JP2004276018A - 調製された流動可能材料を制御してディスペンスするための方法、装置およびシステム - Google Patents
調製された流動可能材料を制御してディスペンスするための方法、装置およびシステム Download PDFInfo
- Publication number
- JP2004276018A JP2004276018A JP2004036333A JP2004036333A JP2004276018A JP 2004276018 A JP2004276018 A JP 2004276018A JP 2004036333 A JP2004036333 A JP 2004036333A JP 2004036333 A JP2004036333 A JP 2004036333A JP 2004276018 A JP2004276018 A JP 2004276018A
- Authority
- JP
- Japan
- Prior art keywords
- storage unit
- container
- melting
- cooling device
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims description 113
- 238000000034 method Methods 0.000 title claims description 18
- 238000002844 melting Methods 0.000 claims abstract description 39
- 230000008018 melting Effects 0.000 claims abstract description 39
- 238000001816 cooling Methods 0.000 claims abstract description 36
- 238000003860 storage Methods 0.000 claims description 48
- 238000010438 heat treatment Methods 0.000 claims description 26
- 239000002826 coolant Substances 0.000 claims description 21
- 230000009969 flowable effect Effects 0.000 claims description 18
- 239000004814 polyurethane Substances 0.000 claims description 14
- 235000011837 pasties Nutrition 0.000 claims description 7
- 238000005057 refrigeration Methods 0.000 claims description 7
- 239000007787 solid Substances 0.000 claims description 6
- 229920002635 polyurethane Polymers 0.000 claims description 3
- 239000011343 solid material Substances 0.000 claims description 2
- 238000003825 pressing Methods 0.000 claims 1
- 239000011345 viscous material Substances 0.000 claims 1
- 239000000853 adhesive Substances 0.000 abstract description 27
- 230000001070 adhesive effect Effects 0.000 abstract description 27
- 239000012530 fluid Substances 0.000 abstract description 9
- 239000000155 melt Substances 0.000 abstract description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 18
- 239000012768 molten material Substances 0.000 description 15
- 238000007789 sealing Methods 0.000 description 12
- 230000008859 change Effects 0.000 description 9
- 239000000565 sealant Substances 0.000 description 9
- 238000004140 cleaning Methods 0.000 description 5
- 239000004020 conductor Substances 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000004132 cross linking Methods 0.000 description 4
- 238000010309 melting process Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000012544 monitoring process Methods 0.000 description 3
- 239000013466 adhesive and sealant Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000005086 pumping Methods 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 208000018569 Respiratory Tract disease Diseases 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 229910001234 light alloy Inorganic materials 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 210000002345 respiratory system Anatomy 0.000 description 1
- 208000017520 skin disease Diseases 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 231100000331 toxic Toxicity 0.000 description 1
- 230000002588 toxic effect Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B13/00—Conditioning or physical treatment of the material to be shaped
- B29B13/02—Conditioning or physical treatment of the material to be shaped by heating
- B29B13/022—Melting the material to be shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1042—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material provided with means for heating or cooling the liquid or other fluent material in the supplying means upstream of the applying apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2075/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0097—Glues or adhesives, e.g. hot melts or thermofusible adhesives
Landscapes
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Coating Apparatus (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
【解決手段】 本発明は、例えば、温度の上昇によって溶融する流動可能な接着剤をディスペンスするシステムに使用される装置に関する。この装置は、接着剤を受容するコンテナー(10)および昇温される溶融デバイス(19,25)を含んでおり、その結果、接着剤の一部分が流体状態に変化することになる。流動可能な接着剤のために少なくとも1つの通路(20)を有する出口領域(19)が設けられている。冷却デバイス(19,26,27)が出口領域(19)に設けられており、流動可能な接着剤の一部分が通路(20)を通るように流出すると、通路(20)が冷却されるようになっている。
【選択図】図2
Description
流動可能な材料(例えば接着剤またはシーラント)を利用するためのシステムおよび方法と共に、流動可能な材料を利用するシステムに用いる装置。
本発明は、流動可能な材料(または流動性基材または流動性媒体)、特に接着剤またはシーラントを利用するための装置、システムおよび方法に関する。
多くの工業プロセスでは、液体形態でワークピース(または工作物)に塗布またはスプレーされる接着剤およびシーラント等を用いている。かかる塗布システムの要素は、典型的には、加熱可能なホース・ユニット形態のダクト・ユニット(当該ダクト・ユニットを通るように、流動可能物質が、コンテナーからディスペンシング・ユニットへと送られる)であり、また、このダクト・ユニットに接続される、例えばスプレー・ガン形態のディスペンシング・ユニットである。
本発明の目的は、請求項1に記載の装置、請求項10に記載のシステムおよび請求項14に記載の方法(またはプロセス)によって達成される。
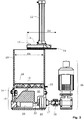
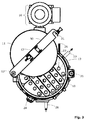
本発明は、例えば図1〜3に示すように、材料(例えば接着剤)を処理するシステムに使用する装置に関する。図1は、材料(例えば接着剤)を処理するシステムの構成要素の側面図である。図2は、システムの断面図を示す。図3は、システムの上面図を示す。温度の上昇によって、より低い粘度状態に変化する材料、従って、流動性が増加するような接着剤を処理するようにシステムが設計されている。装置は、例えば材料(例えばPUR粒状物またはPURのブロック)を受容する円筒形状の接着剤タンクの形態をしたコンテナー10を含む。材料の一部分がより低い粘度状態になるように、材料を局所的に昇温させる溶融デバイスがコンテナー10に設けられている。
レベルのモニタリングまたはレベル表示によって、ストレージ・ユニット内に十分な量の溶融材料(例えば流体状態の接着剤)が存在するかを調べること、
ストレージ・ユニット内に十分な量の溶融材料が存在する場合、材料をストレージ・ユニットから抜き出し、必要に応じて、ストレージ・ユニットを溶融材料で再び満たすこと、
ストレージ・ユニット内に十分な量の溶融材料が存在しない場合、材料が1またはそれ以上の通路を通ってストレージ・ユニット内へと流れるまでに材料の粘度を低下させるために、加熱デバイスによって、コンテナー内の固体材料またはペースト状材料を局所的に加熱すること、
加熱プロセスの間、レベルのモニタリングまたはレベル表示によって、ストレージ・ユニット内に十分な量の溶融材料が存在するかを繰返し調べること、また
ストレージ・ユニット内に十分な量の溶融材料が存在する場合、材料の更なる溶融を防止または減じるために、溶融デバイスを停止させ、冷却デバイスを作動させること
を含んで成る方法が用いられる。
Claims (18)
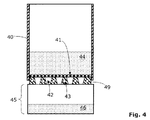
- 温度が上昇すると、より低い粘度状態に変化する流動可能材料(46)をディスペンスするシステムに使用される装置であって、該装置は、
材料(44)を受容するコンテナー(10;40)、
材料(44)の一部分の温度を上げ、より低い粘度状態に変化させる溶融デバイス(19,25;41;50,53,55)、および
粘度のより低い材料の部分が通過する少なくとも1つの通路(20;42)を有する出口領域(19;49;59)
を有して成り、
粘度のより低い材料の部分用にストレージ・ユニット(15;45)に供され、
レベル・センサーまたは充填レベル・センサー(24)がストレージ・ユニット(15;45)に備えられ、また
粘度のより低い材料の部分の一部分が通路(20;42)を通ってストレージ・ユニット(15;45)内へと送られた後で、出口領域(19;49;59)および/または溶融デバイス(19;41;55)を冷却できるように、冷却デバイス(19,26,27;43;50,51,56,57,58,60)が供されていることを特徴とする装置。 - 溶融デバイスは、電流によって加熱することができる加熱カートリッジ(25;55)、抵抗線または加熱ワイヤー(41)を含むことを特徴とする、請求項1に記載の装置。
- 溶融デバイスは、温度センサー(52)および制御ユニット(50)を含むことを特徴とする、請求項1または2に記載の装置。
- 出口領域は、複数の通路(20;42)を有するグリル(19;49;59)を含むことを特徴とする、請求項1または2に記載の装置。
- 冷却液(63)またはガスが流れることができる少なくとも1つのチャンネル(28;43)が出口領域を横断することを特徴とする、請求項1〜4のいずれかに記載の装置。
- 冷却デバイスは、出口領域を通るように流れた後の冷却液(63)から熱を除去する循環クーラー(51)を含むことを特徴とする、請求項5に記載の装置。
- 冷却デバイスと溶融デバイスとが別々に構成されることを特徴とする、請求項1〜6のいずかに記載の装置。
- ストレージ・ユニット(15;45)は、加熱することができることを特徴とする、請求項1に記載の装置。
- 冷却デバイスには、冷凍圧縮機、熱交換機またはペルティエ・クーラーが含まれることを特徴とする、請求項1〜8のいずれかに記載の装置。
- 粘度のより低い材料の部分を送るポンプ(16)を有して成ることを特徴とする、請求項1〜9のいずれかに記載の装置を有するシステム。
- 1またはそれ以上の加熱可能なホースおよびディスペンシング・デバイスを有して成ることを特徴とする、請求項10に記載のシステム。
- プレス(12)によって材料(44)に圧力を加えることができるフォロワー・プレート(33)を有したカバー(11)を有して成り、好ましくは、圧力をかけることができる可撓性ジョイントシールが該フォロワー・プレート(33)に備えられることを特徴とする、請求項10に記載のシステム。
- 材料は、ポリウレタン(PUR)であることを特徴とする、請求項10〜12のいずれかに記載のシステム。
- 必要に応じて流動可能材料(46)をディスペンスする方法であって、
ストレージ・ユニット(15;45)内に十分な量の流動可能材料(46)が存在するかを調べる工程、
ストレージ・ユニット(15;45)内に十分な量の流動可能材料(46)が存在する場合、流動可能材料(46)をストレージ・ユニット(15;45)から抜き出す工程、
ストレージ・ユニット(15;45)内に十分な量の流動可能材料(46)が存在しない場合、材料の粘度を低下させて、当該材料が1またはそれ以上の通路(20;42)を通ってストレージ・ユニット(15;45)内へと流れるように、コンテナー(10;40)内の粘性材料、固体材料またはペースト状材料(44)を、溶融デバイス(19,25;41;50,53,55)によって局所的に加熱する工程、
加熱工程の間、ストレージ・ユニット(15;45)内に十分な量の流動可能材料(46)が存在するかを繰返し調べる工程、および
ストレージ・ユニット(15;45)内に十分な量の流動可能材料(46)が存在する場合、溶融デバイス(19,25;41;50,53,55)を停止させ、冷却デバイス(19,26,27;43;50,51,56,57,58,60)を作動させ、材料の更なる溶融を防止または減じる工程
によって、コンテナー(10;40)内の粘性材料、固体材料またはペースト状材料を利用できるようにする方法。 - ストレージ・ユニット(15;45)に十分な量の流動可能材料(46)が存在する場合、直ちにストレージ・ユニット(15;45)から流動可能材料(46)を抜き出すポンプのスイッチが入れられることを特徴とする、請求項14に記載の方法。
- 材料(44)が抜き出されるたびに、コンテナー(10;40)内にて下方へと材料(44)に追随するフォロワー・プレート(33)がコンテナー(10;40)に設けられることを特徴とする、請求項14に記載の方法。
- コンテナー(10;40)内の材料(44)に圧力を加えるプレス(12)がフォロワー・プレート(33)に備えられることを特徴とする、請求項16に記載の方法。
- 溶融デバイス(19,25;41;50,53,55)のスイッチが入った後で、プレス(12)のスイッチが入り、粘性材料、固体材料またはペースト状材料に圧力が加えられ、また
冷却デバイス(19,26,27;43;50,51,56,57,58,60)のスイッチが入る前に、プレス(12)が圧力を加えないモードに切り換わることを特徴とする、請求項17に記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10306387A DE10306387B4 (de) | 2003-02-15 | 2003-02-15 | Vorrichtung und Verfahren zum kontrollierten Bereitstellen eines fliessfähigen Mediums |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004276018A true JP2004276018A (ja) | 2004-10-07 |
| JP2004276018A5 JP2004276018A5 (ja) | 2007-03-29 |
| JP4634726B2 JP4634726B2 (ja) | 2011-02-16 |
Family
ID=32668075
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004036333A Expired - Fee Related JP4634726B2 (ja) | 2003-02-15 | 2004-02-13 | 調製された流動可能材料を制御してディスペンスするための方法、装置およびシステム |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20040200858A1 (ja) |
| EP (1) | EP1447143B1 (ja) |
| JP (1) | JP4634726B2 (ja) |
| DE (2) | DE10306387B4 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021503395A (ja) * | 2017-11-17 | 2021-02-12 | ノードソン コーポレーションNordson Corporation | 溶融グリッドから溶融システムのリザーバ内に受容される溶融材料のレベルを制御するための方法 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202004001038U1 (de) * | 2004-01-24 | 2004-04-08 | Delle Vedove Maschinenbau Gmbh | Tandem-Kolbenschmelzer |
| DE102004056595B3 (de) * | 2004-11-24 | 2005-11-24 | Ulrich Hanf | Vorrichtung zum Fördern von viskosen Massen |
| EP1950018B1 (en) | 2007-01-29 | 2014-10-08 | Nordson Corporation | Apparatus and method for dispensing meltable material |
| ES2339287T3 (es) * | 2007-03-09 | 2010-05-18 | Robatech Ag | Dispositivo para la preparacion de un medio fundido capaz de fluir. |
| DE202007016705U1 (de) * | 2007-11-28 | 2009-04-09 | Inatec Gmbh | Beutelschmelzer |
| DE202007016706U1 (de) * | 2007-11-28 | 2009-04-09 | Inatec Gmbh | Kolbenabstreifplatte für Auspresseinrichtung für Beutelschmelzer sowie damit verbundener Beutelschmelzer |
| ES2356758B1 (es) * | 2008-05-14 | 2012-01-25 | Jesus Francisco Barberan Latorre | Cabezal compacto para la aplicación de colas termofusibles. |
| DE202011004910U1 (de) * | 2011-04-06 | 2012-07-09 | Brandt Kantentechnik Gmbh | Haftmittelzufuhrvorrichtung |
| CN104755175B (zh) * | 2012-10-25 | 2017-09-08 | 固瑞克明尼苏达有限公司 | 热熔液位传感器和传感器壳体 |
| CN104525440B (zh) * | 2015-01-30 | 2017-02-22 | 广州圣夫瑞实业有限公司 | 一种反应型热熔胶供胶设备 |
| EP3225316B1 (de) | 2016-04-01 | 2018-07-25 | Robatech AG | Vorrichtung zum schmelzen von klebstoff |
| DE102016218362A1 (de) * | 2016-09-23 | 2018-03-29 | Krones Aktiengesellschaft | Heizsystem, Verpackungsvorrichtung und Verfahren zum Anpassen eines Heizsystems |
| CN107680752B (zh) * | 2017-10-18 | 2023-11-24 | 常州船用电缆有限责任公司 | 注胶机 |
| CN107824404A (zh) * | 2017-12-11 | 2018-03-23 | 济南尚润通达复合材料有限公司 | 一种贴剂生产线的胶水降温装置 |
| CN108160411B (zh) * | 2018-02-06 | 2024-01-30 | 北京延锋北汽汽车内饰件有限公司 | 一种标准桶热熔胶处理设备 |
| EP4221961A4 (en) | 2020-09-29 | 2024-10-23 | C3 Corporation | Hotmelt application system and process |
| CN115488016B (zh) * | 2022-10-25 | 2023-12-05 | 陕西宝昱科技工业股份有限公司 | 一种上胶机烘干系统及控制方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0286065A2 (en) * | 1987-04-06 | 1988-10-12 | Steven R. Anderson | Method and apparatus for preparing adhesives for application |
| JPH09122563A (ja) * | 1995-10-04 | 1997-05-13 | Nordson Corp | 熱可塑性材料を液化するための装置と方法 |
| JPH11165112A (ja) * | 1997-12-05 | 1999-06-22 | Melt Giken Kk | ホットメルト接着剤溶融装置 |
| JPH11244758A (ja) * | 1998-02-27 | 1999-09-14 | Matsushita Electric Ind Co Ltd | 粘性流体塗布装置 |
| JP2002059055A (ja) * | 2000-08-18 | 2002-02-26 | Tdk Corp | 液体材料吐出装置、当該装置における液体材料の温度制御装置および制御方法 |
| JP2002126606A (ja) * | 2000-10-27 | 2002-05-08 | Kurz Japan Kk | 接着剤塗布装置 |
| JP2003251261A (ja) * | 2002-03-06 | 2003-09-09 | Seiko Epson Corp | 液滴吐出方法ならびにこの液滴吐出方法を用いて製造されたデバイス |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2300083A (en) * | 1938-08-09 | 1942-10-27 | Du Pont | Method and apparatus for the production of structures |
| US3598282A (en) * | 1969-11-25 | 1971-08-10 | Henry A Phillips | Apparatus for melting and feeding solidified material |
| US3758003A (en) * | 1971-12-20 | 1973-09-11 | Aro Corp | Hot melt liquefying and pumping mechanism |
| US3876105A (en) * | 1974-02-25 | 1975-04-08 | Possis Corp | Hot melt machine |
| US3964645A (en) * | 1975-02-12 | 1976-06-22 | Nordson Corporation | Apparatus for melting and dispensing thermoplastic material |
| US3981416A (en) * | 1975-02-12 | 1976-09-21 | Nordson Corporation | Apparatus for melting and dispensing thermoplastic material |
| DE3447662C2 (de) * | 1984-12-28 | 1994-02-03 | Hornberger Maschbau Gmbh | Schmelzvorrichtung zum Aufschmelzen von festem, vorzugsweise in Granulatform vorliegendem Schmelzkleber |
| US4635820A (en) * | 1986-01-09 | 1987-01-13 | Slautterback Corporation | Bulk unloader of solidified thermoplastic material from pails and drums |
| US5381511A (en) * | 1993-06-02 | 1995-01-10 | W. L. Gore & Associates, Inc. | Flexible electrically heatable hose |
| DE4418068C2 (de) * | 1994-05-24 | 1996-09-05 | Daimler Benz Ag | Spritzkopf zum Auftragen von Schmelzkleber |
| DE19536623C1 (de) * | 1995-09-30 | 1996-10-02 | Bayerische Motoren Werke Ag | Verfahren und Vorrichtung zum Dosieren von Dickstoffen |
| US5814790A (en) * | 1995-10-04 | 1998-09-29 | Nordson Corporation | Apparatus and method for liquifying thermoplastic material |
| USD387074S (en) * | 1996-09-30 | 1997-12-02 | Nordson Corporation | Heated platen for liquifying thermoplastic materials |
| EP0943583A1 (de) * | 1998-03-16 | 1999-09-22 | Robatech AG | Verfahren und Anlage zur Abgabe einer viskosen Masse |
| DE20104697U1 (de) * | 2001-03-19 | 2001-05-17 | Paul Ott Gmbh, Lambach | Leimbecken für eine Kantenleimmaschine |
-
2003
- 2003-02-15 DE DE10306387A patent/DE10306387B4/de not_active Expired - Fee Related
-
2004
- 2004-01-22 DE DE502004010533T patent/DE502004010533D1/de not_active Expired - Lifetime
- 2004-01-22 EP EP04001293A patent/EP1447143B1/de not_active Expired - Lifetime
- 2004-02-13 JP JP2004036333A patent/JP4634726B2/ja not_active Expired - Fee Related
- 2004-02-13 US US10/777,645 patent/US20040200858A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0286065A2 (en) * | 1987-04-06 | 1988-10-12 | Steven R. Anderson | Method and apparatus for preparing adhesives for application |
| JPH09122563A (ja) * | 1995-10-04 | 1997-05-13 | Nordson Corp | 熱可塑性材料を液化するための装置と方法 |
| JPH11165112A (ja) * | 1997-12-05 | 1999-06-22 | Melt Giken Kk | ホットメルト接着剤溶融装置 |
| JPH11244758A (ja) * | 1998-02-27 | 1999-09-14 | Matsushita Electric Ind Co Ltd | 粘性流体塗布装置 |
| JP2002059055A (ja) * | 2000-08-18 | 2002-02-26 | Tdk Corp | 液体材料吐出装置、当該装置における液体材料の温度制御装置および制御方法 |
| JP2002126606A (ja) * | 2000-10-27 | 2002-05-08 | Kurz Japan Kk | 接着剤塗布装置 |
| JP2003251261A (ja) * | 2002-03-06 | 2003-09-09 | Seiko Epson Corp | 液滴吐出方法ならびにこの液滴吐出方法を用いて製造されたデバイス |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021503395A (ja) * | 2017-11-17 | 2021-02-12 | ノードソン コーポレーションNordson Corporation | 溶融グリッドから溶融システムのリザーバ内に受容される溶融材料のレベルを制御するための方法 |
| JP7337796B2 (ja) | 2017-11-17 | 2023-09-04 | ノードソン コーポレーション | 溶融グリッドから溶融システムのリザーバ内に受容される溶融材料のレベルを制御するための方法 |
| US11974348B2 (en) | 2017-11-17 | 2024-04-30 | Nordson Corporation | Controlling a thermal valve for melting of polymers |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10306387B4 (de) | 2005-12-15 |
| DE10306387A1 (de) | 2004-09-02 |
| EP1447143A2 (de) | 2004-08-18 |
| EP1447143A3 (de) | 2007-08-08 |
| US20040200858A1 (en) | 2004-10-14 |
| JP4634726B2 (ja) | 2011-02-16 |
| DE502004010533D1 (de) | 2010-02-04 |
| EP1447143B1 (de) | 2009-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4634726B2 (ja) | 調製された流動可能材料を制御してディスペンスするための方法、装置およびシステム | |
| US4667850A (en) | Thermoplastic grid melter | |
| US4474311A (en) | Thermoplastic melting and dispensing apparatus | |
| EP1439916B1 (en) | Hot melt adhesive system having centralized manifold and zone heating capability | |
| EP0220530B1 (en) | Improved thermoplastic grid melter | |
| US20130112709A1 (en) | Melting system | |
| CN1143736C (zh) | 机动车车窗的清洗方法和装置 | |
| EP0074839B1 (en) | Apparatus for melting and dispensing thermoplastic material | |
| US4666066A (en) | Thermoplastic grid melter | |
| JPH0545306B2 (ja) | ||
| TW201325735A (zh) | 具有儲熱器的熱熔融施配系統 | |
| JP2004276018A5 (ja) | ||
| US6046437A (en) | High output device for liquifying or reducing the viscosity of materials | |
| JP4279673B2 (ja) | ホットメルト接着剤システムのためのストレーナ及びレベル指示計 | |
| JP2005507769A (ja) | ホットメルト接着剤システムのための一体型フィルタを備えたポンプ | |
| JP5582679B2 (ja) | 流体を吐出するためのスロットノズル組立体を有する装置 | |
| JP2003159650A5 (ja) | ||
| EP0771634A2 (en) | Shutoff valve and filter in thermoplastic material supply system | |
| JPH07195369A (ja) | プラスチック加工用の複数個の型に1種類または複数種類の流体を作用させ型を温度調節するための装置 | |
| CN217664238U (zh) | 一种贴标机用循环上胶机构 | |
| JP3011178U (ja) | 液体混合吐出装置用液体貯溜タンク | |
| JP2595492B2 (ja) | 液状物吐出装置 | |
| JP2004257326A (ja) | 流動性媒体の供給方法および供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070209 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100112 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100409 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100414 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100511 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100629 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4634726 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131126 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |