JP2021171908A - 耐水性薄膜付き金網研削砥石 - Google Patents
耐水性薄膜付き金網研削砥石 Download PDFInfo
- Publication number
- JP2021171908A JP2021171908A JP2020090077A JP2020090077A JP2021171908A JP 2021171908 A JP2021171908 A JP 2021171908A JP 2020090077 A JP2020090077 A JP 2020090077A JP 2020090077 A JP2020090077 A JP 2020090077A JP 2021171908 A JP2021171908 A JP 2021171908A
- Authority
- JP
- Japan
- Prior art keywords
- wire mesh
- grinding
- thin film
- resistant thin
- water
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Polishing Bodies And Polishing Tools (AREA)
Abstract
Description
即ち、トレパン(芯残し穴明け)加工において、クーラントガイド4に替えて耐水性薄膜を金網研削砥石の主体となる金網筒体の外周面又は内周面又はこの両面に貼ることで、研削液CO又は研削気体CEは金網筒体内又は耐水性薄膜に沿って誘導され、金網筒体3の先端面とこの周辺部に固着させた砥粒に、加工開始から終了迄の終始にわたり多量に100%効率良く送り込むことが出来る耐水性薄膜付き金網円筒研削砥石を提供することを目的とする。
この時に、研削液COや研削気体CEや研削屑や耐水性薄膜10の粉末等を、図5に示すように、網目の空間孔h3を通過して外部へ効率良く排出する。
この時に、研削液COや研削気体CEや研削屑や耐水性薄膜10の粉末等を、図5に示すように、網目の空間孔h3を通過して外部へ効率良く排出する。
01)テープは、防水・防油性・耐熱性を有しクーラント(研削液COや研削気体CE )を漏らさない。
02)テープは、ワーク加工の研削摩擦で粉末化しクーラント(研削液COや研削気体 CE)に溶ける。
03)テープは、超砥粒の刃先をワークとの摩擦で露出させ切れ味を損なわない。
04)テープは、トリノス(金網筒体3)の内径面に固着するが、外径、全面もある。
05)テープの固着は、圧着・接着・焼結・塗布などがある。
06)テープは、巻き取り式又は折り畳み式等で金網筒体に巻き付ける。
07)テープは、糸状のテープ糸にして金属線と編み込む方式がある。
等々の実施態様例が採用されている。しかしながら、この実施態様に限定されないこと、勿論である。
3 金網円筒体
3´ 凹凸紙
3a 上端側(基端部)
3b 先端環状部
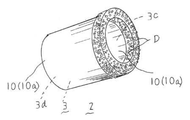
3c 内周面
3d 外周面
3e 線材
3f 中空線材
10 耐水性薄膜
10a フイルム又はテープ
20 鉛筆
21 芯
A1 黒鉛片
CO 研削液
CE 研削気体
E,F 矢線
D 砥粒
H 工具ホルダ
h0 取付穴
h 中心孔
h3 空間孔
P 加工点
W ワーク
Claims (9)
- 金網材を円筒形に形成した金網筒体の内周面又は外周面もしくは内外両面を耐水性薄膜のフイルムで被覆され、上記金網筒体の先端面に電着された砥粒が研削時に上記フイルムを突破る耐水性薄膜付き金網研削砥石は、その基端側環状部をセンタースルークーラントを有するアーバーの主軸先端に装着する工具ホルダに機密に嵌着される構成としたことを特徴とする耐水性薄膜付き金網研削砥石。
- 上記請求項1の耐水性薄膜付き金網研削砥石において、上記耐水性薄膜付き金網研削砥石の金網筒体の外周面にのみ耐水性薄膜のフイルムを貼って被覆され、上記耐水性薄膜付き金網研削砥石の基端側環状部のフイルム内周側に沿ってセンタースルークーラントからの研削液又は研削気体を供給時に、金網筒体の網目隙間内及び金網筒体の内側空間に沿って先端砥粒面とワークの加工点に上記研削液又は研削気体が供給される構成としたことを特徴とする耐水性薄膜付き金網研削砥石。
- 上記請求項1の耐水性薄膜付き金網研削砥石において、上記耐水性薄膜付き金網研削砥石の金網筒体の内周面にのみ耐水性薄膜のフイルムを貼って被覆され、上記耐水性薄膜付き金網研削砥石の基端側環状部のフイルム外周側となる金網筒体及び内径側にセンタースルークーラントからの研削液又は研削気体を供給時に、金網筒体の網目隙間内及び金網筒体の内側空間に沿って先端砥粒面とワークの加工点に上記研削液又は研削気体が供給される構成としたことを特徴とする耐水性薄膜付き金網研削砥石。
- 上記請求項1の耐水性薄膜付き金網研削砥石において、上記耐水性薄膜付き金網研削砥石の金網筒体の外周面及び内周面の両面に耐水性薄膜のフイルムを貼って被覆され、上記耐水性薄膜付き金網研削砥石の基端側環状部のフイルム外周側となる金網筒体及び内径側にセンタースルークーラントからの研削液又は研削気体を供給時に、金網筒体の網目隙間内及び金網筒体の内側空間に沿って先端砥粒面とワークの加工点に上記研削液又は研削気体が供給される構成としたことを特徴とする耐水性薄膜付き金網研削砥石。
- 上記請求項1〜4記載のいずれかの耐水性薄膜のフイルムは、例えば耐水性・耐油性・耐熱性を有する黒鉛のグラファイトであって、金網筒体面に圧着又は接着又は焼結又は塗布の何れかにより固着され、金網筒体面に電着する砥粒が加工ワークとの摩擦熱で剥ぎ取られると摩擦先端から粉末化し研削液又は研削気体に溶け込み、新たな砥粒先端を加工ワーク面に露出させることを特徴とする耐水性薄膜付き金網研削砥石。
- 上記請求項1〜4記載のいずれかの耐水性薄膜のフイルムは、例えば耐水性・耐油性・耐熱性を有する炭素材のカーボンであって、金網筒体面に圧着又は接着又は焼結又は塗布の何れかにより固着され、金網筒体面に電着する砥粒が加工ワークとの摩擦熱で剥ぎ取られると摩擦先端から粉末化し研削液又は研削気体に溶け込み、新たな砥粒先端を加工ワーク面に露出させることを特徴とする耐水性薄膜付き金網研削砥石。
- 上記請求項5記載の耐水性薄膜のフイルムとなる黒鉛のグラファイトは、少なくとも当該グラファイトと粘土との混練物をフイルム状に焼結固形化されたものであることを特徴とする耐水性薄膜付き金網研削砥石。
- 上記請求項6記載の耐水性薄膜のフイルムとなる炭素材のカーボンは、少なくとも当該カーボンと粘土との混練物をフイルム状に焼結固形化されたものであることを特徴とする耐水性薄膜付き金網研削砥石。
- 上記耐水性薄膜付き金網研削砥石の金網筒体は、耐水性薄膜のフイルム粉末と研削液又は研削気体と研削粉塵等を流通可能とする網目孔径があけられていることを特徴とする上記請求項1〜8記載のいずれかの耐水性薄膜付き金網研削砥石。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020090077A JP7100234B2 (ja) | 2020-04-20 | 2020-04-20 | 耐水性薄膜付き金網研削砥石 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020090077A JP7100234B2 (ja) | 2020-04-20 | 2020-04-20 | 耐水性薄膜付き金網研削砥石 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021171908A true JP2021171908A (ja) | 2021-11-01 |
| JP7100234B2 JP7100234B2 (ja) | 2022-07-13 |
Family
ID=78281165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020090077A Expired - Fee Related JP7100234B2 (ja) | 2020-04-20 | 2020-04-20 | 耐水性薄膜付き金網研削砥石 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7100234B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3495359A (en) * | 1968-10-10 | 1970-02-17 | Norton Co | Core drill |
| JPS63283868A (ja) * | 1987-02-27 | 1988-11-21 | Toshiba Tungaloy Co Ltd | 超砥粒穴あけ工具 |
| JPH11235670A (ja) * | 1998-02-20 | 1999-08-31 | Toshiba Mach Co Ltd | 回転砥石の研削液供給方法および同回転砥石 |
| JP2006198737A (ja) * | 2005-01-21 | 2006-08-03 | Disco Abrasive Syst Ltd | ビトリファイドボンド砥石 |
| JP2017039201A (ja) * | 2016-03-25 | 2017-02-23 | 伊藤 幸男 | クーラントガイド台金付き金網研削砥石 |
-
2020
- 2020-04-20 JP JP2020090077A patent/JP7100234B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3495359A (en) * | 1968-10-10 | 1970-02-17 | Norton Co | Core drill |
| JPS63283868A (ja) * | 1987-02-27 | 1988-11-21 | Toshiba Tungaloy Co Ltd | 超砥粒穴あけ工具 |
| JPH11235670A (ja) * | 1998-02-20 | 1999-08-31 | Toshiba Mach Co Ltd | 回転砥石の研削液供給方法および同回転砥石 |
| JP2006198737A (ja) * | 2005-01-21 | 2006-08-03 | Disco Abrasive Syst Ltd | ビトリファイドボンド砥石 |
| JP2017039201A (ja) * | 2016-03-25 | 2017-02-23 | 伊藤 幸男 | クーラントガイド台金付き金網研削砥石 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7100234B2 (ja) | 2022-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI488724B (zh) | 稀土磁塊的多切斷加工方法及設備,切削液供給噴嘴,及磁塊固定夾具 | |
| JP5969106B1 (ja) | エンドミルとその製造方法 | |
| SG136799A1 (en) | Point superabrasive machining of nickel alloys | |
| JP7100234B2 (ja) | 耐水性薄膜付き金網研削砥石 | |
| JP3323145B2 (ja) | 研削工具 | |
| JP6069775B1 (ja) | クーラントガイド台金付き金網研削砥石 | |
| JP2005319544A (ja) | 穴加工用工具とその工具の外周研削方法 | |
| JP2000141229A (ja) | 特殊研磨材使用による金属加工物の電解複合研磨方法 | |
| WO2009113734A1 (en) | Cutter and cutting machine | |
| JP6041248B1 (ja) | クーラントガイド台金付き金網研削砥石 | |
| JP3606742B2 (ja) | 台金にクリアランスを有するコアビット | |
| JPH079349A (ja) | 複合砥粒工具 | |
| JPH0957515A (ja) | ドリル | |
| JP2009279742A (ja) | 砥石チップおよびこの砥石チップを使用した研削砥石 | |
| JPH08216021A (ja) | 回転砥石のツルーイング方法および回転砥石製造方法 | |
| TWI533960B (zh) | 固定磨料鋸線及此種鋸線的製造方法 | |
| JP3411233B2 (ja) | 研削工具の製造方法 | |
| JPH058218A (ja) | ダイヤモンドコアビツトの製造方法 | |
| JP3663279B2 (ja) | 小径超砥粒砥石の製造方法 | |
| KR20230101102A (ko) | 표면 조도를 향상시키기 위한 다이아몬드 로타리 드레샤 제조방법 | |
| JP3459379B2 (ja) | カップ型研削工具 | |
| JP3606741B2 (ja) | 砥粒間隔をコントロールしたコアビット | |
| JP6982993B2 (ja) | 超砥粒工具 | |
| JP4078815B2 (ja) | 電鋳薄刃砥石 | |
| JP3791397B2 (ja) | 電鋳薄刃砥石 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220308 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220322 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220609 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7100234 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |