
En second lieu, les anneaux 33,35 sont supprimés et les bagues intérieures 32' de support et les galets 34' comportent des orifices d'introduction 33', 35' permettant la mise en place des billes 36'.
Dans le joint homocinétique selon le présent mode de réalisation, les embouts 22 ont une section elliptique et les bagues de support 32, une section circulaire pour entrer en contact réciproque pour la transmission du couple comme cela est présenté aux figures 11A-11B. Il est ainsi souhaitable de libérer les pressions de surface d'un intervalle. Il sera donné ci-après une description particulière pour ce moyen. La direction verticale de la figure 11B représente la direction de charge et la direction horizontale la direction sans charge.
Lorsque le joint transmet un couple en travaillant avec un angle #, chaque embout 22 exécute un mouvement alternatif par rapport à la bague de support 32 correspondante, dans les limites de l'angle de fonctionnement #, comme le montrent les lignes en trait mixte des figures 11A, 11B. Dans la direction sans charge, l'embout 22 et la bague de support 32 ont un jeu relativement important qui permet à
<Desc/Clms Page number 51>
l'embout 22 de basculer sans interférer avec la bague de support 32. Toutefois, dans la direction de charge, l'embout 22 augmente sa courbure apparente comme le montre la ligne en trait mixte de la figure 11B, lorsque l'angle de fonctionnement augmente, pour augmenter le basculement de l'embout 22.
Lorsque la courbure apparente dépasse la courbure du diamètre intérieur de la bague de support 32, l'embout 22 vient en contact en deux points avec la bague de support 32. Ainsi, l'embout 22 ne peut basculer librement de lui-même au-delà de cette position et il commence à entraîner dans son inclinaison la bague de support 32 et finalement l'assemblage à galet 32,34. Dans ces conditions, la configuration de la coupe transversale de l'embout 22, en particulier les dimensions dans la direction de charge, sont déterminées de façon que les embouts 22 puissent basculer dans une plage angulaire prédéterminée, d'eux-mêmes, sans interférer avec les bagues de support 32.
De manière particulière, en supposant que l'angle de fonctionnement maximum #max soit à égal à 25 , le développement suivant permet au joint de prendre un angle de travail maximum sans basculer les bagues de support 32 et donner aux ellipse de contact entre les embouts 22 et les bagues de support 32, une forme proche de celle d'un cercle (ellipse minimale) pour un angle de fonctionnement égal à 0 : b : a = 0,841 R = 2,380a, dans ces relations a et b représentent respectivement le demi grand axe et le demi petit axe de l'ellipse de la section transversale d'un embout 22. R représente le rayon de courbure de la périphérie intérieure d'une bague de support celle représentée à la figure 15. En supposant que le rayon de courbure R corresponde à une plage recommandable comprise entre 0,5R et 1,5R, c'est-à-dire 1,190a et 3,570a, l'excentricité b/a se situe dans une plage comprise entre 0,983 et 0,669.
Bien que cela soit faisable en terme de configuration, les conditions prévues ci-dessus peuvent engendrer une pression surfacique trop importante entre les embouts 22
<Desc/Clms Page number 52>
et les bagues de support 32 pour permettre une utilisation pratique du joint homocinétique dans des véhicules automobiles. C'est pourquoi dans les cas où il y a des vibrations pour les angles de fonctionnement dans la plage normale, pour les applications à l'automobile, on peut abaisser l'angle de fonctionnement de façon que les unités à galets 32,34 ne basculent pas. Cela diminue les pressions surfaciques et permet l'utilisation pratique du joint homocinétique. Par exemple le tableau 3 donné en fin de description présente une liste des valeurs optimales et des plages intéressantes pour le rayon de courbure R et l'excentricité b/a de la périphérie intérieure de la bague de support, en supposant que l'angle de travail normal # soit supérieur à 10 et inférieur à 20 .
Comme indiqué précédemment, plus l'excentricité b/a de l'ellipse de la section transversale des embouts est faible et plus l'angle de fonctionnement des embouts 22 peut être augmenté sans faire basculer les assemblages à galet 32, 34. Toutefois, plus l'excentricité est faible et plus la pression surfacique des zones de contact augmente et cela diminue la résistance des embouts 22. Ainsi, dans le mode de réalisation de la figure 16, on a un embout 22 à section en forme d'ellipse composite ; on a une excentricité bl/al plus grande uniquement pour les zones qui entrent en contact avec la bague de support 32, c'est-à-dire les zones de contact (3 alors que les autres zones sans contact ont une excentricité égale à b2/a2 de façon à éviter simplement d'interférer avec l'angle de travail maximum. Par exemple, si l'on suppose un angle de travail normal #max égal à 15 et un rayon de courbure R de la périphérie intérieure de la bague de support 32 égal à 3,888a, l'excentricité bl/al des surfaces de contact et l'excentricité b2/a2 des surfaces sans contact est fixée respectivement à 0,894 et 0,704.
La figure 16 montre seulement une surface de contact P pour la partie inférieure. Il est inutile de remarquer qu'il y a une autre zone ou surface de contact dans la partie supérieure du diagramme puisque l'embout 22 a une section symétrique.
<Desc/Clms Page number 53>
De plus, la figure 17 montre un mode de réalisation dans lequel les surfaces de contact (3 indiquées cidessus ne se composent pas d'une unique ellipse mais d'une forme dont l'excentricité (b/a) varie de manière continue.
Par exemple, dans la même hypothèse que celle prise cidessus, c'est-à-dire pour un angle de travail normal #max égal à 15 , et un rayon de courbure R de la périphérie intérieure de l'embout 22 égal à 3,888a, l'excentricité varie dans les conditions suivantes. Dans les zones de contact, l'excentricité commence par une valeur égale à 1,0 à l'intersection de l'axe principal. Cette excentricité diminue progressivement pendant que la distance augmente à partir des intersections. Puis l'excentricité se termine par une valeur égale à 0,704 pour les zones sans contact. En variante, l'excentricité peut diminuer progressivement de 1,0 jusqu'à 0,704 alors qu'on passe des côtés de l'axe principal à l'axe secondaire, quelles que soient les zones de contact et les zones sans contact. La figure 17 montre un exemple dans lequel l'excentricité correspond à 1,0 à l'intersection des zones de contact et de l'axe principal ; le rayon de courbure diminue progressivement à mesure que l'on s'écarte des intersections, par exemple selon les angles prédéterminés comme le montre le schéma.
L'embout 22 a une section elliptique, comme indiqué ci-dessus, et il suffit de meuler les zones de contact (ss) du côté de la charge, là où il faut une grande précision.
Les autres zones sans contact peuvent être usinées de façon à avoir des diamètres plus faibles que le diamètre de l'ellipse d'origine (cette ellipse est représentée par un double trait mixte à la figure 17) de manière à éliminer les parties meulées. Dans ce contexte, la formation des parties meulées ne nécessite pas d'application intentionnelle d'une opération de coupe ou autre usinage. Ces parties peuvent être mises en forme par forgeage des embouts et leur état forgé peut rester tel quel. Cela réduit le temps d'usinage et diminue le coût.
Les figures 18A-19B montrent un quatrième mode de réalisation d'un joint homocinétique tripode selon l'invention.
<Desc/Clms Page number 54>
La figure 18A montre une coupe transversale du joint.
La figure 18B montre une coupe perpendiculaire à l'embout et la figure 18C une coupe de la bague de support.
La figure 19A correspond à une coupe longitudinale du joint faisant un angle de fonctionnement (#).
Selon les 18A-18C, le joint homocinétique est principalement formé d'un bol 10 et d'un tripode 20. Le bol 10 est relié à l'un des deux arbres à assembler et le tripode 20 est relié à l'autre arbre.
Le bol 10 comporte trois gorges 12 s'étendant axialement dans sa périphérie intérieure. Chacune des gorges 12 comporte deux pistes 14 à galets formées dans ses parois latérales opposées dans la direction périphérique. Le tripode 20 comporte trois embouts 22 venant radialement en saillie.
Un galet 34 est fixé à chacun des embouts 22 ; galet 34 est logé dans l'une des gorges 12 du bol 10. Le galet 34 a une périphérie extérieure faisant une surface convexe adaptée aux pistes à galets 14.
La périphérie extérieure 34a de chaque galet 34 forme une surface convexe dont la génératrice correspond à un arc de cercle dont le centre de courbure est décalé radialement par rapport à l'axe de l'embout 22. Les pistes 14 des galets ont une section d'ogive. Ainsi, les périphéries extérieures 34a des galets 34 et les pistes de guidage 14 des galets établissent des contacts angulaires l'un avec l'autre.
A la figure 18A, des traits mixtes montrent les deux positions de contact. Les périphéries extérieures sphériques des galets peuvent également se combiner à des sections transversales coniques des pistes de guidage 14 pour réaliser entre ces deux éléments des contacts angulaires.
L'adoption d'une telle réalisation pour les contacts angulaires entre les galets 34 et les pistes à galets 14 évite la tendance des galets à vibrer, ce qui stabilise leur orientation. En fait, lorsqu'il n'y a pas de contact angulaire, on peut former les pistes 14 par exemple en partie par une surface cylindrique dont l'axe est parallèle à celui du bol 10.
Dans ces conditions, la forme de la coupe transversale des
<Desc/Clms Page number 55>
pistes 14 peut être celle d'un arc correspondant à la génératrice de la périphérie extérieure des galets 34.
Une bague de support 32 est installée sur la périphérie extérieure 22a de chaque embout 22. Cette bague de support 32 et le galet 34 sont réunis en un ensemble par l'intermédiaire d'aiguilles de roulement 36 constituant un assemblage à galet permettant des rotations relatives. De manière plus précise, les aiguilles de roulement 36 sont interposées à rotation entre la surface de la piste intérieure et celle de la piste extérieure ; la périphérie cylindrique extérieure de la bague de support 32 et la périphérie cylindrique intérieure du galet 34 constituent respectivement la surface intérieure et la surface extérieure des pistes.
Comme représenté à la figure 18B, les aiguilles de roulement 36 sont réparties de façon à charger complètement l'intervalle, pour que les aiguilles soient pratiquement en contact les unes avec les autres. Les références 33,35 désignent une paire de bagues de contact logées chacune dans une gorge annulaire réalisée dans la périphérie intérieure de chaque galet 34 dans le but de retenir les aiguilles de roulement 36.
La coupe longitudinale (figure 18A) montre que la périphérie extérieure 22a de chaque embout 22 a une forme droite parallèle à l'axe de l'embout 22. En coupe transversale (figure 18B), l'embout 22 a la forme d'une ellipse dont l'axe principal est perpendiculaire à l'axe du joint. La coupe transversale de l'embout 22 a une forme générale elliptique avec une réduction d'épaisseur dans la direction axiale du tripode 20. En d'autres termes, chaque embout a une forme de section telle que les faces opposées dans la direction axiale du tripode soient rapprochées, c'est-à-dire pour avoir des diamètres plus faibles que le diamètre de la surface cylindrique fictive.
En coupe, la périphérie intérieure de chaque bague de support 32 est de forme courbe et convexe. La génératrice de la périphérie intérieure 32c correspond à un arbre convexe de rayon (r) (figure 18C). On combine ainsi la section généralement elliptique ci-dessus des embouts 22 et
<Desc/Clms Page number 56>
l'existence de jeu prédéterminé entre les embouts 22 et les bagues de support 32 pour permettre aux bagues de support 32 de se déplacer dans la direction axiale des embouts 22 et de pouvoir basculer par rapport aux embouts 22. De plus, les bagues de support 32 et les galets 34 sont assemblés (pour former des assemblages) par l'intermédiaire d'aiguilles de roulement 36 pour effectuer des rotations relatives comme cela a déjà été indiqué. C'est pourquoi les bagues de support 32 et les galets 34 peuvent basculer globalement par rapport aux embouts 22. Ainsi l'expression mouvement de basculement concerne le basculement des axes des bagues de support 32 et des galets 34 par rapport à l'axe des embouts 22 dans les plans contenant les axes des embouts 22 (figure 19A).
Dans des joints classiques de ce type, l'embout vient en contact avec la périphérie intérieure des bagues de support sur toute la longueur de leur périphérie extérieure.
Cela donne des ellipses de contact s'étendant de manière périphérique. C'est pourquoi, si les embouts basculent par rapport au bol du joint, et il créent des couples de frottement qui font basculer les bagues de support et finalement les galets avec le mouvement des embouts.
Dans les modes de réalisation des figures 18A- 18C, la section généralement elliptique des embouts 22 et la section généralement cylindrique de la périphérie intérieure des bagues de support 32 fait que les ellipses de contact sont plus proches de la forme de points comme cela est indiqué par le trait interrompu à la figure 18C, avec en même temps une réduction de la surface. Il en résulte que les forces de basculement des assemblages à galet (32,34, 36) diminuent considérablement par comparaison avec les forces d'assemblages classiques, et un perfectionnement de la stabilité d'orientation des galets 34 est améliorée.
Dans les réalisations ci-dessus, le tripode 20 est en un acier avec une teneur pondérale en carbone comprise entre 0,15 et 0,40 % dans la plus grande partie des étapes de forgeage, d'usinage, de cémentation et de revenu avec meulage des périphéries extérieures 22a des embouts 22. La caractéristique de réduction de la résistance R à la périphérie ex-
<Desc/Clms Page number 57>
térieure 22a des embouts 22 et des autres surfaces du tripode 20, complet, est limitée à la plage 705 < R # 820, et de préférence à 710 < r # 810. Ainsi, dans le tripode 20, les périphéries extérieures 22a des embouts 22 ont une durée de roulement sans fatigue, plus longue. De plus, les parties inférieures des embouts 22 et la partie dentée (ou partie clavetée) ont une plus grande résistance à la fatigue de torsion et offrent ainsi une fiabilité et une résistance excellentes.
* Dans ce contexte, l'adoption de la nitrocémentation et du revenu à la place de cémentation et du revenu dans les procédés décrits ci-dessus est plus efficace pour augmenter le temps de fatigue de roulement, le temps de fatigue en torsion et des caractéristiques analogues.
De plus, les couches de surface formées par cémentation et revenu (des couches de carbure) et les parties de surface formées par nitrocémentation et revenu (couches de nitrocarbure) peuvent se régler en volume à 20-40 % pour la teneur austénitique résiduelle pour améliorer la tenue à la fissuration des surfaces donnant une beaucoup plus grande résistance à la fatigue de roulement.
Le tripode 20 peut être réalisé en un acier ayant une teneur en carbone pondérale de 0,45 à 0,60 % dans les principaux procédés de forgeage, d'usinage, de traitement par induction et de revenu, en meulant les périphéries extérieures 22a des embouts 22. Ainsi, la caractéristique de résistance au ramollissement R des périphéries extérieures 22a des embouts 22 et autres surfaces du tripode terminé 20 est limitée à une plage de 630 < R # 820 et de préférence 640 < R # 810. Ainsi, dans le tripode 20, les périphéries extérieures 22a des embouts 22 ont une plus grande résistance à la fatigue de roulement. De plus les parties inférieures de embouts 22 et les parties dentées (ou parties clavetées) ont une plus grande résistance à la fatigue de torsion ainsi qu'une excellente fiabilité et solidité. Incidemment, le traitement thermique par induction et revenu peut être appliqué sur toute la surface périphérique 22a et les parties inférieures des embouts 20 ou encore localement, seulement au voisinage de certains points d'un plan qui contient les axes des embouts 22
<Desc/Clms Page number 58>
et coupe perpendiculairement celui du tripode 20. Les opérations de cémentation/revenu et de carbonitruration/revenu sont également envisageables pour de telles applications locales si elles sont accompagnées à des traitements anticémentation et antinitruration.
Le bol 10 est en un acier ayant une teneur en carbone comprise entre 0,15-0,40 % pondéraux pour les principales opérations de forgeage, usinage, cémentation, revenu, meulage, d'une partie d'arbre 10a (figure 19A). On peut remplacer la cémentation et le revenu par la nitrocémentation et le revenu ou encore le traitement par induction et revenu. Comme la limitation de la caractéristique de résistance au ramollissement R et les autres aspects sont en conformité avec ceux du tripode 20, leur description ne sera pas reprise.
De plus, la périphérie extérieure 22a des embouts 22 du tripode 20 et les pistes 14 de guidage du galet dans le bol 10 peuvent avoir des cavités minuscules ou microscopiques et/ou des revêtements de lubrification solides avec des sousrevêtements, à conversion chimique. La sulfuration à froid peut également s'envisager.
Après avoir terminé la description ci-dessus des principaux procédés, on peut grenailler au moins une partie de la périphérie extérieure 22a des embouts 22, les parties de fond des embouts et la partie dentée (ou partie clavetée) du tripode 20 et au moins l'une des pistes 14 ou la partie d'arbre 10a (la partie cannelée ou dentelée en particulier) du bol 10.
Le grenaillage donne des structures de surface plus précises et engendre ainsi des contraintes de compression résiduelle dans les surfaces. Ce moyen améliore la résistance à la fatigue de roulement et augmente ainsi la résistance à la fatigue de torsion ou autres caractéristiques de ce type. De plus, si l'on forme des couches cémentées ou nitrocémentées, on aura une forte énergie d'impact pour les particules de tir à cause de la transformation martensitique de l'austénite résiduelle dans les parties de surface. Cela augmente d'autant les contraintes de compression résiduelle
<Desc/Clms Page number 59>
et réalise dans les surfaces, de minuscules cavités constituant des réserves d'huile, améliorant efficacement la résistance à l'usure, la résistance à la fatigue de roulement et la résistance à la torsion. Cette tendance est particulièrement significative dans des couches nitrocémentées qui ont une très forte teneur en austénite résiduelle.
Dans le joint homocinétique selon la présente invention, le tripode 20 et le bol 10 sont optimisés pour leur matière, leur surface et leurs caractéristiques en dessous de la surface ainsi que pour leur résistance à la fatigue de roulement et leur résistance à la fatigue de torsion. Il en résulte que ce joint homocinétique a une plus grande fiabilité et une plus grande résistance par comparaison avec les joints homocinétiques existants et de mêmes dimensions. De plus, on aura une configuration plus compacte pour une fiabilité et une résistance équivalentes ou supérieure à celles des produits existants.
Les figures 20A-21 montrent un joint homocinétique tripode selon un cinquième mode de réalisation de l'invention. Ce cinquième mode de réalisation diffère du quatrième mode de réalisation décrit ci-dessus uniquement en ce que la génératrice de la périphérie intérieure 32c des bagues de support 32 qui était un seul arc dans le quatrième mode de réalisation, est formée ici par le combinaison d'une partie d'arc 32a au milieu et bordées des deux côtés de parties de dégagement 32b. Des parties de dégagement 32b évitent l'interférence avec les embouts 22 dans la plage de fonctionnement # représentée à la figure 20C. Chaque partie de dégagement 32b est composée d'une ligne droite ou d'une ligne courbe qui s'écarte progressivement en diamètre à partir du bord de la partie d'arc 32a jusqu'à l'extrémité de la bague de support 32. Les parties de dégagement 32b sont formées, comme représenté, par une partie de surface conique ayant un angle au sommet a = 50 . La partie d'arc 32a a un important rayon de courbure (r) (par exemple de l'ordre de 30 mm) de sorte que l'embout (22) peut basculer de 2 -3 par rapport à la bague de support 32.
<Desc/Clms Page number 60>
Dans un joint homocinétique tripode, une rotation du bol donne, de part la structure, trois mouvements de nutation du tripode 20 par rapport au centre du bol 10. Ainsi, le degré d'excentricité représenté par la référence symbolique (e) (figure 19A) augmente proportionnellement avec l'angle de fonctionnement (#). Alors que les trois embouts 22 sont espacés l'un de l'autre de 120 , l'angle de fonctionnement (8) fait basculer les embouts 22 comme représenté à la figure 19B.
De manière plus précise, en référence à l'embout vertical 22 représenté dans la partie supérieure du schéma, les deux autres embouts 22 sont inclinés légèrement par rapport à l'angle de leur axe de fonctionnement zéro représenté par des traits interrompus. Par exemple, pour un angle de fonctionnement (0) approximativement égal à 23 , on a une inclinaison de l'ordre de 2 -3 . Cette inclinaison peut être assurée facilement par la courbure des parties d'arc 32a de la périphérie intérieure des bagues de support 32. On évite ainsi une augmentation excessive des pressions surfaciques des parties de contact entre les embouts 22 et les bagues de support 32. La figure 19B est une représentation schématique de trois embouts 22 du tripode 20 lorsqu'on regarde du côté gauche de la figure 19A ; embouts sont représentés par des traits pleins.
Dans le présent mode de réalisation, le tripode 20 et le bol 10 sont également optimisés par la matière, la surface et les caractéristiques infrasurfaciques ainsi que pour la résistance à la fatigue de roulement et la résistance à la fatigue de torsion ou des caractéristiques analogues. Il en résulte que le joint homocinétique selon la présente invention offre une plus grande fiabilité et une plus grande résistance que les joints homocinétiques existants, de type équivalent. De plus, on a un ensemble plus compact tout en ayant une fiabilité et une résistance équivalentes ou supérieures à celles des produits existants.
Les figures 22A-23 montrent un joint homocinétique tripode correspondant à un sixième mode de réalisation de l'invention.
<Desc/Clms Page number 61>
Les figures 22A et 22B, montrent le joint avec un angle de fonctionnement de 0 sans couple de rotation.
Le joint homocinétique tripode selon la présente invention se compose d'un bol 1 relié à l'un des deux arbres à coupler et un tripode 2 relié à l'autre arbre.
Le bol 10 est généralement en forme de coupelle et comporte une périphérie intérieure avec trois gorges s'étendant axialement et formant les pistes la ; gorges sont réparties de manière équiangulaire dans la direction périphérique. Chacune des gorges la comporte des deux côtés une piste à galets 1a1.
Le tripode 2 est muni de trois embouts 2a en saillie radiale dans des positions périphériques équidistantes. Chaque embout 2a présente une périphérie extérieure à courbure convexe 2al. La périphérie extérieure 2al porte un assemblage à galet formé d'une bague de support 3, d'un ensemble d'aiguilles de roulement 4 et d'un galet 5.
Comme présenté à la figure 22B, chaque ensemble à galets A comprend un ensemble d'aiguilles de roulement 4 interposé à rotation entre la périphérie cylindrique extérieure 3a de la bague de support 3 et la périphérie cylindrique intérieure 5a du galet 5. Une paire d'anneaux élastiques 6 est prévue dans la périphérie intérieure 5a du galet 5 pour coopérer avec la bague de support 3 et retenir les aiguilles de roulement 4 par leurs extrémités, pour éviter le mouvement axial de la bague de support 3 et des aiguilles de roulement 4 par rapport au galet 5 (mouvement suivant l'axe Z de l'embout 2a). Les surfaces d'extrémité de la bague de support 3 et celles des aiguilles de roulement 4 ont un jeu axial 8 par rapport à la paire d'anneaux élastiques 6. Dans le schéma, les jeux axiaux 8 ont des dimensions exagérées. Le jeu axial 8 entre la surface d'extrémité de la bague de support 3 et les bagues élastiques 6 ainsi que le jeu axial # entre les surfaces d'extrémité des aiguilles de roulement 4 des bagues élastiques 6 peut être identique ou différent. Dans les diagrammes, les jeux sont présentés indifféremment comme un jeu axial 8. La périphérie extérieure 3a de la bague de support 3 et la périphérie intérieure 5a du galet 5 ont un léger jeu
<Desc/Clms Page number 62>
radial par rapport aux surfaces de contact de roulement des aiguilles de roulement 4.
La périphérie intérieure 3b des bagues de support 3 est adaptée à la périphérie extérieure sphérique 2al des embouts 2a. Dans ce mode de réalisation, la périphérie intérieure 3b de chaque bague de support 3 a la forme d'un cône qui diminue de diamètre vers l'extrémité de l'embout 2a et forme un contact linéaire avec la périphérie extérieure 2al de l'embout 2a. Cela permet les mouvements de basculement de l'assemblage à galet A par rapport à l'embout 2a. La périphérie intérieure 3b des bagues de support 3 a une inclinaison a aussi faible que 0,1 -3 , par exemple, et de préférence de l'ordre de 0,1 -1 . Le présent mode de réalisation utilise un angle a = 0,5 . Dans les diagrammes, l'inclinaison de la périphérie intérieure 3b a été exagérée.
La génératrice de la périphérie extérieure 5b de chaque galet 5 est un arc dont le centre est décalé par rapport au centre de l'embout 2a.
Dans le présent mode de réalisation, les chemins de guidage de galets 1a1 du bol 1 ont une forme en coupe en double ogive (ogive gothique). C'est pourquoi les chemins de guidage de galets 1a1 de la périphérie extérieure 5b de chaque galet 5 ont un contact angulaire aux deux points p, q.
Les points de contact angulaire p, q sont opposés l'un à l'autre dans la direction de l'axe Z de l'embout 2a, dans des positions équidistantes par rapport à une ligne d'axe passant par le centre de la périphérie extérieure 5b du galet 5 et coupant l'axe Z perpendiculairement. Les chemins de guidage de galets 1a1 peuvent avoir une section en V, une section parabolique ou une section analogue. De plus, dans le présent mode de réalisation, les surfaces d'épaulement 1a2 sont situées à proximité des chemins de guidage de galets 1a1 pour que la surface d'extrémité 5c du galet soit guidée par la surface des épaulements 1a2.
Comme la périphérie intérieure 3b de chaque bague de support 3 est en forme de cône dont le diamètre diminue progressivement vers l'extrémité de l'embout, l'application d'un couple à ce joint homocinétique produit une composante
<Desc/Clms Page number 63>
de charge F représentée à la figure 23 (l'inclinaison de la périphérie intérieure 3b est exagérée par rapport à celle des figures 22A, 22B. De façon plus particulière, une composante F de la charge dirigée vers l'extrémité de l'embout s'établit dans la position de contact S entre la périphérie intérieure 3b de la bague de support 3 et la périphérie extérieure 2al de l'embout 2a. Cette composante de charge F pousse la bague de support 3 et les aiguilles de roulement 4 vers l'extrémité de l'embout de sorte que la bague de support 3 et les aiguilles de roulement 4 sont pressées contre la bague élastique 6 du côté de l'extrémité de l'embout. Cela stabilise la position de contact S entre la périphérie intérieure 3b de la bague de support 3 et la périphérie extérieure 2al de l'embout 2a. De plus, la composante de charge F pousse également le galet 5 vers l'extrémité de l'embout par l'intermédiaire de la bague de support 3 et des aiguilles de roulement 4, ce qui stabilise l'orientation du galet 5. Cette stabilisation de la position de contact S et la stabilisation de l'orientation du galet 5 se combinent, ce qui réduit et stabilise la poussée effectivement induite. En fait, la périphérie intérieure 3b de la bague de support 3 peut avoir une forme cylindrique.
Comme dans les modes de réalisation décrits cidessus, le tripode 2 et le bol 1 sont optimisés quant à la matière, la surface et les propriétés de sous-surface ainsi que du point de vue de l'amélioration de la fatigue au roulement et de la résistance vis-à-vis de la fatigue en torsion ou analogue. Il en résulte que le joint homocinétique selon l'invention présente une plus grande fiabilité et une plus grande résistance que les joints homocinétiques connus de taille équivalente. De plus, on a une configuration plus compacte tout en ayant une fiabilité et une résistance équivalentes ou supérieures à celles des produits existants.
Les figures 24A-24C montrent un septième mode de réalisation de l'invention. Ces figures montrent le joint homocinétique pour un angle de fonctionnement de 0 .
Selon les figures 24A-24C, le joint homocinétique tripode selon la présente invention se compose d'un bol l' relié à l'un des deux arbres couplés et d'un tripode 2' relié
<Desc/Clms Page number 64>
à l'autre arbre. De façon générale le bol 1' a la forme d'une coupelle avec une périphérie intérieure munie de trois gorges axiales la' réparties dans les positions périphériques régulières. Chacune des gorges la' forme une piste à galets la'1 des deux côtés. Le tripode 2' a trois embouts 2a' répartis de manière équiangulaire à sa périphérie et venant radialement en saillie. Chacun des embouts 2a' a une périphérie extérieure cylindrique recevant un galet intérieur 3' monté à rotation par l'intermédiaire d'un ensemble d'aiguilles de roulement 7'. Un galet extérieur 4' est monté à rotation à l'extérieur du galet intérieur 3'.
Comme indiqué à la figure 4B, les aiguilles de roulement 7' et le galet intérieur 3' sont retenus à une extrémité par un anneau d'arrêt 8' et une rondelle élastique 9' ; ces deux élément sont fixés à l'extrémité de l'embout 2a' ; la retenue se fait à l'autre extrémité par une rondelle 10' fixée au fond de l'embout 2a'. Ainsi, les aiguilles de roulement 7' et le galet intérieur 3' sont retenus en mouvement dans la direction de l'axe Z de l'embout 2a' . En fait, les aiguilles de roulement de 7' et le galet intérieur 3' présentent un léger jeu axial 8' par rapport à l'anneau d'arrêt 8' et la rondelle 10'. Dans les schémas, le jeu axial 8' est relativement exagéré. La périphérie extérieure de l'embout 2a' et la périphérie intérieure 3' du galet intérieur 3' présentent un léger jeu axial par rapport aux aiguilles de roulement 7'. Le galet intérieur 3' présente une périphérie intérieure 3a' cylindrique et une périphérie extérieure 3b' à courbure convexe. Dans le présent mode de réalisation, la génératrice de la périphérie extérieure 3b' est un arc de rayon rl centré sur le point 01' décalé vers l'extérieur par rapport au centre de courbure du galet intérieur 3', d'une distance prédéterminée. Le rayon r1 est inférieur au rayon maximum r2 de la périphérie extérieure 3b'.
Le galet extérieur 4' est installé sur la périphérie extérieure 3b' du galet intérieur 3'. Dans le présent mode de réalisation, la périphérie intérieure 4a' du galet extérieur 4' a la forme d'un cône dont le diamètre diminue vers l'extrémité de l'embout 2a' et vient en contact linéaire
<Desc/Clms Page number 65>
avec la périphérie extérieure 3b' du galet intérieur 3'. Cela permet au galet extérieur 4' de basculer par rapport à l'embout 2a'. La périphérie intérieure 4a' a une inclinaison aussi réduite que par exemple 0,1 -3 . Dans le présent mode de réalisation, on utilise un réglage à 0,3 -0,7 . Dans les schémas, l'inclinaison de la périphérie intérieure 4a' est représentée de manière exagérée. La génératrice de la périphérie extérieure 4b' du galet extérieur 4' est en forme d'arc de rayon r3 de centre de courbure 03' décalé vers l'extérieur par rapport au point 01'.
Dans le présent mode de réalisation, les pistes à galets la' 1 du bol 1' ont une section en forme de double ogive (arc gothique). C'est pourquoi les chemins de guidage de galets la'1 et la périphérie extérieure 4b' de chaque galet extérieur 4' ont un contact angulaire en deux points p', q'. Les points de contact angulaire p', q' sont opposés l'un à l'autre dans la direction de l'axe Z de l'embout 2a', de façon équidistante par rapport à la ligne d'axe passant par le centre 03' de la périphérie extérieure 4b' du galet extérieur 4' et coupant l'axe Z à angle droit. En fait, les chemins de guidage la'1 du galet ont une section en forme de V, de forme parabolique ou d'une forme analogue.
Comme on a une forme conique qui diminue progressivement en diamètre vers l'extrémité de l'embout, la périphérie intérieure 4a' du galet extérieur 4' crée une composante de charge F dirigée vers l'extrémité de l'embout au niveau de sa position de contact S' avec la périphérie intérieure 2b' du galet intérieur 3' (figure 24C). Cette composante de charge F pousse le galet extérieur 4' vers l'extrémité de l'embout ce qui diminue la pression surfacique de contact dans la partie B du chemin de guidage la' 1 du galet du côté sans charge. Comme réaction à la composante de charge F, une force est dirigée vers la base de l'embout (vers le bas selon le schéma), c' est-à-dire au niveau de la partie de contact S'. Cette réaction tend à enfoncer le galet intérieur 3' vers la base de l'embout et limite ainsi les mouvements axiaux du galet intérieur 3' et les aiguilles de roulement 7' par rapport à l'embout 2a'. En conséquence,
<Desc/Clms Page number 66>
comme le montre la figure 24B, le galet intérieur 3' et des aiguilles de roulement 7' sont poussés contre la rondelle 10' de la base. On supprime ainsi les fluctuations de la position de contact S' par suite du jeu axial 8'. Cette réduction de la pression surfacique de contact dans la partie B du chemin de guidage la'l du galet, du côté non chargé, et la stabilisation de la position de contact S' se combinent pour réduire et stabiliser efficacement la poussée induite. En fait, la périphérie intérieure 4a' du galet extérieur 4' peut avoir une forme cylindrique.
Comme dans les modes de réalisation décrits cidessus, le tripode 2' et le bol 1' sont optimisés quant à la matière, la surface et les caractéristiques de sous-surface ainsi que pour la fatigue au roulement et la résistance à la fatigue de torsion ou effets analogues. Il en résulte que le joint homocinétique selon le présent mode de réalisation a une plus grande fiabilité et une plus grande résistance que celles des joints homocinétiques existants et de taille équivalente. En d'autres termes, on peut avoir une configuration plus compacte tout en conservant une fiabilité et résistance équivalentes, voire supérieures à celles des produits existants.
On remarque que les perfectionnements évoqués cidessus liés à l'optimisation de la matière, de la surface et des caractéristiques de sous-surface des composants ne sont pas limités à celles d'un joint homocinétique correspondant à la structure représentée aux 18A-24C ; ces avantages s'appliquent également aux joints homocinétiques dont la structure correspond à celle représentée aux figures 1A-17.
De plus, les perfectionnements peuvent également s'appliquer à des joints homocinétiques comprenant des chemins de guidage de galets formés de surfaces planes ; des galets extérieurs ayant une surface extérieure cylindrique ou des surfaces intérieures concaves sphériques et des galets intérieurs ayant des surfaces extérieures convexes sphériques, et le coulissement entre la périphérie intérieure concave sphérique des galets extérieurs et la périphérie extérieure convexe sphérique des galets intérieurs permet des mouvements de basculement
<Desc/Clms Page number 67>
des galets extérieurs (demandes de brevets japonais Hei 8- 4073 et 8-138335). De la même manière, cela s'applique aux joints homocinétiques dans lesquels les chemins de guidage des galets et les axes des embouts ne sont pas parallèles entre eux pour un angle de travail de 0 (brevet japonais publié Hei 11-13779).
Les tableaux 4 et 5 donnés en fin de description montrent les résultats d'un essai fait avec un tripode d'un joint homocinétique comme celui des figures 18A-18C.
Initialement, on a fabriqué des tripodes avec de l'acier ayant différentes teneurs en composants principaux (échantillons 1-17) et on les a cémenté à 950 C pendant 8 heures puis on a effectué un revenu à 200 C pendant 2 heures. La périphérie extérieure des embouts a alors été mesurée pour déterminer la résistance de ramollissement R (dureté Vickers maximale Hv dans une profondeur de 0,5 mm par rapport à la périphérie extérieur). Le tableau 4 donne les résultats de ces mesures. On remarque que la périphérie extérieure des embouts a été soumise à un rodage après la cémentation et le revenu ; on a ainsi obtenu la profondeur de 0,5 mm telle qu'indiquée ci-dessus à partir des surfaces meulées. Puis on a évalué séparément les échantillons pour en déterminer la fiabilité et la possibilité de forgeage. Le tableau 5 donne les évaluations par rapport aux mesures et aux estimations (les estimations seront décrites ensuite) de la valeur caractéristique de la résistance de ramollissement R (Hv) pour six types d'échantillons. Dans les domaines d'évaluation, # correspond à un résultat convenant parfaitement pour la propriété analysée, # correspond à un bon résultat et # correspond à un mauvais résultat.
Les résultats du tableau 5 confirment que la cémentation et le revenu donne une stabilité satisfaisante et une bonne possibilité de forgeage lorsque les valeurs caractéristiques de la résistance de ramollissement R sont limitées à une plage comprise entre 705<R#820 et de préférence entre 710 #R#815. La résistance au ramollissement R infé-
<Desc/Clms Page number 68>
rieure ou égale à 705 ne donne pas de bons résultats en terme de fiabilité ; les valeurs dépassant 820 donnent de mauvais résultats du point de vue du forgeage.
Pour avoir une résistance à la fatigue, on fixe la teneur en carbone du métal de base qui détermine la dureté du c#ur de la pièce, dans une plage de préférence de 0,15 % à 0,40 % en poids. Si la teneur en carbone du métal de base est inférieure à 0,15 % en poids, il faut consacrer plus de temps à la cémentation. En même temps, les parties du noyau manquent de dureté, n'offrent pas la résistance satisfaisante à la fatigue. Au contraire, pour des teneurs en carbone supérieures à 0,4 % en poids, les parties de noyau auront une dureté particulièrement élevée avec une diminution considérable de tenue et une augmentation de la déformation.
Pour les raisons données ci-dessus, lorsque des composants tels que le tripode et le bol sont des pièces cémentées et trempées, il est souhaitable qu'elles soient en un acier ayant une teneur en carbone comprise entre 0,15 et 0,40 % en poids et que la résistance de ramollissement R soit limitée à une plage de 705 < R # 820, de préférence 710 R # 815. En procédant de la sorte, on améliore la fatigue de roulement, les résistances à la fatigue ou caractéristiques analogues pour améliorer la fiabilité et garantir en même temps la forgeabilité. De plus, la limitation de la résistance de ramollissement R aux plages indiquées ci-dessus, améliore la dureté de la matière, ce qui permet un durcissement plus profond que jusqu'alors. Cela est très efficace en améliorant la tenue à la fatigue ou les caractéristiques analogues.
La résistance au ramollissement décrite ci-dessus R peut se déterminer par des mesures ; on peut également l'estimer avec une précision relativement élevée en appliquant l'équation régressive suivante (a) : R (estimation) = 713,4 + {20,7Xsi(%)} + {12,3xMn(%)} + {6,4xNi(%)} - {14,8xCr(%)} + {159,OxMo(%)} ...(a)
L'équation de régression (a) donnée ci-dessus a été obtenue à partir de multiples analyses de régression de la résistance de ramollissement R (mesures) pour 17 types d'échantillons donnés dans le tableau 4 (échantillons 1 à 17)
L'équation de régression (a) donnée ci-dessus a été obtenue à partir de multiples analyses de régression de la résistance de ramollissement R (mesures) pour 17 types d'échantillons donnés dans le tableau 4 (échantillons 1 à 17)
<Desc/Clms Page number 69>
et la teneur en composants principaux (pourcentage pondéral wt%) dans les échantillons respectifs. Dans cet exemple, Si, Mn, Ni, Cr, Mo sont choisis comme composants principaux. Le carbone C a été omis des variables puisque la cémentation uniformise les échantillons pour leur teneur en carbone.
Comme indiqué dans le tableau 5, les estimations de la résistance de ramollissement R sont étroitement analogues aux résultats des mesures. C'est pourquoi, la limitation de la valeur estimée R à la plage 705 < R < 820 et de préférence à la plage 710 < R # 815 permet des évaluations rapides et relativement précises de durabilité et de possibilité de forgeage.
On remarque que la cémentation et le revenu peuvent être appliqués aux composants alors le tripode et le bol. Dans ce cas, on obtient le même effet que celui décrit ci-dessus en limitant la teneur en carbone et la résistance au ramollissement R (mesure ou estimation) du métal de base comme dans les pièces cémentées et trempées. En outre, dans les pièces cémentées et trempées, les couches de surface (couches carbonitrurées), on augmente la teneur en austénite résiduelle et on améliore la sensibilité aux fissures. C'est pourquoi les pièces carbonitrurées et trempées sont plus efficaces pour augmenter la résistance à la fatigue de roulement. De plus, la base de l'embout et le partie dentée augmentent en dureté de surface avec les perfectionnements de la tenue à la fatigue de torsion ou éléments analogues.
Dans le cas de la cémentation/revenu et celui de la nitrocémentation/revenu, on peut utiliser une grande diversité d'aciers comme indiqué dans le tableau 4.
Les tableaux 6 et 7 montrent les résultats d'un autre essai effectué sur un tripode d'un joint homocinétique correspondant aux figures 1818A-18C. On a fabriqué les tripodes en utilisant des aciers ayant différentes teneurs en composants principaux (échantillons 1-18) et on les a traité par induction à 10 kHz, avec une puissance de 170 kW pendant 3 secondes ; puis on a fait un revenu à 200 C pendant 2 heures. Les périphéries extérieures des embouts ont été mesurées pour en déterminer la résistance de ramollissement R
<Desc/Clms Page number 70>
(la dureté Vickers maximale Hv à une profondeur de 0,5 mm dans la périphérie extérieure). Les résultats sont consignés dans le tableau 6. En fait, la périphérie extérieure des embouts a été soumise à un meulage après le traitement thermique par induction et revenu. C'est pourquoi l'expression à une profondeur de 0,5 mm correspond aux surfaces meulées. Puis on a évalué séparément les échantillons pour en déterminer la fiabilité et la possibilité de forgeage. Le tableau 7 donne les résultats des évaluations en fonction des mesures et les estimations (celles-ci seront examinées ultérieurement) de la caractéristique de résistance au ramollissement R (Hv) pour sept types d'échantillons. Les référence d'évaluations sont les suivantes : # excellent résultat, # bon résultat, # mauvais résultat.
Les résultats du tableau 7 confirment que le traitement thermique par induction et revenu a donné des pièces de fiabilité et de forgeabilité satisfaisantes si leur résistance de ramollissement R était limitée à la plage 630 < R # 820 et de préférence 640 R # 810. Pour des caractéristiques de résistance de ramollissement R inférieures ou égales à 630, les résultats étaient mauvais en terme de fiabilité ; pour des résultats dépassant 820, on a eu des résultats défavorables en terme de possibilité de forgeage.
Pour avoir une dureté suffisante par traitement thermique par induction, il faut que le métal de base pré- sente une teneur en carbone de l'ordre de 0,45-0,60 % en poids.
Pour des raisons évoquées ci-dessus, si les composants tels que le tripode et le bol sont des pièces ayant subi un traitement thermique par induction et revenu, il est souhaitable que ces pièces soient en acier avec une teneur en carbone de 0,45-0,60 % en poids et que le coefficient R soit dans une plage comprise 630 < R < 820 et de préférence 640 < R # 810. Dans ces conditions, la résistance à la fatigue de roulement, les autres résistance à la fatigue ou caractéristiques analogues peuvent être augmentées pour améliorer la
<Desc/Clms Page number 71>
fiabilité et permettre en même temps le forgeage. Le traitement thermique par induction et revenu donne également des contraintes de compression résiduelles en surface. C'est pourquoi le traitement thermique par induction et revenu est un traitement beaucoup plus efficace pour améliorer la résistance à la fatigue de roulement et plus généralement les résistances à la fatigue.
Les caractéristiques de résistance de ramollissement R évoquées ci-dessus peuvent se déterminer par des mesures mais on peut également les évaluer avec une précision relativement élevée en appliquant l'équation de régression (b) suivante : R (estimation) - 378,0 + {516,2xC(%)} + {83,2xSi(%)} + {31,8xMn(%)} - {29, 1xNi(%)} - {132,6xCr(%)} + {167,9xMo()} ...(b) .
L'équation de régression (b) suivante est le résultat de multiples analyses de régression appliquées aux caractéristiques de résistance de ramollissement R de 18 types d'échantillons donnés dans le tableau 6 (échantillons 1 à 18) et les teneurs en composants principaux (pourcentages pondéraux wt%) des échantillons respectifs. Les composants principaux dans cet exemple sont C, Si, Mn, Ni, Cr, Mo.
Selon le tableau 7, les estimations de la caractéristique de résistance de ramollissement R sont très voisines de celles données par les mesures. C'est pourquoi la limitation de l'estimation R à la plage 630 < R # 820 et de préférence à la plage 640 < R # 810 permet une évaluation facile et relativement précise de la fiabilité et du forgeabilité.
En cas de traitement thermique par induction et revenu, on peut utiliser une variété d'acier comme celle du tableau 9 en plus des variétés d'acier du tableau 6.
Alors que les meilleurs résultats décrits cidessus concernant le tripode, on a obtenu des résultats analogues pour d'autres composants tels que le bol, les galets et les bagues de support. De plus, on a également obtenu des résultats similaires avec des joints homocinétiques correspondant aux autres modes de réalisation.
<Desc/Clms Page number 72>
Le joint homocinétique ayant la structure donnée aux figures 18A-18C comporte un tripode en un acier ayant une teneur en carbone de 0,15-0,40 % en poids pour les étapes principales de forgeage, d'usinage, de nitrocémentation et de revenu puis de meulage de la périphérie extérieure 22a des embouts 22. La nitrocémentation et la tempe forment des parties de surface (couches nitrocémentées) directement sous la surface du tripode 20. Les couches de surfaces sont limitées à la plage 20 # [gamma]R # 40 pour une teneur résiduelle en austénite yR (pourcentage volumique vol %). Les couches de surfaces (couches nitrocémentées) sont simplement formées au moins sous la périphérie extérieure 22a des embouts 22.
Dans le présent mode de réalisation, la périphérie extérieure 22a des embouts 22 et autres surfaces du tripode 20, complet, se limite à la plage 705 < R # 820 et de préférence à la plage 710 < R < 810 pour la caractéristique de résistance de ramollissement R.
Dans ce contexte, la nitrocémentation et le revenu selon les procédés décrits ci-dessus peuvent être remplacés par la cémentation et le revenu et les couches de surfaces (couches carburées) formées par cémentation et revenu se limitent à la plage 20 # [gamma]R # 40 pour la teneur résiduelle en austénite yR (pourcentage volumique :% vol).
Le bol 10 est en un acier ayant une teneur en carbone de 0,15-0,40 % en poids pour les principales étapes des procédés de forgeage, usinage, nitrocémentation et revenu, meulage, de la partie d'axe 10a. La nitrocémentation et le revenu peuvent également être remplacés par la cémentation et le revenu. Comme les autres aspects correspondent à ceux du tripode 20, leur description ne sera pas reprise.
Les bagues de support 32, les galets 34 et les aiguilles de roulement 36 qui constituent les assemblages à galet sont fabriqués en un acier ayant une teneur en carbone de 0,95-1,10 % en poids telle que SUJ2 et autres aciers de palier, tout au long des principales opérations de forgeage, d'usinage, de nitruration, de revenu et de meulage. Ainsi, la nitruration et le revenu créent des couches de nitrure (couches avec une solution solide de nitrure) comme parties de
<Desc/Clms Page number 73>
surface directement sous la surface de ces composants. Les parties de surface sont limitées à la plage 20 # [gamma]R # 40 pour la teneur résiduelle en austénite yR (pourcentage volumique) .
Pour les autres aspects concernant la matière et les procédés de fabrication, on se reportera à ce qui a été dit pour l'élément de tripode 20 et le bol 10.
En plus, les surfaces de contact du tripode 20, du bol 10, des bagues de support 32, des galets 34 et des aiguilles de roulement 36 peuvent avoir de minuscules cavités et/ou des revêtements de lubrification solides avec des sousrevêtements de conversion chimique. La sulfuration à froid peut également s'envisager.
Après l'exécution des étapes principales des procédés décrits ci-dessus, on peut également appliquer le grenaillage, à au moins une partie des périphéries extérieures 22a des embouts 22, de la base des embouts et de la partie dentée ou cannelée du tripode 20 et au moins soit au chemin de guidage de galets 14 soit à la partie d'axe 10a (la partie dentée ou la partie cannelée en particulier) du bol 10. L'application du procédé de grenaillage donne de fines structures de surfaces et crée des contraintes de compression résiduelle dans la surface. Ce moyen améliore la résistance à la fatigue de roulement et augmente ainsi la résistance contre la fatigue de torsion ou de fatigues analogues. La forte énergie d'impact créée par les particules projetées engendre une transformation martensitique de l'austénite résiduelle dans les parties de surface. Cela augmente encore plus la contrainte de compression résiduelle et crée de minuscules cavités formant des zones de retenue d'huile améliorant efficacement la résistance à l'usure, à la fatigue au roulement et à la fatigue à la torsion. Cette tendance est particulièrement significative dans les couches nitrocémentéesayant une teneur élevée en austénite résiduelle.
Le joint homocinétique selon le présent mode de réalisation comporte des composants optimisés tant pour la matière que les caractéristiques de surface ; leur tenue à la fatigue de roulement et leur résistance aux craquelures ou caractéristiques analogues sont améliorées. Ce joint homoci-
<Desc/Clms Page number 74>
nétique a une plus grande fiabilité et une plus grande résistance par comparaison à celles des joints homocinétiques connus de mêmes dimensions. De plus, on a une configuration plus compacte pour une fiabilité et des résistances équivalentes ou même supérieures à celles des produits existants.
Les perfectionnements évoqués ci-dessus, obtenus par optimisation des caractéristiques de la matière et des caractéristiques de surfaces des composants, ne sont pas limités à des joints homocinétiques dont la structure correspond à celle des figures 18A-24C ; ces moyens peuvent également s'appliquer à des joints homocinétiques correspondant à la structure de ceux des figures 1A-17. De plus, les perfectionnements sont également applicables à des joints homocinétiques comportant : des chemins de guidage de galets formés de surfaces planes ; des galets extérieurs à périphérie extérieure cylindrique et périphérie intérieure sphérique concave ainsi que des galets ayant des périphéries extérieures sphériques convexes dans lesquelles le glissement entre la périphérie intérieure sphérique convexe des galets extérieurs et la périphérie extérieure sphérique convexe des galets intérieurs permet des mouvements de basculement des galets extérieurs (voir notamment les demandes de brevets japonais Hei 80 4073 et 80 13 8335). De la même manière, les joints homocinétiques dans lesquels les chemins de guidage des galets et les axes des embouts ne sont pas parallèles l'un à l'autre pour un angle de travail de 0 reçoivent également les mêmes applications (brevet japonais publié Hei 11- 13779) .
Des essais de fatigue au roulement ont été faits sur des joints homocinétiques correspondant à la structure des figures 18A-18C avec des couches de surface nitrocémentées et trempées (couches nitrocémentées) sur les tripodes.
Initialement, on a fabriqué un ensemble de tripodes pour chacun des types de couches de surface ayant la teneur résiduelle suivante en austénite (teneur en volume) : inférieure à 20,20, 22,25, 28,30, 35,40 et au dessus de 40 (échantillons 18-26) . On a monté de tels tripodes dans des joints homocinétiques pour les faire travailler dans des conditions
<Desc/Clms Page number 75>
identiques pour des tests d'endurance à recirculation de puissance. Les évaluations ont été faites pour chaque type dans l'hypothèse que la durée de fonctionnement atteint la durée de vie si des dommages (exfoliation, abrasion ou phénomènes analogues) apparaissaient sur la périphérie extérieure des embouts et dépassaient un certain degré. Les résultats sont donnés globalement dans le tableau 10. Dans ce tableau, on a utilise les symboles suivantes pour classer les résultats : @ un excellent résultat pour le temps considéré, # un bon résultat, # un mauvais résultat.
Les résultats donnés dans le tableau 10 montrent que limiter la teneur en austénite résiduelle dans les couches de surface à une plage comprise entre 20 % et 40 % en volume donne une tenue intéressante à la fatigue de roulement. En particulier, la plage de volume de 25 %-35 % donne des résultats préférentiels.
Les résultats des essais décrits ci-dessus pour le tripode existent de façon analogue pour d'autres pièces telles que celles formant les assemblages à galet (galets et aiguilles de roulement). De plus, des résultats analogues ont également été obtenus pour des joints homocinétiques correspondant à d'autres exemples de réalisation, ce qui permet de ne pas répéter ces résultats.
On a également fait des essais sur la caractéristique de résistance de ramollissement R et on a obtenu les mêmes résultats que ceux des tableaux 4,5. Comme les particularités concernant les caractéristiques de résistance de ramollissement R sont identiques à celles décrites ci-dessus en liaison avec les tableaux 4,5, 8, leur description ne sera pas reprise.
En fait, si les pièces composant les assemblages à galet doivent être nitrurées et trempées, on peut utiliser de l'acier à forte teneur en carbone-chrome. De manière plus précise, on peut utiliser un échantillonnage d'acier de palier comme celui donné dans le tableau 11.
<Desc/Clms Page number 76>
En d'autres termes, un joint homocinétique, réalisé comme représenté aux figures 18A-18C, a un tripode 20 en acier pour une cémentation avec une teneur en carbone de 0,15-0,40 % en poids dans les principales étapes de forgeage, usinage, cémentation lourde et revenu ainsi que meulage de la périphérie extérieure 22a des embouts 22. La figure 25 donne un exemple de conditions de procédé pour une cémentation au plasma (selon la figure 25, la cémentation se fait par exemple à 920 C pendant 3,5 heures et à 890 pendant une 1,5 h).
La cémentation lourde et le revenu forment des couches de surface (couches de cémentation) directement sous la surface du tripode 20. Les parties de surface contiennent une structure dans laquelle le carbure est réparti sous la forme d'une matrice martensitique. En variante, le tripode 20 peut être en un acier de palier tel que l'acier SUJ2 et être soumis à une trempe par immersion et à un revenu.
Dans ce cas, les conditions du procédé peuvent être les suivantes : 840 C pendant 30 minutes (chauffage) 110 C (trempe dans de l'huile) 180 C pendant 100 minutes (revenu).
Comme la périphérie extérieure 22a des embouts 22 est parfois meulée à une profondeur importante, il faut un traitement thermique plus profond pour être efficace.
Ainsi, le carbure évoqué ci-dessus est principalement du Fe3C. La structure avec une telle distribution de carbure dans la matrice martensitique peut s'obtenir avec au moins des couches de surface à carbone C avec une composition eutectique ou au-delà de la composition eutectique (0,8 % en poids ou plus) et on soumet la pièce à un traitement thermique et à un revenu. En particulier, on peut appliquer un procédé de sphéroïdisation pendant le formage des pièces ou encore on règle de manière appropriée la teneur des composants de l'acier et au moins les conditions de traitement thermique pour avoir toujours de manière préférentielle, du carbure sphéroïdal .
Le bol 10 est réalisé en acier ayant une teneur en carbone comprise entre 0,15 et 0,40 % en poids pour les
<Desc/Clms Page number 77>
principales étapes des procédés de forgeage, usinage, cémentation et revenu ainsi meulage de la partie d'arbre 10a . La cémentation et le revenu peuvent être remplacés par la nitrocémentation et le revenu.
Les bagues de support 32, les galets 34 et les aiguilles de roulement 36 qui forment les assemblages à galet sont réalisés en acier pour la cémentation avec une teneur en carbone comprise entre 0,15 et 0,40 % en poids dans les principales étapes des procédés de forgeage, usinage, cémentation lourde et revenu et meulage. Ainsi, la cémentation lourde et le revenu créent des couches de surface (couches de carbure) directement en dessous de la surface des pièces. Les couches de surface contiennent une structure avec une répartition de carbure dans la matrice martensitique. En variante, ces pièces peuvent être réalisées en acier de palier tel que SUJ2 et être soumises à une trempe par immersion et revenu. Pour les autres opérations, ces pièces sont conformes au tripode 20 décrit ci-dessus et la description ne sera pas reprise.
De plus, les surfaces de contact du tripode 20, du bol 10, les bagues de support 32, des galets 34 et des galets à aiguilles 36 peuvent comporter des cavités microscopiques et/ou des revêtements de lubrification solides avec un sous-revêtement de conversion chimique. On peut également envisager une sulfuration à froid.
Après la fin des principales opérations cidessus, on peut traiter avec des billes sur au moins une partie de la périphérie extérieure 22a des embouts 22 et de la base des embouts ainsi que de la partie dentée (ou partie cannelée) du tripode 20 et au moins soit les chemins de guidage de galets 14 soit la partie d'axe 10a (la partie dentée ou la partie cannelée en particulier) du bol 10.
L'application du grenaillage donne des structures de surface plus fines et crée des contraintes de compression résiduelles dans les surfaces. Cela améliore la résistance à la fatigue de roulement et augmente la résistance à la fatigue de torsion ou autres.
Dans le joint homocinétique selon le présent mode de réalisation, les composants sont optimisés quant à la ma-
<Desc/Clms Page number 78>
tière et aux caractéristiques de surface ainsi que pour leur résistance au roulement et leur résistance aux fissures. Il en résulte que ce joint homocinétique offre une meilleure fiabilité et une meilleure résistance par comparaison avec des joints homocinétiques de taille équivalente. De plus, on peut avoir une structure plus compacte tout en garantissant la fiabilité et la résistance équivalentes ou supérieures à celles des produits connus.
Dans les perfectionnements décrits ci-dessus, l'optimisation de la matière et des caractéristiques de surface n'est pas limitée à un joint homocinétique ayant la constitution des figures 18A-18C ; moyens peuvent égale- ment s'appliquer à un joint homocinétique correspondant à la structure des figures 20A-20B ou encore à des joints homocinétiques ayant la structure des figures 1A-17.
De plus, les perfectionnements sont également applicables à des joints homocinétiques comprenant : des pistes à galets formées par des surfaces plates ; des galets extérieurs à périphérie extérieure cylindrique et périphérie intérieure sphérique concave et des galets intérieurs à périphérie extérieure sphérique convexe dans lesquels des coulisseaux entre la périphérie intérieure sphérique convexe des galets extérieurs et la périphérie extérieure sphérique convexe des galets intérieurs permet des mouvements de basculement des galets extérieurs (demandes de brevets japonais Hei 8-4077 et 8-138335).
De même, les joints homocinétiques dans lesquels les chemins de guidage des galets et les axes des embouts ne sont pas parallèles l'un à l'autre pour un angle de fonction à 0 ( brevet japonais publié Hei 11-13779).
Les essais suivants ont été effectués pour confirmer l'existence de couches de surface de pièces ayant une structure avec une répartition de carbure dans une matrice martensitique. Des essais ont été faits sur les modes de réalisation et un exemple de comparaison d'un joint homocinétique ayant la structure des figures 18A-èl8C.
Les matières des tripodes et les procédés de traitement thermique ont été les suivants :
<Desc/Clms Page number 79>
n 1 : Mode de réalisation un tripode en acier SCM420 forte- ment cémenté subit un revenu, n 2 : Mode de réalisation un tripode en acier SUJ2 obtenu par trempe complète subit un revenu.
Exemple comparatif :
Un tripode en acier SCM420 carburé est trempé normalement.
Un tripode en acier SCM420 carburé est trempé normalement.
Conditions d'essais couple : 686 Nm ; 250 t/mn ; angle de travail # = 10 degrés , durée de l'essai : 300 h
Après des essais dans ces conditions, on a examiné les tripodes pour déterminer la résistance à la fatigue de roulement de la périphérie extérieure des embouts des tripodes. Le tableau 12 donne des résultats. Les mêmes signes d'appréciation que ci-dessus ont été utilisés, à savoir : @ pleine satisfaction, # résultat satisfaisant, A résultat non satisfaisant.
Après des essais dans ces conditions, on a examiné les tripodes pour déterminer la résistance à la fatigue de roulement de la périphérie extérieure des embouts des tripodes. Le tableau 12 donne des résultats. Les mêmes signes d'appréciation que ci-dessus ont été utilisés, à savoir : @ pleine satisfaction, # résultat satisfaisant, A résultat non satisfaisant.
Les résultats du tableau 12 confirment que pour les constitutions selon les modes de réalisation 1 et 2 ou celles avec du carbure réparti dans une matrice martensitique on obtient des résultats satisfaisants pour la résistance à la fatigue au roulement.
On obtient des résultat analogues à ceux décrits ci-dessus pour le tripode dans le cas d'autres composants tels que le bol. On a également obtenu des résultats similaires avec des joints homocinétiques correspondant à d'autres modes de réalisation. Cela permet de ne pas répéter la description de ces essais.
Les figures 18A, 18B montrent les bagues de support 32 installées sur la périphérie extérieure 22a des embouts 22. Ces bagues de support 32 et galets 34 sont assemblés (combinés) par l'intermédiaire d'un ensemble d'aiguilles de roulement 36 pour constituer des assemblages à galet A, permettant une rotation relative. De manière plus précise, comme indiqué à la figure 26, on a un ensemble d'aiguilles de roulement 36 entre la surface intérieure et la
<Desc/Clms Page number 80>
surface extérieure des pistes de roulement ; la périphérie cylindrique extérieure de l'anneau de support 32 et la périphérie cylindrique intérieure d'un galet 34 constituent respectivement les surfaces des pistes intérieure et extérieure.
Des moyens de retenue sont prévus sur les deux extrémités axiales de chaque ensemble à galets A pour limiter le mouvement relatif de la bague de support 32, du galet 34 et des aiguilles de roulement 36. Dans le présent mode de réalisation, les moyens de liaison des deux côtés sont formés par des anneaux 33,35 installés dans les gorges périphériques 34c, 34d réalisées dans les perçages d'extrémité du galet 34. Les anneaux de liaison 33,35 correspondent à une largeur W selon une plage de 0,5 mm # W # 1,2 mm et sont limitées à la plage de la dureté de surface HCR 47-57. Cela permet d'augmenter la résistance à la fatigue vis-à-vis des charges axiales exercées par la bague de support 32 et les aiguilles de roulement 36 et d'améliorer la résistance à la fatigue des surfaces de contact par rapport à bague de support 32 et aux aiguilles de roulement 36. Pour loger les anneaux 33,35 dans les gorges périphériques 34c et 34d, on les insère dans les extrémités périphériques intérieures du galet 34 par contraction élastique de leur diamètre puis on les pousse dans les gorges périphériques 34c, 34d. Lorsque les anneaux arrivent à l'emplacement des gorges périphériques 34c, 34d, ils (33,35) s'expansent élastiquement pour reprendre leur forme et se loger dans les gorges périphériques 34c, 34d. Les anneaux 33, 35 sont ainsi fixés aux galets 34 et viennent en contact avec la surface d'extrémité de la bague de support 32 et des surfaces d'extrémité des aiguilles de roulement 36 en retenant ces éléments en mouvement relatif axial par rapport au galet 34. Comme exemple d'anneau 33,35, on a un anneau fendu ou partiellement fendu.
Dans la structure décrite ci-dessus, différents perfectionnements de matière et modifications de surfaces peuvent être appliqués aux anneaux de liaison 33,35 pour augmenter encore plus la résistance à la fatigue opposée par les charges axiales par l'anneau de support 34 et les aiguilles de roulement 36et pour ne pas augmenter la résistance à
<Desc/Clms Page number 81>
la fatigue des surfaces de contact avec la bague de support 32 et les aiguilles de roulement 36. On peut améliorer ces résultats en montant les anneaux de retenue ou de liaison 33, 35 dans les gorges périphériques 34c et 34d du galet 34 sans laisser de jeu. Dans le présent mode de réalisation, les anneaux de contact 33,35 sont logés jusqu'au fond des gorges périphériques 34c, 34d avec une certaine coopération, de manière à éliminer le jeu radial entre les anneaux de contact 33,35 et le galet 34.
Les figures 27-33 montrent d'autres exemples de réalisation de l'ensemble à galets A.
Dans le mode de réalisation de la figure 27, l'un des moyens de liaison de l'assemblage à galet A est l'anneau 33 et l'autre est constitué par l'épaulement de contact 34e.
L'anneau de liaison 33 est fixé dans une gorge périphérique 34c réalisée dans l'une des extrémités de l'alésage du galet 34. L'épaulement 34e fait corps avec l'autre extrémité du galet 34. L'anneau de liaison 33 peut être logé dans le fond de la gorge périphérique 34c avec une certaine interférence, de manière à éliminer le jeu radial par rapport au galet 34.
L'épaulement 34e est libre de tout jeu axial et de tout jeu radial par rapport au galet 34 puisqu'il fait corps avec le galet 34. Par comparaison avec le mode de réalisation de la figure 26, on a l'avantage que les tolérances d'assemblage liées à la constitution de l'anneau de liaison, et les autres moyens de liaison peuvent être éliminées pour réduire de moitié le jeu axial de la bague de support 32 et aiguilles de roulement 36. En fait, l'épaulement de contact 34e peut être formé soit à l'extrémité du galet 34, en regard de la base de l'embout ou à l'extrémité de celui-ci, et alors l'épaulement de liaison 34e de ce mode de réalisation est prévu sur le galet 34 prévu du côté inférieur de l'embase. Pour les autres caractéristiques concernant la largeur W et la dureté de surface, le présent mode de réalisation correspond à celui de la figure 26.
Dans un mode de réalisation représenté aux figures 28A, 28B, le moyen de liaison des deux côtés axiaux de l'assemblage à galet A est formé d'anneaux de liaison 33,35,
<Desc/Clms Page number 82>
comme dans le mode de réalisation de la figure 26. Néanmoins, les anneaux de liaison 33,35 de ce mode de réalisation comportent des épaulements 33a, 35a en biais pour augmenter de diamètre vers l'extérieur (avec un angle de biais p) pour que les épaulements 33a, 35a puissent arriver jusqu'à l'extrémité de l'alésage du galet 34 en interférant avec celui-ci. On élimine ainsi le jeu radial entre les anneaux de contact ou de liaison 33,35 et le galet 43. De plus, les parties de contact S'entre les épaulements 33a, 35a et les extrémités de l'alésage du galet 33 peuvent recevoir les charges axiales de la bague de support 32 et des aiguilles de roulement 36, évitant efficacement la fatigue par torsion des anneaux de liaison 33,35. En fait, les bords des anneaux de liaison 33, 35 et le fond des gorges périphériques 34c, 34d laissent un léger jeu radial. Un exemple d'anneau de liaison 33,35 est un anneau fendu ou partiellement fendu. Pour la largeur W et la dureté de surface, les caractéristiques du présent mode de réalisation correspondent à celles du mode de réalisation de la figure 26.
Dans le mode de réalisation des figures 29A, 29B, la périphérie extérieure des anneaux de liaison 33,35 et les parois latérales des gorges périphériques 34c, 34d présentent des surfaces coniques 33b, 35b, 34 ci, 34dl respectives. Les surfaces coniques 33b, 35b des anneaux de liaison 33,35 sont adaptées par leur conicité aux surfaces coniques 34cl, 34dl des gorges périphériques 34c, 34d. On élimine ainsi le jeu radial et axial entre les anneaux de liaison 33,35 et le galet 34. Les anneaux de liaison 33,35 peuvent être des anneaux fendus mais on peut également avoir des anneaux pleins comme représenté à la figure 30.
De façon plus précise, une partie annulaire 33c (35c) de l'anneau de liaison 33 (35) est réalisée de manière à être inclinée à l'état neutre. L'anneau de liaison 33 (35) s'introduit dans la position dans laquelle la gorges périphérique 34c (34d) est réalisée et une force axiale P est appliquée pour déformer élastiquement et redresser la partie annulaire 33c (35c). La partie annulaire 33c (35c) s'expanse ainsi avec son diamètre extérieur pour venir dans la gorge
<Desc/Clms Page number 83>
périphérique 34c (34d). L'anneau de liaison 33 (35) est logé et adapté dans la gorge périphérique 34c (34d) du galet 34. Pour les autres éléments concernant la largeur W et la dureté de surface, on utilisera pour le présent mode de réalisation les mêmes informations que celles du mode de réalisation de la figure 26.
Dans le mode de réalisation de la figure 31, les moyens de liaison des deux côtés de l'assemblage à galet A sont formés d'anneaux de liaison 33', 35' ; ces anneaux 33', 35' sont logés dans des gorges périphériques 32d, 32e réalisées à l'extrémité périphérique extérieure de la bague de support 32. Pour engager les anneaux de liaison 33', 35' à la gorge périphérique 32d, 32e, on monte les anneaux de liaison 33', 35' sur les extrémités de périphérie extérieure de la bague de support 32 et on en expanse élastiquement leur diamètre puis on les pousse à l'endroit des gorges périphériques 32d, 32e. Lorsqu'ils atteignent l'emplacement des gorges périphériques 32d, 32e, les anneaux de liaison 33', 35' se développent élastiquement pour se loger dans les gorges périphériques 32d, 32e. Les anneaux de liaison 33', 35' sont ainsi fixés à la bague de support 32 et font contact avec les surfaces d'extrémité du galet 34 et avec les surfaces d'extrémité des aiguilles de roulement 36. Ainsi, on retient ces éléments contre tout mouvement axial par rapport à la bague de support 32. Dans le présent mode de réalisation, le bord intérieur des anneaux de liaison 33', 35' est adapté au fond des gorges périphériques 32d, 32e avec une certaine interférence de manière à éliminer tout jeu radial entre l'anneau de liaison 33', 35' et la bague de support 32. Comme exemple d'anneau de liaison 33', 35' on a un anneau partiellement fendu. Pour les autres éléments concernant également la largeur W et la dureté de surface, le présent mode de réalisation est en conformité avec celui de la figure 26.
Dans un mode de réalisation représenté à la figure 32, l'un des moyens de liaison de l'assemblage à galet A est l'anneau de liaison 33' et l'autre est formé par un épaulement de contact 32f. L'anneau de liaison 33' est installé dans la gorge périphérique 32d réalisée dans l'une des extré-
<Desc/Clms Page number 84>
mités périphériques extérieures de la bague de support 32.
L'épaulement de liaison 32f fait corps avec l'extrémité supérieure de la bague de support 32. L'anneau de contact 33' peut être logé par exemple au fond de la gorge périphérique 42 avec une certaine interférence pour éliminer le jeu radial par rapport à la bague de support 32. L'épaulement de liaison 32f ne présente pas de jeu radial ou axial par rapport à la bague de support 32 puisque cet épaulement fait corps avec la bague de support 32. Par comparaison au mode de réalisation de la figure 31, on a l'avantage que les tolérances d'assemblage liées à la construction d'anneaux de contact des autres moyens de liaison peuvent être éliminées par la réduction des jeux axiaux entre le galet 34 et les aiguilles de roulement 36 pour réduire ce jeu de moitié. En fait, l'épaulement de liaison 32f peut être formé à une extrémité de la bague de support 32 en regard du fond de l'embout alors que l'épaulement de contact 32f de ce mode de réalisation est prévu à l'extrémité du galet 34 tournée vers la base de l'embout. Pour les autres caractéristiques concernant la largeur W et la dureté de surface du présent mode de réalisation, celui-ci est en conformité avec le mode de réalisation représenté à la figure 26.
Selon la figure 33, dans un mode de réalisation, l'un des moyens de liaison de l'assemblage à galet A est formé de l'anneau de liaison 33 et de l'épaulement de contact 32g ; l'autre se compose d'un épaulement de liaison 34e.
L'anneau de liaison 33 est logé dans la gorge périphérique 34c réalisée dans l'extrémité percée du galet 34.
L'épaulement de liaison 32g fait corps d'un côté avec la bague de support 32. Le collier de contact 34e est disposé pour faire corps à l'autre extrémité du galet 34. L'anneau de liaison 33 peut se loger par exemple dans le fond de la gorge périphérique 34c en interférant avec cette gorge pour éliminer tout jeu radial par rapport au galet 34. L'épaulement de liaison 32g ne présente ni jeu axial ni jeu radial par rapport à la bague de support 32 puisqu'il fait corps avec celle-ci. De plus, l'épaulement de liaison 34e ne présente ni jeu radial ni jeu axial avec le galet 34 puisqu'il fait corps
<Desc/Clms Page number 85>
avec le galet 34. Pour les autres caractéristiques telles que la largeur W et la dureté de surface, le présente mode de réalisation correspond au mode de réalisation de la figure 26.
Dans les modes de réalisation décrits ci-dessus, les aiguilles de roulement 36 peuvent prendre diverses configurations de surfaces d'extrémité comme cela est représenté aux figures 34A-34D. A la figure 34A, l'aiguille de roulement 36 possède une extrémité semi-sphérique de rayon de courbure égal à R'1.
La figure 34B montre une aiguille de roulement 36 ayant une surface d'extrémité partiellement sphérique de rayon de courbure R'2. La figure 4C montre une aiguille de roulement 56 dont les surfaces d'extrémité sont plates avec des chanfreins (cf) au bord.
La figure 34D montre une aiguille de roulement 36 dont les surfaces d'extrémité ont une configuration sphérique composite avec des rayons de courbure R'3 et r' (R'3 > r').
Les différentes réalisations décrites ci-dessus d'assemblages à galets sont également applicables à des joints homocinétiques selon les modes de réalisation des figures 20A-23 et aux joints homocinétiques selon le mode de réalisation des figures 1A-17.
Les essais suivants ont été effectués pour confirmer l'efficacité du réglage de la largeur W des anneaux de liaison à la plage prévue et l'effet de la limitation de la dureté de surface à la plage prédéterminée.
[essais du réglage de largeur W]
Des essais ont été faits sur les structures des figures 18A-26 avec des bagues de liaison fixées en dessous de 0,5 mm, 0,8mm, 1 mm et 1,2 mm, en largeur W dans des conditions d'essais données ci-après. Puis on a évalué la résistance à la fatigue vis-à-vis des charges axiales, de la possibilité de montage en roulement et de l'application industrielle. Les résultats sont donnés dans le tableau 13.
Des essais ont été faits sur les structures des figures 18A-26 avec des bagues de liaison fixées en dessous de 0,5 mm, 0,8mm, 1 mm et 1,2 mm, en largeur W dans des conditions d'essais données ci-après. Puis on a évalué la résistance à la fatigue vis-à-vis des charges axiales, de la possibilité de montage en roulement et de l'application industrielle. Les résultats sont donnés dans le tableau 13.
Dans cette évaluation : # :résultat satisfaisant, mauvais résultat.
Conditions d'essais :
<Desc/Clms Page number 86>
couple : 686 Nm ; tours par minute : 250 t/mn ; angle de fonctionnement 9 = 10 degrés durée du contrôle : 300 h dureté de surface des anneaux de liaison HRC = 50.
Les résultats des essais du tableau 13 confirment que le réglage de l'anneau de liaison à la largeur W pour la plage de 0,5 mm # W # 1,2 mm donne des résultats satisfaisants à tout point de vue, c'est-à-dire que la résistance à la fatigue contre des charges axiales, la possibilité de monter un galet et le caractère industriels ne sont pas contestés.
[essais de la limitation de la durée de surface]
Des essais ont été faits sur les structures représentées aux figures 18A-26 avec des anneaux de liaison limités à des duretés inférieures à HCR 43, HCR 47, HCR 50 et au-dessus de HCR 53 avec une duretée de surface dans les conditions d'essais données ci-après. Puis on a évalué la résistance à la fatigue vis-à-vis des charges axiales et de la fatigue des surfaces de contact. Les résultats sont consignés dans le tableau 14. Dans ce domaine d'évaluation : O : résultat satisfaisant pour la propriété recherchée, # résultat non satisfaisant.
Des essais ont été faits sur les structures représentées aux figures 18A-26 avec des anneaux de liaison limités à des duretés inférieures à HCR 43, HCR 47, HCR 50 et au-dessus de HCR 53 avec une duretée de surface dans les conditions d'essais données ci-après. Puis on a évalué la résistance à la fatigue vis-à-vis des charges axiales et de la fatigue des surfaces de contact. Les résultats sont consignés dans le tableau 14. Dans ce domaine d'évaluation : O : résultat satisfaisant pour la propriété recherchée, # résultat non satisfaisant.
Conditions d'essais : Couple : 686 Nm ; révolution : 250 t/mn, Angle de travail 0 : 10 degrés. durée de l'essai : 300 h largeur W des anneaux de liaison : 0,8 mm.
Il est confirmé que les résultats d'essais du tableau 14 montrent que la limitation des anneaux de liaison dans la plage de HCR 43-53 donne des résultats satisfaisants des deux points de vue, c'est-à-dire que la résistance à la fatigue vis-à-vis des charges et la résistance à la fatigue pour les surfaces de contact.
Les tableaux annexés complètent la description.
Par convention, les indications numériques des tableaux sont dans le format anglo-saxon, les virgules étant remplacées par des points.
<Desc/Clms Page number 87>

<tb>
<tb>
<tb>
Tableau <SEP> 1
<tb> R <SEP> : <SEP> Valeur <SEP> optimale <SEP> Jeu <SEP> minimum <SEP> pour <SEP> absorber <SEP> la
<tb> Angle <SEP> de <SEP> travail <SEP> ( )
<tb> Angle <SEP> travail <SEP> (pression <SEP> surface <SEP> de <SEP> minimale) <SEP> nutation
<tb> 15 <SEP> 2.898a <SEP> 1.131X10 <SEP> a
<tb> -3
<tb> 10 <SEP> 4.731a <SEP> 0.330X10 <SEP> a
<tb> 5 <SEP> 10.392a <SEP> 0.041X10 <SEP> a
<tb> Tableau <SEP> 2
<tb> Angle <SEP> de <SEP> bascule- <SEP> Valeur <SEP> optimale <SEP> Plage <SEP> conseillée
<tb> ment <SEP> sans <SEP> galet <SEP> (pression <SEP> surface <SEP> de <SEP> minimale) <SEP> 0.5r <SEP> 1. <SEP> 5r
<tb> 15 <SEP> 2.898a <SEP> 1.449a <SEP> 4. <SEP> 347a
<tb> r <SEP> 10 <SEP> 4.731a <SEP> 2. <SEP> 365a <SEP> 7. <SEP> 096a
<tb> 5 <SEP> 10.392a <SEP> 5.196a <SEP> 15.588a
<tb> 15 <SEP> 0. <SEP> 859 <SEP> 0. <SEP> 914 <SEP> 0.801
<tb> b/a <SEP> 1 <SEP> 0. <SEP> 909 <SEP> 0. <SEP> 948 <SEP> 0.869
<tb> 5 <SEP> 0. <SEP> 956 <SEP> 0. <SEP> 976 <SEP> 0.935
<tb> Tableau <SEP> 3
<tb> Angle <SEP> de <SEP> travail <SEP> # <SEP> Valeur <SEP> optimale <SEP> Plage <SEP> conseillée
<tb> ( ) <SEP> (pression <SEP> surface <SEP> de <SEP> minimale) <SEP> 0.5r <SEP> 1.5r
<tb> 20 <SEP> 2.939a <SEP> 1.469a <SEP> 4. <SEP> 408a
<tb> R <SEP> 15 <SEP> 3.888a <SEP> 1.944a <SEP> 5. <SEP> 832a
<tb> 10 <SEP> 5.810a <SEP> 2. <SEP> 905a <SEP> 8. <SEP> 715a
<tb> 20 <SEP> 0. <SEP> 866 <SEP> 0. <SEP> 972 <SEP> 0.745
<tb> b/a <SEP> 15 <SEP> 0. <SEP> 894 <SEP> 0. <SEP> 968 <SEP> 0.812
<tb> 10 <SEP> 0. <SEP> 925 <SEP> 0. <SEP> 973 <SEP> 0. <SEP> 875
<tb>
<tb> R <SEP> : <SEP> Valeur <SEP> optimale <SEP> Jeu <SEP> minimum <SEP> pour <SEP> absorber <SEP> la
<tb> Angle <SEP> de <SEP> travail <SEP> ( )
<tb> Angle <SEP> travail <SEP> (pression <SEP> surface <SEP> de <SEP> minimale) <SEP> nutation
<tb> 15 <SEP> 2.898a <SEP> 1.131X10 <SEP> a
<tb> -3
<tb> 10 <SEP> 4.731a <SEP> 0.330X10 <SEP> a
<tb> 5 <SEP> 10.392a <SEP> 0.041X10 <SEP> a
<tb> Tableau <SEP> 2
<tb> Angle <SEP> de <SEP> bascule- <SEP> Valeur <SEP> optimale <SEP> Plage <SEP> conseillée
<tb> ment <SEP> sans <SEP> galet <SEP> (pression <SEP> surface <SEP> de <SEP> minimale) <SEP> 0.5r <SEP> 1. <SEP> 5r
<tb> 15 <SEP> 2.898a <SEP> 1.449a <SEP> 4. <SEP> 347a
<tb> r <SEP> 10 <SEP> 4.731a <SEP> 2. <SEP> 365a <SEP> 7. <SEP> 096a
<tb> 5 <SEP> 10.392a <SEP> 5.196a <SEP> 15.588a
<tb> 15 <SEP> 0. <SEP> 859 <SEP> 0. <SEP> 914 <SEP> 0.801
<tb> b/a <SEP> 1 <SEP> 0. <SEP> 909 <SEP> 0. <SEP> 948 <SEP> 0.869
<tb> 5 <SEP> 0. <SEP> 956 <SEP> 0. <SEP> 976 <SEP> 0.935
<tb> Tableau <SEP> 3
<tb> Angle <SEP> de <SEP> travail <SEP> # <SEP> Valeur <SEP> optimale <SEP> Plage <SEP> conseillée
<tb> ( ) <SEP> (pression <SEP> surface <SEP> de <SEP> minimale) <SEP> 0.5r <SEP> 1.5r
<tb> 20 <SEP> 2.939a <SEP> 1.469a <SEP> 4. <SEP> 408a
<tb> R <SEP> 15 <SEP> 3.888a <SEP> 1.944a <SEP> 5. <SEP> 832a
<tb> 10 <SEP> 5.810a <SEP> 2. <SEP> 905a <SEP> 8. <SEP> 715a
<tb> 20 <SEP> 0. <SEP> 866 <SEP> 0. <SEP> 972 <SEP> 0.745
<tb> b/a <SEP> 15 <SEP> 0. <SEP> 894 <SEP> 0. <SEP> 968 <SEP> 0.812
<tb> 10 <SEP> 0. <SEP> 925 <SEP> 0. <SEP> 973 <SEP> 0. <SEP> 875
<tb>
<Desc/Clms Page number 88>

<tb>
<tb> Tableau <SEP> 4
<tb> Résistance <SEP> de <SEP> ramolAcier
<tb> Echantil- <SEP> lissement <SEP> caractéristiIons <SEP> Teneurs <SEP> en <SEP> composants <SEP> principaux <SEP> (% <SEP> pondéral) <SEP> que <SEP> R <SEP> (mesures)
<tb> C <SEP> Si <SEP> Mn <SEP> Ni <SEP> Cr <SEP> Mo
<tb> 1 <SEP> 0. <SEP> 16 <SEP> 0. <SEP> 26 <SEP> 0. <SEP> 73 <SEP> 0 <SEP> 1. <SEP> 1 <SEP> 0 <SEP> 712
<tb> 2 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 05 <SEP> 0. <SEP> 2 <SEP> 0 <SEP> 1 <SEP> 0 <SEP> 705
<tb> 3 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 05 <SEP> 0. <SEP> 5 <SEP> 0 <SEP> 0.8 <SEP> 0 <SEP> 709
<tb> 4 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 75 <SEP> 0. <SEP> 5 <SEP> 0 <SEP> 1.5 <SEP> 0 <SEP> 715
<tb> 5 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 75 <SEP> 0. <SEP> 8 <SEP> 0. <SEP> 7 <SEP> 1. <SEP> 5 <SEP> 0 <SEP> 721
<tb> 6 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 9 <SEP> 1 <SEP> 0.8 <SEP> 1 <SEP> 0 <SEP> 735
<tb> 7 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 9 <SEP> 1. <SEP> 2 <SEP> 1 <SEP> 1.5 <SEP> 0 <SEP> 729
<tb> 8 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 5 <SEP> 1. <SEP> 2 <SEP> 1. <SEP> 8 <SEP> 2 <SEP> 0.5 <SEP> 799
<tb> 9 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 5 <SEP> 1 <SEP> 2 <SEP> 1 <SEP> 0.5 <SEP> 817
<tb> 10 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 75 <SEP> 1. <SEP> 5 <SEP> 2 <SEP> 1 <SEP> 0. <SEP> 5 <SEP> 823
<tb> 11 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 84 <SEP> 0 <SEP> 0. <SEP> 94 <SEP> 0. <SEP> 03 <SEP> 735
<tb> 12 <SEP> 0. <SEP> 21 <SEP> 0. <SEP> 93 <SEP> 0. <SEP> 82 <SEP> 0 <SEP> 0.7 <SEP> 0 <SEP> 730
<tb> 13 <SEP> 0. <SEP> 21 <SEP> 0. <SEP> 09 <SEP> 0. <SEP> 84 <SEP> 0 <SEP> 1 <SEP> 0 <SEP> 688
<tb> 14 <SEP> 0. <SEP> 23 <SEP> 0. <SEP> 02 <SEP> 0. <SEP> 65 <SEP> 0 <SEP> 1. <SEP> 13 <SEP> 0. <SEP> 49 <SEP> 770
<tb> 15 <SEP> 0. <SEP> 23 <SEP> 0. <SEP> 03 <SEP> 0. <SEP> 95 <SEP> 0 <SEP> 1. <SEP> 14 <SEP> 0. <SEP> 3 <SEP> 774
<tb> 16 <SEP> 0. <SEP> 23 <SEP> 0. <SEP> 04 <SEP> 0. <SEP> 81 <SEP> 0 <SEP> 1. <SEP> 14 <SEP> 0. <SEP> 41 <SEP> 774
<tb> 17 <SEP> 0. <SEP> 4 <SEP> 0.24 <SEP> 0.8 <SEP> 0 <SEP> 1 <SEP> 0. <SEP> 24 <SEP> 750
<tb> Tableau <SEP> 5
<tb> Echantillons <SEP> 2 <SEP> 3 <SEP> 6 <SEP> 15 <SEP> 8 <SEP> 9 <SEP> 10
<tb> Caractéristiques <SEP> Mesures <SEP> 705 <SEP> 709 <SEP> 735 <SEP> 774 <SEP> 799 <SEP> 817 <SEP> 823
<tb> de <SEP> résistance <SEP> de
<tb> ramollissement <SEP> R <SEP> Estimation <SEP> 702 <SEP> 709 <SEP> 735 <SEP> 756 <SEP> 800 <SEP> 814 <SEP> 825
<tb> (Hv)
<tb> Fiabilité <SEP> # <SEP> # <SEP> # <SEP> #
<tb> Possibilité <SEP> de <SEP> forgeage <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> #
<tb>
<tb> Tableau <SEP> 4
<tb> Résistance <SEP> de <SEP> ramolAcier
<tb> Echantil- <SEP> lissement <SEP> caractéristiIons <SEP> Teneurs <SEP> en <SEP> composants <SEP> principaux <SEP> (% <SEP> pondéral) <SEP> que <SEP> R <SEP> (mesures)
<tb> C <SEP> Si <SEP> Mn <SEP> Ni <SEP> Cr <SEP> Mo
<tb> 1 <SEP> 0. <SEP> 16 <SEP> 0. <SEP> 26 <SEP> 0. <SEP> 73 <SEP> 0 <SEP> 1. <SEP> 1 <SEP> 0 <SEP> 712
<tb> 2 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 05 <SEP> 0. <SEP> 2 <SEP> 0 <SEP> 1 <SEP> 0 <SEP> 705
<tb> 3 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 05 <SEP> 0. <SEP> 5 <SEP> 0 <SEP> 0.8 <SEP> 0 <SEP> 709
<tb> 4 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 75 <SEP> 0. <SEP> 5 <SEP> 0 <SEP> 1.5 <SEP> 0 <SEP> 715
<tb> 5 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 75 <SEP> 0. <SEP> 8 <SEP> 0. <SEP> 7 <SEP> 1. <SEP> 5 <SEP> 0 <SEP> 721
<tb> 6 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 9 <SEP> 1 <SEP> 0.8 <SEP> 1 <SEP> 0 <SEP> 735
<tb> 7 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 9 <SEP> 1. <SEP> 2 <SEP> 1 <SEP> 1.5 <SEP> 0 <SEP> 729
<tb> 8 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 5 <SEP> 1. <SEP> 2 <SEP> 1. <SEP> 8 <SEP> 2 <SEP> 0.5 <SEP> 799
<tb> 9 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 5 <SEP> 1 <SEP> 2 <SEP> 1 <SEP> 0.5 <SEP> 817
<tb> 10 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 75 <SEP> 1. <SEP> 5 <SEP> 2 <SEP> 1 <SEP> 0. <SEP> 5 <SEP> 823
<tb> 11 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 84 <SEP> 0 <SEP> 0. <SEP> 94 <SEP> 0. <SEP> 03 <SEP> 735
<tb> 12 <SEP> 0. <SEP> 21 <SEP> 0. <SEP> 93 <SEP> 0. <SEP> 82 <SEP> 0 <SEP> 0.7 <SEP> 0 <SEP> 730
<tb> 13 <SEP> 0. <SEP> 21 <SEP> 0. <SEP> 09 <SEP> 0. <SEP> 84 <SEP> 0 <SEP> 1 <SEP> 0 <SEP> 688
<tb> 14 <SEP> 0. <SEP> 23 <SEP> 0. <SEP> 02 <SEP> 0. <SEP> 65 <SEP> 0 <SEP> 1. <SEP> 13 <SEP> 0. <SEP> 49 <SEP> 770
<tb> 15 <SEP> 0. <SEP> 23 <SEP> 0. <SEP> 03 <SEP> 0. <SEP> 95 <SEP> 0 <SEP> 1. <SEP> 14 <SEP> 0. <SEP> 3 <SEP> 774
<tb> 16 <SEP> 0. <SEP> 23 <SEP> 0. <SEP> 04 <SEP> 0. <SEP> 81 <SEP> 0 <SEP> 1. <SEP> 14 <SEP> 0. <SEP> 41 <SEP> 774
<tb> 17 <SEP> 0. <SEP> 4 <SEP> 0.24 <SEP> 0.8 <SEP> 0 <SEP> 1 <SEP> 0. <SEP> 24 <SEP> 750
<tb> Tableau <SEP> 5
<tb> Echantillons <SEP> 2 <SEP> 3 <SEP> 6 <SEP> 15 <SEP> 8 <SEP> 9 <SEP> 10
<tb> Caractéristiques <SEP> Mesures <SEP> 705 <SEP> 709 <SEP> 735 <SEP> 774 <SEP> 799 <SEP> 817 <SEP> 823
<tb> de <SEP> résistance <SEP> de
<tb> ramollissement <SEP> R <SEP> Estimation <SEP> 702 <SEP> 709 <SEP> 735 <SEP> 756 <SEP> 800 <SEP> 814 <SEP> 825
<tb> (Hv)
<tb> Fiabilité <SEP> # <SEP> # <SEP> # <SEP> #
<tb> Possibilité <SEP> de <SEP> forgeage <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> #
<tb>
<Desc/Clms Page number 89>

<tb>
<tb> Tableau <SEP> 6
<tb> Résistance <SEP> de <SEP> ramolAcier
<tb> Echantil- <SEP> Teneurs <SEP> en <SEP> composants <SEP> principaux <SEP> (% <SEP> pondéral) <SEP> lissement <SEP> caractéristiIons <SEP> que <SEP> de <SEP> R <SEP> (mesures)
<tb> C <SEP> Si <SEP> Mn <SEP> Ni <SEP> Cr <SEP> Mo
<tb> 1 <SEP> 0. <SEP> 54 <SEP> 0. <SEP> 19 <SEP> 0. <SEP> 86 <SEP> 0 <SEP> 0.15 <SEP> 0 <SEP> 682 <SEP>
<tb> 2 <SEP> 0. <SEP> 47 <SEP> 0. <SEP> 21 <SEP> 0. <SEP> 76 <SEP> 0 <SEP> 0.16 <SEP> 0 <SEP> 640 <SEP>
<tb> 3 <SEP> 0. <SEP> 47 <SEP> 0. <SEP> 1 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0.15 <SEP> 0 <SEP> 630 <SEP>
<tb> 4 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 21 <SEP> 0. <SEP> 88 <SEP> 0. <SEP> 29 <SEP> 0.16 <SEP> 0.31 <SEP> 715 <SEP>
<tb> 5 <SEP> 0. <SEP> 53 <SEP> 0. <SEP> 22 <SEP> 0. <SEP> 86 <SEP> 0 <SEP> 0.16 <SEP> 0.3 <SEP> 724 <SEP>
<tb> 6 <SEP> 0.48 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 88 <SEP> 0 <SEP> 0.15 <SEP> 0.3 <SEP> 701 <SEP>
<tb> 7 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0.15 <SEP> 0.3 <SEP> 695 <SEP>
<tb> 8 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 88 <SEP> 0 <SEP> 0.15 <SEP> 0.25 <SEP> 689 <SEP>
<tb> 9 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 15 <SEP> 0. <SEP> 83 <SEP> 0 <SEP> 0.1 <SEP> 0.3 <SEP> 712 <SEP>
<tb> 10 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 05 <SEP> 0. <SEP> 88 <SEP> 0 <SEP> 0.15 <SEP> 0.3 <SEP> 689 <SEP>
<tb> 11 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 1. <SEP> 0. <SEP> 88 <SEP> 0 <SEP> 0.02 <SEP> 0.3 <SEP> 705 <SEP>
<tb> 12 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 15 <SEP> 0.88 <SEP> 0 <SEP> 0. <SEP> 02 <SEP> 0.3 <SEP> 715 <SEP>
<tb> 13 <SEP> 0.48 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 88 <SEP> 0 <SEP> 0.02 <SEP> 0.3 <SEP> 718 <SEP>
<tb> 14 <SEP> 0.45 <SEP> 0. <SEP> 8 <SEP> 1. <SEP> 1 <SEP> 0 <SEP> 0.15 <SEP> 0 <SEP> 692 <SEP>
<tb> 15 <SEP> 0. <SEP> 54 <SEP> 0. <SEP> 24 <SEP> 1 <SEP> 1.1 <SEP> 0. <SEP> 1 <SEP> 0.5 <SEP> 810 <SEP>
<tb> 16 <SEP> 0. <SEP> 53 <SEP> 0. <SEP> 49 <SEP> 1 <SEP> 1. <SEP> 2 <SEP> 0.12 <SEP> 0.5 <SEP> 827 <SEP>
<tb> 17 <SEP> 0. <SEP> 52 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 87 <SEP> 0 <SEP> 0.15 <SEP> 0.4 <SEP> 740 <SEP>
<tb> 18 <SEP> 0. <SEP> 59 <SEP> 0. <SEP> 23 <SEP> 0. <SEP> 77 <SEP> 0 <SEP> 0.1 <SEP> 0 <SEP> 714 <SEP>
<tb> Tableau <SEP> 7
<tb> Echantillons <SEP> 2 <SEP> 3 <SEP> 6 <SEP> 15 <SEP> 8 <SEP> 9 <SEP> 10
<tb> Caractéristiques <SEP> Mesures <SEP> 630 <SEP> 640 <SEP> 682 <SEP> 715 <SEP> 740 <SEP> 810 <SEP> 827
<tb> de <SEP> résistance <SEP> de
<tb> ramollissement <SEP> R <SEP> Estimation <SEP> 633 <SEP> 641 <SEP> 679 <SEP> 714 <SEP> 742 <SEP> 811 <SEP> 827
<tb> (Hv)
<tb> Durabilité <SEP> 0 <SEP> .... <SEP> # <SEP> #
<tb> Possibilité <SEP> de <SEP> forgeage~~~~~~~~~@ <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> A
<tb>
<tb> Tableau <SEP> 6
<tb> Résistance <SEP> de <SEP> ramolAcier
<tb> Echantil- <SEP> Teneurs <SEP> en <SEP> composants <SEP> principaux <SEP> (% <SEP> pondéral) <SEP> lissement <SEP> caractéristiIons <SEP> que <SEP> de <SEP> R <SEP> (mesures)
<tb> C <SEP> Si <SEP> Mn <SEP> Ni <SEP> Cr <SEP> Mo
<tb> 1 <SEP> 0. <SEP> 54 <SEP> 0. <SEP> 19 <SEP> 0. <SEP> 86 <SEP> 0 <SEP> 0.15 <SEP> 0 <SEP> 682 <SEP>
<tb> 2 <SEP> 0. <SEP> 47 <SEP> 0. <SEP> 21 <SEP> 0. <SEP> 76 <SEP> 0 <SEP> 0.16 <SEP> 0 <SEP> 640 <SEP>
<tb> 3 <SEP> 0. <SEP> 47 <SEP> 0. <SEP> 1 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0.15 <SEP> 0 <SEP> 630 <SEP>
<tb> 4 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 21 <SEP> 0. <SEP> 88 <SEP> 0. <SEP> 29 <SEP> 0.16 <SEP> 0.31 <SEP> 715 <SEP>
<tb> 5 <SEP> 0. <SEP> 53 <SEP> 0. <SEP> 22 <SEP> 0. <SEP> 86 <SEP> 0 <SEP> 0.16 <SEP> 0.3 <SEP> 724 <SEP>
<tb> 6 <SEP> 0.48 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 88 <SEP> 0 <SEP> 0.15 <SEP> 0.3 <SEP> 701 <SEP>
<tb> 7 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0.15 <SEP> 0.3 <SEP> 695 <SEP>
<tb> 8 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 88 <SEP> 0 <SEP> 0.15 <SEP> 0.25 <SEP> 689 <SEP>
<tb> 9 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 15 <SEP> 0. <SEP> 83 <SEP> 0 <SEP> 0.1 <SEP> 0.3 <SEP> 712 <SEP>
<tb> 10 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 05 <SEP> 0. <SEP> 88 <SEP> 0 <SEP> 0.15 <SEP> 0.3 <SEP> 689 <SEP>
<tb> 11 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 1. <SEP> 0. <SEP> 88 <SEP> 0 <SEP> 0.02 <SEP> 0.3 <SEP> 705 <SEP>
<tb> 12 <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 15 <SEP> 0.88 <SEP> 0 <SEP> 0. <SEP> 02 <SEP> 0.3 <SEP> 715 <SEP>
<tb> 13 <SEP> 0.48 <SEP> 0. <SEP> 2 <SEP> 0. <SEP> 88 <SEP> 0 <SEP> 0.02 <SEP> 0.3 <SEP> 718 <SEP>
<tb> 14 <SEP> 0.45 <SEP> 0. <SEP> 8 <SEP> 1. <SEP> 1 <SEP> 0 <SEP> 0.15 <SEP> 0 <SEP> 692 <SEP>
<tb> 15 <SEP> 0. <SEP> 54 <SEP> 0. <SEP> 24 <SEP> 1 <SEP> 1.1 <SEP> 0. <SEP> 1 <SEP> 0.5 <SEP> 810 <SEP>
<tb> 16 <SEP> 0. <SEP> 53 <SEP> 0. <SEP> 49 <SEP> 1 <SEP> 1. <SEP> 2 <SEP> 0.12 <SEP> 0.5 <SEP> 827 <SEP>
<tb> 17 <SEP> 0. <SEP> 52 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 87 <SEP> 0 <SEP> 0.15 <SEP> 0.4 <SEP> 740 <SEP>
<tb> 18 <SEP> 0. <SEP> 59 <SEP> 0. <SEP> 23 <SEP> 0. <SEP> 77 <SEP> 0 <SEP> 0.1 <SEP> 0 <SEP> 714 <SEP>
<tb> Tableau <SEP> 7
<tb> Echantillons <SEP> 2 <SEP> 3 <SEP> 6 <SEP> 15 <SEP> 8 <SEP> 9 <SEP> 10
<tb> Caractéristiques <SEP> Mesures <SEP> 630 <SEP> 640 <SEP> 682 <SEP> 715 <SEP> 740 <SEP> 810 <SEP> 827
<tb> de <SEP> résistance <SEP> de
<tb> ramollissement <SEP> R <SEP> Estimation <SEP> 633 <SEP> 641 <SEP> 679 <SEP> 714 <SEP> 742 <SEP> 811 <SEP> 827
<tb> (Hv)
<tb> Durabilité <SEP> 0 <SEP> .... <SEP> # <SEP> #
<tb> Possibilité <SEP> de <SEP> forgeage~~~~~~~~~@ <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> A
<tb>
<Desc/Clms Page number 90>

<tb>
<tb> Tableau <SEP> 8
<tb> Acier <SEP> Résistance <SEP> de
<tb> Echantillons <SEP> Teneurs <SEP> en <SEP> composants <SEP> principaux <SEP> (% <SEP> pondéral) <SEP> ramollissement
<tb> caractéristique <SEP> R
<tb> C <SEP> Si <SEP> Mn <SEP> Ni <SEP> Cr <SEP> Mo
<tb> (mesures)
<tb> SCr415 <SEP> 0. <SEP> 15 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0.000 <SEP> 712
<tb> SCr420 <SEP> 0. <SEP> 20 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 000 <SEP> 712
<tb> SCr430 <SEP> 0. <SEP> 30 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 000 <SEP> 712
<tb> SCr435 <SEP> 0. <SEP> 35 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 000 <SEP> 712
<tb> SCr440 <SEP> 0. <SEP> 40 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 000 <SEP> 712
<tb> SCM415 <SEP> 0.15 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 225 <SEP> 748
<tb> SCM420 <SEP> 0. <SEP> 20 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 225 <SEP> 748
<tb> SCM430 <SEP> 0. <SEP> 30 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 225 <SEP> 748
<tb> SCM435 <SEP> 0. <SEP> 35 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 225 <SEP> 748
<tb> SCM440 <SEP> 0. <SEP> 40 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0.00 <SEP> 1.050 <SEP> 0. <SEP> 225 <SEP> 748
<tb> SNCM220 <SEP> 0. <SEP> 20 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 750 <SEP> 1. <SEP> 25 <SEP> 0. <SEP> 525 <SEP> 0. <SEP> 225 <SEP> 764
<tb> SNCM415 <SEP> 0. <SEP> 15 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 550 <SEP> 1. <SEP> 80 <SEP> 0. <SEP> 525 <SEP> 0. <SEP> 225 <SEP> 765
<tb> SNCM420 <SEP> 0. <SEP> 20 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 550 <SEP> 1. <SEP> 80 <SEP> 0. <SEP> 525 <SEP> 0. <SEP> 225 <SEP> 765
<tb> SNCM815 <SEP> 0. <SEP> 15 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 450 <SEP> 4. <SEP> 25 <SEP> 0. <SEP> 850 <SEP> 0. <SEP> 225 <SEP> 774
<tb> Tableau <SEP> 9
<tb> Rrésistance <SEP> de <SEP> ramollissement
<tb> Code <SEP> acier <SEP> Teneur <SEP> des <SEP> composants <SEP> principaux <SEP> (% <SEP> pondéral) <SEP> (mesure)
<tb> Code <SEP> acier <SEP> (mesure)
<tb> C <SEP> Si <SEP> Mn <SEP> Ni <SEP> Cr <SEP> Mo
<tb> S45C <SEP> 0. <SEP> 45 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0. <SEP> 1 <SEP> 0 <SEP> 642
<tb> S48C <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0.1 <SEP> 0 <SEP> 657 <SEP>
<tb> S50C <SEP> 0. <SEP> 50 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0. <SEP> 1 <SEP> 0 <SEP> 667
<tb> S53C <SEP> 0. <SEP> 53 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0.1 <SEP> 0 <SEP> 683 <SEP>
<tb> S55C <SEP> 0. <SEP> 55 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0. <SEP> 1 <SEP> 0 <SEP> 693
<tb> S58C <SEP> 0. <SEP> 58 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0. <SEP> 1 <SEP> 0 <SEP> 709
<tb> S61C <SEP> 0. <SEP> 61 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0.1 <SEP> 0 <SEP> 724
<tb>
<tb> Tableau <SEP> 8
<tb> Acier <SEP> Résistance <SEP> de
<tb> Echantillons <SEP> Teneurs <SEP> en <SEP> composants <SEP> principaux <SEP> (% <SEP> pondéral) <SEP> ramollissement
<tb> caractéristique <SEP> R
<tb> C <SEP> Si <SEP> Mn <SEP> Ni <SEP> Cr <SEP> Mo
<tb> (mesures)
<tb> SCr415 <SEP> 0. <SEP> 15 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0.000 <SEP> 712
<tb> SCr420 <SEP> 0. <SEP> 20 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 000 <SEP> 712
<tb> SCr430 <SEP> 0. <SEP> 30 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 000 <SEP> 712
<tb> SCr435 <SEP> 0. <SEP> 35 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 000 <SEP> 712
<tb> SCr440 <SEP> 0. <SEP> 40 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 000 <SEP> 712
<tb> SCM415 <SEP> 0.15 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 225 <SEP> 748
<tb> SCM420 <SEP> 0. <SEP> 20 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 225 <SEP> 748
<tb> SCM430 <SEP> 0. <SEP> 30 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 225 <SEP> 748
<tb> SCM435 <SEP> 0. <SEP> 35 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0. <SEP> 00 <SEP> 1. <SEP> 050 <SEP> 0. <SEP> 225 <SEP> 748
<tb> SCM440 <SEP> 0. <SEP> 40 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 725 <SEP> 0.00 <SEP> 1.050 <SEP> 0. <SEP> 225 <SEP> 748
<tb> SNCM220 <SEP> 0. <SEP> 20 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 750 <SEP> 1. <SEP> 25 <SEP> 0. <SEP> 525 <SEP> 0. <SEP> 225 <SEP> 764
<tb> SNCM415 <SEP> 0. <SEP> 15 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 550 <SEP> 1. <SEP> 80 <SEP> 0. <SEP> 525 <SEP> 0. <SEP> 225 <SEP> 765
<tb> SNCM420 <SEP> 0. <SEP> 20 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 550 <SEP> 1. <SEP> 80 <SEP> 0. <SEP> 525 <SEP> 0. <SEP> 225 <SEP> 765
<tb> SNCM815 <SEP> 0. <SEP> 15 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 450 <SEP> 4. <SEP> 25 <SEP> 0. <SEP> 850 <SEP> 0. <SEP> 225 <SEP> 774
<tb> Tableau <SEP> 9
<tb> Rrésistance <SEP> de <SEP> ramollissement
<tb> Code <SEP> acier <SEP> Teneur <SEP> des <SEP> composants <SEP> principaux <SEP> (% <SEP> pondéral) <SEP> (mesure)
<tb> Code <SEP> acier <SEP> (mesure)
<tb> C <SEP> Si <SEP> Mn <SEP> Ni <SEP> Cr <SEP> Mo
<tb> S45C <SEP> 0. <SEP> 45 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0. <SEP> 1 <SEP> 0 <SEP> 642
<tb> S48C <SEP> 0. <SEP> 48 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0.1 <SEP> 0 <SEP> 657 <SEP>
<tb> S50C <SEP> 0. <SEP> 50 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0. <SEP> 1 <SEP> 0 <SEP> 667
<tb> S53C <SEP> 0. <SEP> 53 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0.1 <SEP> 0 <SEP> 683 <SEP>
<tb> S55C <SEP> 0. <SEP> 55 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0. <SEP> 1 <SEP> 0 <SEP> 693
<tb> S58C <SEP> 0. <SEP> 58 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0. <SEP> 1 <SEP> 0 <SEP> 709
<tb> S61C <SEP> 0. <SEP> 61 <SEP> 0. <SEP> 25 <SEP> 0. <SEP> 75 <SEP> 0 <SEP> 0.1 <SEP> 0 <SEP> 724
<tb>
<Desc/Clms Page number 91>
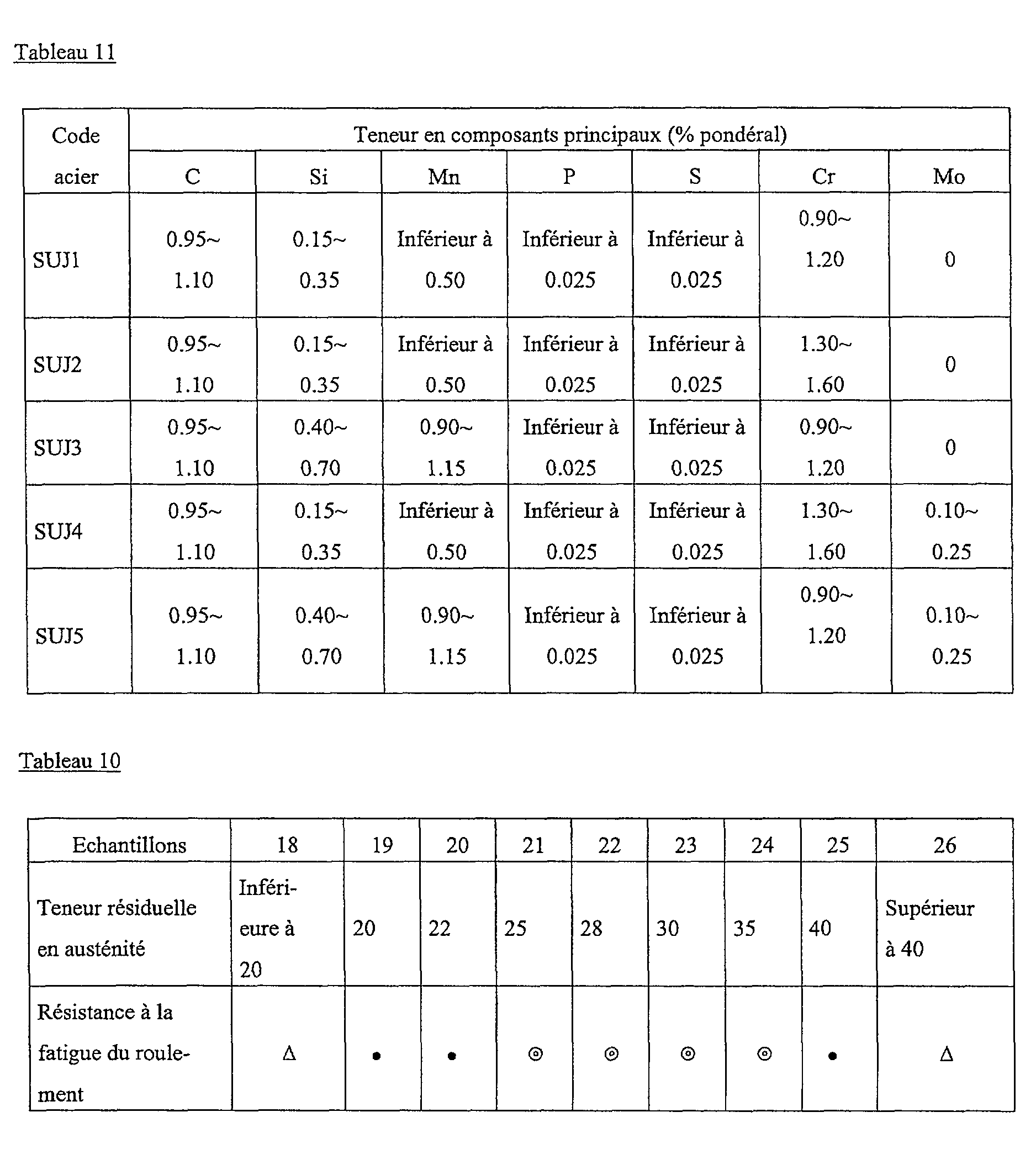
<tb>
<tb> Tableau <SEP> 11
<tb> Code <SEP> Teneur <SEP> en <SEP> composants <SEP> principaux <SEP> (% <SEP> pondéral)
<tb> acier <SEP> C <SEP> Si <SEP> Mn <SEP> P <SEP> S <SEP> Cr <SEP> Mo
<tb> 0.90-
<tb> 0.95- <SEP> 0.15- <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à
<tb> SUJ1 <SEP> 1. <SEP> 20 <SEP> 0
<tb> 1. <SEP> 10 <SEP> 0. <SEP> 35 <SEP> 0. <SEP> 50 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 025
<tb> 0.95# <SEP> 0.15 <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> 1.30SUJ2 <SEP> 0
<tb> 1.10 <SEP> 0.35 <SEP> 0.50 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 025 <SEP> 1.60
<tb> 0.95- <SEP> 0.40- <SEP> 0.90- <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> 0.90SUJ3 <SEP> 0
<tb> 1.10 <SEP> 0.70 <SEP> 1.15 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 025 <SEP> 1.20
<tb> 0.95# <SEP> 0.15- <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> 1.30- <SEP> 0.10#
<tb> SUJ4
<tb> 1.10 <SEP> 0. <SEP> 35 <SEP> 0. <SEP> 50 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 025 <SEP> 1. <SEP> 60 <SEP> 0. <SEP> 25
<tb> 0.90-
<tb> 0.95- <SEP> 0.40- <SEP> 0.90- <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> 0.10SUJ5 <SEP> 1. <SEP> 20
<tb> 1. <SEP> 10 <SEP> 0. <SEP> 70 <SEP> 1. <SEP> 15 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 25
<tb> Tableau <SEP> 10
<tb> Echantillons <SEP> 18 <SEP> 19 <SEP> 20 <SEP> 21 <SEP> 22 <SEP> 23 <SEP> 24 <SEP> 25 <SEP> 26
<tb> InfériTeneur <SEP> résiduelle <SEP> eure <SEP> Supérieur
<tb> eureà <SEP> 20 <SEP> 22 <SEP> 25 <SEP> 28 <SEP> 30 <SEP> 35 <SEP> 40
<tb> en <SEP> austénité <SEP> à <SEP> 40 <SEP>
<tb> 20
<tb> Résistance <SEP> à <SEP> la
<tb> fatigue <SEP> du <SEP> roule- <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> #
<tb> ment
<tb>
<tb> Tableau <SEP> 11
<tb> Code <SEP> Teneur <SEP> en <SEP> composants <SEP> principaux <SEP> (% <SEP> pondéral)
<tb> acier <SEP> C <SEP> Si <SEP> Mn <SEP> P <SEP> S <SEP> Cr <SEP> Mo
<tb> 0.90-
<tb> 0.95- <SEP> 0.15- <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à
<tb> SUJ1 <SEP> 1. <SEP> 20 <SEP> 0
<tb> 1. <SEP> 10 <SEP> 0. <SEP> 35 <SEP> 0. <SEP> 50 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 025
<tb> 0.95# <SEP> 0.15 <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> 1.30SUJ2 <SEP> 0
<tb> 1.10 <SEP> 0.35 <SEP> 0.50 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 025 <SEP> 1.60
<tb> 0.95- <SEP> 0.40- <SEP> 0.90- <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> 0.90SUJ3 <SEP> 0
<tb> 1.10 <SEP> 0.70 <SEP> 1.15 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 025 <SEP> 1.20
<tb> 0.95# <SEP> 0.15- <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> 1.30- <SEP> 0.10#
<tb> SUJ4
<tb> 1.10 <SEP> 0. <SEP> 35 <SEP> 0. <SEP> 50 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 025 <SEP> 1. <SEP> 60 <SEP> 0. <SEP> 25
<tb> 0.90-
<tb> 0.95- <SEP> 0.40- <SEP> 0.90- <SEP> Inférieur <SEP> à <SEP> Inférieur <SEP> à <SEP> 0.10SUJ5 <SEP> 1. <SEP> 20
<tb> 1. <SEP> 10 <SEP> 0. <SEP> 70 <SEP> 1. <SEP> 15 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 025 <SEP> 0. <SEP> 25
<tb> Tableau <SEP> 10
<tb> Echantillons <SEP> 18 <SEP> 19 <SEP> 20 <SEP> 21 <SEP> 22 <SEP> 23 <SEP> 24 <SEP> 25 <SEP> 26
<tb> InfériTeneur <SEP> résiduelle <SEP> eure <SEP> Supérieur
<tb> eureà <SEP> 20 <SEP> 22 <SEP> 25 <SEP> 28 <SEP> 30 <SEP> 35 <SEP> 40
<tb> en <SEP> austénité <SEP> à <SEP> 40 <SEP>
<tb> 20
<tb> Résistance <SEP> à <SEP> la
<tb> fatigue <SEP> du <SEP> roule- <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> # <SEP> #
<tb> ment
<tb>
<Desc/Clms Page number 92>

<tb>
<tb> Tableau <SEP> 12
<tb> Résistance <SEP> à <SEP> la <SEP> fatigue
<tb> Matière <SEP> Traitement <SEP> thermique
<tb> ~~~~~~ <SEP> de <SEP> roulement
<tb> Cémentation <SEP> lourde <SEP> et <SEP> o
<tb> Mode <SEP> de <SEP> réalisation <SEP> 1 <SEP> SCM420
<tb> ~~~~~~~~~~ <SEP> revenu
<tb> Trempe <SEP> par <SEP> immersion
<tb> Mode <SEP> de <SEP> réalisation <SEP> 2 <SEP> SUJ2
<tb> ~~~~~~~~~~~~~~ <SEP> ~~~~~~~~~~~~~ <SEP> et <SEP> revenu
<tb> Mode <SEP> de <SEP> réalisation <SEP> 3 <SEP> SCM420 <SEP> Cémentation <SEP> et <SEP> trempe <SEP> #
<tb> Tableau <SEP> 13
<tb> Au-dessus <SEP> de <SEP> 1.2
<tb> Largeur <SEP> W <SEP> (mm) <SEP> Inférieur <SEP> à <SEP> 0. <SEP> 5 <SEP> 0. <SEP> 8 <SEP> 1.0
<tb> Résistance <SEP> à <SEP> la <SEP> fatigue
<tb> # <SEP> o <SEP> o
<tb> contre <SEP> les <SEP> charges <SEP> axiales
<tb> Facilité <SEP> de <SEP> montage <SEP> o <SEP> o <SEP> o <SEP> #
<tb> Facilité <SEP> d'utilisation <SEP> o <SEP> o <SEP> o <SEP> #
<tb>
<tb> Tableau <SEP> 12
<tb> Résistance <SEP> à <SEP> la <SEP> fatigue
<tb> Matière <SEP> Traitement <SEP> thermique
<tb> ~~~~~~ <SEP> de <SEP> roulement
<tb> Cémentation <SEP> lourde <SEP> et <SEP> o
<tb> Mode <SEP> de <SEP> réalisation <SEP> 1 <SEP> SCM420
<tb> ~~~~~~~~~~ <SEP> revenu
<tb> Trempe <SEP> par <SEP> immersion
<tb> Mode <SEP> de <SEP> réalisation <SEP> 2 <SEP> SUJ2
<tb> ~~~~~~~~~~~~~~ <SEP> ~~~~~~~~~~~~~ <SEP> et <SEP> revenu
<tb> Mode <SEP> de <SEP> réalisation <SEP> 3 <SEP> SCM420 <SEP> Cémentation <SEP> et <SEP> trempe <SEP> #
<tb> Tableau <SEP> 13
<tb> Au-dessus <SEP> de <SEP> 1.2
<tb> Largeur <SEP> W <SEP> (mm) <SEP> Inférieur <SEP> à <SEP> 0. <SEP> 5 <SEP> 0. <SEP> 8 <SEP> 1.0
<tb> Résistance <SEP> à <SEP> la <SEP> fatigue
<tb> # <SEP> o <SEP> o
<tb> contre <SEP> les <SEP> charges <SEP> axiales
<tb> Facilité <SEP> de <SEP> montage <SEP> o <SEP> o <SEP> o <SEP> #
<tb> Facilité <SEP> d'utilisation <SEP> o <SEP> o <SEP> o <SEP> #
<tb>
<Desc/Clms Page number 93>

<tb>
<tb> Tableau <SEP> 14
<tb> Dureté <SEP> de <SEP> surface
<tb> (IIRC) <SEP> Inférieur <SEP> à <SEP> 43 <SEP> 47 <SEP> 50 <SEP> Au-dessus <SEP> de <SEP> 53
<tb> (HRC)
<tb> Résistance <SEP> à <SEP> la <SEP>
<tb> fatigue <SEP> contre <SEP> une <SEP> o <SEP> 0 <SEP> 0
<tb> charge <SEP> axiale
<tb> Résistance <SEP> à <SEP> la <SEP>
<tb> fatigue <SEP> de <SEP> al <SEP> sur- <SEP> # <SEP> o <SEP> o <SEP> A
<tb> face <SEP> de <SEP> contact
<tb>
<tb> Tableau <SEP> 14
<tb> Dureté <SEP> de <SEP> surface
<tb> (IIRC) <SEP> Inférieur <SEP> à <SEP> 43 <SEP> 47 <SEP> 50 <SEP> Au-dessus <SEP> de <SEP> 53
<tb> (HRC)
<tb> Résistance <SEP> à <SEP> la <SEP>
<tb> fatigue <SEP> contre <SEP> une <SEP> o <SEP> 0 <SEP> 0
<tb> charge <SEP> axiale
<tb> Résistance <SEP> à <SEP> la <SEP>
<tb> fatigue <SEP> de <SEP> al <SEP> sur- <SEP> # <SEP> o <SEP> o <SEP> A
<tb> face <SEP> de <SEP> contact
<tb>
Claims (30)
- REVENDICATIONS 1 ) Joint homocinétique comprenant # un bol (10) ayant une périphérie intérieure munie de trois chemins de guidage axial en forme de gorge (12), des pis- tes de guidage axial (14) du galet (34) étant prévues des deux côtés de chaque chemin (12), # un tripode (20) ayant trois embouts (22) radialement en saillie et # un assemblage à galet (34) monté sur chacun des embouts (22) du tripode (20), pouvant effectuer un mouvement de basculement par rapport à l'embout et dont le galet est guidé par les pistes de guidage (14) dans les directions parallèles à l'axe du bol (10), caractérisé en ce qu' au moins un composant du joint est limité dans la plage de sa résistance de ramollissement (R).
- 2 ) Joint homocinétique selon la revendication 1, caractérisé en ce que le composant est réalisé en un acier ayant une teneur en carbone comprise entre 0,15 et 0,40 % en poids, une couche de surface formée par cémentation et revenu, sous une surface prédéterminée et ayant une résistance de ramollissement (R) comprise dans une plage 705 < R # 820 de dureté Vickers (Hv).
- 3 ) Joint homocinétique selon la revendication 1, caractérisé en ce que le composant est en acier avec une teneur en carbone comprise entre 0,15 et 0,40 % en poids, avec une couche de surface formée par nitrocémentation et revenu, cette couche étant située sous une surface prédéterminée et sa résistance de ramollissement (R) est comprise dans la plage 705 < R # 820 de dureté Vickers (Hv).
- 4 ) Joint homocinétique selon la revendication 1, caractérisé en ce que le composant est en un acier ayant une teneur en carbone de 0,45-0,60 % en poids et une couche de surface formée par<Desc/Clms Page number 95>traitement thermique par induction et revenu sous une surface prédéterminée et sa résistance de ramollissement est dans la plage de 630 < R # 820 de dureté Vickers (Hv).
- 5 ) Joint homocinétique selon l'une quelconque des revendications 1 à 4, caractérisé en ce que # l'assemblage à galet (34) comprend le galet (34) guidé par les pistes (14) et une bague de support (32) monté sur la périphérie extérieure de l'embout (22) pour porter à rota- tion le galet (34), # la périphérie intérieure de la bague de support (32) ayant une section de forme courbe convexe et # la périphérie extérieure de l'embout (22) de forme droite en coupe longitudinale a en coupe transversale, une forme pour être en contact avec la périphérie intérieure de la bague de support 32 dans une direction perpendiculaire à l'axe du joint et créer un jeu par rapport à la périphérie intérieure de la bague de support (32) dans la direction axiale du joint.
- 6 ) Joint homocinétique selon l'une quelconque des revendications 1 à 4, caractérisé en ce que # l'assemblage à galet comprend le galet (34) guidé dans le chemin de guidage (12,14) et une bague de support (32) montée sur la périphérie extérieure de l'embout (22) pour porter à rotation le galet (34), # l'embout (22) a une périphérie extérieure sphérique convexe et # la bague de support (32) a une périphérie intérieure cy- lindrique ou conique.
- 7 ) Joint homocinétique selon l'une quelconque des revendications 1 à 4, caractérisé en ce que # l'assemblage à galets comprend un galet extérieur (34) guidé dans le chemin de guidage en forme de gorge (12,14)<Desc/Clms Page number 96>et un galet intérieur monté à rotation sur l'embout (22) pour être logé dans la périphérie intérieure du galet ex- térieur (34), # le galet intérieur a une surface périphérique extérieure sphérique convexe et # le galet extérieur a une périphérie intérieure formée pour créer une composante de charge dirigée vers l'extrémité de l'embout (22) dans une position de contact avec la péri- phérie extérieure du galet intérieur.
- 8 ) Joint homocinétique selon la revendication 7, caractérisé en ce que la périphérie intérieure du galet extérieur a la forme d'un cône dont le diamètre diminue progressivement vers l'extrémité de l'embout.
- 9 ) Joint homocinétique selon l'une quelconque des revendications 1 à 4, caractérisé en ce que le composant est le tripode ou le bol.
- 10 ) Joint homocinétique comprenant : # un bol ayant une périphérie intérieure munie de trois che- mins en forme de gorges, axiaux, avec des deux côtés, des pistes (14) de guidage axial pour un galet (34), # un tripode (20) avec trois embouts (22) venant radiale- ment en saillie et # un assemblage à galet (34) monté sur chacun des embouts (22) du tripode (20), pouvant basculer par rapport à l'embout (22) et ayant un galet (34) guidé le long des pistes (14) dans des directions parallèles à l'axe du bol10, caractérisé en ce qu' au moins l'un des composants du joint homocinétique a une couche de surface avec une teneur résiduelle d'austénite yR (en pourcentage volumique), dans la plage 20 # [gamma]R # 40.
- 11 ) Joint homocinétique selon la revendication 10,<Desc/Clms Page number 97>caractérisé en ce que le composant est en acier ayant une teneur en carbone de 0,15-0,40 % en poids et la couche de surface est une couche cémentée ou nitrocémentée.
- 12 ) Joint homocinétique selon la revendication 10, caractérisé en ce que # le composant est en un acier ayant une teneur en carbone de 0,95 à 1,10% en poids et # la couche de surface est une couche de nitrure.
- 13 ) Joint homocinétique selon l'une quelconque des revendications 10 à 12, caractérisé en ce que # l'assemblage à galet comprend un galet (34) guidé par les pistes (14) et une bague de support (32) montée sur la pé- riphérie extérieure de l'embout (22) pour supporter à ro- tation le galet (34), # la périphérie intérieure de la bague de support (32) a en coupe une forme courbe et convexe et # la périphérie extérieure de l'embout (22) de forme droite en coupe longitudinale, a en coupe transversale un contact avec la périphérie intérieure de la bague de support (32) dans une direction perpendiculaire à l'axe du joint et crée un jeu avec la périphérie intérieure de la bague de support dans la direction axiale du joint.
- 14 ) Joint homocinétique selon l'une quelconque des revendications 10 à 12, caractérisé en ce que # l'assemblage à galets comprend le galet (34) guidé par les pistes (14) et une bague de support (32) montée sur la pé- riphérie extérieure de l'embout (22) pour porter à rota- tion le galet (34), # l'embout (22) a une périphérie extérieure sphérique convexe, et<Desc/Clms Page number 98># la bague de support (32) a une périphérie intérieure cy- lindrique ou conique.
- 15 ) Joint homocinétique selon l'une quelconque des revendications 10 à 12, caractérisé en ce que # l'assemblage à galets comprend un galet extérieur (34) guidé par les pistes à galet (14) et un galet intérieur monté à rotation sur l'embout (22) et installé dans la pé- riphérie intérieure du galet extérieur, # le galet intérieur a une périphérie extérieure sphérique convexe et # le galet extérieur a une périphérie intérieure créant une composante de charge dirigée vers l'extrémité de l'embout (22) en position de contact avec la périphérie extérieure du galet intérieur.
- 16 ) Joint homocinétique comportant : # un bol ayant une périphérie intérieure munie de trois che- mins de guidage en forme de gorges, avec des pistes axia- les prévues des deux côtés de chaque chemin (12), # un tripode (20) avec trois embouts (22) venant radialement en saillie et # un assemblage à galet (34) monté sur chacun des embouts (22) du tripode (20), l'assemblage à galet pouvant bascu- ler par rapport à l'embout (22) et ayant un galet (34) guidé par des pistes (14) dans des directions parallèles à l'axe du bol, caractérisé en ce qu' au moins un composant du joint a une couche de surface contenant une structure qui est du carbure réparti dans une matrice martensitique.
- 17 ) Joint homocinétique selon la revendication 16, caractérisé en ce que le carbure est du carbure sphéroïdal.
- 18 ) Joint homocinétique selon la revendication 16,<Desc/Clms Page number 99>caractérisé en ce que le composant est en acier avec une teneur en carbone de 0,80 % en poids ou plus.
- 19 ) Joint homocinétique selon la revendication 16, caractérisé en ce que le composant est en acier ayant une teneur en carbone comprise entre 0,15 et 0,40 % en poids, et la couche de surface est une couche carburée.
- 20 ) Joint homocinétique selon la revendication 16, caractérisé en ce que au moins la surface de contact du composant tombe dans la plage HRC 60-68 de dureté de surface.
- 21 ) Joint homocinétique selon l'une quelconque des revendications 16 à 20, caractérisé en ce que # l'assemblage à galet comprend le galet (34) guidé par les pistes (14) et une bague de support (32) montée sur la pé- riphérie extérieure de l'embout (22) pour porter le galet (34) à rotation, # la périphérie intérieure de la bague de support (32) a en coupe une forme courbe, convexe et # la périphérie extérieure de l'embout (22) de forme droite en coupe longitudinale a en coupe transversale, une forme établissant le contact avec la périphérie intérieure pour porter la bague dans une direction perpendiculaire à la direction axiale du joint et créer un jeu avec la périphé- rie intérieure de la bague de support (32) dans la direc- tion axiale du joint.
- 22 ) Joint homocinétique selon l'une quelconque des revendications 16 à 20, caractérisé en ce que # l'assemblage à galet comprend le galet (34) guidé par les pistes (14) et une bague de support (32) montée sur la pé-<Desc/Clms Page number 100>riphérie extérieure de l'embout (22) pour porter à rota- tion le galet, # l'embout (22) a une périphérie extérieure sphérique convexe, et # la bague de support (32) a une périphérie intérieure cy- lindrique ou conique.
- 23 ) Joint homocinétique selon l'une quelconque des revendications 16 à 20, caractérisé en ce que # l'assemblage à galets comprend un galet extérieur (34) guidé par les pistes (14) et un galet intérieur monté à rotation sur l'embout (22) et logé dans la périphérie in- térieure du galet extérieur (34), # le galet extérieur a une périphérie extérieure sphérique convexe, et # le galet extérieur a une périphérie intérieure formée pour créant une composante de charge dirigée vers l'extrémité de l'embout au niveau de la position de contact avec la périphérie extérieure du galet intérieur.
- 24 ) Joint homocinétique selon les revendications 15 et 23, caractérisé en ce que la périphérie intérieure du galet extérieur a une forme de cône qui diminue progressivement en diamètre vers l'extrémité de l'embout.
- 25 ) Joint homocinétique selon l'une quelconque des revendi- cations 1-4 ; 16-20, caractérisé par de minuscules cavités réalisées de manière aléatoire au moins dans les surfaces de contact du composant ou du moyen de liaison.
- 26 ) Joint homocinétique selon l'une quelconque des revendi- cations 1-4 ; 16-20,<Desc/Clms Page number 101>un revêtement de lubrification solide formée au moins sur les surfaces de contact du composant ou du moyen de liaison avec un revêtement de conversion chimique comme sous-revêtement.
- 27 ) Joint homocinétique selon l'une quelconque des revendi- cations 1-4 ; 16-20, caractérisé par une sulfuration à froid appliquée sur au moins les surfaces de contact du composant ou du moyen d'engagement.
- 28 ) Joint homocinétique selon l'une quelconque des revendications 1 à 27, caractérisé en ce que la périphérie intérieure de la bague de support (32) a en coupe une forme courbe, convexe, et la périphérie extérieure de l'embout (22) a une forme droite en coupe longitudinale et en coupe transversale une forme réalisant le contact avec la périphérie intérieure de la bague de support (32) dans une direction perpendiculaire à l'axe du joint et créant un jeu par rapport à la périphérie intérieure de la bague de support dans la direction axiale du joint.
- 29 ) Joint homocinétique selon l'une quelconque des revendications 1 à 28, caractérisé en ce que la coupe transversale de l'embout (22) a une forme générale elliptique dont l'axe principal est perpendiculaire à l'axe du joint.
- 30 ) Joint homocinétique selon l'une quelconque des revendications 1 à 29, caractérisé en ce que l'embout a une périphérie extérieure sphérique convexe et la bague de support (32) a une périphérie intérieure cylindrique ou conique.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31592899A JP3889192B2 (ja) | 1999-11-05 | 1999-11-05 | 等速自在継手 |
| JP2000003987A JP3949863B2 (ja) | 2000-01-12 | 2000-01-12 | 等速自在継手 |
| JP2000004801A JP3949864B2 (ja) | 2000-01-13 | 2000-01-13 | 等速自在継手 |
| JP2000013368A JP3949865B2 (ja) | 2000-01-21 | 2000-01-21 | 等速自在継手 |
| JP2000019038A JP3949866B2 (ja) | 2000-01-27 | 2000-01-27 | 等速自在継手 |
| JP2000044720A JP4087036B2 (ja) | 2000-02-22 | 2000-02-22 | 等速自在継手 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| FR2856445A1 true FR2856445A1 (fr) | 2004-12-24 |
| FR2856445B1 FR2856445B1 (fr) | 2006-06-09 |
Family
ID=27554587
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| FR0014162A Expired - Lifetime FR2800817B1 (fr) | 1999-11-05 | 2000-11-06 | Joint homocinetique tripode |
| FR0406967A Expired - Lifetime FR2856446B1 (fr) | 1999-11-05 | 2004-06-25 | Joint homocinetique |
| FR0406966A Expired - Lifetime FR2856445B1 (fr) | 1999-11-05 | 2004-06-25 | Joint homocinetique tripode |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| FR0014162A Expired - Lifetime FR2800817B1 (fr) | 1999-11-05 | 2000-11-06 | Joint homocinetique tripode |
| FR0406967A Expired - Lifetime FR2856446B1 (fr) | 1999-11-05 | 2004-06-25 | Joint homocinetique |
Country Status (3)
| Country | Link |
|---|---|
| US (4) | US6478682B1 (fr) |
| KR (1) | KR100662220B1 (fr) |
| FR (3) | FR2800817B1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019178877A1 (fr) * | 2018-03-23 | 2019-09-26 | 深圳市大疆创新科技有限公司 | Mécanisme d'amélioration de la stabilité verticale et dispositif d'amélioration de la stabilité verticale |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6478682B1 (en) * | 1999-11-05 | 2002-11-12 | Ntn Corporation | Constant velocity universal joint |
| US6632143B2 (en) * | 2000-03-31 | 2003-10-14 | Ntn Corporation | Constant velocity universal joint |
| JP3894760B2 (ja) * | 2001-09-26 | 2007-03-22 | Ntn株式会社 | 等速自在継手 |
| US6736729B2 (en) * | 2002-07-03 | 2004-05-18 | Gkn Automotive, Inc. | Constant velocity joint and method of making same |
| JP2004108407A (ja) * | 2002-09-13 | 2004-04-08 | Koyo Seiko Co Ltd | 十字軸継手 |
| EP1469213A1 (fr) * | 2003-04-17 | 2004-10-20 | Ford Global Technologies, LLC, A subsidary of Ford Motor Company | Système tribologique pour arbre d'entraínement |
| JP2004360830A (ja) * | 2003-06-05 | 2004-12-24 | Ntn Corp | 等速自在継手およびその製造方法 |
| JP4298392B2 (ja) * | 2003-06-16 | 2009-07-15 | Ntn株式会社 | 等速自在継手 |
| FR2857710B1 (fr) * | 2003-07-16 | 2005-11-04 | Gkn Driveline Sa | Joint homocinetique compact |
| JP4184185B2 (ja) * | 2003-07-31 | 2008-11-19 | Ntn株式会社 | トリポード型等速自在継手 |
| JP2005054879A (ja) * | 2003-08-04 | 2005-03-03 | Ntn Corp | 等速自在継手 |
| FR2869965B1 (fr) * | 2004-05-10 | 2007-08-17 | Gkn Driveline Sa Sa | Ensemble de roulement et joint homocinetique correspondant |
| US7289752B2 (en) * | 2004-09-24 | 2007-10-30 | Ntn Corporation | Tripod type constant-velocity joint and image-forming device |
| DE102004054267A1 (de) * | 2004-11-09 | 2006-05-11 | Ina-Schaeffler Kg | Tripode-Rolle |
| JP4541203B2 (ja) * | 2005-03-24 | 2010-09-08 | Ntn株式会社 | トリポード型等速自在継手 |
| JP2007064324A (ja) * | 2005-08-30 | 2007-03-15 | Ntn Corp | 等速自在継手 |
| DE102005047037A1 (de) * | 2005-09-30 | 2007-04-19 | BAM Bundesanstalt für Materialforschung und -prüfung | Motorische Gleitpaarung aus einer Aluminiumbasislegierung |
| US7396283B2 (en) * | 2005-10-25 | 2008-07-08 | Delphi Technologies, Inc. | Needle roller retainer for tripot joint |
| DE102005053607A1 (de) * | 2005-11-10 | 2007-05-16 | Schaeffler Kg | Ventiltrieb einer Brennkraftmaschine |
| JP5108284B2 (ja) * | 2005-12-14 | 2012-12-26 | 住友電工スチールワイヤー株式会社 | ばね用鋼線 |
| KR100741308B1 (ko) * | 2005-12-27 | 2007-07-23 | 한국프랜지공업 주식회사 | 트라이포드 등속조인트 구조 및 롤러어셈블리의 조립방법 |
| JP2008064291A (ja) * | 2006-09-11 | 2008-03-21 | Ntn Corp | 鋼球転動構造及び等速自在継手 |
| JP2008208940A (ja) * | 2007-02-27 | 2008-09-11 | Ntn Corp | 等速自在継手用部品及びその製造方法 |
| JP2008240825A (ja) * | 2007-03-26 | 2008-10-09 | Ntn Corp | 加工方法、トラニオン及びトリポード型等速自在継手 |
| JP5109515B2 (ja) * | 2007-07-17 | 2012-12-26 | 株式会社ジェイテクト | 摺動式トリポード形等速ジョイント |
| US8251827B2 (en) * | 2007-11-29 | 2012-08-28 | Hyundai Wia Corporation | Constant velocity joint of tripod type |
| US8347683B2 (en) | 2008-03-14 | 2013-01-08 | Varel International Ind., L.P. | Texturing of the seal surface for a roller cone rock bit |
| US8418332B2 (en) * | 2008-03-14 | 2013-04-16 | Varel International Ind., L.P. | Method of texturing a bearing surface of a roller cone rock bit |
| JP5377908B2 (ja) * | 2008-08-28 | 2013-12-25 | Ntn株式会社 | トリポード型等速自在継手の製造方法 |
| DE112010005406T5 (de) * | 2010-03-19 | 2012-12-27 | Ntn Corporation | Tripode-Konstantgeschwindigkeits-Kardangelenk |
| DE102010031752A1 (de) * | 2010-07-21 | 2012-01-26 | Schaeffler Technologies Gmbh & Co. Kg | Tripode-Gleichlaufgelenk |
| US8689907B2 (en) | 2010-07-28 | 2014-04-08 | Varel International Ind., L.P. | Patterned texturing of the seal surface for a roller cone rock bit |
| US8342970B2 (en) * | 2011-01-31 | 2013-01-01 | Precision Energy Services, Inc. | Drive shaft universal joint assembly with radial elliptical projections |
| DE102016209782A1 (de) * | 2016-06-03 | 2017-12-07 | Schaeffler Technologies AG & Co. KG | Carbonitrieren von Gelenkkreuzbüchsen |
| WO2019179402A1 (fr) | 2018-03-23 | 2019-09-26 | SZ DJI Technology Co., Ltd. | Appareil de stabilisation de charge |
| FR3086983A1 (fr) | 2018-10-04 | 2020-04-10 | Psa Automobiles Sa | Piece d’entrainement de joint tripode a protuberances centrales internes anti-basculement |
| JP7358046B2 (ja) * | 2018-12-27 | 2023-10-10 | Ntn株式会社 | トリポード型等速自在継手 |
| JP7211261B2 (ja) | 2019-05-17 | 2023-01-24 | 株式会社ジェイテクト | トリポード型等速継手 |
| WO2021246129A1 (fr) * | 2020-06-01 | 2021-12-09 | Ntn株式会社 | Joint homocinétique de type tripode |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4693698A (en) * | 1981-11-16 | 1987-09-15 | Rockford Acromatic Products Co. | Composite roller for the tripod of a free-plunging constant velocity universal joint |
| JPH0196332A (ja) * | 1987-10-07 | 1989-04-14 | Toyota Motor Corp | 自動車の等速ジョイントの製造方法 |
| US4854738A (en) * | 1988-07-18 | 1989-08-08 | The Torrington Company | Tempered needle bearing with dimple |
| JPH031529A (ja) | 1989-05-29 | 1991-01-08 | Matsushita Electron Corp | ドライエッチング方法およびその装置 |
| JPH04254553A (ja) * | 1991-02-04 | 1992-09-09 | Kobe Steel Ltd | 等速ジョイント用鋼および等速ジョイント部品 |
| JPH07117108A (ja) | 1993-10-25 | 1995-05-09 | Toyota Motor Corp | 深絞りブロー成形用金型 |
| JPH084073A (ja) | 1994-06-24 | 1996-01-09 | Yamaha Living Tec Kk | キッチンカウンタのシンク排水口構造 |
| JPH084077A (ja) | 1994-06-21 | 1996-01-09 | Inax Corp | 灰皿等の取付構造 |
| US5518685A (en) * | 1994-02-03 | 1996-05-21 | Mitsubishi Steel Mfg. Co., Ltd. | Steel for carburized gear |
| JPH08138335A (ja) | 1994-11-09 | 1996-05-31 | Sony Corp | ディスクアクセス方法 |
| EP0718513A1 (fr) * | 1993-09-08 | 1996-06-26 | Ntn Corporation | Piece mecanique comportant des elements de roulement |
| JPH0914280A (ja) | 1995-02-27 | 1997-01-14 | Ntn Corp | 等速自在継手 |
| EP0836023A1 (fr) * | 1996-02-05 | 1998-04-15 | Ntn Corporation | Joint homocinetique tripode |
| JPH1113779A (ja) | 1997-06-27 | 1999-01-22 | Nippon Seiko Kk | トリポード型等速ジョイント |
| FR2788821A1 (fr) * | 1999-01-12 | 2000-07-28 | Ntn Toyo Bearing Co Ltd | Arbre de transmission de puissance et joint homocinetique |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3490251A (en) * | 1968-09-18 | 1970-01-20 | Gen Motors Corp | Pot type universal joint |
| US5707293A (en) * | 1969-04-16 | 1998-01-13 | Honda Giken Kogyo Kabushiki Kaisha | Slide type universal joint |
| US3986754A (en) * | 1975-08-18 | 1976-10-19 | The Torrington Company | Bearing with axial fit-up ring |
| JPH0322577Y2 (fr) * | 1985-09-17 | 1991-05-16 | ||
| JPS63186036A (ja) | 1986-09-17 | 1988-08-01 | Ntn Toyo Bearing Co Ltd | 等速自在継手 |
| GB2195167B (en) * | 1986-09-17 | 1990-03-21 | Ntn Toyo Bearing Co Ltd | Homokinetic universal joint |
| JPH0715289B2 (ja) * | 1986-12-23 | 1995-02-22 | 日本精工株式会社 | トリポツト形等速ジヨイント |
| CA1275577C (fr) * | 1987-01-28 | 1990-10-30 | Robert Clifford Farrell | Joint universel telescopique en trois points |
| JPH01113779A (ja) | 1987-10-27 | 1989-05-02 | Alps Electric Co Ltd | 磁気式印刷装置 |
| US4886479A (en) * | 1988-09-12 | 1989-12-12 | The Torrington Company | Universal joint including roller bearings |
| DE3936600C2 (de) * | 1989-11-03 | 1994-01-13 | Loehr & Bromkamp Gmbh | Tripodegelenk |
| US5167583A (en) | 1989-11-03 | 1992-12-01 | Gkn Automotive Ag | Tripod joint having an inner part with spherical journals provided with roller members guided in an outer part |
| FR2657929A1 (fr) * | 1990-02-08 | 1991-08-09 | Glaenzer Spicer Sa | Joint homocinetique tripode, a reaction axiale reduite. |
| US5019016A (en) * | 1990-04-10 | 1991-05-28 | Gkn Automotive Inc. | Anti-shudder tripod constant velocity universal joint |
| DE4113944A1 (de) * | 1991-05-01 | 1992-11-12 | Ntn Toyo Bearing Co Ltd | Homokinetisches universalgelenk |
| US5171185A (en) * | 1991-07-23 | 1992-12-15 | Gkn Automotive, Inc. | Telescopic tripod universal joint |
| DE4130963C2 (de) * | 1991-09-18 | 1995-07-27 | Loehr & Bromkamp Gmbh | Tripodegelenk |
| US5213546A (en) * | 1991-10-15 | 1993-05-25 | Gkn Automotive, Inc. | Anti-shudder tripod constant velocity joint |
| JPH05331616A (ja) * | 1992-05-29 | 1993-12-14 | Ntn Corp | 高炭素浸炭層を備えた等速自在継手 |
| ES2088759B1 (es) * | 1992-12-08 | 1998-08-01 | Gkn Automotive Ag | Articulacion giratoria sincronica |
| DE4305278C1 (de) * | 1993-02-20 | 1994-07-28 | Gkn Automotive Ag | Gleichlaufdrehgelenk vom Tripodetyp |
| DE4408812A1 (de) * | 1993-03-24 | 1994-09-29 | Schaeffler Waelzlager Kg | Gelenklager |
| DE4429479C2 (de) * | 1994-08-19 | 1997-02-20 | Loehr & Bromkamp Gmbh | Tripodegelenk mit Rollensicherung |
| JP3501868B2 (ja) * | 1995-03-29 | 2004-03-02 | Ntn株式会社 | クロスジョイント用ころ軸受 |
| JP3976358B2 (ja) | 1996-01-12 | 2007-09-19 | 日本精工株式会社 | トリポード型等速ジョイント |
| JP3429950B2 (ja) * | 1996-04-26 | 2003-07-28 | Ntn株式会社 | 等速ジョイント用グリース組成物 |
| DE19818248A1 (de) * | 1998-04-23 | 1999-10-28 | Basf Ag | Verfahren zur Herstellung von 1,4-Butandiol |
| DE19849457C2 (de) * | 1998-10-28 | 2001-02-08 | Spicer Gelenkwellenbau Gmbh | Kreuzgelenk |
| US6319337B1 (en) * | 1999-02-10 | 2001-11-20 | Ntn Corporation | Power transmission shaft |
| FR2791745A1 (fr) | 1999-03-31 | 2000-10-06 | Gkn Glaenzer Spicer | Ensemble de roulement perfectionne |
| US6478682B1 (en) * | 1999-11-05 | 2002-11-12 | Ntn Corporation | Constant velocity universal joint |
| JP4193344B2 (ja) * | 2000-08-22 | 2008-12-10 | 日本精工株式会社 | 車輪用駆動ユニット |
-
2000
- 2000-10-30 US US09/698,243 patent/US6478682B1/en not_active Expired - Lifetime
- 2000-11-03 KR KR1020000065282A patent/KR100662220B1/ko not_active Expired - Lifetime
- 2000-11-06 FR FR0014162A patent/FR2800817B1/fr not_active Expired - Lifetime
-
2002
- 2002-07-19 US US10/198,172 patent/US6719635B2/en not_active Expired - Lifetime
- 2002-07-19 US US10/198,134 patent/US6579188B1/en not_active Expired - Lifetime
-
2004
- 2004-01-28 US US10/765,472 patent/US7052400B2/en not_active Expired - Lifetime
- 2004-06-25 FR FR0406967A patent/FR2856446B1/fr not_active Expired - Lifetime
- 2004-06-25 FR FR0406966A patent/FR2856445B1/fr not_active Expired - Lifetime
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4693698A (en) * | 1981-11-16 | 1987-09-15 | Rockford Acromatic Products Co. | Composite roller for the tripod of a free-plunging constant velocity universal joint |
| JPH0196332A (ja) * | 1987-10-07 | 1989-04-14 | Toyota Motor Corp | 自動車の等速ジョイントの製造方法 |
| US4854738A (en) * | 1988-07-18 | 1989-08-08 | The Torrington Company | Tempered needle bearing with dimple |
| JPH031529A (ja) | 1989-05-29 | 1991-01-08 | Matsushita Electron Corp | ドライエッチング方法およびその装置 |
| JPH04254553A (ja) * | 1991-02-04 | 1992-09-09 | Kobe Steel Ltd | 等速ジョイント用鋼および等速ジョイント部品 |
| EP0718513A1 (fr) * | 1993-09-08 | 1996-06-26 | Ntn Corporation | Piece mecanique comportant des elements de roulement |
| JPH07117108A (ja) | 1993-10-25 | 1995-05-09 | Toyota Motor Corp | 深絞りブロー成形用金型 |
| US5518685A (en) * | 1994-02-03 | 1996-05-21 | Mitsubishi Steel Mfg. Co., Ltd. | Steel for carburized gear |
| JPH084077A (ja) | 1994-06-21 | 1996-01-09 | Inax Corp | 灰皿等の取付構造 |
| JPH084073A (ja) | 1994-06-24 | 1996-01-09 | Yamaha Living Tec Kk | キッチンカウンタのシンク排水口構造 |
| JPH08138335A (ja) | 1994-11-09 | 1996-05-31 | Sony Corp | ディスクアクセス方法 |
| JPH0914280A (ja) | 1995-02-27 | 1997-01-14 | Ntn Corp | 等速自在継手 |
| EP0836023A1 (fr) * | 1996-02-05 | 1998-04-15 | Ntn Corporation | Joint homocinetique tripode |
| JPH1113779A (ja) | 1997-06-27 | 1999-01-22 | Nippon Seiko Kk | トリポード型等速ジョイント |
| FR2788821A1 (fr) * | 1999-01-12 | 2000-07-28 | Ntn Toyo Bearing Co Ltd | Arbre de transmission de puissance et joint homocinetique |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 013, no. 313 (C - 618) 17 July 1989 (1989-07-17) * |
| PATENT ABSTRACTS OF JAPAN vol. 017, no. 037 (C - 1019) 25 January 1993 (1993-01-25) * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019178877A1 (fr) * | 2018-03-23 | 2019-09-26 | 深圳市大疆创新科技有限公司 | Mécanisme d'amélioration de la stabilité verticale et dispositif d'amélioration de la stabilité verticale |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2800817A1 (fr) | 2001-05-11 |
| FR2800817B1 (fr) | 2005-02-04 |
| US20030130045A1 (en) | 2003-07-10 |
| US6478682B1 (en) | 2002-11-12 |
| US6719635B2 (en) | 2004-04-13 |
| FR2856445B1 (fr) | 2006-06-09 |
| KR100662220B1 (ko) | 2006-12-28 |
| FR2856446B1 (fr) | 2009-04-10 |
| US7052400B2 (en) | 2006-05-30 |
| KR20010051442A (ko) | 2001-06-25 |
| US20040209693A1 (en) | 2004-10-21 |
| US6579188B1 (en) | 2003-06-17 |
| FR2856446A1 (fr) | 2004-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2856445A1 (fr) | Joint homocinetique tripode | |
| FR2808311A1 (fr) | Joint homocinetique pour arbre de transmission | |
| FR2818337A1 (fr) | Joint universel a vitesse constante | |
| FR2786543A1 (fr) | Roulement a rouleaux coniques et dispositif de support d'arbre a engrenages | |
| FR2767368A1 (fr) | Amortisseur d'oscillations de torsion et procede pour fabriquer un tel amortisseur | |
| JP2002147557A (ja) | トロイダル型無段変速機 | |
| FR2809146A1 (fr) | Joint homocinetique | |
| US6858096B2 (en) | Rolling element for a continuously variable transmission (CVT), a CVT using the rolling element and a method for producing the rolling element | |
| US6659909B2 (en) | Toroidal continuously variable transmission and manufacturing method thereof | |
| US7217194B2 (en) | Constant velocity universal joint | |
| JP2001208091A (ja) | 等速自在継手 | |
| CN102859219A (zh) | 三球销型等速万向接头 | |
| JP2010185548A (ja) | 転がり軸受 | |
| JP2004144279A (ja) | ころ軸受及びその製造方法 | |
| JP5020884B2 (ja) | プーリのシーブ面の耐ピッチング疲労特性向上方法および耐ピッチング疲労特性の優れたプーリの製造方法 | |
| TW202342897A (zh) | 三腳等速萬向接頭 | |
| JP3949864B2 (ja) | 等速自在継手 | |
| FR2739156A1 (fr) | Joint homocinetique a billes | |
| JP3949865B2 (ja) | 等速自在継手 | |
| EP3973202B1 (fr) | Organe de guidage d'un element mobile en oscillation ou rotation | |
| FR2791355A1 (fr) | Joint homocinetique de type tripode et graisse pour ce joint | |
| WO2000060254A1 (fr) | Roulement a rouleau motorise pour transmission variable de type toroidal | |
| JP4752295B2 (ja) | トロイダル型無段変速機 | |
| FR2769063A1 (fr) | Mecanisme amortisseur, notamment pour ensemble formant disque d'embrayage et ensemble formant volant | |
| FR3079895A1 (fr) | Disque d’embrayage pourvu d’une cage amortisseuse, d’une pièce intermédiaire et d’une bride de moyeu découpée ainsi que procédé de fabrication d’un disque d’embrayage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PLFP | Fee payment |
Year of fee payment: 16 |
|
| PLFP | Fee payment |
Year of fee payment: 17 |
|
| PLFP | Fee payment |
Year of fee payment: 18 |
|
| PLFP | Fee payment |
Year of fee payment: 19 |
|
| PLFP | Fee payment |
Year of fee payment: 20 |