JP2005299897A - 枝付管およびその製造方法 - Google Patents
枝付管およびその製造方法 Download PDFInfo
- Publication number
- JP2005299897A JP2005299897A JP2004121020A JP2004121020A JP2005299897A JP 2005299897 A JP2005299897 A JP 2005299897A JP 2004121020 A JP2004121020 A JP 2004121020A JP 2004121020 A JP2004121020 A JP 2004121020A JP 2005299897 A JP2005299897 A JP 2005299897A
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- branch pipe
- diameter
- branch
- main
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 11
- 238000010438 heat treatment Methods 0.000 claims description 3
- 238000007493 shaping process Methods 0.000 abstract description 11
- 239000002184 metal Substances 0.000 abstract description 6
- 238000000034 method Methods 0.000 description 8
- 238000000071 blow moulding Methods 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 101150096674 C20L gene Proteins 0.000 description 1
- 102220543923 Protocadherin-10_F16L_mutation Human genes 0.000 description 1
- 101100445889 Vaccinia virus (strain Copenhagen) F16L gene Proteins 0.000 description 1
- 101100445891 Vaccinia virus (strain Western Reserve) VACWR055 gene Proteins 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images





Landscapes
- Branch Pipes, Bends, And The Like (AREA)
Abstract
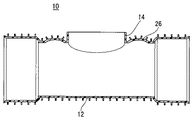
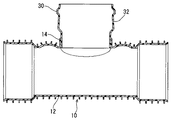
【効果】 枝付管10を用い、支管14の外側から支管14内へ拡径用金型18を挿入して拡径するため、簡単かつ低コストで本管12と同径の支管14を備える枝付管10を製造できる。
【選択図】 図4
Description
12…本管
14…支管
18…拡径用金型
28…たるみ整形用治具
32…支管接続部
Claims (2)
- (a)本管の径が支管の径より大きな枝付管を原管として準備し、
(b)前記支管を加熱拡径し、
(c)前記支管の基部の前記本管の変形部を前記本管の内側から外側へ押し出し、そして
(d)前記支管に支管接続部を取り付ける、枝付管の製造方法。 - 支管に支管接続部を取り付けた枝付管において、
本管の径が支管の径より大きい枝付管を原管として用いて前記支管を加熱拡径し、前記支管を加熱拡径する際にその支管部に生じる変形部を前記本管の内側から押し出したことを特徴とする、枝付管。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121020A JP4471719B2 (ja) | 2004-04-16 | 2004-04-16 | 枝付管およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121020A JP4471719B2 (ja) | 2004-04-16 | 2004-04-16 | 枝付管およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005299897A true JP2005299897A (ja) | 2005-10-27 |
| JP4471719B2 JP4471719B2 (ja) | 2010-06-02 |
Family
ID=35331660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004121020A Expired - Lifetime JP4471719B2 (ja) | 2004-04-16 | 2004-04-16 | 枝付管およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4471719B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101793337A (zh) * | 2010-03-10 | 2010-08-04 | 华瀚科技有限公司 | 一种塑钢缠绕管三通及其制造方法 |
-
2004
- 2004-04-16 JP JP2004121020A patent/JP4471719B2/ja not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101793337A (zh) * | 2010-03-10 | 2010-08-04 | 华瀚科技有限公司 | 一种塑钢缠绕管三通及其制造方法 |
| CN101793337B (zh) * | 2010-03-10 | 2012-10-17 | 华瀚科技有限公司 | 一种塑钢缠绕管三通及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4471719B2 (ja) | 2010-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0883476A1 (en) | Process for fabricating cross-linked polyethylene tubing ends | |
| JP2006527092A5 (ja) | ||
| JP2669487B2 (ja) | 金属製の緊締接続装置 | |
| US10677382B2 (en) | Pipe joint device and method for manufacturing the same | |
| KR101506797B1 (ko) | 관 플랜징 방법 | |
| CN110906065A (zh) | 一种外多边形增强波纹管及其成型工艺 | |
| US5597185A (en) | One piece tubular elbow and process of manufacture | |
| AU680126B2 (en) | A method for manufacturing a thermoplastic pipe | |
| JP2005299897A (ja) | 枝付管およびその製造方法 | |
| CN1270119C (zh) | 承插式连接钢管及其制造方法 | |
| KR101985678B1 (ko) | 자동차 소음기용 체결소켓의 제조방법 | |
| KR20200083405A (ko) | 파이프 조인트 장치 및 그 제조 방법 | |
| JP3018147B2 (ja) | 大口径管継手 | |
| CN213900285U (zh) | 管道用转换连接管件 | |
| US5601776A (en) | Method and a mould for forming an expansion, such as a socket, in a pipe, and a plastic pipe | |
| JP4278616B2 (ja) | サイレンサー用または触媒用のカバーの製造方法 | |
| JPH07217776A (ja) | リブ付き蛇腹管ならびにその製造方法 | |
| CN215333814U (zh) | 一种管材扩口的承插装置及内衬管组件 | |
| CN112377709B (zh) | 管道用转换连接管件 | |
| JPH11248065A (ja) | フランジ付パイプの製造方法 | |
| JP2005001232A (ja) | 分岐管継手及びその製造方法 | |
| JPH08142188A (ja) | 管継手成形用金型 | |
| EP2886922A1 (en) | Pipe joint incorporating an insert | |
| CN108321328B (zh) | 一种电池支架制造方法 | |
| JP2004322324A (ja) | 枝管付きリブパイプの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20050825 |
|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20070319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100302 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100302 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130312 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4471719 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140312 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |