JP2005014399A - 粘着テープ又はシート用基材及び該基材を使用した粘着テープ又はシート並びに前記基材の製造方法 - Google Patents
粘着テープ又はシート用基材及び該基材を使用した粘着テープ又はシート並びに前記基材の製造方法 Download PDFInfo
- Publication number
- JP2005014399A JP2005014399A JP2003182353A JP2003182353A JP2005014399A JP 2005014399 A JP2005014399 A JP 2005014399A JP 2003182353 A JP2003182353 A JP 2003182353A JP 2003182353 A JP2003182353 A JP 2003182353A JP 2005014399 A JP2005014399 A JP 2005014399A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive tape
- calendar
- roll
- pressure
- sensitive adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/24—Calendering
- B29C43/245—Adjusting calender parameters, e.g. bank quantity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/24—Calendering
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/241—Polyolefin, e.g.rubber
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31938—Polymer of monoethylenically unsaturated hydrocarbon
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Adhesive Tapes (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
Abstract
【解決手段】粘着テープ又はシート用基材は、ポリオレフィン系樹脂を主成分として構成され、且つ各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダにより圧延されていることを特徴とする。前記各々のカレンダロールの回転速度を個別に変速させることが可能な手段としては、各カレンダロール毎に、個別に駆動可能なモータを具備させることによる手段や、各カレンダロール毎に、個別に調整可能な変速機を具備させることによる手段などが挙げられる。カレンダロールの本数が4本で、且つそのロール配列が逆L形であってもよい。ポリオレフィン系樹脂とともに、無機化合物を含有していることが好ましい。
【選択図】 なし
Description
【発明の属する技術分野】
本発明は、粘着テープ又はシート用基材及び該基材を使用した粘着テープ又はシート並びに前記基材の製造方法に関する。
【0002】
【従来の技術】
ポリ塩化ビニル系フィルムを基材とする粘着テープ又はシート(「ポリ塩化ビニル粘着テープ」と称する場合がある)は、例えば、家電製品や自動車における電線結束や電気絶縁、あるいは塗装時のマスキング用途などとして使用されてきた。しかし、近年、環境問題の観点から、様々な分野において塩化ビニルの使用を抑制する動きが広まり、ポリ塩化ビニル粘着テープの使用についても同様の傾向にある。
【0003】
この様な動きの中で、基材の成分としてポリ塩化ビニルを使用しない粘着テープの検討も種々行われてきているが、性能面や生産性の観点から、従来のポリ塩化ビニル粘着テープと比較した場合に十分な優位性を持つ粘着テープの開発には至っていないのが現状である。
【0004】
一方、通常、ポリ塩化ビニル代替材料としては、ポリエチレン、ポリプロピレン、オレフィン系エラストマー等の各種のポリオレフィン系樹脂が使用されることが多い(特許文献1〜特許文献4参照)。なお、これらのポリオレフィン系樹脂は、押出成形やカレンダ成形によりフィルムやシートに成形されている。
【0005】
【特許文献1】
特開2001−192629号公報
【特許文献2】
特開平5−194915号公報
【特許文献3】
特開平5−47249号公報
【特許文献4】
特開2001−311061号公報
【0006】
【発明が解決しようとする課題】
従来、ポリ塩化ビニル粘着テープの基材となるポリ塩化ビニルフィルム又はシートの製造は、カレンダロールを使用した圧延方式で行われていた。この場合、、カレンダ圧延は、通常、逆L形に配置された4本のカレンダロールを1つのモータで駆動する方式(単一駆動方式)が採用されていた。しかしながら、従来、ポリ塩化ビニルフィルム又はシートを製造するために採用されていた単一駆動方式により、ポリオレフィン系樹脂を主成分とする樹脂組成物(ポリオレフィン系樹脂組成物)を成膜する場合、各ロール(カレンダロール)間でモータの過負荷が起こり、高速で圧延を行うことが難しく、生産性の向上を図ることが困難になる。また、得られた粘着テープ又はシート用基材(または粘着テープ又はシート)の特性又は物性のバラツキが大きくなり、例えば、応力−歪みに関する特性のバラツキが大きくなると、粘着テープの手切れ性が低下したり、粘着テープを巻き付ける際に切断し難くなったりし、巻き付け作業性が低下する。
【0007】
従って、本発明の目的は、ポリオレフィン系樹脂を用いていても、優れた生産性で作製され、且つ物性のバラツキが低減された粘着テープ又はシート用基材、および該基材を使用した粘着テープ又はシート並びに前記基材の製造方法を提供することにある。
【0008】
【課題を解決するための手段】
本発明者らは前記目的を達成するために鋭意検討した結果、カレンダ圧延方式において、各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダを採用することにより、適正な減速比が得られ、ポリオレフィン系樹脂を用いていても、高速での圧延が可能となり、そのため、生産性を向上させることができ、また、物性のバラツキを低減して、所望の物性になるようにすることができることを見出した。本発明はこれらの知見に基づいて完成されたものである。
【0009】
すなわち、本発明は、ポリオレフィン系樹脂を主成分として構成され、且つ各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダにより圧延されていることを特徴とする粘着テープ又はシート用基材を提供する。
【0010】
本発明では、各々のカレンダロールの回転速度を個別に変速させることが可能な手段としては、各カレンダロール毎に、個別に駆動可能なモータを具備させることによる手段や、各カレンダロール毎に、個別に調整可能な変速機を具備させることによる手段が好適である。また、カレンダロールの本数が4本で、且つそのロール配列が逆L形であることが好ましい。
【0011】
また、粘着テープ又はシート用基材としては、ポリオレフィン系樹脂とともに、無機化合物を含有していることが好ましい。
【0012】
本発明は、また、前記粘着テープ又はシート用基材の少なくとも片面に粘着剤層が形成されていることを特徴とする粘着テープ又はシートを提供する。
【0013】
本発明は、さらにまた、各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダにより、ポリオレフィン系樹脂を主成分として構成された粘着テープ又はシート用基材を形成することを特徴とする粘着テープ又はシート用基材の製造方法を提供する。
【0014】
【発明の実施の形態】
以下に、本発明の実施の形態を、必要に応じて図面を参照しつつ詳細に説明する。なお、同一の部材や部分などには同一の符号を付している場合がある。
【0015】
本発明の粘着テープ又はシート用基材(「粘着テープ基材」と称する場合がある)は、ポリオレフィン系樹脂を主成分として構成され、且つ各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダにより圧延(成膜)されていることが重要である。オレフィン系樹脂を用いているので、ポリ塩化ビニル系樹脂による環境問題の発生は防止されている。また、各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダにより圧延されて形成されているので、プロセス面では、適正な減速比の条件を維持した状態で高速での圧延が可能となり、生産性を向上させることができる。しかも、粘着テープ基材(又は粘着テープ又はシート)の特性面では、物性のバラツキを低減することができ、所望の特性が得られる効果を発揮できる。
【0016】
(カレンダ)
前記「各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ」とは、カレンダを構成している複数のカレンダロール(単に「ロール」と称する場合がある)の各々が、個別にその回転速度を変化させる機能(手段)を有しているカレンダのことを意味している。具体的には、例えば、カレンダが4本のロールから構成されている場合、4本のロールの全てが、個別にその回転速度を変化させることができる手段を有するカレンダのことをいう。すなわち、各々のロールの回転速度が、隣り合うロールの回転速度に影響されることなく独立して回転速度を設定(制御)できる機能(手段)を有しているカレンダのことを意味している。
【0017】
このような「各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ」としては、カレンダを構成している複数のロールの各々が、個別にその回転速度を変化させる機能を有していれば特に制限されず、例えば、図1〜図2で示されるようなカレンダなどが挙げられる。
【0018】
図1は、本発明の粘着テープ基材を圧延により形成する際に使用することができるカレンダ装置の一例を部分的に示す概略図である。図1において、1は「各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置」のカレンダロール及びそのモータを含む主要部を示し、2は第1のカレンダロール、2aは第1のカレンダロール2を駆動するモータ、3は第2のカレンダロール、3aは第2のカレンダロール3を駆動するモータ、4は第3のカレンダロール、4aは第3のカレンダロール4を駆動するモータ、5は第4のカレンダロール、5aは第4のカレンダロール5を駆動するモータを示している。図1に示されるカレンダ装置は、各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置であり、第1のカレンダロール2〜第4のカレンダロール5は、それぞれ、モータ2a〜モータ5aを有しており、独立駆動で動作することができる。すなわち、図1で示されるカレンダ装置は、4本の各々のカレンダロールに、個別に駆動可能なモータが設置されており、各モータの回転数をそれぞれ制御させることで、各々のカレンダロールの回転速度を個別に変化させることができる。
【0019】
図1で示されるカレンダ装置の具体的な構成としては、カレンダロールの本数は、第1のカレンダロール2、第2のカレンダロール3、第3のカレンダロール4、第4のカレンダロール5の計4本である。また、そのロール配列は、逆L形である。すなわち、図1に示されるカレンダ装置は、4本のカレンダロールが逆L形で配列されている形態(いわゆる「逆L4本ロール配列」の形態)を有している。
【0020】
図2は、本発明の粘着テープ基材を圧延により形成する際に使用することができるカレンダ装置の他の例を部分的に示す概略図である。図2において、2bは第1のカレンダロール2の回転速度を任意に設定(制御)できる変速機、3bは第2のカレンダロール3の回転速度を任意に設定(制御)できる変速機、4bは第3のカレンダロール4の回転速度を任意に設定(制御)できる変速機、5bは第4のカレンダロール5の回転速度を任意に設定(制御)できる変速機を示している。なお、1、2、3、4、5は前記に同じである。図2に示されるカレンダ装置は、各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置であり、第1のカレンダロール2〜第4のカレンダロール5は、それぞれ、変速機2b〜変速機5bを有しており、図示していないモータからの駆動力を、各々のカレンダロールに設置されている変速機を介することで、各々のカレンダロールの回転速度を任意に設定(制御)することができる。すなわち、図2で示されるカレンダ装置は、4本の各々のカレンダロールに、個別にコントロール可能な変速機が設置されており、モータ(図示されていない)からの駆動力を変速機で制御させることで、各々のカレンダロールの回転速度を個別に変化させることができる。なお、図2の態様では、カレンダロールを駆動させるためのモータは、図示されていないが、1つであってもよく、各カレンダロール毎に設置されていてもよい。
【0021】
図2に示されるカレンダ装置は、図1に示されるカレンダ装置と同様の形態(逆L4本ロール配列の形態)を有している。
【0022】
このように、「各々のカレンダロールの回転速度を個別に変速させることが可能な手段」としては、「各カレンダロール毎に、個別に駆動可能なモータを具備させることによる手段」や、「各カレンダロール毎に、個別に調整可能な変速機を具備させることによる手段」などを採用することができる。
【0023】
なお、図1や図2に示される逆L4本ロール配列の形態を有するカレンダ装置は、初めに第1のカレンダロール2及び第2のカレンダロール3により圧延し、次に第2のカレンダロール3及び第3のカレンダロール4により圧延し、最後に第3のカレンダロール4及び第4のカレンダロール5により圧延する構成を有している。この圧延により、フィルム又はシート状に形成された粘着テープ基材を作製することができる。
【0024】
本発明の粘着テープ基材の形成に使用することができる「各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置」において、カレンダロールの材質、本数やロール配列などは、特に制限されない。カレンダロールの材質としては、例えば、合金鍛造鋼を使用することができ、特に表面精度の点からは、熱間研磨鍛造鋼を好適に用いることができる。なお、カレンダロールは、それぞれ同一の材質からなっていてもよく、異なる材質からなっていてもよい。
【0025】
カレンダロールの本数としては、通常3本以上である。カレンダロールの本数としては、3本、4本、5本、6本が好適であり、特に4本が好ましい。
【0026】
カレンダロールのロール配列としては、特に制限されず、例えば、Z形、L形、逆L形などが挙げられ、逆L形が好ましい。
【0027】
従って、カレンダの形態としては、図1や図2で示されるような逆L4本ロール配列の形態が最適である。
【0028】
また、カレンダロールにモータや変速機などが設置されている場合、該モータや変速機についても、その種類などは特に限定はなく、設備仕様に応じて適宜選択することができる。
【0029】
また、各カレンダロールの回転速度としては、特に限定されるものではないが、例えば、カレンダロールが図1又は図2で示されているような逆L4本ロール配列の形態で配列されている場合、第1のカレンダロールの回転速度が14〜27m/分、第2のカレンダロールの回転速度が18〜35m/分、第3のカレンダロールの回転速度が23〜46m/分、第4のカレンダロールの回転速度が30〜60m/分とすることができる。もちろん、カレンダロールは、圧延の際の流れの方向に、第1のカレンダロール、第2のカレンダロール、第3のカレンダロール、第4のカレンダロールの順で配置されている。このように、カレンダロールの回転速度としては、圧延の際の流れの方向に、徐々に高速となるような形態で制御されていることが好ましい。
【0030】
なお、前記カレンダロールの回転速度は、同一の回転速度(又は回転数)を有する2つのカレンダロールの回転により圧延されて出てくるフィルム又はシートの長さ(1分当たり)に相当している。
【0031】
また、適正な減速比を得るために、各カレンダロール間(隣り合ったカレンダロール間)の速度(速比)としては、例えば、良好に圧延を行う観点から、(高速側のカレンダロールの回転速度)/(低速側のカレンダロールの回転速度)=1.1〜1.6倍程度の範囲から選択することができ、好ましくは1.2〜1.5倍程度であり、特に1.3倍程度であることが好適である。カレンダロール間の速比が上記範囲であると、生産性の向上の効果が優れたレベルで得られる。
【0032】
(粘着テープ基材を構成する樹脂組成物)
粘着テープ基材は、前述のように、ポリオレフィン系樹脂を主成分として構成されている。すなわち、粘着テープ基材は、ポリオレフィン系樹脂を主成分とする樹脂組成物(ポリオレフィン系樹脂組成物)により形成することができる。粘着テープ基材における構成成分(樹脂成分)の主成分としてのポリオレフィン系樹脂としては、例えば、ポリプロピレン等の比較的高融点の樹脂や、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン、超低密度ポリエチレン、中密度ポリエチレン、エチレン−プロピレン共重合体、エチレンと他のα−オレフィンとの共重合体、エチレン−酢酸ビニル共重合体、エチレン−(メタ)アクリレート共重合体(例えば、エチレン−エチルアクリレート共重合体など)等の比較的低融点の樹脂などが使用できる。ポリオレフィン系樹脂は、単独で又は2種以上組み合わせて使用することができる。
【0033】
ポリオレフィン系樹脂は、粘着テープ基材における構成成分(樹脂成分)の主成分であれば、他の樹脂と併用することができる。
【0034】
なかでも、粘着テープ基材を構成する樹脂組成物としては、エチレン成分とプロピレン成分とを含むポリマーアロイに、分子骨格中にカルボニル性の酸素原子を有する熱可塑性樹脂を配合してなる樹脂組成物を好適に用いることができる。粘着テープ基材がこのような樹脂組成物により構成されていると、粘着テープを巻き付ける際の作業性(例えば、柔軟性や追従性など)大きく向上させることができ、さらには、圧延時における樹脂組成物の流動性を改善できるため、より一層優れた生産性で粘着テープ基材を製造できる。また、これらの樹脂組成物により、安定した生産性が可能になることで、物性のバラツキをより一層低減して、優れた品質を有する粘着テープ基材を製造できる。
【0035】
前記エチレン成分とプロピレン成分とを含むポリマーアロイとしては、例えば、ポリプロピレン(ホモポリプロピレン、ランダムポリプロピレン)とポリエチレン(エチレンと少量の他のα−オレフィンとの共重合体を含む)との混合物(物理的混合物)、プロピレン/エチレン共重合体、プロピレンとエチレンとこれら以外の他のα−オレフィンとの3元共重合体(他のα−オレフィンとしては、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−ヘプテン、1−オクテン等が挙げられ、1−ブテンが好ましい。)などが挙げられる。なお、前記「ホモポリプロピレン」とは、モノマー成分が実質的にプロピレンのみからなる(100%からなる)重合体(プロピレンの単独重合体)を意味しており、また「ランダムポリプロピレン」とは、全モノマー成分に対して数%程度のエチレン成分がプロピレンとランダムに共重合したポリプロピレン系ランダム共重合体を意味している。中でも、本発明の場合、エチレン成分とプロピレン成分とを含むポリマーアロイとしては、2段以上の多段重合により共重合されたプロピレン/エチレン系共重合体が特に好ましい。このような多段重合による共重合されたプロピレン/エチレン系共重合体としては、例えば、商品名「キャタロイQ−100F」、商品名「キャタロイQ−200F」、商品名「キャタロイC200F」、商品名「キャタロイKS−353P」(以上、サンアロマー社製)などが市販されている。
【0036】
なお、このような多段重合により共重合する方法としては、例えば、特開2001−192629号公報や、特開2001−311061号公報などで記載されている方法を採用することができる。例えば、チタン化合物及び有機アルミニウム化合物からなる触媒の存在下、プロピレンと、必要に応じて他のα−オレフィンとを多段重合の第1段目の予備重合を行うことにより、ポリプロピレン(プロピレンの単独重合体)、またはプロピレン−α−オレフィン共重合体(プロピレンと他のα−オレフィンとの共重合体)を調製し、次いで、第2段目以降で、前記第1段目の予備重合で得られた樹脂組成物の存在下で、プロピレンと、エチレンと、必要に応じて他のα−オレフィンとを共重合させる方法が挙げられる。これにより、第1段目の予備重合で生成するポリマー(ポリプロピレンまたはプロピレン−α−オレフィン共重合体)と、第2段目以降の共重合で生成するポリマー(プロピレン−エチレン共重合体またはプロピレン−エチレン−他のα−オレフィン共重合体)とが、第2段目以降の重合過程で分子レベルでブレンドされたポリマーアロイが得られる。
【0037】
前記チタン化合物としては、例えば、三塩化チタンと塩化マグネシウムを共粉砕し、オルトチタン酸n−ブチル、2−エチルヘキサノール、p−トルイル酸エチル、四塩化ケイ素、フタル酸ジイソブチル等で処理した球状で平均粒子径15μmの固体触媒などが挙げられる。また、有機アルミニウム化合物としては、例えば、トリエチルアルミニウム等のアルキルアルミニウム系化合物等を使用することができる。さらに、重合層において、電子供与体としてジフェニルジメトキシシラン等のケイ素系化合物を添加したり、ヨウ化エチル等のヨウ素系化合物を添加することもできる。
【0038】
また、分子骨格中にカルボニル性の酸素原子(カルボニル基に帰属する酸素原子)を有する熱可塑性樹脂としては、分子骨格中にカルボニル性の酸素原子を有する軟質ポリオレフィン系樹脂(「カルボニル基含有ポリオレフィン系樹脂」と称する場合がある)を好適に用いることができる。カルボニル基含有ポリオレフィン系樹脂としては、モノマー成分として、エチレンと、ビニルエステル系化合物及び/又はα、β−不飽和カルボン酸又はその誘導体(無水物、エステル、塩化物など)とを用いて得られるカルボニル基を有するエチレン系共重合体またはその金属塩(アイオノマー)である。これらは、一般に、融点が120℃以下であり、好ましくは40〜100℃である。該融点は、示差走査熱量計(DSC)により測定することができる。
【0039】
前記ビニルエステル系化合物としては、例えば、酢酸ビニル等のビニルアルコールと低級のカルボン酸とのエステル(低級カルボン酸のビニルエステル)などが挙げられる。また、α,β−不飽和カルボン酸としては、例えば、(メタ)アクリル酸、マレイン酸、フマル酸、イタコン酸などが挙げられる。α,β−不飽和カルボン酸の誘導体として、α,β−不飽和カルボン酸の無水物としては、例えば、無水マレイン酸、無水イタコン酸などが挙げられる。α,β−不飽和カルボン酸エステルとしては、例えば、(メタ)アクリル酸エステル[例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸プロピル、(メタ)アクリル酸イソプロピル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸イソブチル、(メタ)アクリル酸s−ブチル、(メタ)アクリル酸t−ブチル、(メタ)アクリル酸ペンチル、(メタ)アクリル酸ヘキシル、(メタ)アクリル酸ヘプチル、(メタ)アクリル酸オクチル、(メタ)アクリル酸2−エチルヘキシル、(メタ)アクリル酸ノニル、(メタ)アクリル酸デシル、(メタ)アクリル酸ラウリル、(メタ)アクリル酸ステアリル等の(メタ)アクリル酸アルキルエステル;(メタ)アクリル酸シクロヘキシル等の(メタ)アクリル酸シクロアルキルエステル;(メタ)アクリル酸グリシジル、(メタ)アクリル酸2−ヒドロキシエチル等の官能基含有(メタ)アクリル酸エステルなど]、マレイン酸エステル[例えば、マレイン酸モノメチル、マレイン酸モノエチル、マレイン酸ジエチル等のマレイン酸(モノ又はジ)アルキルエステルなど]、フマル酸エステル[例えば、フマル酸モノメチル、フマル酸モノエチル等のフマル酸(モノ又はジ)アルキルエステルなど]などが挙げられる。ビニルエステル系化合物及び/又はα、β−不飽和カルボン酸又はその誘導体としては、酢酸ビニル、(メタ)アクリル酸、(メタ)アクリル酸エステルが好ましく、(メタ)アクリル酸エステルとしては、(メタ)アクリル酸アルキルエステル[特に(メタ)アクリル酸エチル]が好適である。ビニルエステル系化合物及び/又はα、β−不飽和カルボン酸又はその誘導体は、単独で又は2種以上組み合わせて使用することができる。
【0040】
カルボニル基を有するエチレン系共重合体またはその金属塩(アイオノマー)の好適な具体例としては、例えば、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸−アクリル酸エチル共重合体、エチレン−酢酸ビニル共重合体、エチレン−酢酸ビニル−アクリル酸エチル共重合体、エチレン−メタクリル酸グリシジル共重合体、エチレン−メタクリル酸グリシジル−アクリル酸エチル共重合体およびこれらの金属塩(アイオノマー)等が挙げられる。カルボニル基を有するエチレン系共重合体またはその金属塩(アイオノマー)は単独で又は2種以上組み合わせて使用することができる。
【0041】
なお、粘着テープ基材を構成する樹脂組成物としての、エチレン成分とプロピレン成分とを含むポリマーアロイと、分子骨格中にカルボニル性の酸素原子を有する熱可塑性樹脂とを含む樹脂組成物において、エチレン成分とプロピレン成分とを含むポリマーアロイと、分子骨格中にカルボニル性の酸素原子を有する熱可塑性樹脂(特に、カルボニル基を有するエチレン系共重合体またはその金属塩)との割合としては、例えば、前者/後者(重量比)=9/1〜2/8(好ましくは8/2〜4/6)程度の範囲から選択することができる。
【0042】
粘着テープ基材を構成する樹脂組成物には、無機化合物が含まれていてもよい。本発明では、粘着テープ基材が、ポリオレフィン系樹脂とともに、無機化合物を含有している樹脂組成物により構成されていると、前記「各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ」により圧延することにより、前記効果が、特に顕著に発揮され、またその効果を明瞭に確認することができる。
【0043】
前記無機化合物としては、例えば、クレー等の粘土鉱物;水酸化アルミニウム、水酸化マグネシウム、水酸化ジルコニウム、水酸化カルシウム、水酸化バリウム等の金属水酸化物;塩基性炭酸マグネシウム、炭酸マグネシウム−カルシウム、炭酸カルシウム、炭酸バリウム、ドロマイト等の金属炭酸塩;ハイドロタルサイト、硼砂等の金属水和物(金属化合物の水和物);メタホウ酸バリウム、酸化マグネシウム、赤リンなどが挙げられる。無機化合物は1種または2種以上を併用していてもよい。これらの中でも水酸化アルミニウム、水酸化マグネシウム、水酸化ジルコニウム、水酸化カルシウム、水酸化バリウム等の金属水酸化物や、塩基性炭酸マグネシウム、ハイドロタルサイト等が、難燃性の付与効果に優れ、経済的にも有利である。
【0044】
粘着テープ基材を構成する樹脂組成物には、前記無機化合物以外にも、充填剤、顔料、滑剤、紫外線吸収剤、酸化防止剤等の各種添加剤が配合されていてもよい。
【0045】
(製造方法)
なお、本発明の粘着テープ基材(粘着テープ又はシート用基材)の製造方法では、「各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ」により、ポリオレフィン系樹脂を主成分として構成された粘着テープ基材を作製することができる。具体的には、例えば、ポリオレフィン系樹脂、および必要に応じて他の成分を、混合又は混練(例えば、溶融混練)して樹脂組成物(基材構成材料)を調製した後、この基材構成材料を、各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置に導入することにより、フィルム状又はシート状に形成された粘着テープ基材を作製することができる。前記混合又は混練に際しては、例えば、混合機(例えば、加圧ニーダーなど)を用いることができる。また、混合した後、各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置に導入する際には、2本式ミキシングロールやストレーナー押出し機を介して行うことができる。なお、各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置によりフィルム状又はシート状に作製した後は、冷却して、必要に応じて巻き取り工程に供することができる。
【0046】
各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置において、ライン速度は、例えば、30m/min以上(好ましくは50m/min以上)であることが望ましく、特に60m/min程度(例えば、55〜65m/min)であることが最適である。なお、該ライン速度の上限としては80m/min程度であることが好ましい。各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置におけるライン速度は、高速であると(例えば、30〜80m/minであると)、得られるフィルム又はシートの表面の形状を良好にすることができ、さらには、生産性向上に大きく寄与する。なお、ここでライン速度とは、カレンダ装置が、前記図1又は図2で示されるような逆L4本ロールのカレンダ装置の場合、第4のカレンダロール5の回転速度に等しくなる(相当する)。すなわち、カレンダ装置におけるライン速度としては、圧延の際の流れの方向に、最後のカレンダロールの回転速度に等しくなる(相当する)。
【0047】
粘着テープ基材の厚みは、特に制限されず、例えば、10〜500μm(好ましくは12〜200μm、さらに好ましくは50〜180μm)程度である。なお、粘着テープ基材は単層の形態を有していてもよく、また、複層の形態を有していてもよい。粘着テープ基材には、必要に応じて、背面処理、帯電防止処理、下塗り処理などの各種処理を施してもよい。
【0048】
(粘着テープ又はシート)
本発明の粘着テープ又はシートは、前述のように、ポリオレフィン系樹脂を主成分として構成され、且つ各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダにより圧延された粘着テープ又はシート用基材と、該基材の少なくとも片面に形成された粘着剤層とで構成されている。
【0049】
粘着剤層を形成するための粘着剤(感圧接着剤)は、アクリル系粘着剤、ゴム系粘着剤(天然ゴム系粘着剤、合成ゴム系粘着剤など)、シリコーン系粘着剤、ウレタン系粘着剤などの公知乃至慣用の粘着剤を適宜選択して用いることができる。粘着剤は単独で又は2種以上組み合わせて使用することができる。粘着剤層は、単層、積層体のいずれの形態を有していてもよい。なお、粘着テープ基材の両面に粘着剤層が形成されている場合、2つの粘着剤層を構成する粘着剤は同一の種類又は組成の粘着剤であってもよく、異なる種類又は組成の粘着剤であってもよい。粘着剤には、必要に応じて各種添加剤、例えば、可塑剤、着色剤、帯電防止剤、発泡剤、界面活性剤等の公知の各種添加剤が配合されていてもよい。
【0050】
粘着剤層の厚みは、例えば、5〜100μm(好ましくは10〜50μm)程度である。
【0051】
粘着剤層は、公知乃至慣用の方法により形成することができる。粘着剤層の形成方法としては、例えば、粘着剤を溶剤等で溶解やエマルション化したものを粘着テープ基材の面(片面又は両面)に塗布する方法、ホットメルト型の粘着剤を溶融押出して、粘着テープ基材に塗布又は積層する方法などが挙げられる。なお、各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置にて粘着テープ基材を圧延した後、連続して粘着剤の塗布等を行って、粘着剤層を形成してもよく、粘着テープ基材の形成工程と、粘着剤の塗工工程とを別工程で実施してもよい。
【0052】
なお、粘着剤層は、剥離フィルム(剥離ライナー)により保護されていてもよい。また、粘着テープ又はシートは、本発明の効果を損なわない範囲で、他の層(例えば、中間層、下塗り層など)を有していてもよい。
【0053】
粘着テープ又はシートは、例えば、粘着テープ基材と、前記粘着テープ基材の一方の面に形成された粘着剤層と、前記粘着テープ基材の他方の面に形成された背面処理層とで構成されていると、粘着剤層の表面がシート背面(背面処理層の面)と重ね合わせて積層して、粘着剤層を保護することができる。また、この際、ロール状に巻回することにより、ロール状に巻回された状態又は形態を有している粘着テープ(ロール状に巻回された粘着テープ)として作製することができ、ロール状に巻回しない場合は、粘着シートとして作製することができる。
【0054】
【発明の効果】
本発明の粘着テープ又はシート用基材によれば、該基材の主成分としてポリオレフィン系樹脂が用いられていても、優れた生産性で作製され、且つ物性のバラツキが低減されている。従って、この粘着テープ又はシート用基材を使用した粘着テープ又はシートは、従来、自動車、電車、バスなどの車両、航空機、船舶、家屋、工場などの各種分野における電気機器の絶縁テープとして用いられてきたポリ塩化ビニル系フィルムを基材とする粘着テープ(ポリ塩化ビニル粘着テープ)の代替えとして十分に使用できるものを供給することが可能である。
【0055】
【実施例】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例により限定されるものではない。
【0056】
使用材料として、以下の材料を用いた。
[樹脂成分]
(1)エチレン−酢酸ビニル共重合体(EVA)(商品名「エバフレックスP−1905」三井デュポンポリケミカル(株)製;融点84℃;「A1」と称する場合がある)
(2)エチレン−酢酸ビニル共重合体(EVA)(商品名「ウルトラセン635」東ソー(株)製;融点79℃;「A2」と称する場合がある)
(3)直鎖状低密度ポリエチレン(LLDPE)(商品名「ウルトゼックス3021F」三井化学(株)製;融点110℃;「A3」と称する場合がある)
(4)商品名「キャタロイQ−100F」(サンアロマー(株)製;「A4」と称する場合がある)
(5)商品名「キャタロイQ−200F」(サンアロマー(株)製;「A5」と称する場合がある)
(6)商品名「キャタロイC200F」(サンアロマー(株)製;「A6」と称する場合がある)
【0057】
[無機化合物]
(1)焼成クレー(アミノシランカップリング処理)(商品名「TRANSLINK445」ENGELHARD(株)製;「B1」と称する場合がある)
(2)焼成クレー(アミノシランカップリング処理)(商品名「TRANSLINK555」ENGELHARD(株)製;「B2」と称する場合がある)
(3)水酸化マグネシウム(Mg(OH)2;アミノシランカップリング処理)(商品名「キスマ5NH」協和化学工業(株)製;「B3」と称する場合がある)
【0058】
[他の添加剤]
(1)フェノール系酸化防止剤(商品名「アデカスタブAO−60」旭電化工業(株)製;「C1」と称する場合がある)
(2)リン系酸化防止剤(商品名「アデカスタブHP−10」旭電化工業(株)製;「C2」と称する場合がある)
【0059】
(実施例1)
表1に示す割合の樹脂成分、無機化合物および他の添加剤を、ドライブレンドし、次いで、加圧ニーダー(設定温度175℃)にて混練溶融して、樹脂組成物を調製した。該樹脂組成物を、各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置(「φ8インチ×24インチ逆L4本ロール 精密カレンダロール機」(株)日立製作所製)により、0.08mmの厚さのフィルムに成形して、粘着テープ基材を作製した。
【0060】
なお、前記カレンダ装置は、図1に示す構成を有しており、第1のカレンダロール〜第4のカレンダロールは、それぞれ、モータを有しており、独立駆動で動作することができる。各カレンダロールの回転速度としては、第1のカレンダロールの回転速度を14m/分、第2のカレンダロールの回転速度を18m/分、第3のカレンダロールの回転速度を23m/分、第4のカレンダロールの回転速度を30m/分とした。なお、カレンダ装置のラインの速度(圧延速度)は、第4のカレンダロール(圧延の流れ方向に、最後のカレンダロール)の回転速度に等しくなるので、カレンダ装置のラインの速度(圧延速度)は30m/分以上である。
【0061】
さらに、前記粘着テープ基材の片面にコロナ放電処理を施した後、乾燥後の厚さが30μmとなるようにアクリル系粘着剤を塗布し乾燥させて、粘着テープを作製した。
【0062】
(実施例2〜6)
樹脂成分、無機化合物および他の添加剤の割合が、表1に示す割合であること以外は、実施例1と同様にして粘着テープ基材を作製し、さらに、該粘着テープ基材を用いたこと以外は、実施例1と同様にして粘着テープを作製した。
【0063】
(比較例1〜4)
樹脂成分、無機化合物および他の添加剤の割合が、表1に示す割合であること、およびカレンダ装置として、カレンダロールが逆L4本ロールの形態を有しているが、単一駆動方式で動作するカレンダ装置(各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有しておらず、各々のカレンダロールを同一の回転速度で駆動させているカレンダ装置)を用いたこと以外は、実施例1と同様にして粘着テープ基材を作製し、さらに、該粘着テープ基材を用いたこと以外は、実施例1と同様にして粘着テープを作製した。
【0064】
なお、比較例で使用した単一駆動方式で動作するカレンダ装置としては、具体的には、1つのモータで、4本のロールを駆動させる方式のカレンダ装置であり、さらに、各カレンダロールの回転速度の設定は、モータのみに依存し、各カレンダロールの回転速度を個々に設定(制御)することができない方式のカレンダ装置である。
【0065】
(評価)
実施例1〜6、比較例1〜4で得られた粘着テープについて、下記の各測定又は評価を行うことにより、粘着テープ基材の生産性、粘着テープの物性としての応力−歪みに関する物性を評価した。
【0066】
(粘着テープ基材の生産性の評価)
粘着テープ基材を作製する際、カレンダ装置のラインの速度(圧延速度)が30m/分以上で圧延可能であった場合を「○(合格)」とし、そうでなかった(30m/分未満であった)場合又は圧延することが出来なかった場合を「×(不合格)」とした。評価結果は表1の「生産性」の欄に示した。
【0067】
(粘着テープの応力−歪み曲線の評価)
粘着テープから採取した試験片(幅19mm)を、23℃、60%RHの雰囲気下、万能引張圧縮試験機にて、引張速度:300mm/min、チャック間距離:50mmの条件で引っ張り、破断強度(N/19mm)、破断伸度(%)を測定した。破断強度は25N/19mm以上で且つ35N/19mm以下の範囲内であれば「○(合格)」とし、破断伸度は150%以上で且つ600%未満の範囲内であれば「○(合格)」とした。従って、破断強度は、25N/19mm未満又は35N/19mmを超える範囲であれば「×(不合格)」とし、また、破断伸度は150%未満又は600%以上範囲であれば「×(不合格)」とした。評価結果は表1の「応力−歪み物性」の欄に示した。
【0068】
なお、この合格の判断は、実際の粘着テープの被粘着物への巻き付け作業性と、破断強度及び破断伸度の関係をみて、破断強度及び破断伸度が上記の範囲内にあれば、容易に粘着テープを引き伸ばしながら(粘着テープの破断を生じることなく)、粘着テープの巻き付け作業を行うことができ、しかも、巻き付け後は手で簡単に粘着テープを切断できることを確認して決定した。
【0069】
すなわち、破断強度が25N/19mm未満では、粘着テープの巻き付け作業中に粘着テープが破断(切断)しやすく、35N/19mmを超えると、粘着テープの巻き付け後に手で簡単に粘着テープを切断しにくくなる。一方、破断伸度が150%未満では粘着テープが伸びにくいために粘着テープの巻き付け作業の作業性が低下し、600%以上では粘着テープが伸び過ぎるために、粘着テープの巻き付け作業の作業性が低下し、また、粘着テープの巻き付け後に手で簡単に粘着テープを切断しにくくなる。
【0070】
【表1】
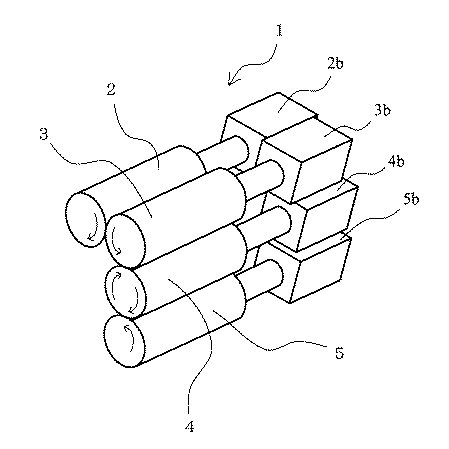
表1より、実施例に係る粘着テープは、粘着テープ基材がポリオレフィン系樹脂を用いて作製されていても、いずれも粘着テープ基材の生産性、および粘着テープの物性としての応力−歪みに関する物性が良好である。
【図面の簡単な説明】
【図1】本発明の粘着テープ基材を圧延により形成する際に使用することができるカレンダ装置の一例を部分的に示す概略図である。
【図2】本発明の粘着テープ基材を圧延により形成する際に使用することができるカレンダ装置の他の例を部分的に示す概略図である。
【符号の説明】
1 「各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダ装置」のカレンダロール及びそのモータを含む主要部
2 第1のカレンダロール
2a 第1のカレンダロール2を駆動するモータ
2b 第1のカレンダロール2の回転速度を任意に設定できる変速機
3 第2のカレンダロール
3a 第2のカレンダロール3を駆動するモータ
3b 第2のカレンダロール3の回転速度を任意に設定できる変速機
4 第3のカレンダロール
4a 第3のカレンダロール4を駆動するモータ
4b 第3のカレンダロール4の回転速度を任意に設定できる変速機
5 第4のカレンダロール
5a 第4のカレンダロール5を駆動するモータ
5b 第4のカレンダロール5の回転速度を任意に設定できる変速機
Claims (11)
- ポリオレフィン系樹脂を主成分として構成され、且つ各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダにより圧延されていることを特徴とする粘着テープ又はシート用基材。
- 各々のカレンダロールの回転速度を個別に変速させることが可能な手段が、各カレンダロール毎に、個別に駆動可能なモータを具備させることによる手段である請求項1記載の粘着テープ又はシート用基材。
- 各々のカレンダロールの回転速度を個別に変速させることが可能な手段が、各カレンダロール毎に、個別に調整可能な変速機を具備させることによる手段である請求項1記載の粘着テープ又はシート用基材。
- カレンダロールの本数が4本で、且つそのロール配列が逆L形である請求項1〜3の何れかの項に記載の粘着テープ又はシート用基材。
- ポリオレフィン系樹脂とともに、無機化合物を含有している請求項1〜4の何れかの項に記載の粘着テープ又はシート用基材。
- 請求項1〜5の何れかの項に記載の粘着テープ又はシート用基材の少なくとも片面に粘着剤層が形成されていることを特徴とする粘着テープ又はシート。
- 各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダにより、ポリオレフィン系樹脂を主成分として構成された粘着テープ又はシート用基材を形成することを特徴とする粘着テープ又はシート用基材の製造方法。
- 各々のカレンダロールの回転速度を個別に変速させることが可能な手段が、各カレンダロール毎に、個別に駆動可能なモータを具備させることによる手段である請求項7記載の粘着テープ又はシート用基材の製造方法。
- 各々のカレンダロールの回転速度を個別に変速させることが可能な手段が、各カレンダロール毎に、個別に調整可能な変速機を具備させることによる手段である請求項7記載の粘着テープ又はシート用基材の製造方法。
- カレンダロールの本数が4本で、且つそのロール配列が逆L形である請求項7〜9の何れかの項に記載の粘着テープ又はシート用基材の製造方法。
- 粘着テープ又はシート用基材が、ポリオレフィン系樹脂とともに、無機化合物を含有している請求項7〜10の何れかの項に記載の粘着テープ又はシート用基材の製造方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003182353A JP4145734B2 (ja) | 2003-06-26 | 2003-06-26 | 粘着テープ又はシート用基材及び該基材を使用した粘着テープ又はシート並びに前記基材の製造方法 |
| EP20040012630 EP1491314B1 (en) | 2003-06-26 | 2004-05-27 | Base material for pressure-sensitive adhesive tape or sheet, pressure-sensitive adhesive tape or sheet using the base material, and process of producing the base material |
| DE200460010572 DE602004010572T2 (de) | 2003-06-26 | 2004-05-27 | Trägermaterial für druckempfindlichen Klebefilm, druckempfindlicher Klebefilm mit diesem Trägermaterial sowie Verfahren zur Herstellung des Trägermaterials |
| AT04012630T ATE380640T1 (de) | 2003-06-26 | 2004-05-27 | Trägermaterial für druckempfindlichen klebefilm, druckempfindlicher klebefilm mit diesem trägermaterial sowie verfahren zur herstellung des trägermaterials |
| PT04012630T PT1491314E (pt) | 2003-06-26 | 2004-05-27 | Material base para folha ou fita adesiva sensíveis à pressão, folha ou fita adesiva sensíveis à pressão utilizando o material base, e processo de produção do material base |
| TW93117116A TWI306112B (en) | 2003-06-26 | 2004-06-15 | Process of producing base material for ppressure-sensitive adhesive tape or sheet, and its use |
| CNB2004100597150A CN100443534C (zh) | 2003-06-26 | 2004-06-21 | 压敏胶带或胶片的基材及其制备方法以及使用它的压敏胶带或胶片 |
| US10/873,141 US7232613B2 (en) | 2003-06-26 | 2004-06-23 | Base material for pressure-sensitive adhesive tape or sheet, pressure-sensitive tape or sheet using the base material, and process of producing the base material |
| KR1020040047460A KR100750423B1 (ko) | 2003-06-26 | 2004-06-24 | 감압성 점착 테이프 또는 시트용 기재, 이 기재를 사용한감압성 점착 테이프 또는 시트, 및 이 기재의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003182353A JP4145734B2 (ja) | 2003-06-26 | 2003-06-26 | 粘着テープ又はシート用基材及び該基材を使用した粘着テープ又はシート並びに前記基材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005014399A true JP2005014399A (ja) | 2005-01-20 |
| JP4145734B2 JP4145734B2 (ja) | 2008-09-03 |
Family
ID=33411097
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003182353A Expired - Lifetime JP4145734B2 (ja) | 2003-06-26 | 2003-06-26 | 粘着テープ又はシート用基材及び該基材を使用した粘着テープ又はシート並びに前記基材の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US7232613B2 (ja) |
| EP (1) | EP1491314B1 (ja) |
| JP (1) | JP4145734B2 (ja) |
| KR (1) | KR100750423B1 (ja) |
| CN (1) | CN100443534C (ja) |
| AT (1) | ATE380640T1 (ja) |
| DE (1) | DE602004010572T2 (ja) |
| PT (1) | PT1491314E (ja) |
| TW (1) | TWI306112B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005232303A (ja) * | 2004-02-19 | 2005-09-02 | Lonseal Corp | カレンダー成形用エチレン・酢酸ビニル共重合体樹脂組成物 |
| JP2014519422A (ja) * | 2011-04-26 | 2014-08-14 | ザ プロクター アンド ギャンブル カンパニー | ウェブを変形させるための方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10348479A1 (de) * | 2003-10-14 | 2005-06-02 | Tesa Ag | Wickelfolie aus Polypropylencopolymer und einem mit Polypropylen unverträglichen Polymer |
| CN102248628A (zh) * | 2010-05-20 | 2011-11-23 | 苏州东福来机电科技有限公司 | 硅胶压延复合机 |
| US9220638B2 (en) | 2010-09-10 | 2015-12-29 | The Procter & Gamble Company | Deformed web materials |
| CN102069546A (zh) * | 2010-11-24 | 2011-05-25 | 上海泓阳机械有限公司 | 一种辊筒t型排列橡塑压延机及其操作方法 |
| CN102719201B (zh) * | 2011-03-29 | 2013-11-06 | 浙江三元电子科技有限公司 | 粘合片制造方法 |
| US8657596B2 (en) | 2011-04-26 | 2014-02-25 | The Procter & Gamble Company | Method and apparatus for deforming a web |
| CN103087385B (zh) * | 2012-11-23 | 2014-12-24 | 长园长通新材料有限公司 | 一种高密度高温型热缩压敏带及其制备方法 |
| US10232770B2 (en) * | 2015-09-08 | 2019-03-19 | Ykk Corporation Of America | Illuminated marker |
| TWI605942B (zh) * | 2016-01-04 | 2017-11-21 | 厚生股份有限公司 | 感壓複合結構及其製造方法 |
| CN112533567A (zh) | 2018-08-22 | 2021-03-19 | 宝洁公司 | 一次性吸收制品 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2631954A (en) * | 1946-01-18 | 1953-03-17 | Kendall & Co | Polyethylene film and method of preparing same |
| DE2438983A1 (de) * | 1974-08-14 | 1976-03-04 | Berstorff Gmbh Masch Hermann | Mehrwalzenkalander zur herstellung von thermoplastischen folien |
| AT367782B (de) * | 1980-04-18 | 1982-07-26 | Chemie Linz Ag | Verfahren zur herstellung von folien oder platten aus polypropylen oder dessen mischungen mit polyaethylen |
| US5063005A (en) * | 1988-03-18 | 1991-11-05 | The Kendall Company | Preparing heat shrinkable wraps |
| JPH0677946B2 (ja) * | 1990-09-05 | 1994-10-05 | 石川島播磨重工業株式会社 | カレンダのロール間バンク量制御方法 |
| JPH0547249A (ja) | 1991-08-08 | 1993-02-26 | Nippon Petrochem Co Ltd | 難燃性テープ |
| JPH05194915A (ja) | 1992-01-20 | 1993-08-03 | Nippon Petrochem Co Ltd | 難燃性粘着テープ |
| JPH05345881A (ja) * | 1992-06-15 | 1993-12-27 | Nippon Petrochem Co Ltd | 難燃性テープ |
| JPH0677946A (ja) | 1992-08-21 | 1994-03-18 | Oki Electric Ind Co Ltd | デジタル通信方式 |
| US5439628A (en) * | 1993-03-22 | 1995-08-08 | Inteplast Corporation | Method for manufacturing polypropylene film and sheet |
| DE19701473A1 (de) * | 1997-01-17 | 1998-07-23 | Beiersdorf Ag | Verfahren zur Herstellung hochleistungsfähiger, druckempfindlicher Hotmelt-Klebemassen sowie die Verwendung dieser zur Herstellung von Selbstklebebändern |
| CN1064985C (zh) * | 1997-11-11 | 2001-04-25 | 南亚塑胶工业股份有限公司 | 表面无流线痕及凹痕的聚氯乙烯软质透明胶布的制法 |
| JP4142789B2 (ja) * | 1999-01-19 | 2008-09-03 | 日東電工株式会社 | カレンダー成形用樹脂組成物、フィルムおよび粘着テープまたはシート |
| JP3404368B2 (ja) | 1999-11-04 | 2003-05-06 | 日東電工株式会社 | 粘着テープ |
| JP3394947B2 (ja) | 2000-02-24 | 2003-04-07 | 日東電工株式会社 | 粘着テープおよび粘着テープ基材 |
-
2003
- 2003-06-26 JP JP2003182353A patent/JP4145734B2/ja not_active Expired - Lifetime
-
2004
- 2004-05-27 AT AT04012630T patent/ATE380640T1/de not_active IP Right Cessation
- 2004-05-27 DE DE200460010572 patent/DE602004010572T2/de not_active Expired - Lifetime
- 2004-05-27 EP EP20040012630 patent/EP1491314B1/en not_active Expired - Lifetime
- 2004-05-27 PT PT04012630T patent/PT1491314E/pt unknown
- 2004-06-15 TW TW93117116A patent/TWI306112B/zh not_active IP Right Cessation
- 2004-06-21 CN CNB2004100597150A patent/CN100443534C/zh not_active Expired - Fee Related
- 2004-06-23 US US10/873,141 patent/US7232613B2/en not_active Expired - Fee Related
- 2004-06-24 KR KR1020040047460A patent/KR100750423B1/ko not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005232303A (ja) * | 2004-02-19 | 2005-09-02 | Lonseal Corp | カレンダー成形用エチレン・酢酸ビニル共重合体樹脂組成物 |
| JP2014519422A (ja) * | 2011-04-26 | 2014-08-14 | ザ プロクター アンド ギャンブル カンパニー | ウェブを変形させるための方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100750423B1 (ko) | 2007-08-21 |
| TWI306112B (en) | 2009-02-11 |
| PT1491314E (pt) | 2008-02-04 |
| CN100443534C (zh) | 2008-12-17 |
| DE602004010572T2 (de) | 2008-04-17 |
| DE602004010572D1 (de) | 2008-01-24 |
| ATE380640T1 (de) | 2007-12-15 |
| US20050006818A1 (en) | 2005-01-13 |
| EP1491314A1 (en) | 2004-12-29 |
| CN1576306A (zh) | 2005-02-09 |
| TW200504171A (en) | 2005-02-01 |
| JP4145734B2 (ja) | 2008-09-03 |
| KR20050001405A (ko) | 2005-01-06 |
| EP1491314B1 (en) | 2007-12-12 |
| US7232613B2 (en) | 2007-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6586090B2 (en) | Adhesive tape and substrate for adhesive tape | |
| JP4145734B2 (ja) | 粘着テープ又はシート用基材及び該基材を使用した粘着テープ又はシート並びに前記基材の製造方法 | |
| JP3087938B2 (ja) | 積層フィルム | |
| JP5389315B2 (ja) | 粘着テープ及び粘着剤組成物 | |
| JP5290853B2 (ja) | ダイシング用粘着シート | |
| CN101289558B (zh) | 阻燃聚烯烃树脂组合物和由其构成的胶带基材及胶带 | |
| JPH11323273A (ja) | 粘着シート | |
| US20200071573A1 (en) | Adhesive sheet, protective material and wiring harness | |
| JP6743055B2 (ja) | 接着性樹脂組成物、積層体および積層体の製造方法 | |
| JP2009275209A (ja) | 粘着剤、粘着シート及びその製造方法 | |
| US20070190279A1 (en) | Wrapping foil made of polypropylene copolymer and a polymer that is incompatible with polypropylene | |
| JP4722427B2 (ja) | 粘着テープ | |
| EP1377646B1 (en) | Decorative adhesive films | |
| JP7744748B2 (ja) | 熱可塑性樹脂フィルム、粘着フィルム、化粧フィルム、化粧用粘着フィルム | |
| JP3955398B2 (ja) | 積層体およびその製造方法 | |
| JP4493288B2 (ja) | 粘着テープ又はシート | |
| JP2004217777A (ja) | 粘着テープ又はシート | |
| JP2006008745A (ja) | 手切れ性を改良した粘着テープ | |
| JP2023022745A (ja) | 押出ラミネートフィルム | |
| JP2005082780A (ja) | 粘着テープ用支持体及び粘着テープ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080401 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080617 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4145734 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110627 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140627 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |