JP2005014130A - 丸棒鋼の端面研削方法 - Google Patents
丸棒鋼の端面研削方法 Download PDFInfo
- Publication number
- JP2005014130A JP2005014130A JP2003180399A JP2003180399A JP2005014130A JP 2005014130 A JP2005014130 A JP 2005014130A JP 2003180399 A JP2003180399 A JP 2003180399A JP 2003180399 A JP2003180399 A JP 2003180399A JP 2005014130 A JP2005014130 A JP 2005014130A
- Authority
- JP
- Japan
- Prior art keywords
- round
- bar
- round steel
- grindstone
- face
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Landscapes
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
【課題】丸棒鋼の端面を完全な平面に仕上げるための端面研削方法の提供。
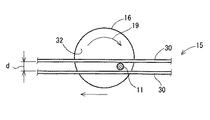
【解決手段】ワークとしての丸棒鋼11は、挟持ローラ26、27間に挿入される。挟持ローラ26、27は、丸棒鋼11を挟持すると共に、回転することによって、丸棒鋼11を砥石16側にスライドさせる。丸棒鋼11の端面31は、所定の押圧力で砥石16の側面32に押圧される。丸棒鋼11は、軸方向回りに回転されながらその端面31が砥石16の側面32に押圧され、且つ搬送路12に沿ってスライドされる。丸棒鋼11は、スライドベース15によって上下方向の変位が規制される。
【選択図】 図1
【解決手段】ワークとしての丸棒鋼11は、挟持ローラ26、27間に挿入される。挟持ローラ26、27は、丸棒鋼11を挟持すると共に、回転することによって、丸棒鋼11を砥石16側にスライドさせる。丸棒鋼11の端面31は、所定の押圧力で砥石16の側面32に押圧される。丸棒鋼11は、軸方向回りに回転されながらその端面31が砥石16の側面32に押圧され、且つ搬送路12に沿ってスライドされる。丸棒鋼11は、スライドベース15によって上下方向の変位が規制される。
【選択図】 図1
Description
【0001】
【発明の属する技術の分野】
この発明は、丸棒鋼の端面を研削仕上するための方法に関するものである。
【0002】
【従来の技術】
丸棒鋼は、予め形成された長尺の条鋼が切断されることによって製造される。長尺の条鋼は、一般にシャーリング機で切断される。
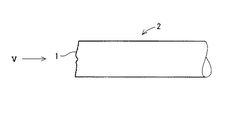
図4は、シャーリング機で切断された丸棒鋼の端部拡大図であり、図5は、図4におけるV−矢視図である。
これらの図が示すように、条鋼がシャーリング機で切断された場合は、切断面1は、平面ではなく複雑な三次元形状となってしまう。そのため、製品としての丸棒鋼2が完成されるために、丸棒鋼2の端面が研削され、仕上げられる必要がある。この研削仕上作業は、通常、グラインダにより行われる(例えば、特許文献1及び特許文献2参照)。
【0003】
【特許文献1】
特開平8−229788号公報
【特許文献2】
特開平10−277893号公報
【0004】
【発明が解決しようとする課題】
一般にグラインダは、円形の砥石を備え、この砥石がその中心を回転中心として高速で回転される。従来では、上記丸棒鋼は、その端面が上記回転する砥石の周面に当接され、これにより当該端面が研磨される。
ところで、丸棒鋼の端面の仕上精度が向上されるためには、当該端面が限りなく平面に仕上げられる必要がある。
ところが、丸棒鋼の端面が円形の砥石の周面と接触されることから、当該端面は、研削された後は、砥石の周面の曲率半径と同様の曲率半径の曲面に形成される。このことは、丸棒鋼の端面が円形の砥石の端面に当接される限り、必ず生じる現象である。
【0005】
そこで、本発明の目的は、丸棒鋼の端面が完全な平面に仕上げられる端面研削方法を提供することである。
【0006】
【課題を解決するための手段】
(1) 上記目的が達成されるため、本願に係る丸棒鋼の端面研削方法は、切断された丸棒鋼の端面が、回転される円形砥石の側面に所定の押圧力で押圧されながら当該側面に沿ってスライドされることを特徴とするものである。
この構成によれば、砥石の側面は、平面に形成されているところ、丸棒鋼の端面が砥石の側面と接触することによって、当該端面は、平面に研削される。また、研削中において、丸棒鋼が砥石の側面に沿ってスライドされるから、当該端面が研削された後に、端面周縁部にいわゆるバリが生じることはない。
【0007】
(2) また、上記丸棒鋼は、中心軸回りに回転されるのが好ましい。
この構成では、丸棒鋼の端面周縁部が砥石に平均的に接触するので、当該端面は、均一に研削され、高精度に仕上げられる。
(3) さらに、上記丸棒鋼は、スライドされる方向に沿って配置されたスライドベースに沿ってスライドされるのが好ましい。
回転する砥石に丸棒鋼が押圧されると、両者間に生じる摩擦力によって当該丸棒鋼は、当該摩擦力の方向に引っ張られる傾向にある。ところが、この構成によれば、上記摩擦力によって丸棒鋼が引っ張られた場合であっても、丸棒鋼のスライドは、スライドベースによって規定されるので、当該丸棒鋼が上記摩擦力の方向に変位することはない。これにより、丸棒鋼の端面は、一層均一に研削され、より高精度に仕上げられる。
【0008】
【発明の実施の形態】
以下、適宜図面が参照されつつ、好ましい実施形態に基づいて本発明が詳細に説明される。
【0009】
図1は、本発明の一実施形態に係る丸棒鋼の端面研削方法が実施される研削装置の斜視図である。
この研削装置10は、丸棒鋼11の研削仕上ラインにおいて稼働され、丸棒鋼11の端面31を研削し、製品として仕上げるためのものである。
【0010】
研削装置10は、上記研削仕上ラインの搬送路12に沿って配置されており、グラインダ13と、丸棒鋼11を搬送路12に沿ってスライド搬送するためのハンドリング装置14と、丸棒鋼11のスライドを案内するスライドベース15とを備えている。
【0011】
グラインダ13は、砥石16と、駆動モータ17とを備えている。駆動モータ17は、回転軸18を備えており、この回転軸18に砥石16が固定されている。砥石16は、鋼材の研削用として一般に提供されているものである。砥石16は、同図が示すように円形に形成されており、その中心に上記回転軸18が連結されている。本実施形態では、駆動モータ17が駆動されると、砥石16は、矢印19の方向に回転する。もっとも、砥石16の回転方向は、矢印19の方向と逆方向であってもよいことは勿論である。
【0012】
ハンドリング装置14は、本体20と、スライド装置21とを備えている。本体20は、後述される挟持装置22を有しており、この挟持装置22によってワークとしての丸棒鋼11が挟持される。
本体20は、スライド装置21の上に配置されており、スライド装置21は、レール23に沿って自走する。レール23は、上記搬送路12に沿って形成されている。したがって、スライド装置21が稼働されることによって、本体20は、上記搬送路12に沿って移動する。
なお、スライド装置21は、車輪24を備えている。この車輪24は、図示されていない駆動モータによって回転され、これにより、スライド装置21は、レール23に沿って自走する。
【0013】
挟持装置22は、ケーシング25と、ケーシング25内に配置された挟持ローラ26、27を備えている。
挟持ローラ26、27は、それぞれ回転軸28、29を備えている。回転軸28、29は、図示されていない駆動モータに連結されている。この駆動モータもケーシング25内に配置されている。また、これら回転軸28、29は、図示されていない軸受等を介してケーシング25に回転自在に支持されている。
【0014】
この駆動モータが駆動されることによって、挟持ローラ26、27が回転する。このとき、挟持ローラ26、27がそれぞれ駆動される必要はなく、挟持ローラ26、27のうちいずれか一方が駆動されることによって、他方は、これに従動するように構成されていてもよい。
挟持ローラ26、27は、上記搬送路12の方向(すなわち、レール23の長手方向)に沿って対向配置されている。各挟持ローラ26、27間の距離は、挟持装置22によって挟持される丸棒鋼11の外径に対応されている。
【0015】
図2は、図1におけるA−矢視図であって、挟持ローラ26(27)と丸棒鋼11との相対的位置関係が図示されている。
同図が示すように、挟持ローラ26(27)は、所定角度θだけ傾斜されている。具体的には、挟持ローラ26(27)の回転軸28(29)の中心軸線Lは、水平方向(後述される丸棒鋼11の挿入方向)に対して角度θだけ傾斜している。すなわち、後に詳述されるが、丸棒鋼11は、このように傾斜して配置された一対の挟持ローラ26、27によって挟持される。各挟持ローラ26、27が傾斜されていることによる作用効果については、後述される。
【0016】
スライドベース15は、本実施形態では、鋼板からなる一対の平板部材30により構成されている。平板部材30は、図1が示すように細長帯状に形成されており、上下方向(上記搬送路12の方向と直交する方向)に沿って所定距離dだけ離れている。この所定距離dは、上記丸棒鋼11の外径寸法に対応されており、丸棒鋼11は、各平板部材30間に挿入されるようになっている。
【0017】
本実施形態では、以下のようにして丸棒鋼11の端面が研削される。
切断された丸棒鋼11は、図1の矢印33に沿って搬送され、ハンドリング装置14に挿入される。
具体的には、丸棒鋼11は、ケーシング25に設けられたワーク挿入口に挿入され、ケーシング25を貫通する。ケーシング25内には、上記挟持ローラ26、27が前述のように配置されており、丸棒鋼11は、各挟持ローラ26、27間に挿入される。
【0018】
ハンドリング装置14のスライド装置21が作動され、丸棒鋼11を挟持した本体20は、搬送路12の方向にスライドする。これにより、丸棒鋼11の端面31は、図2が示すように、砥石16の側面32に当接する。
このとき、上記挟持ローラ26、27は上記駆動モータによって回転されるが、図2が示すように両挟持ローラ26、27が角度θだけ傾斜されていることから、丸棒鋼11は、軸方向に(矢印33の方向に)スライドされる。これにより、丸棒鋼11の端面31は、所定の押圧力、具体的には0.0980665MPa(1kgf/cm2)〜0.980665MPa(10kgf/cm2)によって砥石16の側面32に押圧されることになる。また、上記挟持ローラ26、27が回転されることによって、丸棒鋼11は、その中心軸回りに回転することになる。
つまり、丸棒鋼11は、中心軸を中心として回転されながら、且つ丸棒鋼11の端面31が所定の押圧力で砥石16の側面32に押圧される。
【0019】
一方、上記挟持ローラ26、27が回転されることによって丸棒鋼11は砥石16側へスライドされるが、このとき、丸棒鋼11は、スライドベース15に保持される。具体的には、丸棒鋼11は、一対の平板部材30の間に挿入され、両平板部材30によって保持される。
具体的には、平板部材30間の距離dは、丸棒鋼11の外径寸法に対応されているから、丸棒鋼11は平板部材30間に挿入された状態で、上下方向の変位が規制され、平板部材30の長手方向(すなわち、搬送路12の方向)に沿ってのみ変位が可能となる。
【0020】
図3は、図1におけるIII−III断面図である。
丸棒部材11が平板部材30間に挿入され、丸棒部材11の端面31が砥石16の側面32に当接された状態で、スライド装置21が作動し、丸棒部材11は、上記搬送路12に沿ってスライドされる。
したがって、丸棒鋼11は、図3が示すように、その端面(31)が砥石16に押圧された状態で、回転されながら矢印34の方向(搬送路12の方向)にスライドされる。
【0021】
このように本実施形態では、砥石16の側面32は、平面に形成されているから、丸棒鋼11の端面31が砥石16の側面32と接触することによって、当該端面31は、平面に正確に研削される。また、研削中において、丸棒鋼11が砥石16の側面32に沿ってスライドされるから、丸棒鋼11の端面31に対する砥石16の摺動方向が常時変化する。したがって、丸棒鋼11の端面31が研削された後に、当該端面31の周縁部にいわゆるバリが生じることはない。
したがって、本実施形態に係る丸棒鋼の端面研削方法によれば、丸棒鋼11の端面31は、平面状態を保って均一に研削されるので、当該端面31は高精度に仕上げられ、その結果、製品としての丸棒鋼11は、高い品質が維持される。定量的には、シャーリング機によって丸棒鋼11が生成されたときの端面31の凹凸は、約3〜5mmであるが、上記砥石16によって仕上げられることによって、端面31の凹凸は、1mm以下となる。
【0022】
特に本実施形態では、丸棒鋼11は、中心軸回りに回転される。これにより、丸棒鋼11の端面31の周縁部は、砥石16に平均的に接触する。したがって、丸棒鋼11の端面31は、均一に研削され、高精度に仕上げられるという利点がある。
さらに、丸棒鋼11は、スライドベース15に沿ってスライドされるから、研削作業中において、丸棒鋼11が上下方向(スライド方向に直交する方向)に変位することがない。これにより、丸棒鋼11の端面31は、一層均一に研削され、より高精度に仕上げられる。
【0023】
【発明の効果】
以上のように本発明によれば、丸棒鋼の端面は、平面状態を保って均一に研削されるので、当該端面は高精度に仕上げられる。その結果、製品としての丸棒鋼は、高い品質が維持される。
【図面の簡単な説明】
【図1】図1は、本発明の一実施形態に係る丸棒鋼の端面研削方法が実施される研削装置の斜視図である。
【図2】図2は、図1におけるA−矢視図である。
【図3】図3は、図1におけるIII−III断面図である。
【図4】図4は、シャーリング機で切断された丸棒鋼の端部拡大図である。
【図5】図5は、図4におけるV−矢視図である。
【符号の説明】
10・・・研削装置
11・・・丸棒鋼
12・・・搬送路
13・・・グラインダ
14・・・ハンドリング装置
15・・・スライドベース
16・・・砥石
20・・・本体
21・・・スライド装置
22・・・挟持装置
26・・・挟持ローラ
27・・・挟持ローラ
28・・・回転軸
29・・・回転軸
30・・・平板部材
31・・・端面
32・・・側面
【発明の属する技術の分野】
この発明は、丸棒鋼の端面を研削仕上するための方法に関するものである。
【0002】
【従来の技術】
丸棒鋼は、予め形成された長尺の条鋼が切断されることによって製造される。長尺の条鋼は、一般にシャーリング機で切断される。
図4は、シャーリング機で切断された丸棒鋼の端部拡大図であり、図5は、図4におけるV−矢視図である。
これらの図が示すように、条鋼がシャーリング機で切断された場合は、切断面1は、平面ではなく複雑な三次元形状となってしまう。そのため、製品としての丸棒鋼2が完成されるために、丸棒鋼2の端面が研削され、仕上げられる必要がある。この研削仕上作業は、通常、グラインダにより行われる(例えば、特許文献1及び特許文献2参照)。
【0003】
【特許文献1】
特開平8−229788号公報
【特許文献2】
特開平10−277893号公報
【0004】
【発明が解決しようとする課題】
一般にグラインダは、円形の砥石を備え、この砥石がその中心を回転中心として高速で回転される。従来では、上記丸棒鋼は、その端面が上記回転する砥石の周面に当接され、これにより当該端面が研磨される。
ところで、丸棒鋼の端面の仕上精度が向上されるためには、当該端面が限りなく平面に仕上げられる必要がある。
ところが、丸棒鋼の端面が円形の砥石の周面と接触されることから、当該端面は、研削された後は、砥石の周面の曲率半径と同様の曲率半径の曲面に形成される。このことは、丸棒鋼の端面が円形の砥石の端面に当接される限り、必ず生じる現象である。
【0005】
そこで、本発明の目的は、丸棒鋼の端面が完全な平面に仕上げられる端面研削方法を提供することである。
【0006】
【課題を解決するための手段】
(1) 上記目的が達成されるため、本願に係る丸棒鋼の端面研削方法は、切断された丸棒鋼の端面が、回転される円形砥石の側面に所定の押圧力で押圧されながら当該側面に沿ってスライドされることを特徴とするものである。
この構成によれば、砥石の側面は、平面に形成されているところ、丸棒鋼の端面が砥石の側面と接触することによって、当該端面は、平面に研削される。また、研削中において、丸棒鋼が砥石の側面に沿ってスライドされるから、当該端面が研削された後に、端面周縁部にいわゆるバリが生じることはない。
【0007】
(2) また、上記丸棒鋼は、中心軸回りに回転されるのが好ましい。
この構成では、丸棒鋼の端面周縁部が砥石に平均的に接触するので、当該端面は、均一に研削され、高精度に仕上げられる。
(3) さらに、上記丸棒鋼は、スライドされる方向に沿って配置されたスライドベースに沿ってスライドされるのが好ましい。
回転する砥石に丸棒鋼が押圧されると、両者間に生じる摩擦力によって当該丸棒鋼は、当該摩擦力の方向に引っ張られる傾向にある。ところが、この構成によれば、上記摩擦力によって丸棒鋼が引っ張られた場合であっても、丸棒鋼のスライドは、スライドベースによって規定されるので、当該丸棒鋼が上記摩擦力の方向に変位することはない。これにより、丸棒鋼の端面は、一層均一に研削され、より高精度に仕上げられる。
【0008】
【発明の実施の形態】
以下、適宜図面が参照されつつ、好ましい実施形態に基づいて本発明が詳細に説明される。
【0009】
図1は、本発明の一実施形態に係る丸棒鋼の端面研削方法が実施される研削装置の斜視図である。
この研削装置10は、丸棒鋼11の研削仕上ラインにおいて稼働され、丸棒鋼11の端面31を研削し、製品として仕上げるためのものである。
【0010】
研削装置10は、上記研削仕上ラインの搬送路12に沿って配置されており、グラインダ13と、丸棒鋼11を搬送路12に沿ってスライド搬送するためのハンドリング装置14と、丸棒鋼11のスライドを案内するスライドベース15とを備えている。
【0011】
グラインダ13は、砥石16と、駆動モータ17とを備えている。駆動モータ17は、回転軸18を備えており、この回転軸18に砥石16が固定されている。砥石16は、鋼材の研削用として一般に提供されているものである。砥石16は、同図が示すように円形に形成されており、その中心に上記回転軸18が連結されている。本実施形態では、駆動モータ17が駆動されると、砥石16は、矢印19の方向に回転する。もっとも、砥石16の回転方向は、矢印19の方向と逆方向であってもよいことは勿論である。
【0012】
ハンドリング装置14は、本体20と、スライド装置21とを備えている。本体20は、後述される挟持装置22を有しており、この挟持装置22によってワークとしての丸棒鋼11が挟持される。
本体20は、スライド装置21の上に配置されており、スライド装置21は、レール23に沿って自走する。レール23は、上記搬送路12に沿って形成されている。したがって、スライド装置21が稼働されることによって、本体20は、上記搬送路12に沿って移動する。
なお、スライド装置21は、車輪24を備えている。この車輪24は、図示されていない駆動モータによって回転され、これにより、スライド装置21は、レール23に沿って自走する。
【0013】
挟持装置22は、ケーシング25と、ケーシング25内に配置された挟持ローラ26、27を備えている。
挟持ローラ26、27は、それぞれ回転軸28、29を備えている。回転軸28、29は、図示されていない駆動モータに連結されている。この駆動モータもケーシング25内に配置されている。また、これら回転軸28、29は、図示されていない軸受等を介してケーシング25に回転自在に支持されている。
【0014】
この駆動モータが駆動されることによって、挟持ローラ26、27が回転する。このとき、挟持ローラ26、27がそれぞれ駆動される必要はなく、挟持ローラ26、27のうちいずれか一方が駆動されることによって、他方は、これに従動するように構成されていてもよい。
挟持ローラ26、27は、上記搬送路12の方向(すなわち、レール23の長手方向)に沿って対向配置されている。各挟持ローラ26、27間の距離は、挟持装置22によって挟持される丸棒鋼11の外径に対応されている。
【0015】
図2は、図1におけるA−矢視図であって、挟持ローラ26(27)と丸棒鋼11との相対的位置関係が図示されている。
同図が示すように、挟持ローラ26(27)は、所定角度θだけ傾斜されている。具体的には、挟持ローラ26(27)の回転軸28(29)の中心軸線Lは、水平方向(後述される丸棒鋼11の挿入方向)に対して角度θだけ傾斜している。すなわち、後に詳述されるが、丸棒鋼11は、このように傾斜して配置された一対の挟持ローラ26、27によって挟持される。各挟持ローラ26、27が傾斜されていることによる作用効果については、後述される。
【0016】
スライドベース15は、本実施形態では、鋼板からなる一対の平板部材30により構成されている。平板部材30は、図1が示すように細長帯状に形成されており、上下方向(上記搬送路12の方向と直交する方向)に沿って所定距離dだけ離れている。この所定距離dは、上記丸棒鋼11の外径寸法に対応されており、丸棒鋼11は、各平板部材30間に挿入されるようになっている。
【0017】
本実施形態では、以下のようにして丸棒鋼11の端面が研削される。
切断された丸棒鋼11は、図1の矢印33に沿って搬送され、ハンドリング装置14に挿入される。
具体的には、丸棒鋼11は、ケーシング25に設けられたワーク挿入口に挿入され、ケーシング25を貫通する。ケーシング25内には、上記挟持ローラ26、27が前述のように配置されており、丸棒鋼11は、各挟持ローラ26、27間に挿入される。
【0018】
ハンドリング装置14のスライド装置21が作動され、丸棒鋼11を挟持した本体20は、搬送路12の方向にスライドする。これにより、丸棒鋼11の端面31は、図2が示すように、砥石16の側面32に当接する。
このとき、上記挟持ローラ26、27は上記駆動モータによって回転されるが、図2が示すように両挟持ローラ26、27が角度θだけ傾斜されていることから、丸棒鋼11は、軸方向に(矢印33の方向に)スライドされる。これにより、丸棒鋼11の端面31は、所定の押圧力、具体的には0.0980665MPa(1kgf/cm2)〜0.980665MPa(10kgf/cm2)によって砥石16の側面32に押圧されることになる。また、上記挟持ローラ26、27が回転されることによって、丸棒鋼11は、その中心軸回りに回転することになる。
つまり、丸棒鋼11は、中心軸を中心として回転されながら、且つ丸棒鋼11の端面31が所定の押圧力で砥石16の側面32に押圧される。
【0019】
一方、上記挟持ローラ26、27が回転されることによって丸棒鋼11は砥石16側へスライドされるが、このとき、丸棒鋼11は、スライドベース15に保持される。具体的には、丸棒鋼11は、一対の平板部材30の間に挿入され、両平板部材30によって保持される。
具体的には、平板部材30間の距離dは、丸棒鋼11の外径寸法に対応されているから、丸棒鋼11は平板部材30間に挿入された状態で、上下方向の変位が規制され、平板部材30の長手方向(すなわち、搬送路12の方向)に沿ってのみ変位が可能となる。
【0020】
図3は、図1におけるIII−III断面図である。
丸棒部材11が平板部材30間に挿入され、丸棒部材11の端面31が砥石16の側面32に当接された状態で、スライド装置21が作動し、丸棒部材11は、上記搬送路12に沿ってスライドされる。
したがって、丸棒鋼11は、図3が示すように、その端面(31)が砥石16に押圧された状態で、回転されながら矢印34の方向(搬送路12の方向)にスライドされる。
【0021】
このように本実施形態では、砥石16の側面32は、平面に形成されているから、丸棒鋼11の端面31が砥石16の側面32と接触することによって、当該端面31は、平面に正確に研削される。また、研削中において、丸棒鋼11が砥石16の側面32に沿ってスライドされるから、丸棒鋼11の端面31に対する砥石16の摺動方向が常時変化する。したがって、丸棒鋼11の端面31が研削された後に、当該端面31の周縁部にいわゆるバリが生じることはない。
したがって、本実施形態に係る丸棒鋼の端面研削方法によれば、丸棒鋼11の端面31は、平面状態を保って均一に研削されるので、当該端面31は高精度に仕上げられ、その結果、製品としての丸棒鋼11は、高い品質が維持される。定量的には、シャーリング機によって丸棒鋼11が生成されたときの端面31の凹凸は、約3〜5mmであるが、上記砥石16によって仕上げられることによって、端面31の凹凸は、1mm以下となる。
【0022】
特に本実施形態では、丸棒鋼11は、中心軸回りに回転される。これにより、丸棒鋼11の端面31の周縁部は、砥石16に平均的に接触する。したがって、丸棒鋼11の端面31は、均一に研削され、高精度に仕上げられるという利点がある。
さらに、丸棒鋼11は、スライドベース15に沿ってスライドされるから、研削作業中において、丸棒鋼11が上下方向(スライド方向に直交する方向)に変位することがない。これにより、丸棒鋼11の端面31は、一層均一に研削され、より高精度に仕上げられる。
【0023】
【発明の効果】
以上のように本発明によれば、丸棒鋼の端面は、平面状態を保って均一に研削されるので、当該端面は高精度に仕上げられる。その結果、製品としての丸棒鋼は、高い品質が維持される。
【図面の簡単な説明】
【図1】図1は、本発明の一実施形態に係る丸棒鋼の端面研削方法が実施される研削装置の斜視図である。
【図2】図2は、図1におけるA−矢視図である。
【図3】図3は、図1におけるIII−III断面図である。
【図4】図4は、シャーリング機で切断された丸棒鋼の端部拡大図である。
【図5】図5は、図4におけるV−矢視図である。
【符号の説明】
10・・・研削装置
11・・・丸棒鋼
12・・・搬送路
13・・・グラインダ
14・・・ハンドリング装置
15・・・スライドベース
16・・・砥石
20・・・本体
21・・・スライド装置
22・・・挟持装置
26・・・挟持ローラ
27・・・挟持ローラ
28・・・回転軸
29・・・回転軸
30・・・平板部材
31・・・端面
32・・・側面
Claims (3)
- 切断された丸棒鋼の端面が、回転される円形砥石の側面に所定の押圧力で押圧されながら当該側面に沿ってスライドされる丸棒鋼の端面研削方法。
- 上記丸棒鋼は、中心軸回りに回転される請求項1に記載の丸棒鋼の端面研削方法。
- 上記丸棒鋼は、スライドされる方向に沿って配置されたスライドベースに沿ってスライドされる丸棒鋼の端面研削方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003180399A JP2005014130A (ja) | 2003-06-25 | 2003-06-25 | 丸棒鋼の端面研削方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003180399A JP2005014130A (ja) | 2003-06-25 | 2003-06-25 | 丸棒鋼の端面研削方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005014130A true JP2005014130A (ja) | 2005-01-20 |
Family
ID=34181394
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003180399A Withdrawn JP2005014130A (ja) | 2003-06-25 | 2003-06-25 | 丸棒鋼の端面研削方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005014130A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013171845A1 (ja) | 2012-05-15 | 2013-11-21 | 日鍛バルブ株式会社 | 丸棒材の両端面加工方法 |
| JP2016055413A (ja) * | 2014-09-12 | 2016-04-21 | 株式会社東芝 | 表面処理装置、および表面処理方法 |
| CN114453999A (zh) * | 2022-03-10 | 2022-05-10 | 界首市兴隆渔具有限公司 | 一种碳素鱼竿加工用打磨装置 |
| CN115625581A (zh) * | 2022-12-07 | 2023-01-20 | 西安基准方中建筑设计有限公司 | 一种预应力高强度混凝土管桩连接装置 |
| CN115741284A (zh) * | 2022-10-31 | 2023-03-07 | 宇环数控机床股份有限公司 | 一种用于精密磨削的工件自转驱动系统 |
-
2003
- 2003-06-25 JP JP2003180399A patent/JP2005014130A/ja not_active Withdrawn
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013171845A1 (ja) | 2012-05-15 | 2013-11-21 | 日鍛バルブ株式会社 | 丸棒材の両端面加工方法 |
| US8882566B2 (en) | 2012-05-15 | 2014-11-11 | Nittan Valve Co., Ltd. | Method of machining opposite ends of rod members |
| JP2016055413A (ja) * | 2014-09-12 | 2016-04-21 | 株式会社東芝 | 表面処理装置、および表面処理方法 |
| US9937600B2 (en) | 2014-09-12 | 2018-04-10 | Kabushiki Kaisha Toshiba | Surface treatment apparatus, and surface treatment method |
| CN114453999A (zh) * | 2022-03-10 | 2022-05-10 | 界首市兴隆渔具有限公司 | 一种碳素鱼竿加工用打磨装置 |
| CN115741284A (zh) * | 2022-10-31 | 2023-03-07 | 宇环数控机床股份有限公司 | 一种用于精密磨削的工件自转驱动系统 |
| CN115625581A (zh) * | 2022-12-07 | 2023-01-20 | 西安基准方中建筑设计有限公司 | 一种预应力高强度混凝土管桩连接装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6378418B2 (ja) | 工作物を回転させるための回転ユニットを備える装置、及び加工装置 | |
| JPH04226857A (ja) | 複数のクランクピン・ジャーナルを研削する装置および方法 | |
| KR20140041177A (ko) | 소재 절단장치 | |
| JP2005014130A (ja) | 丸棒鋼の端面研削方法 | |
| WO2013168510A1 (ja) | スライドファスナー用エレメントの研磨装置及びスライドファスナー用エレメント | |
| JPH081494A (ja) | ウエハー材縁端部研磨装置 | |
| JP5550971B2 (ja) | 研削装置 | |
| CN119217194A (zh) | 一种金属板材修边装置 | |
| JP3857579B2 (ja) | 面取り加工方法および面取り加工装置 | |
| CA2081699C (en) | Crankpin grinder | |
| JPH08229789A (ja) | 丸材の端面研磨装置及び端面研磨方法 | |
| CN114260714A (zh) | 一种不锈钢卷精剪分切加工装置及精剪分切加工工艺 | |
| CN115008290A (zh) | 打磨装置和打磨方法 | |
| JP2006142434A (ja) | 切削装置 | |
| JP4066204B2 (ja) | シート材切断装置 | |
| JPH11114796A (ja) | 丸棒状ワーク端縁のばり取り装置 | |
| JP2003181749A (ja) | 丸棒の端部研削装置 | |
| JP2001170856A (ja) | 曲面仕上げ装置 | |
| JP3579143B2 (ja) | 弓形形状品の加工装置 | |
| JP7750155B2 (ja) | 研削装置および希土類系焼結磁石の製造方法 | |
| JPH11114797A (ja) | 丸棒状ワーク端縁のばり取り装置 | |
| JP3604365B2 (ja) | 鍔付きシャフトの鍔部の加工装置 | |
| JPH10315108A (ja) | 帯鋼板のかえり取り装置 | |
| CN110214067A (zh) | 刃磨装置 | |
| KR101981481B1 (ko) | 자동차 미션용 솔레노이드 바디 연마장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20060905 |