JP2005199562A - テープ部材或いはシート部材並びにテープ部材或いはシート部材の製造方法 - Google Patents
テープ部材或いはシート部材並びにテープ部材或いはシート部材の製造方法 Download PDFInfo
- Publication number
- JP2005199562A JP2005199562A JP2004008270A JP2004008270A JP2005199562A JP 2005199562 A JP2005199562 A JP 2005199562A JP 2004008270 A JP2004008270 A JP 2004008270A JP 2004008270 A JP2004008270 A JP 2004008270A JP 2005199562 A JP2005199562 A JP 2005199562A
- Authority
- JP
- Japan
- Prior art keywords
- mixed
- particles
- mica
- paper
- sheet member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/32—Windings characterised by the shape, form or construction of the insulation
- H02K3/34—Windings characterised by the shape, form or construction of the insulation between conductors or between conductor and core, e.g. slot insulation
- H02K3/345—Windings characterised by the shape, form or construction of the insulation between conductors or between conductor and core, e.g. slot insulation between conductor and core, e.g. slot insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/02—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of inorganic substances
- H01B3/04—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of inorganic substances mica
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/30—Windings characterised by the insulating material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/251—Mica
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/256—Heavy metal or aluminum or compound thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/256—Heavy metal or aluminum or compound thereof
- Y10T428/257—Iron oxide or aluminum oxide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/258—Alkali metal or alkaline earth metal or compound thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/259—Silicic material
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Insulating Bodies (AREA)
- Paper (AREA)
- Laminated Bodies (AREA)
- Inorganic Insulating Materials (AREA)
Abstract
【解決手段】マイカを含む層と裏打ち材からなるマイカテープ部材或いはマイカシート部材において、前記マイカを含む層が鱗片状粒子と0.5W/mK以上の熱伝導率を持ち、かつ1μm以下の粒子と結着剤からなるテープ部材或いはシート部材である。
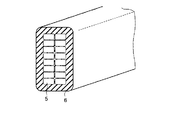
【選択図】 図1
Description
図1は、本発明のマイカテープ部材或いはマイカシート部材の断面図を示している。このマイカテープ部材或いはマイカシート部材は、マイカを含む層と、裏打ち材からなり、前記マイカを含む層は鱗片状粒子1と、0.5W/mK以上の熱伝導率を持ち、かつ1μm以下の粒子(以下熱伝導粒子と呼ぶ)2と、結着剤3からなる。
本発明の実施例2のテープ部材或いはシート部材は、結着剤として熱可塑性樹脂又は熱硬化性樹脂のいずれかを使用したものである。実施例1では、結着剤として水溶性高分子を使用した場合であるが、従来のマイカテープ部材或いはシート部材の造工程では水溶性高分子を用いないため、コストが上がる原因になる。この点を改善するため、以下のようにしたものである。
実施例1および2に示した手法は、40(nm)のナノアルミナを高分子系の結着剤で保持する手法であり、この手法においても、熱伝導性が向上するが、高分子の熱伝導率は、高いものでも0.5(W/mK)程度であるため限界がある。

実施例3では、無機結着剤中に40(nm)のアルミナを含む手法を示した。しかしながら、この手法では、アルミナ微粒子のコストが高いため、最終製品であるテープ部材或いはシート部材の価格が高くなる可能性がある。そこで、実施例4はアルミナ微粒子を含まない方法である。すなわち、実施例3の手法では、40(nm)のナノアルミナ粒子の水スラリー18を用いたが、ここでは水スラリー18を用いない点のみが異なり、これ以外は全て実施例3と同じ手法である。この結果得られたマイカ板の熱伝導率は、0.32(W/mK)であった。実施例4の結果は、表1中に併記した。比較例と比べて1.3倍程度の熱伝導率が得られた。
前述した実施例3又は実施例4では、結着剤としてゾルゲル法で作製したシリカゲルを用いた手法を記載した。この方法により製造したマイカペーパーは無機の結着剤を用いるため、柔軟性がない。マイカペーパーをガラスクロスと貼り合わせた後にスリットにかけて製造したマイカテープは、電磁機器(例えば、発電機や電動機)のコイルに巻回し、絶縁層を構成するが、柔軟性がないと巻き回時にマイカペーパーに亀裂が入り、電気絶縁性能を低下させる恐れがある。そこで、幅25(mm)、厚み5(mm)の角棒にマイカペーパーを25(mm)幅に裁断したテープ状の試料を巻回し、テープ切れの試験を行った。マイカの張り込み量が120(g/cm2)の場合、テープ切れは発生しなかったが、張り込み量を240(g/cm2)とした試料は、テープ切れを起こした。これは、シリカゲルが無機の結着剤であり、伸びが小さいためであると考えられる。
本実施例は、結着剤としてゾルゲル法により析出又は合成した無機酸化物が高分子鎖と化学的に結合した構造の物質を使用した場合である。前述の実施例3では、無機結着剤に加えて、有機結着材あるいはさらに樹脂を含浸させることによって柔軟性を発揮できた。しかしながら、無機結着剤を合成、乾燥した後に有機結着剤を塗布乾燥する必要があり、この方法では、製造工程が長くなってしまう。そこで、図7に示したゾルゲル法により製造した無機酸化物が高分子鎖と化学的に結合した構造を持つ結着剤を用いることが有効である。テトラエトキシシラン(高純度化学製)30を30(ml)と、ポリジメチルシロキサン(東芝シリコーン製XF3095)31を20(ml)と、イソプロピルアルコール(和光純薬製)32を15(ml)と、テトラヒドロキシフラン(BASF製)33を10(ml)を、200(ml)のビーカーに入れ、常温常圧でスターラーで2時間攪拌混合し(S13)、A液34を得た。2規定の塩酸35を10(ml)と、蒸留水36を30(ml)を、上記A液34中に攪拌しながら滴下して加えた。この液を密閉された丸底フラスコ内にて70(℃)で48時間加温し(S14)、B液37を得た。B液37を実施例3の無機結着剤と同様にしてマイカペーパー38に滴下含浸し(S15)、その後300(℃)で24時間加温し(S16)、有機無機ハイブリッドマイカペーパー39を得た。
実施例7は、図8に示すように結着剤3として連続する空孔4を有するものを使用したものである。マイカテープは、電磁機器(例えば、発電機や電動機)のコイルに巻回し、絶縁層を構成するが、この構成方法として真空加圧含浸法がある。これは、マイカテープをコイル導体に巻き回した後、含浸樹脂中に浸漬し、真空引き後、加圧し、しかる後、乾燥機で硬化させる方法である。このとき、マイカテープ中に含浸樹脂を十分に染み込ませることで、コイルとしての電気絶縁性能を高めることが必要であるが、マイカテープへの含浸樹脂の染み込みやすさが重要な要素になる。
実施例8は、テープ部材或いはシート部材の製造方法として、図9に示すように鱗片状粒子例えばマイカ鱗片40と、0.5(W/mK)以上の熱伝導率を持つ15(wt%)の40(nm)のアルミナ水スラリー18と、結着剤42を媒体例えば蒸留水43中に攪拌混合(分散)させ(S17)、ろ過し(S18)、しかる後25℃で24時間乾燥させて(S19)、アルミナ微粒子混入マイカぺーパー44を得る。その後、以下のような工程を経てアルミナ微粒子混入マイカシート48を得る方法である。すなわち、前述のマイカぺーパー44に、裏打ち材例えばガラスクロス45を、エポキシ樹脂46及び硬化剤47を用いて貼り合せ(S20)、その後130℃で10分間乾燥し(S21)、アルミナ微粒子混入マイカシート48を得る方法である。
実施例9のテープ部材或いはシート部材の製造方法は、図11に示すようにマイカ鱗片40と0.5(W/mK)以上の熱伝導率を持つ15(wt%)の40(nm)のアルミナ水スラリー18を媒体例えば蒸留水43中に攪拌混合(分散)させ(S17)、更に濾過し(S18)、25℃で24時間乾燥させ(S19)、この後結着剤42を含浸させた後再度25℃で24時間乾燥させ(S19a)、これによりアルミナ微粒子混入マイカペーパー44を得る。このようにして得られたマイカペーパー44に、裏打ち材例えばガラスクロス45を、エポキシ樹脂46及び硬化剤47を用いて貼り合せ(S20)、その後130℃で10分間乾燥し(S21)、マイカシート48を得る方法である。
実施例10のテープ部材或いはシート部材の製造方法は、図12に示すように、鱗片状粒子例えばマイカ鱗片40を媒体例えば蒸留水43中に攪拌混合(混合分散)させ(S17)、
この混合液体を濾過し(S18)、その後25℃で24時間乾燥させ(S19)、これにより中間体のペーパーを得る。
実施例11は、図13に示すように、金属アルコキシド例えばテトラエトキシラン16と水例えば蒸留水17と溶剤例えばエタノール19を混合して混合液体を得る。その後、その混合液体に触媒例えば蒸留水21に2規定の塩酸(2Nの塩酸)20を1(ml)を攪拌しながら滴下し10分間攪拌したゾル液22を得た。一方、マイカ鱗片23を水例えば蒸留水24に攪拌混合(分散混合)した水を濾過して常温常圧で12時間放置し(S8)、
中間体のマイカペーパー25を得る。次に、中間体のマイカペーパー25に前述のように得られたゾル液22を滴下含浸し(S9)、これを常温常圧で12時間放置し(S10)、この結果乾燥して無機結着材入りペーパー例えばシリカゲル入りマイカペーパー49を得る。この後、シリカゲル入りマイカペーパー49に、実施例11と同様に、マイカペーパー26に、裏打ち材例えばガラスクロス45を、エポキシ樹脂46及び硬化剤47を用いて貼り合せ(S20)、その後130℃で10分間乾燥し(S21)、マイカシート例えばシリカゲル入りマイカシート50を得る方法である。
実施例12は、図14に示すように、金属アルコキシド例えばテトラエトキシラン16と、水例えば蒸留水17と、0.5W/mK以上の熱伝導率を持ち、かつ1μm以下の粒子を水又は溶剤に混合したスラリ例えばアルミナ水スラリー18と、溶剤例えばエタノール19を混合して混合液体を得る。その後の工程は、前述したな実施例11と同一である。
図15は、前述の実施例1乃至実施例7のいずれかの製造方法により得られたシート部材或いはテープ部材を用いて電磁コイルの導体5を構成した例を説明するための図である。実施例1乃至実施例7のいずれかの製造方法により得られたシート部材或いはテープ部材は、熱伝導性と柔軟性に優れた部材である。さらに、裏打ち材であるガラスクロスに高熱伝導性の窒化ホウ素(たとえば、水島合金鉄製HP−6)を充填することによって高い熱伝導性を持つことができる。
図16は、前述した実施例8の製造方法により作製したシート部材或いはテープ部材を発電機の絶縁物に使用した例を説明するための断面図である。このようにして製造した発電機は、コイルの冷却性能が優れているため、コイルの温度上昇を抑制することができる。実施例13で得た熱放散性に優れたコイルを鉄心に挿入し、電流を流し、コイルの温度上昇を計測した。その結果、本実施例で製造したコイルは、通常のマイカテープを用いたときと比較してコイル温度を10(K)程度に低減することができ、極めて冷却性能が高いことが明らかになった。これは、同じ形格、体格でも電流密度を上昇できることから、銅や鉄の量を軽減することができる。
Claims (12)
- マイカを含む層と裏打ち材からなるマイカテープ部材或いはマイカシート部材において、
前記マイカを含む層が鱗片状粒子と0.5W/mK以上の熱伝導率を持ち、かつ1μm以下の粒子と結着剤からなるテープ部材或いはシート部材。 - 前記結着剤は、ゾルゲル法により析出又は合成した物質である請求項1記載のテープ部材或いはシート部材。
- 前記結着剤は、ゾルゲル法により析出又は合成し、かつ有機系樹脂を含む物質である請求項1記載のテープ部材或いはシート部材。
- 前記結着剤は、ゾルゲル法により析出又は合成した無機酸化物が高分子鎖と化学的に結合した構造の物質である請求項1記載のテープ部材或いはシート部材。
- 前記結着剤は、水溶性高分子である請求項1記載のテープ部材或いはシート部材。
- 前記結着剤は、熱可塑性樹脂又は熱硬化性樹脂である請求項1記載のテープ部材或いはシート部材。
- 前記マイカを含む層が鱗片状粒子とゾルゲル法により析出又は合成した物質である請求項1記載のテープ部材或いはシート部材。
- 鱗片状粒子と、0.5W/mK以上の熱伝導率を持ち、かつ1μm以下の粒子を水又は溶剤に混合したスラリと、結着剤を媒体中に入れて混合液体を得る第1の工程と、
前記第1の工程で得た混合液体を濾過乾燥することにより前記鱗片状粒子に、前記0.5W/mK以上の熱伝導率を持ち、かつ1μm以下の粒子を混入した微粒子混入ペーパーを得る第2の工程と、
前記第2の工程で得られた微粒子混入ペーパーと裏打ち材を貼り合わせる第3の工程と、
からなるテープ部材或いはシート部材の製造方法。 - 鱗片状粒子と、0.5W/mK以上の熱伝導率を持ち、かつ1μm以下の粒子を水又は溶剤に混合したスラリと、水中に入れて混合液体を得る第1の工程と、
前記第1の工程で得た混合液体を濾過乾燥し、この濾過乾燥により得られた中間体のペーパーに結着剤を含浸すると共に乾燥することにより前記鱗片状粒子に、前記0.5W/mK以上の熱伝導率を持ち、かつ1μm以下の粒子を混入した微粒子混入ペーパーを得る第2の工程と、
前記第2の工程で得られた微粒子混入ペーパーと裏打ち材を貼り合わせる第3の工程と、
からなるテープ部材或いはシート部材の製造方法。 - 0.5W/mK以上の熱伝導率を持ち、かつ1μm以下の粒子を水又は溶剤に混合したスラリに、結着剤を入れてスラリ液体を得る第1の工程と、
鱗片状粒子と、水又は溶剤を混合して鱗片状粒子混入スラリを得る第2の工程と、
前記第2の工程で得られた鱗片状粒子混入スラリを濾過乾燥することにより中間体のペーパーを得る第3の工程と、
前記第3の工程で得られた中間体のペーパーに、前記第1の工程で得られたスラリ液体を含浸し、かつ乾燥することにより前記鱗片状粒子に、前記0.5W/mK以上の熱伝導率を持ち、かつ1μm以下の粒子を混入した微粒子混入ペーパーを得る第4の工程と、
前記第4の工程で得られた微粒子混入ペーパーと裏打ち材を貼り合わせる第5の工程と、
からなるテープ部材或いはシート部材の製造方法。 - 金属アルコキシドと水と溶剤を混合して混合液体を得る第1の工程と、
第1の工程で得られた混合液体に触媒を混合してゾル液を得る第2の工程と、
鱗片状粒子と水を混合した液体を、濾過乾燥することにより中間体のペーパーを得る第3の工程と、
前記第3の工程で得たペーパーに前記第2の工程で得たゾル液を含浸乾燥して微粒子混入ペーパーを得る第4の工程と、
前記第4の工程で得られた微粒子混入ペーパーと裏打ち材を貼り合わせる第5の工程と、
からなるテープ部材或いはシート部材の製造方法。 - 金属アルコキシドと、水と、0.5W/mK以上の熱伝導率を持ち、かつ1μm以下の粒子を水又は溶剤に混合したスラリと、溶剤を混合して混合液体を得る第1の工程と、
第1の工程で得られた混合液体に触媒を混合してゾル液を得る第2の工程と、
鱗片状粒子と水を混合した液体を、濾過乾燥することにより中間体のペーパーを得る第3の工程と、
前記第3の工程で得たペーパーに前記第2の工程で得たゾル液を含浸乾燥して微粒子混入ペーパーを得る第4の工程と、
前記第4の工程で得られた微粒子混入ペーパーと裏打ち材を貼り合わせる第5の工程と、
からなるテープ部材或いはシート部材の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004008270A JP4599063B2 (ja) | 2004-01-15 | 2004-01-15 | コイル巻回用絶縁テープ |
| PCT/JP2005/000479 WO2005069312A1 (ja) | 2004-01-15 | 2005-01-17 | テープ部材或いはシート部材並びにテープ部材或いはシート部材の製造方法 |
| EP05703716A EP1727160B1 (en) | 2004-01-15 | 2005-01-17 | Tape member, sheet member and method for producing tape member or sheet member |
| CN2005800023394A CN1910704B (zh) | 2004-01-15 | 2005-01-17 | 带状部件或片状部件以及生产带状部件或片状部件的方法 |
| DE602005023283T DE602005023283D1 (de) | 2004-01-15 | 2005-01-17 | Bandglied, blattglied und verfahren zur herstellun |
| EP10154344A EP2204821A1 (en) | 2004-01-15 | 2005-01-17 | Tape member or sheet member, and method of producing tape member or sheet member |
| US11/486,217 US7425366B2 (en) | 2004-01-15 | 2006-07-14 | Tape member or sheet member, and method of producing tape member or sheet member |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004008270A JP4599063B2 (ja) | 2004-01-15 | 2004-01-15 | コイル巻回用絶縁テープ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005199562A true JP2005199562A (ja) | 2005-07-28 |
| JP4599063B2 JP4599063B2 (ja) | 2010-12-15 |
Family
ID=34792219
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004008270A Expired - Fee Related JP4599063B2 (ja) | 2004-01-15 | 2004-01-15 | コイル巻回用絶縁テープ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7425366B2 (ja) |
| EP (2) | EP2204821A1 (ja) |
| JP (1) | JP4599063B2 (ja) |
| CN (1) | CN1910704B (ja) |
| DE (1) | DE602005023283D1 (ja) |
| WO (1) | WO2005069312A1 (ja) |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7547847B2 (en) | 2006-09-19 | 2009-06-16 | Siemens Energy, Inc. | High thermal conductivity dielectric tape |
| US7553438B2 (en) | 2004-06-15 | 2009-06-30 | Siemens Energy, Inc. | Compression of resin impregnated insulating tapes |
| US7592045B2 (en) | 2004-06-15 | 2009-09-22 | Siemens Energy, Inc. | Seeding of HTC fillers to form dendritic structures |
| JP2010000774A (ja) * | 2008-05-19 | 2010-01-07 | Panasonic Electric Works Co Ltd | 積層板、プリプレグ、金属箔張積層板、回路基板及びled搭載用回路基板 |
| US7651963B2 (en) | 2005-04-15 | 2010-01-26 | Siemens Energy, Inc. | Patterning on surface with high thermal conductivity materials |
| US7655295B2 (en) | 2005-06-14 | 2010-02-02 | Siemens Energy, Inc. | Mix of grafted and non-grafted particles in a resin |
| US7776392B2 (en) * | 2005-04-15 | 2010-08-17 | Siemens Energy, Inc. | Composite insulation tape with loaded HTC materials |
| US7781063B2 (en) | 2003-07-11 | 2010-08-24 | Siemens Energy, Inc. | High thermal conductivity materials with grafted surface functional groups |
| US7781057B2 (en) | 2005-06-14 | 2010-08-24 | Siemens Energy, Inc. | Seeding resins for enhancing the crystallinity of polymeric substructures |
| JP2010254807A (ja) * | 2009-04-24 | 2010-11-11 | Panasonic Electric Works Co Ltd | 熱硬化性樹脂組成物、プリプレグ、コンポジット積層板、金属箔張積層板、回路基板及びled搭載用回路基板 |
| US7837817B2 (en) | 2004-06-15 | 2010-11-23 | Siemens Energy, Inc. | Fabrics with high thermal conductivity coatings |
| US7846853B2 (en) | 2005-04-15 | 2010-12-07 | Siemens Energy, Inc. | Multi-layered platelet structure |
| US7851059B2 (en) | 2005-06-14 | 2010-12-14 | Siemens Energy, Inc. | Nano and meso shell-core control of physical properties and performance of electrically insulating composites |
| US7955661B2 (en) | 2005-06-14 | 2011-06-07 | Siemens Energy, Inc. | Treatment of micropores in mica materials |
| US8216672B2 (en) | 2004-06-15 | 2012-07-10 | Siemens Energy, Inc. | Structured resin systems with high thermal conductivity fillers |
| US8313832B2 (en) | 2004-06-15 | 2012-11-20 | Siemens Energy, Inc. | Insulation paper with high thermal conductivity materials |
| US8357433B2 (en) | 2005-06-14 | 2013-01-22 | Siemens Energy, Inc. | Polymer brushes |
| US8685534B2 (en) | 2004-06-15 | 2014-04-01 | Siemens Energy, Inc. | High thermal conductivity materials aligned within resins |
| JP2014523608A (ja) * | 2011-06-08 | 2014-09-11 | シーメンス エナジー インコーポレイテッド | 内部に空孔を有する絶縁材 |
| JP2015501340A (ja) * | 2011-10-14 | 2015-01-15 | メルク パテント ゲゼルシャフト ミット ベシュレンクテル ハフツングMerck Patent Gesellschaft mit beschraenkter Haftung | 熱伝導性自己支持シート |
| WO2015053374A1 (ja) | 2013-10-09 | 2015-04-16 | 日立化成株式会社 | プリプレグマイカテープ及びそれを用いたコイル |
| WO2016104141A1 (ja) * | 2014-12-22 | 2016-06-30 | 三菱電機株式会社 | 絶縁テープ及びその製造方法、並びに固定子コイル及びその製造方法、並びに発電機 |
| JP2017519327A (ja) * | 2014-04-08 | 2017-07-13 | ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツングGeneral Electric Technology GmbH | 電気機械用の絶縁導体バー |
| US20180054104A1 (en) * | 2015-03-05 | 2018-02-22 | Meidensha Corporation | Rotating electrical machine coil |
| US10199136B2 (en) | 2014-01-29 | 2019-02-05 | Mitsubishi Electric Corporation | Insulating tape and production method thereof, stator coil and production method thereof, and rotating electric machine |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7033670B2 (en) | 2003-07-11 | 2006-04-25 | Siemens Power Generation, Inc. | LCT-epoxy polymers with HTC-oligomers and method for making the same |
| US20080050580A1 (en) * | 2004-06-15 | 2008-02-28 | Stevens Gary C | High Thermal Conductivity Mica Paper Tape |
| US20070026221A1 (en) * | 2005-06-14 | 2007-02-01 | Siemens Power Generation, Inc. | Morphological forms of fillers for electrical insulation |
| US20090174279A1 (en) * | 2008-01-08 | 2009-07-09 | General Electric Company | Stator Bar Components with High Thermal Conductivity Resins, Varnishes, and Putties |
| US7655868B2 (en) * | 2008-01-08 | 2010-02-02 | General Electric Company | Stator bar components with high thermal conductivity |
| SG172208A1 (en) * | 2008-09-23 | 2011-07-28 | Aerovironment Inc | Motor air flow cooling |
| US8563125B2 (en) * | 2010-07-21 | 2013-10-22 | E I Du Pont De Nemours And Company | Phyllosilicate composites containing MICA |
| US8449972B2 (en) * | 2010-07-21 | 2013-05-28 | E I Du Pont De Nemours And Company | Phyllosilicate composites containing mica |
| US20120017990A1 (en) * | 2010-07-21 | 2012-01-26 | E. I. Du Pont De Nemours And Company | Phyllosilicate composites containing mica |
| DE202010014889U1 (de) * | 2010-10-29 | 2011-02-10 | Abb Ag | Isolationsmaterialvorprodukt und Isolationsmaterial |
| JP5611485B1 (ja) * | 2013-01-10 | 2014-10-22 | 三菱電機株式会社 | 絶縁テープ及びその製造方法、並びに固定子コイル |
| DE102013201053A1 (de) * | 2013-01-23 | 2014-07-24 | Siemens Aktiengesellschaft | Isolationsanordnung für eine Hochspannungsmaschine |
| CN103400665B (zh) * | 2013-08-05 | 2016-09-28 | 桂林理工大学 | 一种纳米增强高导热多胶粉云母带及其应用 |
| CN103757977B (zh) * | 2014-01-02 | 2016-06-08 | 雅安兴美云母工业有限责任公司 | 一种无机粉体云母纸及其制备方法和用途 |
| US9059616B1 (en) * | 2014-08-20 | 2015-06-16 | Dantam K. Rao | Insulation system for a stator bar with low partial discharge |
| JP6754746B2 (ja) * | 2017-10-31 | 2020-09-16 | ニチアス株式会社 | シール材 |
| WO2019115428A1 (en) | 2017-12-12 | 2019-06-20 | Merck Patent Gmbh | Process for the production of a thermally conductive tape |
| WO2019115427A1 (en) | 2017-12-12 | 2019-06-20 | Merck Patent Gmbh | Process for the production of a thermally conductive tape |
| CN110258171B (zh) * | 2019-07-01 | 2020-10-09 | 湖北平安电工材料有限公司 | 一种高导热云母纸的制备方法 |
| CN112553947A (zh) * | 2020-12-02 | 2021-03-26 | 通城县云水云母科技有限公司 | 一种高导热高强度云母纸及其生产方法 |
| CN117209205A (zh) * | 2023-09-14 | 2023-12-12 | 北京倚天凌云科技股份有限公司 | 一种浇灌云母板的制备方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5991603A (ja) * | 1982-11-16 | 1984-05-26 | 株式会社明電舎 | 熱伝導性電気絶縁材料及びその製造方法 |
| JPS61142614A (ja) * | 1985-11-28 | 1986-06-30 | 株式会社東芝 | プリプレグマイカテープ |
| JPS63144163A (ja) * | 1986-12-05 | 1988-06-16 | 吉沢 正男 | 集成マイカシートの製造法 |
| JPH0455483A (ja) * | 1990-06-26 | 1992-02-24 | Toru Yamamoto | 耐熱性および絶縁性ワニス組成物およびそれを用いた被膜の形成方法 |
| JPH06217484A (ja) * | 1993-01-19 | 1994-08-05 | Toshiba Corp | 絶縁コイル |
| JPH0733983A (ja) * | 1993-07-16 | 1995-02-03 | Shin Etsu Chem Co Ltd | 絶縁放熱シート |
| JPH1166964A (ja) * | 1997-08-19 | 1999-03-09 | Oji Paper Co Ltd | 耐火性絶縁テープ |
| JP2000294061A (ja) * | 1999-04-05 | 2000-10-20 | Hitachi Ltd | 絶縁材及び電機巻線 |
| JP2002330562A (ja) * | 2001-04-27 | 2002-11-15 | Toshiba Corp | 回転電機のコイル及びこのコイルの絶縁に用いられるマイカーテープ |
| JP2003530661A (ja) * | 2000-02-24 | 2003-10-14 | シーメンス ウエスチングハウス パワー コーポレイション | 絶縁耐力強化マイカテープ |
| JP2003321658A (ja) * | 2002-04-30 | 2003-11-14 | Dainippon Ink & Chem Inc | 難燃性熱伝導電気絶縁粘着シート |
| WO2004006271A1 (ja) * | 2002-07-04 | 2004-01-15 | Kabushiki Kaisha Toshiba | 高熱伝導性絶縁部材及びその製造方法、電磁コイルおよび電磁機器 |
| JP2004115719A (ja) * | 2002-09-27 | 2004-04-15 | Sk Kaken Co Ltd | 熱可逆性発消色粉粒体 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2142571B1 (de) * | 1971-08-20 | 1972-06-08 | Siemens Ag | Isolierband zur herstellung einer mit einer heisshaertenden epoxidharz-saeureanhydridhaertermischung impraegnierten isolierhuelse fuer elektrische leiter |
| JPS5553802A (en) | 1978-10-17 | 1980-04-19 | Japan Mica Ind | Resin impregnated lumped mica basic material sheet and method of manufacturing same |
| JPS6130041A (ja) * | 1984-07-20 | 1986-02-12 | Nec Corp | 半導体装置組立装置 |
| JPS6130041U (ja) * | 1984-07-27 | 1986-02-22 | 株式会社岡部マイカ工業所 | 放熱絶縁シ−ト |
| US5441682A (en) * | 1984-11-02 | 1995-08-15 | The Boeing Company | Method of forming a ceramic composite |
| SE455246B (sv) * | 1986-10-22 | 1988-06-27 | Asea Ab | Herva for anordnande i spar i en stator eller rotor i en elektrisk maskin och sett att tillverka en sadan herva |
| JPH0337907A (ja) * | 1989-07-03 | 1991-02-19 | Nippon Rika Kogyosho:Kk | 集成マイカ絶縁薄膜 |
| JP3024689B2 (ja) * | 1991-09-25 | 2000-03-21 | 日本板硝子株式会社 | フレーク状無機物質混抄紙 |
| US6359232B1 (en) * | 1996-12-19 | 2002-03-19 | General Electric Company | Electrical insulating material and stator bar formed therewith |
| JPH11323162A (ja) | 1998-03-19 | 1999-11-26 | Hitachi Ltd | 絶縁組成物 |
| EP1101241A1 (en) * | 1998-07-27 | 2001-05-23 | Motorola, Inc. | Field emission display having adhesively attached spacers and attachment process |
| JP2000058314A (ja) | 1998-08-03 | 2000-02-25 | Hitachi Ltd | 高熱伝導コイル、絶縁シート及びその製造方法 |
| DE69941734D1 (de) * | 1999-08-27 | 2010-01-07 | Hitachi Ltd | Isoliermaterial, elektrische wicklung und herstellungsmethode |
| JP3879054B2 (ja) | 2000-09-13 | 2007-02-07 | 株式会社日本マイカ製作所 | マイカ基材シート状体及び絶縁コイル |
-
2004
- 2004-01-15 JP JP2004008270A patent/JP4599063B2/ja not_active Expired - Fee Related
-
2005
- 2005-01-17 EP EP10154344A patent/EP2204821A1/en not_active Withdrawn
- 2005-01-17 DE DE602005023283T patent/DE602005023283D1/de not_active Expired - Lifetime
- 2005-01-17 EP EP05703716A patent/EP1727160B1/en not_active Expired - Lifetime
- 2005-01-17 WO PCT/JP2005/000479 patent/WO2005069312A1/ja not_active Ceased
- 2005-01-17 CN CN2005800023394A patent/CN1910704B/zh not_active Expired - Fee Related
-
2006
- 2006-07-14 US US11/486,217 patent/US7425366B2/en not_active Expired - Fee Related
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5991603A (ja) * | 1982-11-16 | 1984-05-26 | 株式会社明電舎 | 熱伝導性電気絶縁材料及びその製造方法 |
| JPS61142614A (ja) * | 1985-11-28 | 1986-06-30 | 株式会社東芝 | プリプレグマイカテープ |
| JPS63144163A (ja) * | 1986-12-05 | 1988-06-16 | 吉沢 正男 | 集成マイカシートの製造法 |
| JPH0455483A (ja) * | 1990-06-26 | 1992-02-24 | Toru Yamamoto | 耐熱性および絶縁性ワニス組成物およびそれを用いた被膜の形成方法 |
| JPH06217484A (ja) * | 1993-01-19 | 1994-08-05 | Toshiba Corp | 絶縁コイル |
| JPH0733983A (ja) * | 1993-07-16 | 1995-02-03 | Shin Etsu Chem Co Ltd | 絶縁放熱シート |
| JPH1166964A (ja) * | 1997-08-19 | 1999-03-09 | Oji Paper Co Ltd | 耐火性絶縁テープ |
| JP2000294061A (ja) * | 1999-04-05 | 2000-10-20 | Hitachi Ltd | 絶縁材及び電機巻線 |
| JP2003530661A (ja) * | 2000-02-24 | 2003-10-14 | シーメンス ウエスチングハウス パワー コーポレイション | 絶縁耐力強化マイカテープ |
| JP2002330562A (ja) * | 2001-04-27 | 2002-11-15 | Toshiba Corp | 回転電機のコイル及びこのコイルの絶縁に用いられるマイカーテープ |
| JP2003321658A (ja) * | 2002-04-30 | 2003-11-14 | Dainippon Ink & Chem Inc | 難燃性熱伝導電気絶縁粘着シート |
| WO2004006271A1 (ja) * | 2002-07-04 | 2004-01-15 | Kabushiki Kaisha Toshiba | 高熱伝導性絶縁部材及びその製造方法、電磁コイルおよび電磁機器 |
| JP2004115719A (ja) * | 2002-09-27 | 2004-04-15 | Sk Kaken Co Ltd | 熱可逆性発消色粉粒体 |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7781063B2 (en) | 2003-07-11 | 2010-08-24 | Siemens Energy, Inc. | High thermal conductivity materials with grafted surface functional groups |
| US8216672B2 (en) | 2004-06-15 | 2012-07-10 | Siemens Energy, Inc. | Structured resin systems with high thermal conductivity fillers |
| US7553438B2 (en) | 2004-06-15 | 2009-06-30 | Siemens Energy, Inc. | Compression of resin impregnated insulating tapes |
| US8685534B2 (en) | 2004-06-15 | 2014-04-01 | Siemens Energy, Inc. | High thermal conductivity materials aligned within resins |
| US8313832B2 (en) | 2004-06-15 | 2012-11-20 | Siemens Energy, Inc. | Insulation paper with high thermal conductivity materials |
| US7592045B2 (en) | 2004-06-15 | 2009-09-22 | Siemens Energy, Inc. | Seeding of HTC fillers to form dendritic structures |
| US7837817B2 (en) | 2004-06-15 | 2010-11-23 | Siemens Energy, Inc. | Fabrics with high thermal conductivity coatings |
| US7776392B2 (en) * | 2005-04-15 | 2010-08-17 | Siemens Energy, Inc. | Composite insulation tape with loaded HTC materials |
| US7846853B2 (en) | 2005-04-15 | 2010-12-07 | Siemens Energy, Inc. | Multi-layered platelet structure |
| US8277613B2 (en) | 2005-04-15 | 2012-10-02 | Siemens Energy, Inc. | Patterning on surface with high thermal conductivity materials |
| US7651963B2 (en) | 2005-04-15 | 2010-01-26 | Siemens Energy, Inc. | Patterning on surface with high thermal conductivity materials |
| US7781057B2 (en) | 2005-06-14 | 2010-08-24 | Siemens Energy, Inc. | Seeding resins for enhancing the crystallinity of polymeric substructures |
| US7955661B2 (en) | 2005-06-14 | 2011-06-07 | Siemens Energy, Inc. | Treatment of micropores in mica materials |
| US7851059B2 (en) | 2005-06-14 | 2010-12-14 | Siemens Energy, Inc. | Nano and meso shell-core control of physical properties and performance of electrically insulating composites |
| US7655295B2 (en) | 2005-06-14 | 2010-02-02 | Siemens Energy, Inc. | Mix of grafted and non-grafted particles in a resin |
| US8357433B2 (en) | 2005-06-14 | 2013-01-22 | Siemens Energy, Inc. | Polymer brushes |
| US8383007B2 (en) | 2005-06-14 | 2013-02-26 | Siemens Energy, Inc. | Seeding resins for enhancing the crystallinity of polymeric substructures |
| US7547847B2 (en) | 2006-09-19 | 2009-06-16 | Siemens Energy, Inc. | High thermal conductivity dielectric tape |
| JP2010000774A (ja) * | 2008-05-19 | 2010-01-07 | Panasonic Electric Works Co Ltd | 積層板、プリプレグ、金属箔張積層板、回路基板及びled搭載用回路基板 |
| JP2010254807A (ja) * | 2009-04-24 | 2010-11-11 | Panasonic Electric Works Co Ltd | 熱硬化性樹脂組成物、プリプレグ、コンポジット積層板、金属箔張積層板、回路基板及びled搭載用回路基板 |
| JP2014523608A (ja) * | 2011-06-08 | 2014-09-11 | シーメンス エナジー インコーポレイテッド | 内部に空孔を有する絶縁材 |
| JP2015501340A (ja) * | 2011-10-14 | 2015-01-15 | メルク パテント ゲゼルシャフト ミット ベシュレンクテル ハフツングMerck Patent Gesellschaft mit beschraenkter Haftung | 熱伝導性自己支持シート |
| WO2015053374A1 (ja) | 2013-10-09 | 2015-04-16 | 日立化成株式会社 | プリプレグマイカテープ及びそれを用いたコイル |
| US10373727B2 (en) | 2013-10-09 | 2019-08-06 | Hitachi Chemical Company, Ltd | Prepreg mica tape and coil using same |
| US10199136B2 (en) | 2014-01-29 | 2019-02-05 | Mitsubishi Electric Corporation | Insulating tape and production method thereof, stator coil and production method thereof, and rotating electric machine |
| JP2017519327A (ja) * | 2014-04-08 | 2017-07-13 | ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツングGeneral Electric Technology GmbH | 電気機械用の絶縁導体バー |
| WO2016104141A1 (ja) * | 2014-12-22 | 2016-06-30 | 三菱電機株式会社 | 絶縁テープ及びその製造方法、並びに固定子コイル及びその製造方法、並びに発電機 |
| US20180054104A1 (en) * | 2015-03-05 | 2018-02-22 | Meidensha Corporation | Rotating electrical machine coil |
| US10250095B2 (en) * | 2015-03-05 | 2019-04-02 | Meidensha Corporation | Rotating electrical machine coil |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1727160A1 (en) | 2006-11-29 |
| DE602005023283D1 (de) | 2010-10-14 |
| WO2005069312A1 (ja) | 2005-07-28 |
| EP1727160B1 (en) | 2010-09-01 |
| CN1910704B (zh) | 2010-07-21 |
| EP2204821A1 (en) | 2010-07-07 |
| CN1910704A (zh) | 2007-02-07 |
| JP4599063B2 (ja) | 2010-12-15 |
| US7425366B2 (en) | 2008-09-16 |
| EP1727160A4 (en) | 2007-04-18 |
| US20060258791A1 (en) | 2006-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4599063B2 (ja) | コイル巻回用絶縁テープ | |
| JP6304419B2 (ja) | 樹脂組成物、並びにそれを用いた樹脂シート、プリプレグ、積層板、金属基板、プリント配線板及びパワー半導体装置 | |
| JP5928477B2 (ja) | 樹脂組成物、並びにそれを用いた樹脂シート、プリプレグ、積層板、金属基板及びプリント配線板 | |
| JP6058169B2 (ja) | 絶縁テープ及びその製造方法、固定子コイル及びその製造方法、並びに回転電機 | |
| JP5185582B2 (ja) | 熱伝導性シート | |
| JP2017510993A (ja) | 電磁波遮蔽シート、及びその製造方法 | |
| EP2945169B1 (en) | Insulation tape, method for producing same and stator coil | |
| WO2004006271A1 (ja) | 高熱伝導性絶縁部材及びその製造方法、電磁コイルおよび電磁機器 | |
| JP2010120980A (ja) | 熱伝導性シート及び熱伝導性シートの製造方法 | |
| WO2016190323A1 (ja) | 樹脂組成物、樹脂シート、プリプレグ、絶縁物、樹脂シート硬化物及び放熱部材 | |
| KR102117549B1 (ko) | 절연 피복 탄소섬유, 절연 피복 탄소섬유의 제조 방법, 탄소섬유 함유 조성물 및 열전도성 시트 | |
| JP2010158113A (ja) | 電気絶縁部材、回転電機用固定子コイルおよび回転電機 | |
| JP2017149910A (ja) | 熱伝導性接着剤組成物、熱伝導性接着剤シートおよび積層体の製造方法 | |
| JP6183685B2 (ja) | 熱伝導性耐熱絶縁材充填コイル、その製造方法、モータ、及びトランス | |
| JP2012244861A (ja) | 絶縁コイル | |
| KR102262025B1 (ko) | 표면 개질된 질화붕소, 상기 입자가 분산된 조성물, 및 상기 조성물로 코팅된 와이어 | |
| JP4919976B2 (ja) | 複合材料,充填材、及び高熱伝導部材 | |
| JP6132041B2 (ja) | 樹脂組成物、並びにそれを用いた樹脂シート、プリプレグ、積層板、金属基板及びプリント配線板 | |
| CN103122200B (zh) | 一种具备散热功能的环氧自粘漆及其制备方法 | |
| JP2010166809A (ja) | 回転電機 | |
| WO2008000104A1 (en) | Nano-composite dielectrics | |
| CN114426794A (zh) | 高导热真空压力浸渍环氧树脂及制备方法 | |
| CN121628151A (zh) | 具有自粘结性的金刚石导热复合材料制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080603 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081125 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090630 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090831 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20091215 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100315 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20100405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100615 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100624 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100831 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100927 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4599063 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131001 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |