JP2006198737A - ビトリファイドボンド砥石 - Google Patents
ビトリファイドボンド砥石 Download PDFInfo
- Publication number
- JP2006198737A JP2006198737A JP2005013987A JP2005013987A JP2006198737A JP 2006198737 A JP2006198737 A JP 2006198737A JP 2005013987 A JP2005013987 A JP 2005013987A JP 2005013987 A JP2005013987 A JP 2005013987A JP 2006198737 A JP2006198737 A JP 2006198737A
- Authority
- JP
- Japan
- Prior art keywords
- grinding
- vitrified bond
- grindstone
- bond grindstone
- vitrified
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Polishing Bodies And Polishing Tools (AREA)
Abstract
【解決手段】 超砥粒をビトリファイドボンドで結合するとともに無数の気孔を備え、該気孔の気孔率が75〜95容量%であるビトリファイドボンド砥石であって、少なくとも研削作用面を除いた他の面に防水被膜が被覆されている。
【選択図】 図4
Description
少なくとも研削作用面を除いた他の面に防水被膜が被覆されている、
ことを特徴とするビトリファイドボンド砥石が提供される。
図示の実施形態における研削装置は、略直方体状の装置ハウジング2を具備している。装置ハウジング2の図1において右上端には、静止支持板21が立設されている。この静止支持板21の内側面には、上下方向に延びる2対の案内レール22、22および23、23が設けられている。一方の案内レール22、22には荒研削手段としての荒研削ユニット3が上下方向に移動可能に装着されており、他方の案内レール23、23には仕上げ研削手段としての仕上げ研削ユニット4が上下方向に移動可能に装着されている。
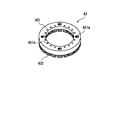
図5に示すビトリファイドボンド砥石432は、リムタイプの砥石で環状に形成されており、上述した図3および図4に示すビトリファイドボンド砥石432と同様に粒径が1μm以下のダイヤモンド砥粒を二酸化珪素を主成分とするビトリファイドボンドで結合して形成されているとともに、砥粒層に独立気孔を備えている。図5に示す実施形態のビトリファイドボンド砥石432は、被固定面432aおよび研削作用面432bを除く他の面である内周面および外周面に防水被膜433が被覆されている。このように構成されたビトリファイドボンド砥石432は、被固定面432a側が上記図4に示すように砥石基台431の下面に装着される。
第1のカセット7に収容された研削加工前の被加工物である半導体ウエーハ15は被加工物搬送手段12の上下動作および進退動作により搬送され、中心合わせ手段9に載置され6本のピン91の中心に向かう径方向運動により中心合わせされる。中心合わせ手段9に載置され中心合わせされた半導体ウエーハ15は、被加工物搬入手段14の旋回動作によって被加工物搬入・搬出域Aに位置付けられたチャックテーブル6の吸着保持チャック62上に載置される。そして、図示しない吸引手段を作動して、半導体ウエーハ15を吸着保持チャック62上に吸引保持する。次に、ターンテーブル5を図示しない回転駆動機構によって矢印5aで示す方向に120度回動せしめて、半導体ウエーハを載置したチャックテーブル6を荒研削加工域Bに位置付ける。
3:荒研削ユニット
33:研削ホイール
332:ビトリファイドボンド砥石
4:仕上げ研削ユニット
43:研削ホイール
432:ビトリファイドボンド砥石
433:防水被膜
5:ターンテーブル
6:チャックテーブル
7:第1のカセット
8:第2のカセット
9:中心合わせ手段
10:目立てボード
101:溝
11:スピンナー洗浄手段
12:被加工物搬送手段
13:被加工物搬入手段
14:被加工物搬出手段
15:半導体ウエーハ
Claims (3)
- 超砥粒をビトリファイドボンドで結合するとともに無数の気孔を備え、該気孔の気孔率が75〜95容量%であるビトリファイドボンド砥石であって、
少なくとも研削作用面を除いた他の面に防水被膜が被覆されている、
ことを特徴とするビトリファイドボンド砥石。 - 該気孔は、独立気孔からなっている、請求項1記載のビトリファイドボンド砥石。
- 該防水被膜は、流動性を有し経時的に固化する流動性樹脂によって形成される、請求項1又は2記載のビトリファイドボンド砥石。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005013987A JP2006198737A (ja) | 2005-01-21 | 2005-01-21 | ビトリファイドボンド砥石 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005013987A JP2006198737A (ja) | 2005-01-21 | 2005-01-21 | ビトリファイドボンド砥石 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006198737A true JP2006198737A (ja) | 2006-08-03 |
Family
ID=36957165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005013987A Pending JP2006198737A (ja) | 2005-01-21 | 2005-01-21 | ビトリファイドボンド砥石 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006198737A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104044086A (zh) * | 2013-03-12 | 2014-09-17 | 株式会社迪思科 | 磨轮 |
| KR20140111949A (ko) | 2013-03-12 | 2014-09-22 | 가부시기가이샤 디스코 | 연삭 휠 |
| JP2021171908A (ja) * | 2020-04-20 | 2021-11-01 | 憲秀 伊藤 | 耐水性薄膜付き金網研削砥石 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5596274A (en) * | 1979-01-16 | 1980-07-22 | Nitto Sangyo Kk | Reinforced part at side surface of vitrified grindstone |
| JPS61197163A (ja) * | 1985-02-22 | 1986-09-01 | Agency Of Ind Science & Technol | ピトリフアイド研摩砥石の製造法 |
| JPH01193174A (ja) * | 1988-01-27 | 1989-08-03 | Toshiba Corp | 研摩砥石 |
| JP2003181764A (ja) * | 2001-12-19 | 2003-07-02 | Noritake Co Ltd | 多孔性ビトリファイド砥石の製造方法及び気孔形成剤 |
-
2005
- 2005-01-21 JP JP2005013987A patent/JP2006198737A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5596274A (en) * | 1979-01-16 | 1980-07-22 | Nitto Sangyo Kk | Reinforced part at side surface of vitrified grindstone |
| JPS61197163A (ja) * | 1985-02-22 | 1986-09-01 | Agency Of Ind Science & Technol | ピトリフアイド研摩砥石の製造法 |
| JPH01193174A (ja) * | 1988-01-27 | 1989-08-03 | Toshiba Corp | 研摩砥石 |
| JP2003181764A (ja) * | 2001-12-19 | 2003-07-02 | Noritake Co Ltd | 多孔性ビトリファイド砥石の製造方法及び気孔形成剤 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104044086A (zh) * | 2013-03-12 | 2014-09-17 | 株式会社迪思科 | 磨轮 |
| JP2014172146A (ja) * | 2013-03-12 | 2014-09-22 | Disco Abrasive Syst Ltd | 研削ホイール |
| KR20140111949A (ko) | 2013-03-12 | 2014-09-22 | 가부시기가이샤 디스코 | 연삭 휠 |
| JP2021171908A (ja) * | 2020-04-20 | 2021-11-01 | 憲秀 伊藤 | 耐水性薄膜付き金網研削砥石 |
| JP7100234B2 (ja) | 2020-04-20 | 2022-07-13 | 憲秀 伊藤 | 耐水性薄膜付き金網研削砥石 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5149020B2 (ja) | ウエーハの研削方法 | |
| JP2006224201A (ja) | 研削ホイール | |
| KR100709457B1 (ko) | 반도체 웨이퍼의 연삭방법 | |
| TW201125031A (en) | Semiconductor substrate planarization apparatus and planarization method | |
| JP6851761B2 (ja) | 板状物の加工方法 | |
| CN111347304B (zh) | 包含树脂的复合基板的磨削方法和磨削装置 | |
| JP4977493B2 (ja) | 研削砥石のドレッシング方法およびドレッシング工具 | |
| JP2013244537A (ja) | 板状物の加工方法 | |
| TWI707027B (zh) | 磨削磨石 | |
| JP4664693B2 (ja) | ウエーハの研削方法 | |
| JP2009113145A (ja) | 研磨装置のチャックテーブル機構 | |
| JP4537778B2 (ja) | ビトリファイドボンド砥石の目立て方法 | |
| JP5172457B2 (ja) | 研削装置及び研削方法 | |
| JP5470081B2 (ja) | 化合物半導体基板の平坦化加工装置および平坦化加工方法 | |
| KR102759518B1 (ko) | 피가공물의 가공 방법 | |
| JP5127270B2 (ja) | ドレッシング方法およびドレッサボード | |
| JP6548928B2 (ja) | 被加工物の研削方法及び研削装置 | |
| JP2006198737A (ja) | ビトリファイドボンド砥石 | |
| JP5399829B2 (ja) | 研磨パッドのドレッシング方法 | |
| JP5231107B2 (ja) | ウエーハの研削方法 | |
| CN114536127A (zh) | 磨削装置 | |
| CN104044086A (zh) | 磨轮 | |
| TWI891931B (zh) | 被加工物之磨削方法及磨削裝置 | |
| JP2003303797A (ja) | 研磨装置 | |
| JP2023036121A (ja) | 被加工物の研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101116 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110405 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110602 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110628 |