JP2007142000A - レーザ加工装置およびレーザ加工方法 - Google Patents
レーザ加工装置およびレーザ加工方法 Download PDFInfo
- Publication number
- JP2007142000A JP2007142000A JP2005331220A JP2005331220A JP2007142000A JP 2007142000 A JP2007142000 A JP 2007142000A JP 2005331220 A JP2005331220 A JP 2005331220A JP 2005331220 A JP2005331220 A JP 2005331220A JP 2007142000 A JP2007142000 A JP 2007142000A
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- laser
- modified region
- condensing
- heads
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/046—Automatically focusing the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0604—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams
- B23K26/0608—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams in the same heat affected zone [HAZ]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0604—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams
- B23K26/0613—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams having a common axis
- B23K26/0617—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams having a common axis and with spots spaced along the common axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
- B23K26/53—Working by transmitting the laser beam through or within the workpiece for modifying or reforming the material inside the workpiece, e.g. for producing break initiation cracks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/16—Composite materials
- B23K2103/166—Multilayered materials
- B23K2103/172—Multilayered materials wherein at least one of the layers is non-metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Laser Beam Processing (AREA)
- Dicing (AREA)
- Semiconductor Lasers (AREA)
- Lasers (AREA)
Abstract
【課題】ウェハの表面から深さ方向に複数層の改質領域を形成する際に、正常な改質領域を短時間で確実に形成可能で低コストなレーザ加工装置を提供する。
【解決手段】レーザヘッドHLa〜HLcはレーザ光源SLa〜SLcおよび集光レンズCVa〜CVcを備え、レーザ光La〜Lcを集光させた集光点Pa〜Pcの位置は、レーザ光源SLa〜SLcの波長と集光レンズCVa〜CVcの開口数とによって規定される。レーザ加工装置は、各レーザ光La〜Lcの波長または集光レンズCVa〜CVcの開口数の少なくともいずれか一方を調整することにより、ウェハ10の内部における各レーザ光La〜Lcの集光点Pa〜Pcの深さ位置を適宜設定し、ウェハ10の切断予定ラインKに沿うと共に、ウェハ10の表面10bから深さ方向に離間または隣接または重複して配置された3層1組の改質領域群Ga〜Gcを構成する各改質領域Rを同時に形成する。
【選択図】 図4
【解決手段】レーザヘッドHLa〜HLcはレーザ光源SLa〜SLcおよび集光レンズCVa〜CVcを備え、レーザ光La〜Lcを集光させた集光点Pa〜Pcの位置は、レーザ光源SLa〜SLcの波長と集光レンズCVa〜CVcの開口数とによって規定される。レーザ加工装置は、各レーザ光La〜Lcの波長または集光レンズCVa〜CVcの開口数の少なくともいずれか一方を調整することにより、ウェハ10の内部における各レーザ光La〜Lcの集光点Pa〜Pcの深さ位置を適宜設定し、ウェハ10の切断予定ラインKに沿うと共に、ウェハ10の表面10bから深さ方向に離間または隣接または重複して配置された3層1組の改質領域群Ga〜Gcを構成する各改質領域Rを同時に形成する。
【選択図】 図4
Description
本発明はレーザ加工装置およびレーザ加工方法に係り、詳しくは、ウェハにレーザ光を照射してその内部に多光子吸収による改質領域を形成するレーザ加工装置およびその加工方法に関するものである。
従来より、レーザ光を用いてウェハ状の加工対象物を個々のチップに切断分離(分断)するダイシング(レーザダイシング)技術の開発が進められている。
例えば、ウェハ状の加工対象物の内部に集光点を合わせてレーザ光を照射し、前記加工対象物の内部に多光子吸収による改質領域(クラック領域を含む改質領域、溶融処理領域を含む改質領域、屈折率が変化した領域を含む改質領域)を形成し、この改質領域によって、前記加工対象物の切断予定ラインに沿って前記加工対象物のレーザ光入射面から所定距離内側に、切断の起点となる領域を形成し、その領域を起点とした割断によって加工対象物を切断する技術が提案されている(特許文献1参照)。
例えば、ウェハ状の加工対象物の内部に集光点を合わせてレーザ光を照射し、前記加工対象物の内部に多光子吸収による改質領域(クラック領域を含む改質領域、溶融処理領域を含む改質領域、屈折率が変化した領域を含む改質領域)を形成し、この改質領域によって、前記加工対象物の切断予定ラインに沿って前記加工対象物のレーザ光入射面から所定距離内側に、切断の起点となる領域を形成し、その領域を起点とした割断によって加工対象物を切断する技術が提案されている(特許文献1参照)。
そして、特許文献1には、複数のレーザ光源から出射された各レーザ光を加工対象物の内部に集光点を合わせて異なる方向から照射することが開示されている(特許文献1の請求項7、図17参照)。
このように、複数のレーザ光源を用いれば、レーザ光の集光点の電界強度を多光子吸収の発生が可能な大きさにすることができ、パルスレーザ光に比べて瞬間的なパワーが小さい連続波レーザ光であっても改質領域の形成が可能となるとしている。
このように、複数のレーザ光源を用いれば、レーザ光の集光点の電界強度を多光子吸収の発生が可能な大きさにすることができ、パルスレーザ光に比べて瞬間的なパワーが小さい連続波レーザ光であっても改質領域の形成が可能となるとしている。
さらに、特許文献1には、切断予定ラインに沿って複数のレーザ光源がアレイ状に配置された光源部を備えることが開示されている(特許文献1の請求項10、図18参照)。
このようにすれば、切断予定ラインに沿って複数の集光点を同時に形成することができるので、加工速度を向上させることができるとしている。
このようにすれば、切断予定ラインに沿って複数の集光点を同時に形成することができるので、加工速度を向上させることができるとしている。
また、ウェハの表面からレーザ光を入射して前記ウェハの内部に改質領域を形成するレーザダイシング装置において、前記ウェハに向けて前記レーザ光を照射する複数のレーザヘッドと、前記ウェハを載置して前記複数のレーザヘッドに対して相対的に加工方向であるX方向に移動するチャックテーブルとが設けられ、前記複数のレーザヘッドを前記X方向と直交するY方向にそれぞれ独立して移動可能に構成する技術が提案されている(特許文献2参照)。
この特許文献2の技術によれば、複数のレーザヘッドがY方向にそれぞれ独立して移動できるので、種々の加工ピッチを有するウェハに対して、複数のラインを同時に加工することができ加工効率が高いとしている。
また、特許文献2には、複数のレーザーヘッドがX方向およびY方向と直交するZ方向にそれぞれ独立して移動可能に設けることが開示されている。
これによれば、複数のレーザーヘッドから照射されるレーザー光の集光点のZ方向位置をそれぞれ異なる位置に設定することができるため、1回の加工ストロークの中でウェハ内部に複数段の改質領域層を形成することができ、厚いウェハであっても容易に割断することができるとしている。
特許第3408805号公報(第2〜16頁 図1〜図32)
特開2004−111946号公報(第2〜14頁 図1〜図16)
これによれば、複数のレーザーヘッドから照射されるレーザー光の集光点のZ方向位置をそれぞれ異なる位置に設定することができるため、1回の加工ストロークの中でウェハ内部に複数段の改質領域層を形成することができ、厚いウェハであっても容易に割断することができるとしている。
近年、特許文献1または特許文献2に開示されているようなレーザダイシング技術を用い、半導体基板を作成するためのウェハ(半導体ウェハ)の内部に改質領域(改質層)を形成し、その改質領域を切断の起点とした割断により、ウェハを個々のチップ(半導体チップ)に切断分離する試みがなされている。
しかし、特許文献1の技術では、ウェハの表面から深さ方向に1層(1本)の改質領域しか形成しないため、ウェハの板厚が大きい場合には、切断予定ラインに沿って精度良く切断分離することが困難であるという技術的課題がある。
また、特許文献1の技術にて、複数のレーザ光源から出射された各レーザ光をウェハの内部に集光点を合わせて異なる方向から照射した場合にも、ウェハの表面から深さ方向に1層の改質領域しか形成しないため、加工効率が悪く、スループット(単位時間当たりの生産性)が低く量産化に不向きであるという技術的課題がある。
また、特許文献1の技術にて、複数のレーザ光源から出射された各レーザ光をウェハの内部に集光点を合わせて異なる方向から照射した場合にも、ウェハの表面から深さ方向に1層の改質領域しか形成しないため、加工効率が悪く、スループット(単位時間当たりの生産性)が低く量産化に不向きであるという技術的課題がある。
そして、特許文献1の技術にて、複数のレーザ光源から出射された各レーザ光をウェハの内部に集光点を合わせて異なる方向から照射する際に、ウェハの表面からレーザ光を入射した場合には、ウェハの表面に対してレーザ光が斜め方向から入射することになる。そのため、ウェハの表面における半導体素子の形成領域にレーザ光が照射されることによって半導体素子に生じるダメージを懸念すると、レーザ光が照射される切断予定ラインの幅を広くとる必要がある。よって、1枚のウェハから切り取ることが可能なチップの個数が、切断予定ラインの幅の分だけ少なくなり、チップの収量が制限されることから、チップの製造コストが増大するという技術的課題がある。
また、特許文献2の技術では、レーザ光の入射面であるウェハの表面から浅い部分の改質領域を先に形成し、その後でウェハの表面から深い部分の改質領域を形成した場合に、浅い部分に形成された改質領域が、深い部分に改質領域を形成する際のレーザ光の入射を阻害し、深い部分には正常な改質領域を確実に形成することが困難であるという技術的課題がある。
本発明は、上記課題を解決するためになされたものであって、以下の目的を有するものである。
(1)ウェハの表面から深さ方向に複数層の改質領域を形成する際に、正常な改質領域を短時間で確実に形成可能で低コストなレーザ加工装置を提供する。
(2)ウェハの表面から深さ方向に複数層の改質領域を形成する際に、正常な改質領域を短時間で確実に形成可能なレーザ加工方法を低コストに提供する。
(1)ウェハの表面から深さ方向に複数層の改質領域を形成する際に、正常な改質領域を短時間で確実に形成可能で低コストなレーザ加工装置を提供する。
(2)ウェハの表面から深さ方向に複数層の改質領域を形成する際に、正常な改質領域を短時間で確実に形成可能なレーザ加工方法を低コストに提供する。
請求項1に記載の発明は、
ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工装置であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドを備え、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光をそれぞれ異なる集光点に合わせ、ウェハの表面から深さ方向に間隔をあけた複数層の改質領域を同時に形成することと、
ウェハの切断予定ラインに沿って、前記複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数層の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することとを技術的特徴とする。
ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工装置であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドを備え、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光をそれぞれ異なる集光点に合わせ、ウェハの表面から深さ方向に間隔をあけた複数層の改質領域を同時に形成することと、
ウェハの切断予定ラインに沿って、前記複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数層の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することとを技術的特徴とする。
請求項2に記載の発明は、
ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工装置であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドと、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光の光軸の間隔を、ウェハに配置された複数本の平行な切断予定ラインの間隔に合わせるように、前記複数個のレーザヘッドを前記切断予定ラインと直交する水平方向に移動させる水平移動手段とを備え、
前記複数本の切断予定ラインに沿って、前記複数個のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数のレーザ光の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数本の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することとを技術的特徴とする。
ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工装置であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドと、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光の光軸の間隔を、ウェハに配置された複数本の平行な切断予定ラインの間隔に合わせるように、前記複数個のレーザヘッドを前記切断予定ラインと直交する水平方向に移動させる水平移動手段とを備え、
前記複数本の切断予定ラインに沿って、前記複数個のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数のレーザ光の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数本の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することとを技術的特徴とする。
請求項3に記載の発明は、
請求項1または請求項2に記載のレーザ加工装置において、
前記レーザ光の波長または前記集光レンズの開口数の少なくともいずれか一方を調整することにより、前記複数の集光点のウェハの内部における深さ位置を設定することを技術的特徴とする。
請求項1または請求項2に記載のレーザ加工装置において、
前記レーザ光の波長または前記集光レンズの開口数の少なくともいずれか一方を調整することにより、前記複数の集光点のウェハの内部における深さ位置を設定することを技術的特徴とする。
請求項4に記載の発明は、
請求項1または請求項2に記載のレーザ加工装置において、
前記複数のレーザヘッドをそれぞれウェハの表面に対して垂直方向に移動させる垂直移動手段を備え、
その垂直移動手段によって前記複数のレーザヘッドを移動させることにより、前記複数の集光点のウェハの内部における深さ位置を設定することを技術的特徴とする。
請求項1または請求項2に記載のレーザ加工装置において、
前記複数のレーザヘッドをそれぞれウェハの表面に対して垂直方向に移動させる垂直移動手段を備え、
その垂直移動手段によって前記複数のレーザヘッドを移動させることにより、前記複数の集光点のウェハの内部における深さ位置を設定することを技術的特徴とする。
請求項5に記載の発明は、
請求項1〜4のいずれか1項に記載のレーザ加工装置において、
前記複数のレーザヘッドを複数組備え、
その複数組のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記複数のレーザ光の集光点をウェハの表裏面に対して水平方向に直交する2方向に移動させることにより、ウェハに対して格子状に配置された複数本の切断予定ラインに沿った複数個の改質領域から成る複数本の改質領域群を同時に形成することを技術的特徴とする。
請求項1〜4のいずれか1項に記載のレーザ加工装置において、
前記複数のレーザヘッドを複数組備え、
その複数組のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記複数のレーザ光の集光点をウェハの表裏面に対して水平方向に直交する2方向に移動させることにより、ウェハに対して格子状に配置された複数本の切断予定ラインに沿った複数個の改質領域から成る複数本の改質領域群を同時に形成することを技術的特徴とする。
請求項6に記載の発明は、
ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工方法であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドを用い、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光をそれぞれ異なる集光点に合わせ、ウェハの表面から深さ方向に間隔をあけた複数層の改質領域を同時に形成することと、
ウェハの切断予定ラインに沿って、前記複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数層の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することとを技術的特徴とする。
ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工方法であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドを用い、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光をそれぞれ異なる集光点に合わせ、ウェハの表面から深さ方向に間隔をあけた複数層の改質領域を同時に形成することと、
ウェハの切断予定ラインに沿って、前記複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数層の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することとを技術的特徴とする。
請求項7に記載の発明は、
ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工方法であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドを用い、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光の光軸の間隔を、ウェハに配置された複数本の平行な切断予定ラインの間隔に合わせるように、前記複数個のレーザヘッドを前記切断予定ラインと直交する水平方向に移動させることと、
前記複数本の切断予定ラインに沿って、前記複数個のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数のレーザ光の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数本の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することとを技術的特徴とする。
ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工方法であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドを用い、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光の光軸の間隔を、ウェハに配置された複数本の平行な切断予定ラインの間隔に合わせるように、前記複数個のレーザヘッドを前記切断予定ラインと直交する水平方向に移動させることと、
前記複数本の切断予定ラインに沿って、前記複数個のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数のレーザ光の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数本の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することとを技術的特徴とする。
請求項8に記載の発明は、
請求項6または請求項7に記載のレーザ加工方法において、
前記レーザ光の波長または前記集光レンズの開口数の少なくともいずれか一方を調整することにより、前記複数の集光点のウェハの内部における深さ位置を設定することを技術的特徴とする。
請求項6または請求項7に記載のレーザ加工方法において、
前記レーザ光の波長または前記集光レンズの開口数の少なくともいずれか一方を調整することにより、前記複数の集光点のウェハの内部における深さ位置を設定することを技術的特徴とする。
請求項9に記載の発明は、
請求項6または請求項7に記載のレーザ加工方法において、
前記複数のレーザヘッドをそれぞれウェハの表面に対して垂直方向に移動させることにより、前記複数の集光点のウェハの内部における深さ位置を設定することを技術的特徴とする。
請求項6または請求項7に記載のレーザ加工方法において、
前記複数のレーザヘッドをそれぞれウェハの表面に対して垂直方向に移動させることにより、前記複数の集光点のウェハの内部における深さ位置を設定することを技術的特徴とする。
請求項10に記載の発明は、
請求項6〜9のいずれか1項に記載のレーザ加工方法において、
前記複数のレーザヘッドを複数組用い、
その複数組のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記複数のレーザ光の集光点をウェハの表裏面に対して水平方向に直交する2方向に移動させることにより、ウェハに対して格子状に配置された複数本の切断予定ラインに沿った複数個の改質領域から成る複数本の改質領域群を同時に形成することを技術的特徴とする。
請求項6〜9のいずれか1項に記載のレーザ加工方法において、
前記複数のレーザヘッドを複数組用い、
その複数組のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記複数のレーザ光の集光点をウェハの表裏面に対して水平方向に直交する2方向に移動させることにより、ウェハに対して格子状に配置された複数本の切断予定ラインに沿った複数個の改質領域から成る複数本の改質領域群を同時に形成することを技術的特徴とする。
<請求項1:第1実施形態または第2実施形態に該当>
請求項1の発明では、レーザ光(La〜Lc)を発生させて出射するレーザ光源(SLa〜SLa)と、そのレーザ光源の出射したレーザ光を集光点(Pa〜Pc)に集光させる集光レンズ(CVa〜CVc)とを有する複数個のレーザヘッド(HLa〜HLc)を備えている。
請求項1の発明では、レーザ光(La〜Lc)を発生させて出射するレーザ光源(SLa〜SLa)と、そのレーザ光源の出射したレーザ光を集光点(Pa〜Pc)に集光させる集光レンズ(CVa〜CVc)とを有する複数個のレーザヘッド(HLa〜HLc)を備えている。
そして、ウェハ(10)の内部における各レーザ光の集光点の深さ位置を適宜設定し、ウェハの切断予定ライン(K)に沿うと共に、ウェハの表面(10b)から深さ方向に離間または隣接または重複して配置された複数層の改質領域群(Ga〜Gc)を構成する各改質領域(R)を同時に形成している。
言い換えれば、ウェハに照射されるレーザ光のウェハへの入射方向(ウェハの深さ方向)における各レーザ光の集光点を異なる位置(深さ位置)に設定することにより、複数層の改質領域群を構成する各改質領域を前記入射方向に沿って離間または隣接または重複させた状態で並ぶように複数形成している。
言い換えれば、ウェハに照射されるレーザ光のウェハへの入射方向(ウェハの深さ方向)における各レーザ光の集光点を異なる位置(深さ位置)に設定することにより、複数層の改質領域群を構成する各改質領域を前記入射方向に沿って離間または隣接または重複させた状態で並ぶように複数形成している。
そのため、請求項1の発明によれば、ウェハの表面から深さ方向に1層の改質領域しか形成しない特許文献1の技術に比べて、ウェハの板厚が大きい場合でも、ウェハを切断する際に起点となる改質領域の個数が増すことから、切断予定ラインに沿って精度良く切断分離することができる。
そして、請求項1の発明では、複数層の改質領域群を同時に形成しているため加工効率が高くなり、短時間に複数層の正常な改質領域群を確実に形成可能であるため、スループットが高く量産化に好適である。
また、請求項1の発明では、ウェハの表面に対して各レーザ光を垂直方向に入射しているため、各レーザ光が照射される切断予定ラインの幅を狭くすることが可能になり、1枚のウェハから切り取ることが可能なチップの個数が、切断予定ラインの幅を広くした場合に比べて多くなることから、チップの製造コストを削減できる。
また、請求項1の発明では、ウェハの表面に対して各レーザ光を垂直方向に入射しているため、各レーザ光が照射される切断予定ラインの幅を狭くすることが可能になり、1枚のウェハから切り取ることが可能なチップの個数が、切断予定ラインの幅を広くした場合に比べて多くなることから、チップの製造コストを削減できる。
さらに、請求項1の発明では、ウェハの表面(レーザ光の入射面)から深い位置の改質領域が必ず先に形成されるように(すなわち、ウェハの表面に対して遠い方から順番に複数層の改質領域群を構成する各改質領域が形成されるように)、ウェハに対する各集光点の移動方向を設定すると共に、各集光点の深さ位置を設定している。
そのため、ウェハの表面から浅い部分に形成された改質領域が、深い部分に改質領域を形成する際のレーザ光の入射を阻害することなく、当該深い部分にも正常な改質領域を確実に形成することができる。
ここで、ウェハの内部における集光点の深さ位置とは、ウェハの表面(レーザ光の入射面)から当該集光点までの距離である。
そのため、ウェハの表面から浅い部分に形成された改質領域が、深い部分に改質領域を形成する際のレーザ光の入射を阻害することなく、当該深い部分にも正常な改質領域を確実に形成することができる。
ここで、ウェハの内部における集光点の深さ位置とは、ウェハの表面(レーザ光の入射面)から当該集光点までの距離である。
<請求項2:第3実施形態または第4実施形態に該当>
請求項2の発明では、レーザ光(La〜Lc)を発生させて出射するレーザ光源(SLa〜SLa)と、そのレーザ光源の出射したレーザ光を集光点(Pa〜Pc)に集光させる集光レンズ(CVa〜CVc)とを有する複数個のレーザヘッド(HLa〜HLc)を備えている。
請求項2の発明では、レーザ光(La〜Lc)を発生させて出射するレーザ光源(SLa〜SLa)と、そのレーザ光源の出射したレーザ光を集光点(Pa〜Pc)に集光させる集光レンズ(CVa〜CVc)とを有する複数個のレーザヘッド(HLa〜HLc)を備えている。
また、複数個のレーザヘッドから同時に照射された複数のレーザ光の光軸(OAa〜OAc)の間隔(t)を、ウェハに配置された複数本の平行な切断予定ライン(Ka〜Kc)の間隔に合わせるように、複数個のレーザヘッドを切断予定ラインと直交する水平方向(Y方向)に移動させる水平移動手段(駆動装置41a〜41cおよび制御装置23)を備えている。
そして、複数本の切断予定ラインに沿って、複数個のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、ウェハに対して複数のレーザ光の集光点(Pa〜Pc)を相対的に移動させることにより、ウェハの表裏面に対して水平方向(X方向)に間隔をあけて形成された複数個の改質領域(R)から成る複数本の改質領域群(Ga〜Gc)を同時に形成している。
そのため、請求項2の発明によれば、複数本の切断予定ラインに沿った複数本の改質領域群を同時に形成しているため加工効率が高くなり、短時間に複数本の正常な改質領域群を確実に形成可能であるため、スループットが高く量産化に好適である。
また、請求項2の発明では、ウェハの表面に対して各レーザ光を垂直方向に入射しているため、各レーザ光が照射される切断予定ラインの幅を狭くすることが可能になり、1枚のウェハから切り取ることが可能なチップの個数が、切断予定ラインの幅を広くした場合に比べて多くなることから、チップの製造コストを削減できる。
また、請求項2の発明では、ウェハの表面に対して各レーザ光を垂直方向に入射しているため、各レーザ光が照射される切断予定ラインの幅を狭くすることが可能になり、1枚のウェハから切り取ることが可能なチップの個数が、切断予定ラインの幅を広くした場合に比べて多くなることから、チップの製造コストを削減できる。
さらに、請求項2の発明では、ウェハの表面(レーザ光の入射面)から深い位置の改質領域が必ず先に形成されるように(すなわち、ウェハの表面に対して遠い方から順番に複数層の改質領域群を構成する各改質領域が形成されるように)、ウェハに対する各集光点の移動方向を設定すると共に、各集光点の深さ位置を設定している。
そのため、ウェハの表面から浅い部分に形成された改質領域が、深い部分に改質領域を形成する際のレーザ光の入射を阻害することなく、当該深い部分にも正常な改質領域を確実に形成することができる。
ここで、ウェハの内部における集光点の深さ位置とは、ウェハの表面(レーザ光の入射面)から当該集光点までの距離である。
そのため、ウェハの表面から浅い部分に形成された改質領域が、深い部分に改質領域を形成する際のレーザ光の入射を阻害することなく、当該深い部分にも正常な改質領域を確実に形成することができる。
ここで、ウェハの内部における集光点の深さ位置とは、ウェハの表面(レーザ光の入射面)から当該集光点までの距離である。
<請求項3:第1実施形態または第3実施形態に該当>
請求項1または請求項2の発明において、複数の集光点のウェハの内部における深さ位置を設定するには、請求項3の発明のように、レーザ光の波長または集光レンズの開口数の少なくともいずれか一方を調整すればよい。
すなわち、レーザ光の波長が大きいほど、ウェハの内部における集光点の深さ位置が深くなり、ウェハの表面から深い部分に改質領域が形成される。
また、集光レンズの開口数が小さいほど、ウェハの内部における集光点の深さ位置が深くなり、ウェハの表面から深い部分に改質領域が形成される。
尚、波長と開口数の両方を調整しても、集光点の深さ位置を適宜設定できる。
請求項1または請求項2の発明において、複数の集光点のウェハの内部における深さ位置を設定するには、請求項3の発明のように、レーザ光の波長または集光レンズの開口数の少なくともいずれか一方を調整すればよい。
すなわち、レーザ光の波長が大きいほど、ウェハの内部における集光点の深さ位置が深くなり、ウェハの表面から深い部分に改質領域が形成される。
また、集光レンズの開口数が小さいほど、ウェハの内部における集光点の深さ位置が深くなり、ウェハの表面から深い部分に改質領域が形成される。
尚、波長と開口数の両方を調整しても、集光点の深さ位置を適宜設定できる。
<請求項4:第2実施形態または第4実施形態に該当>
請求項1または請求項2の発明において、複数の集光点のウェハの内部における深さ位置を設定するには、請求項4の発明のように、複数のレーザヘッドをそれぞれウェハの表面に対して垂直方向(Z方向)に移動させる垂直移動手段(駆動装置51a〜51cおよび制御装置23)を用い、その垂直移動手段によって複数のレーザヘッドをそれぞれの集光点の深さ位置に対応した適宜な位置に移動させればよい。
請求項1または請求項2の発明において、複数の集光点のウェハの内部における深さ位置を設定するには、請求項4の発明のように、複数のレーザヘッドをそれぞれウェハの表面に対して垂直方向(Z方向)に移動させる垂直移動手段(駆動装置51a〜51cおよび制御装置23)を用い、その垂直移動手段によって複数のレーザヘッドをそれぞれの集光点の深さ位置に対応した適宜な位置に移動させればよい。
<請求項5:第5実施形態に該当>
請求項5の発明によれば、ウェハに対して格子状に配置された複数本の切断予定ラインに沿った複数個の改質領域から成る複数本の改質領域群を同時に形成可能になるため、請求項1または請求項2の発明よりも更に加工効率を高くできる。
請求項5の発明によれば、ウェハに対して格子状に配置された複数本の切断予定ラインに沿った複数個の改質領域から成る複数本の改質領域群を同時に形成可能になるため、請求項1または請求項2の発明よりも更に加工効率を高くできる。
<請求項6〜請求項10)
請求項6〜10の発明はそれぞれ、請求項1〜5の発明によるレーザ加工方法に関するものである。そのため、請求項6〜10の発明によれば、前記した請求項1〜5の発明と同様の作用・効果が得られる。
請求項6〜10の発明はそれぞれ、請求項1〜5の発明によるレーザ加工方法に関するものである。そのため、請求項6〜10の発明によれば、前記した請求項1〜5の発明と同様の作用・効果が得られる。
<用語の説明>
尚、上術した[発明の効果]に記載した( )内の数字等は、上述した[背景技術]と後述する[発明を実施するための最良の形態]に記載した構成部材・構成要素の符号に対応したものである。
そして、[課題を解決するための手段][発明の効果]に記載した構成部材・構成要素と、[背景技術][発明を実施するための最良の形態]に記載した構成部材・構成要素との対応関係は以下のようになっている。
尚、上術した[発明の効果]に記載した( )内の数字等は、上述した[背景技術]と後述する[発明を実施するための最良の形態]に記載した構成部材・構成要素の符号に対応したものである。
そして、[課題を解決するための手段][発明の効果]に記載した構成部材・構成要素と、[背景技術][発明を実施するための最良の形態]に記載した構成部材・構成要素との対応関係は以下のようになっている。
「水平移動手段」は、駆動装置41a〜41cおよび制御装置23に該当する。
「垂直移動手段」は、駆動装置51a〜51cおよび制御装置23に該当する。
「垂直移動手段」は、駆動装置51a〜51cおよび制御装置23に該当する。
以下、本発明を具体化した各実施形態について図面を参照しながら説明する。尚、各実施形態において、同一の構成部材および構成要素については符号を等しくすると共に、同一内容の箇所については重複説明を省略してある。
<第1実施形態>
図1は、第1実施形態においてウェハ10にレーザ光を照射して改質領域を形成するためのレーザ加工装置20の概略構成を示す斜視図である。
レーザ加工装置20は、ウェハ載置装置21、レーザ照射装置22、制御装置23などから構成されている。
図1は、第1実施形態においてウェハ10にレーザ光を照射して改質領域を形成するためのレーザ加工装置20の概略構成を示す斜視図である。
レーザ加工装置20は、ウェハ載置装置21、レーザ照射装置22、制御装置23などから構成されている。
ウェハ載置装置21は、回転テーブル(ステージ、試料台)31、移動テーブル32などから構成されている。
ウェハ10は円盤形の回転テーブル31上に載置され、ウェハ10の裏面10aは回転テーブル31の上面に吸着固定されている。
回転テーブル31は、移動テーブル32に対して回動可能に軸支され、移動テーブル32内に設けられている駆動装置(図示略)により、ウェハ10の表裏面10b,10aと平行な水平面内にてθ方向に回動される。
移動テーブル32は、レーザ加工装置20の本体ベース(図示略)内に設けられている駆動装置(図示略)により、ウェハ10の表裏面10b,10aと平行な水平面内にてX,Y方向に移動される。
ウェハ10は円盤形の回転テーブル31上に載置され、ウェハ10の裏面10aは回転テーブル31の上面に吸着固定されている。
回転テーブル31は、移動テーブル32に対して回動可能に軸支され、移動テーブル32内に設けられている駆動装置(図示略)により、ウェハ10の表裏面10b,10aと平行な水平面内にてθ方向に回動される。
移動テーブル32は、レーザ加工装置20の本体ベース(図示略)内に設けられている駆動装置(図示略)により、ウェハ10の表裏面10b,10aと平行な水平面内にてX,Y方向に移動される。
レーザ照射装置22は、回転テーブル31の上方に配置され、レーザ加工装置20に設けられている駆動装置(図示略)により、ウェハ10の表裏面10b,10aと平行な水平面内にてX,Y方向に移動されると共に、ウェハ10の表裏面10b,10aと垂直なZ方向に移動される。
レーザ照射装置22内には3個のレーザヘッドHLa〜HLcが設けられ、各レーザヘッドHLa〜HLcはX方向に並べて配置されている。
レーザ照射装置22内には3個のレーザヘッドHLa〜HLcが設けられ、各レーザヘッドHLa〜HLcはX方向に並べて配置されている。
制御装置23は、前記各駆動装置を制御することにより、各テーブル31,32およびレーザ照射装置22のX,Y,Z方向の移動を制御する。
尚、X方向とY方向とZ方向はそれぞれ直交する。
尚、X方向とY方向とZ方向はそれぞれ直交する。
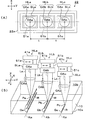
図2(A)は、第1実施形態におけるレーザ照射装置22の底面図である。図2(B)は、第1実施形態におけるレーザ照射装置22の概略構成を説明するための一部縦断面図である。
レーザ照射装置22の筺体22aは底面が開放された箱状を成し、筺体22a内には3個のレーザヘッドHLa〜HLcが取付固定されている。
レーザヘッドHLaはレーザ光源SLaおよび集光レンズCVaを備え、レーザ光源SLaは波長λaのレーザ光Laを出射し、レーザ光Laを集光させた集光点Paの位置は、波長λaと集光レンズCVaの開口数NAaとによって規定される。
レーザヘッドHLbはレーザ光源SLbおよび集光レンズCVbを備え、レーザ光源SLbは波長λbのレーザ光Lbを出射し、レーザ光Lbを集光させた集光点Pbの位置は、波長λbと集光レンズCVaの開口数NAbとによって規定される。
レーザヘッドHLcはレーザ光源SLcおよび集光レンズCVcを備え、レーザ光源SLcは波長λcのレーザ光Lcを出射し、レーザ光Lcを集光させた集光点Pcの位置は、波長λcと集光レンズCVcの開口数NAcとによって規定される。
レーザ照射装置22の筺体22aは底面が開放された箱状を成し、筺体22a内には3個のレーザヘッドHLa〜HLcが取付固定されている。
レーザヘッドHLaはレーザ光源SLaおよび集光レンズCVaを備え、レーザ光源SLaは波長λaのレーザ光Laを出射し、レーザ光Laを集光させた集光点Paの位置は、波長λaと集光レンズCVaの開口数NAaとによって規定される。
レーザヘッドHLbはレーザ光源SLbおよび集光レンズCVbを備え、レーザ光源SLbは波長λbのレーザ光Lbを出射し、レーザ光Lbを集光させた集光点Pbの位置は、波長λbと集光レンズCVaの開口数NAbとによって規定される。
レーザヘッドHLcはレーザ光源SLcおよび集光レンズCVcを備え、レーザ光源SLcは波長λcのレーザ光Lcを出射し、レーザ光Lcを集光させた集光点Pcの位置は、波長λcと集光レンズCVcの開口数NAcとによって規定される。
各レーザ光La〜Lcの光軸OAa〜OAcは、Z方向を向くと共にX方向に並べて配置されている。
制御装置23は、各レーザヘッドHLa〜HLcによる各レーザ光La〜Lcの照射を制御する。
制御装置23は、各レーザヘッドHLa〜HLcによる各レーザ光La〜Lcの照射を制御する。
図3および図4は、第1実施形態においてウェハ10にレーザ光La〜Lcを照射して改質領域Rを形成する様子を説明するための説明図であり、図3(A)はウェハ10の平面図を表し、図3(B)および図4はウェハ10の縦断面を模式的に表したものである。
尚、図3(B)は、図3(A)に示すV−V線断面図である。
また、図4は、図3(A)に示す切断予定ラインKに相当するW−W線断面図である。
尚、図3(B)は、図3(A)に示すV−V線断面図である。
また、図4は、図3(A)に示す切断予定ラインKに相当するW−W線断面図である。
単結晶シリコンのバルク材から成るウェハ(バルクシリコンウェハ)10の裏面10aには、ダイシングフィルム(ダイシングシート、ダイシングテープ、エキスパンドテープ)11が貼着されている。
尚、ダイシングフィルム11は、加熱により伸張するか又は伸張方向に力を加えることにより伸張する伸張性のプラスチック製フィルム材から成り、ウェハ10の裏面側全面に対して接着剤(図示略)によって接着されている。
尚、ダイシングフィルム11は、加熱により伸張するか又は伸張方向に力を加えることにより伸張する伸張性のプラスチック製フィルム材から成り、ウェハ10の裏面側全面に対して接着剤(図示略)によって接着されている。
ウェハ10の表面10bを上向きにし、ダイシングフィルム11が貼着されているウェハ10の表面10aを下向きにした状態で、ウェハ10を回転テーブル31(図3および図4では図示略。図1参照)上に載置すると、ダイシングフィルム11が回転テーブル31の上面と接触する。
そして、レーザ加工装置20は、各レーザ光La〜Lcの光軸OAa〜OAcをウェハ10の表面10bに対して垂直にすると共に切断予定ラインKに合致させた状態で、各レーザ光La〜Lcを集光レンズCVa〜CVcを介してウェハ10の表面(レーザ光La〜Lcの入射面)10bへ照射させ、ウェハ10の内部における所定位置にレーザ光Lを集光させた異なる集光点(焦点)Pa〜Pcを合わせる。その結果、ウェハ10の内部における異なる集光点Pa〜Pcの箇所にそれぞれ、各レーザ光La〜Lcの照射による改質領域(改質層)Rが形成される。
このとき、レーザ光の波長が大きいほど、ウェハ10の内部における集光点の深さ位置が深くなり、ウェハ10の表面10bから深い部分に改質領域Rが形成される。
言い換えれば、レーザ光の波長が大きいほど、レーザ光の入射面(ウェハ10の表面10b)から集光点までの距離が大きくなり、ウェハ10の内部におけるレーザ光の入射面から遠い部分に改質領域Rが形成される。
言い換えれば、レーザ光の波長が大きいほど、レーザ光の入射面(ウェハ10の表面10b)から集光点までの距離が大きくなり、ウェハ10の内部におけるレーザ光の入射面から遠い部分に改質領域Rが形成される。
また、集光レンズの開口数が小さいほど、ウェハ10の内部における集光点の深さ位置が深くなり、ウェハ10の表面10bから深い部分に改質領域Rが形成される。
言い換えれば、集光レンズの開口数が小さいほど、レーザ光の入射面(ウェハ10の表面10b)から集光点までの距離が大きくなり、ウェハ10の内部におけるレーザ光の入射面から遠い部分に改質領域Rが形成される。
ここで、ウェハ10の内部における集光点Pa〜Pcの深さ位置とは、ウェハ10の表面(レーザ光La〜Lcの入射面)10bから集光点Pa〜Pcまでの距離である。
言い換えれば、集光レンズの開口数が小さいほど、レーザ光の入射面(ウェハ10の表面10b)から集光点までの距離が大きくなり、ウェハ10の内部におけるレーザ光の入射面から遠い部分に改質領域Rが形成される。
ここで、ウェハ10の内部における集光点Pa〜Pcの深さ位置とは、ウェハ10の表面(レーザ光La〜Lcの入射面)10bから集光点Pa〜Pcまでの距離である。
そのため、各レーザ光La〜Lcの波長λa〜λcがこの順番で大きくなるように設定しておけば(λa<λb<λc)、各集光点Pa〜Pcの深さ位置をこの順番で深くすることができる。
また、各集光レンズCVa〜CVcの開口数NAa〜NAcがこの順番で小さくなるように設定しておけば(NAa>NAb>NAc)、各集光点Pa〜Pcの深さ位置をこの順番で深くすることができる。
尚、各波長λa〜λcと各開口数NAa〜NAcの両方を前記のように設定しても、各集光点Pa〜Pcの深さ位置をこの順番で深くすることができる。
また、各集光レンズCVa〜CVcの開口数NAa〜NAcがこの順番で小さくなるように設定しておけば(NAa>NAb>NAc)、各集光点Pa〜Pcの深さ位置をこの順番で深くすることができる。
尚、各波長λa〜λcと各開口数NAa〜NAcの両方を前記のように設定しても、各集光点Pa〜Pcの深さ位置をこの順番で深くすることができる。
ここで、改質領域Rは、レーザ光La〜Lcの照射によって発生した主に多光子吸収による溶融処理領域を含むものである。
すなわち、ウェハ10の内部における集光点Pa〜Pcの箇所は、レーザ光La〜Lcの多光子吸収によって局所的に加熱され、その加熱により一旦溶融した後に再固化する。このように、ウェハ10の内部にて溶融後に再固化した領域が改質領域Rとなる。
つまり、溶融処理領域とは、相変化した領域や結晶構造が変化した領域である。言い換えれば、溶融処理領域とは、ウェハ10の内部にて、単結晶シリコンが非晶質シリコンに変化した領域、単結晶シリコンが多結晶シリコンに変化した領域、単結晶シリコンが非晶質シリコンおよび多結晶シリコンを含む構造に変化した領域のいずれかの領域である。尚、ウェハ10は、バルクシリコンウェハであるため、溶融処理領域は主に多結晶シリコンから成る。
すなわち、ウェハ10の内部における集光点Pa〜Pcの箇所は、レーザ光La〜Lcの多光子吸収によって局所的に加熱され、その加熱により一旦溶融した後に再固化する。このように、ウェハ10の内部にて溶融後に再固化した領域が改質領域Rとなる。
つまり、溶融処理領域とは、相変化した領域や結晶構造が変化した領域である。言い換えれば、溶融処理領域とは、ウェハ10の内部にて、単結晶シリコンが非晶質シリコンに変化した領域、単結晶シリコンが多結晶シリコンに変化した領域、単結晶シリコンが非晶質シリコンおよび多結晶シリコンを含む構造に変化した領域のいずれかの領域である。尚、ウェハ10は、バルクシリコンウェハであるため、溶融処理領域は主に多結晶シリコンから成る。
ちなみに、溶融処理領域は、レーザ光La〜Lcがウェハ10の内部で吸収されること(つまり、通常のレーザ光による加熱)によって形成されたものではなく、主に多光子吸収によって形成される。
そのため、ウェハ10の内部における集光点Pa〜Pcの箇所以外にはレーザ光La〜Lcがほとんど吸収されず、ウェハ10の表面10bが溶融したり変質することはない。
そのため、ウェハ10の内部における集光点Pa〜Pcの箇所以外にはレーザ光La〜Lcがほとんど吸収されず、ウェハ10の表面10bが溶融したり変質することはない。
そして、レーザ加工装置20は、ウェハ10の内部における各集光点Pa〜Pcの深さ位置を一定にした状態で、レーザ照射装置22をX方向に移動させ、各レーザ光La〜Lcをパルス状に照射しながら走査することにより、ウェハ10における直線状の切断予定ラインKに沿ってX方向に集光点Pa〜Pcを移動させる。
ところで、レーザ照射装置22を移動させることによって各レーザ光La〜Lcを走査するのではなく、レーザ照射装置22を固定した状態で、各テーブル31,32を各レーザ光La〜Lcの照射方向(ウェハ10の表面10bに対するレーザ光La〜Lcの入射方向)と直交する方向に回動または移動させてもよい。
すなわち、レーザ照射装置22を移動させることによるレーザ光La〜Lcの走査と、各テーブル31,32を回動・移動させることによるウェハ10の移動により、ウェハ10の切断予定ラインKに沿いながら、ウェハ10に対して各集光点Pa〜Pcを相対的に移動させればよい。
すなわち、レーザ照射装置22を移動させることによるレーザ光La〜Lcの走査と、各テーブル31,32を回動・移動させることによるウェハ10の移動により、ウェハ10の切断予定ラインKに沿いながら、ウェハ10に対して各集光点Pa〜Pcを相対的に移動させればよい。
このように、ウェハ10の内部における各集光点Pa〜Pcの深さ位置を一定にした状態で、各レーザ光La〜Lcをパルス状に照射しながら、ウェハ10に対して各集光点Pa〜Pcを相対的に移動させることにより、ウェハ10の表面10bから一定深さ位置にて(つまり、レーザ光La〜Lcの入射面から一定距離内側の位置にて)、ウェハ10の表裏面10b,10aに対して水平方向(X方向)に一定の間隔をあけた複数個の改質領域Rから成る3層1組の改質領域群Ga〜Gcが同時に形成されてゆく。
このとき、3層の改質領域群Gc〜Gaを構成する各改質領域Rは、レーザ光La〜Lcが入射するウェハ10の表面(レーザ光Lの入射面)10bに対して遠い方から順番に(Gc→Gb→Gaの順番で)形成する必要がある。
例えば、レーザ光Lが入射するウェハ10の表面10bに対して近い位置の改質領域群Gaを先に形成し、その後にレーザ光Lが入射するウェハ10の表面10bに対して遠い位置の改質領域群Gcを形成した場合には、改質領域群Gcの形成時に照射されたレーザ光Lが先に形成された改質領域群Gaによって散乱されるため、改質領域群Gcを構成する各改質領域Rの寸法にバラツキが生じ、改質領域群Gcを均一に形成することができない。
例えば、レーザ光Lが入射するウェハ10の表面10bに対して近い位置の改質領域群Gaを先に形成し、その後にレーザ光Lが入射するウェハ10の表面10bに対して遠い位置の改質領域群Gcを形成した場合には、改質領域群Gcの形成時に照射されたレーザ光Lが先に形成された改質領域群Gaによって散乱されるため、改質領域群Gcを構成する各改質領域Rの寸法にバラツキが生じ、改質領域群Gcを均一に形成することができない。
しかし、レーザ光Lが入射するウェハ10の表面(レーザ光Lの入射面)10bに対して遠い方から順番に改質領域群Gc〜Gaを形成すれば、当該入射面10bと集光点Pとの間に改質領域Rがない状態で新たな改質領域Rを形成可能なため、既に形成されている改質領域Rによってレーザ光Lが散乱されず、3層の改質領域群Ga〜Gcをそれぞれ均一に形成することができる。
従って、図4に示すように、各集光点Pa〜Pcを切断予定ラインKに沿って相対的に移動させる際に、集光点Pcを先頭にし集光点Pbが続いて集光点Paが最後になって各集光点Pc〜Paがこの順番(Pc→Pb→Pa)で移動される場合には、各集光点Pc〜Paの深さ位置がこの順番で浅くなるように設定しなければならない。
すなわち、集光点Pcの深さ位置が最も深く、集光点Paの深さ位置が最も浅く、集光点Pbの深さ位置が各集光点Pa,Pcの深さ位置の中間になるように設定しなければならない。
すなわち、集光点Pcの深さ位置が最も深く、集光点Paの深さ位置が最も浅く、集光点Pbの深さ位置が各集光点Pa,Pcの深さ位置の中間になるように設定しなければならない。
このようにすれば、集光点Paによって形成される改質領域群Gaを最上層にし、集光点Pbによって形成される改質領域群Gbを中間層にし、集光点Pcによって形成される改質領域群Gaを最下層にした上で、レーザ光La〜Lcが入射するウェハ10の表面(レーザ光Lの入射面)10bに対して遠い方から順番(Gc→Gb→Ga)に各改質領域群Gc〜Gaを構成する各改質領域Rを形成することができる。
以上のように、ウェハ10の内部に各改質領域群Ga〜Gcを形成した後に、ダイシングフィルム11を切断予定ラインに対して水平方向(図3に示す矢印β,β’方向。つまり、Y方向)に伸張させることにより、各改質領域群Ga〜Gcに引張応力を印加する。
すると、ウェハ10の内部に剪断応力が発生し、まず、ダイシングフィルム11に最も近い最下層の改質領域群Gcを起点としてウェハ10の深さ方向に亀裂(割れ)が発生し、次に、中間層の改質領域群Gbを起点としてウェハ10の深さ方向に亀裂が発生し、続いて、最上層の改質領域群Gaを起点としてウェハ10の深さ方向に亀裂が発生し、各改質領域群Ga〜Gcを起点とした亀裂がそれぞれ成長して繋がり、その成長した亀裂がウェハ10の表裏面10b,10aに到達することにより、ウェハ10が切断分離される。
ここで、各改質領域群Ga〜Gcは切断予定ラインKに沿って形成されているため、ダイシングフィルム11を伸張させて各改質領域群Ga〜Gcに引張応力を好適に印加させることで、各改質領域群Ga〜Gcを構成する各改質領域Rを切断の起点とした割断により、ウェハ10に不要な割れを生じさせることなく、ウェハ10を比較的小さな力で精度良く切断分離することができる。
尚、薄板略円板状のウェハ10の表面10bには、多数個のチップ(図示略)が碁盤目状に整列配置されており、切断予定ラインKは各チップの間に配置されている。つまり、ウェハ10の表面10bには複数本の切断予定ラインKが格子状に配置されている。
そのため、各改質領域群Ga〜Gcを各切断予定ラインK毎に形成した後に、ダイシングフィルム11を伸張させることにより、ウェハ10を個々のチップに切断分離することができる。
そのため、各改質領域群Ga〜Gcを各切断予定ラインK毎に形成した後に、ダイシングフィルム11を伸張させることにより、ウェハ10を個々のチップに切断分離することができる。
[第1実施形態の作用・効果]
第1実施形態では、各レーザ光La〜Lcをそれぞれ出射する3個のレーザヘッドHLa〜HLcを用いている。
そして、各レーザ光La〜Lcの波長λa〜λcまたは集光レンズCVa〜CVcの開口数NAa〜NAcの少なくともいずれか一方を調整することにより、ウェハ10の内部における各レーザ光La〜Lcの集光点Pa〜Pcの深さ位置を適宜設定し、ウェハ10の切断予定ラインKに沿うと共に、ウェハ10の表面10bから深さ方向に離間または隣接または重複して配置された3層1組の改質領域群Ga〜Gcを構成する各改質領域Rを同時に形成している。
第1実施形態では、各レーザ光La〜Lcをそれぞれ出射する3個のレーザヘッドHLa〜HLcを用いている。
そして、各レーザ光La〜Lcの波長λa〜λcまたは集光レンズCVa〜CVcの開口数NAa〜NAcの少なくともいずれか一方を調整することにより、ウェハ10の内部における各レーザ光La〜Lcの集光点Pa〜Pcの深さ位置を適宜設定し、ウェハ10の切断予定ラインKに沿うと共に、ウェハ10の表面10bから深さ方向に離間または隣接または重複して配置された3層1組の改質領域群Ga〜Gcを構成する各改質領域Rを同時に形成している。
言い換えれば、ウェハ10に照射されるレーザ光La〜Lcのウェハ10への入射方向(ウェハ10の深さ方向)におけるレーザ光La〜Lcの集光点Pa〜Pcを異なる位置(深さ位置)に設定することにより、3組6層の改質領域群Ga〜Gcを構成する各改質領域Rを前記入射方向に沿って離間または隣接または重複させた状態で並ぶように複数形成している。
このように、第1実施形態では、各レーザ光La〜Lcを同時にウェハ10に照射することにより、各レーザ光La〜Lcにそれぞれ対応した深さの異なる3層の改質領域群Ga〜Gcを構成する各改質領域Rを形成している。
そのため、第1実施形態によれば、ウェハの表面から深さ方向に1層の改質領域しか形成しない特許文献1の技術に比べて、ウェハ10の板厚が大きい場合でも、ウェハ10を切断する際に起点となる改質領域Rの個数が増すことから、切断予定ラインKに沿って精度良く切断分離することができる。
そのため、第1実施形態によれば、ウェハの表面から深さ方向に1層の改質領域しか形成しない特許文献1の技術に比べて、ウェハ10の板厚が大きい場合でも、ウェハ10を切断する際に起点となる改質領域Rの個数が増すことから、切断予定ラインKに沿って精度良く切断分離することができる。
そして、第1実施形態では、各改質領域群Ga〜Gcを同時に形成しているため加工効率が高くなり、短時間に3層の正常な改質領域群Ga〜Gcを確実に形成可能であるため、スループットが高く量産化に好適である。
また、第1実施形態では、ウェハ10の表面10bに対して各レーザ光La〜Lcを垂直方向に入射しているため、各レーザ光La〜Lcが照射される切断予定ラインKの幅を狭くすることが可能になり、1枚のウェハ10から切り取ることが可能なチップの個数が、切断予定ラインKの幅を広くした場合に比べて多くなることから、チップの製造コストを削減できる。
さらに、第1実施形態では、ウェハ10の表面(レーザ光Lの入射面)10bに対して遠い方から順番に各改質領域群Gc〜Gaを構成する各改質領域Rが形成されるように、ウェハ10に対する各集光点Pa〜Pcの移動方向を設定すると共に、各集光点Pa〜Pcの深さ位置を設定している。
そのため、ウェハ10の表面10bから浅い部分に形成された改質領域Rが、深い部分に改質領域Rを形成する際のレーザ光の入射を阻害することなく、当該深い部分にも正常な改質領域Rを確実に形成することができる。
そのため、ウェハ10の表面10bから浅い部分に形成された改質領域Rが、深い部分に改質領域Rを形成する際のレーザ光の入射を阻害することなく、当該深い部分にも正常な改質領域Rを確実に形成することができる。
尚、第1実施形態では3個のレーザヘッドHLa〜HLcを用いて3層の改質領域群Ga〜Gcを形成しているが、2個または4個以上のレーザヘッドを用いて2層または4層以上の改質領域群を形成するようにしてもよい。
<第2実施形態>
図5(A)は、第2実施形態におけるレーザ照射装置22の底面図である。図5(B)は、第2実施形態におけるレーザ照射装置22の概略構成を説明するための一部縦断面図である。
図5(A)は、第2実施形態におけるレーザ照射装置22の底面図である。図5(B)は、第2実施形態におけるレーザ照射装置22の概略構成を説明するための一部縦断面図である。
図6および図7は、第2実施形態においてウェハ10にレーザ光La〜Lcを照射して改質領域Rを形成する様子を説明するための説明図であり、図6(A)はウェハ10の平面図を表し、図6(B)および図7はウェハ10の縦断面を模式的に表したものである。
尚、図6(B)は、図6(A)に示すV−V線断面図である。
また、図7は、図6(A)に示す切断予定ラインKに相当するW−W線断面図である。
尚、図6(B)は、図6(A)に示すV−V線断面図である。
また、図7は、図6(A)に示す切断予定ラインKに相当するW−W線断面図である。
第2実施形態において、第1実施形態と異なるのは、以下の点だけである。
[2−1]レーザ照射装置22内には3個の駆動装置41a〜41cが設けられている。
[2−2]駆動装置41aは、レーザヘッドHLaを光軸OAaに沿った方向であるZ方向に進退移動させる。駆動装置41bは、レーザヘッドHLbを光軸OAbに沿った方向であるZ方向に進退移動させる。駆動装置41cは、レーザヘッドHLcを光軸OAcに沿った方向であるZ方向に進退移動させる。尚、各駆動装置41a〜41cは、どのような機構(例えば、ラック・ピニオン、ボールねじなど)によって具体化してもよい。
[2−3]制御装置23は、各駆動装置41a〜41cを制御することにより、各レーザヘッドHLa〜HLcのZ方向の移動を制御する。
[2−4]各レーザ光La〜Lcの波長および集光レンズCVa〜CVcの開口数はそれぞれ同じ値に設定されている。
[2−1]レーザ照射装置22内には3個の駆動装置41a〜41cが設けられている。
[2−2]駆動装置41aは、レーザヘッドHLaを光軸OAaに沿った方向であるZ方向に進退移動させる。駆動装置41bは、レーザヘッドHLbを光軸OAbに沿った方向であるZ方向に進退移動させる。駆動装置41cは、レーザヘッドHLcを光軸OAcに沿った方向であるZ方向に進退移動させる。尚、各駆動装置41a〜41cは、どのような機構(例えば、ラック・ピニオン、ボールねじなど)によって具体化してもよい。
[2−3]制御装置23は、各駆動装置41a〜41cを制御することにより、各レーザヘッドHLa〜HLcのZ方向の移動を制御する。
[2−4]各レーザ光La〜Lcの波長および集光レンズCVa〜CVcの開口数はそれぞれ同じ値に設定されている。
このように、第2実施形態では、各駆動装置41a〜41cを用いて各レーザヘッドHLa〜HLcのZ方向の位置を調整することにより、第1実施形態と同様に、ウェハ10の内部における各レーザ光La〜Lcの集光点Pa〜Pcの深さ位置を適宜設定し、ウェハ10の切断予定ラインKに沿うと共に、ウェハ10の表面10bから深さ方向に離間または隣接または重複して配置された3層1組の改質領域群Ga〜Gcを同時に形成している。
従って、第2実施形態によれば、第1実施形態と同様の作用・効果を得ることができる。
従って、第2実施形態によれば、第1実施形態と同様の作用・効果を得ることができる。
<第3実施形態>
図8(A)は、第3実施形態におけるレーザ照射装置22の底面図である。
図8(B)は、第3実施形態においてウェハ10にレーザ光La〜Lcを照射して改質領域Rを形成する様子を説明するための説明図であり、ウェハ10の一部透視斜視図である。
図8(A)は、第3実施形態におけるレーザ照射装置22の底面図である。
図8(B)は、第3実施形態においてウェハ10にレーザ光La〜Lcを照射して改質領域Rを形成する様子を説明するための説明図であり、ウェハ10の一部透視斜視図である。
第3実施形態において、第1実施形態と異なるのは、以下の点だけである。
[3−1]レーザ照射装置22内に設けられた各レーザヘッドHLa〜HLcから照射される各レーザ光La〜Lcの光軸OAa〜OAcは、Z方向を向くと共にY方向に並べて配置されている。
[3−2]レーザ照射装置22内には3個の駆動装置51a〜51cが設けられている。
[3−3]各駆動装置51a〜51cはそれぞれ、各レーザヘッドHLa〜HLcをY方向に進退移動させる。尚、各駆動装置51a〜51cは、どのような機構(例えば、ラック・ピニオン、ボールねじなど)によって具体化してもよい。
[3−1]レーザ照射装置22内に設けられた各レーザヘッドHLa〜HLcから照射される各レーザ光La〜Lcの光軸OAa〜OAcは、Z方向を向くと共にY方向に並べて配置されている。
[3−2]レーザ照射装置22内には3個の駆動装置51a〜51cが設けられている。
[3−3]各駆動装置51a〜51cはそれぞれ、各レーザヘッドHLa〜HLcをY方向に進退移動させる。尚、各駆動装置51a〜51cは、どのような機構(例えば、ラック・ピニオン、ボールねじなど)によって具体化してもよい。
[3−4]制御装置23は、各駆動装置51a〜51cを制御することにより、各レーザヘッドHLa〜HLcのY方向の移動を制御し、各光軸OAa〜OAcの間隔tをウェハ10に配置された平行な切断予定ラインKa〜Kcの間隔に設定する。
前記のように、切断予定ラインはウェハ10から切断分離される各チップの間に配置されているため、切断予定ラインKa〜Kcの間隔(光軸OAa〜OAcの間隔t)が1個のチップの幅または奥行の寸法となる。
また、各切断予定ラインKa〜KcはX方向に沿うと共にY方向に並べて配置されているため、各レーザヘッドHLa〜HLcが進退移動されるY方向は、各切断予定ラインKa〜Kcと直交する水平方向になる。
前記のように、切断予定ラインはウェハ10から切断分離される各チップの間に配置されているため、切断予定ラインKa〜Kcの間隔(光軸OAa〜OAcの間隔t)が1個のチップの幅または奥行の寸法となる。
また、各切断予定ラインKa〜KcはX方向に沿うと共にY方向に並べて配置されているため、各レーザヘッドHLa〜HLcが進退移動されるY方向は、各切断予定ラインKa〜Kcと直交する水平方向になる。
[3−5]レーザ加工装置20は、各レーザ光La〜Lcの光軸OAa〜OAcをウェハ10の表面10bに対して垂直にすると共に、各光軸OAa〜OAcをそれぞれ各切断予定ラインKa〜Kcに合致させた状態で、各レーザ光La〜Lcを集光レンズCVa〜CVcを介してウェハ10の表面10bへ照射させ、ウェハ10の内部における所定位置にレーザ光Lを集光させた各集光点Pa〜Pcを合わせ、各集光点Pa〜Pcの箇所に各レーザ光La〜Lcの照射による改質領域Rを形成する。
そして、レーザ加工装置20は、ウェハ10の内部における各集光点Pa〜Pcの深さ位置を一定にした状態で、各レーザ光La〜Lcをパルス状に照射しながら、ウェハ10に対して各集光点Pa〜Pcを相対的にX方向へ移動させることにより、各切断予定ラインKa〜Kcに沿ってX方向に一定の間隔をあけた複数個の改質領域Rから成る3本の改質領域群Ga〜Gcを同時に形成されてゆく。
ここで、レーザ加工装置20は、第1実施形態と同様に、各レーザ光La〜Lcの波長λa〜λcまたは集光レンズCVa〜CVcの開口数NAa〜NAcの少なくともいずれか一方を調整することにより、各集光点Pa〜Pcの深さ位置を設定する。
ここで、レーザ加工装置20は、第1実施形態と同様に、各レーザ光La〜Lcの波長λa〜λcまたは集光レンズCVa〜CVcの開口数NAa〜NAcの少なくともいずれか一方を調整することにより、各集光点Pa〜Pcの深さ位置を設定する。
[3−6]レーザ加工装置20は、ウェハ10の内部における集光点Pa〜Pcの深さ位置を段階的に変えることにより、各切断予定ラインKa〜Kcに沿うと共に、ウェハ10の表面10bから深さ方向(ウェハ10の厚さ方向、ウェハ10の断面方向、ウェハ10の表裏面10b,10aに対して垂直方向)に離間または隣接または重複して配置された複数層の改質領域群を構成する各改質領域Rを順次形成する。
図8(B)に示す例では、切断予定ラインKaに沿って3層の改質領域群Gaが形成され、切断予定ラインKbに沿って2層の改質領域群Gbが形成され、切断予定ラインKcに沿って1層の改質領域群Gaが形成されている。
このとき、第1実施形態と同様に、ウェハ10におけるレーザ入射面である表面10bから遠い位置(すなわち深い位置)の改質領域Rが必ず先に形成されるように、ウェハ10に対する各集光点Pa〜Pcの移動方向を設定すると共に、各集光点Pa〜Pcの深さ位置を設定しておく。
このように、第3実施形態では、各駆動装置51a〜51cを用いて各レーザヘッドHLa〜HLcのY方向の位置を調整することにより、各光軸OAa〜OAcの間隔tをウェハ10の切断予定ラインKa〜Kcの間隔に設定し、各レーザ光La〜Lcの集光点Pa〜Pcの深さ位置を第1実施形態と同様に設定した状態で、各集光点Pa〜Pcを切断予定ラインKa〜Kcに沿ってX方向に移動している。
従って、第3実施形態によれば、各切断予定ラインKa〜Kcに沿った3本の改質領域群Ga〜Gcを同時に形成することが可能になるため加工効率を高くできる。
尚、第3実施形態では3個のレーザヘッドHLa〜HLcを用いて3本の改質領域群Ga〜Gcを形成しているが、2個または4個以上のレーザヘッドを用いて2本または4本以上の改質領域群を形成するようにしてもよい。
尚、第3実施形態では3個のレーザヘッドHLa〜HLcを用いて3本の改質領域群Ga〜Gcを形成しているが、2個または4個以上のレーザヘッドを用いて2本または4本以上の改質領域群を形成するようにしてもよい。
また、第3実施形態では、第1実施形態と同様に、ウェハ10の表面10bに対して各レーザ光La〜Lcを垂直方向に入射しているため、各レーザ光La〜Lcが照射される切断予定ラインKの幅を狭くすることが可能になり、1枚のウェハ10から切り取ることが可能なチップの個数が、切断予定ラインKの幅を広くした場合に比べて多くなることから、チップの製造コストを削減できる。
さらに、第3実施形態では、第1実施形態と同様に、ウェハ10の表面(レーザ光Lの入射面)10bに対して遠い方から順番に各改質領域群Gc〜Gaを構成する各改質領域Rが形成されるように、ウェハ10に対する各集光点Pa〜Pcの移動方向を設定すると共に、各集光点Pa〜Pcの深さ位置を設定している。
そのため、ウェハ10の表面10bから浅い部分に形成された改質領域Rが、深い部分に改質領域Rを形成する際のレーザ光の入射を阻害することなく、当該深い部分にも正常な改質領域Rを確実に形成することができる。
そのため、ウェハ10の表面10bから浅い部分に形成された改質領域Rが、深い部分に改質領域Rを形成する際のレーザ光の入射を阻害することなく、当該深い部分にも正常な改質領域Rを確実に形成することができる。
<第4実施形態>
図9(A)は、第4実施形態におけるレーザ照射装置22の底面図である。
図9(B)は、第4実施形態においてウェハ10にレーザ光La〜Lcを照射して改質領域Rを形成する様子を説明するための説明図であり、ウェハ10の一部透視斜視図である。
図9(A)は、第4実施形態におけるレーザ照射装置22の底面図である。
図9(B)は、第4実施形態においてウェハ10にレーザ光La〜Lcを照射して改質領域Rを形成する様子を説明するための説明図であり、ウェハ10の一部透視斜視図である。
第4実施形態において、第3実施形態と異なるのは、第2実施形態の前記[2−1]〜[2−4]と同じ構成が設けられており、各駆動装置41a〜41cを用いて各レーザヘッドHLa〜HLcのZ方向の位置を調整することにより、ウェハ10の内部における各レーザ光La〜Lcの集光点Pa〜Pcの深さ位置を設定している点だけである。
従って、第4実施形態によれば、第3実施形態と同様の作用・効果を得ることができる。
従って、第4実施形態によれば、第3実施形態と同様の作用・効果を得ることができる。
<第5実施形態>
図10は、第5実施形態においてウェハ10にレーザ光Ld〜Lgを照射して改質領域Rを形成する様子を説明するための説明図であり、ウェハ10の一部透視斜視図である。
図10は、第5実施形態においてウェハ10にレーザ光Ld〜Lgを照射して改質領域Rを形成する様子を説明するための説明図であり、ウェハ10の一部透視斜視図である。
第5実施形態において、第3実施形態または第4実施形態と異なるのは、以下の点だけである。
[5−1]3個1組のレーザヘッドHLa〜HLcと同様の構成の3個1組のレーザヘッドHLd〜HLfが設けられている。
[5−2]第3実施形態または第4実施形態と同様に、各レーザヘッドHLa〜HLcから照射される各レーザ光La〜Lcの光軸OAa〜OAcをZ方向に向け、各集光点Pa〜Pcをウェハ10に対して相対的にX方向に移動し、ウェハ10に配置された平行な切断予定ラインKa〜Kcに沿って、3本の改質領域群Ga〜Gcを構成する各改質領域Rを形成する。
また、各レーザヘッドHLd〜HLfから照射される各レーザ光Ld〜Lfの光軸OAd〜OAfをZ方向に向け、各集光点Pd〜Pfをウェハ10に対して相対的にY方向に移動し、ウェハ10に配置された平行な切断予定ラインKd〜Kfに沿って、3本の改質領域群Gd〜Gfを構成する各改質領域Rを形成する。
尚、各切断予定ラインKa〜KcはX方向に沿って配置され、各切断予定ラインKd〜KfはY方向に沿って配置され、各切断予定ラインKa〜Kfは格子状に配置されている。
[5−1]3個1組のレーザヘッドHLa〜HLcと同様の構成の3個1組のレーザヘッドHLd〜HLfが設けられている。
[5−2]第3実施形態または第4実施形態と同様に、各レーザヘッドHLa〜HLcから照射される各レーザ光La〜Lcの光軸OAa〜OAcをZ方向に向け、各集光点Pa〜Pcをウェハ10に対して相対的にX方向に移動し、ウェハ10に配置された平行な切断予定ラインKa〜Kcに沿って、3本の改質領域群Ga〜Gcを構成する各改質領域Rを形成する。
また、各レーザヘッドHLd〜HLfから照射される各レーザ光Ld〜Lfの光軸OAd〜OAfをZ方向に向け、各集光点Pd〜Pfをウェハ10に対して相対的にY方向に移動し、ウェハ10に配置された平行な切断予定ラインKd〜Kfに沿って、3本の改質領域群Gd〜Gfを構成する各改質領域Rを形成する。
尚、各切断予定ラインKa〜KcはX方向に沿って配置され、各切断予定ラインKd〜KfはY方向に沿って配置され、各切断予定ラインKa〜Kfは格子状に配置されている。
このように、第5実施形態では、3個1組のレーザヘッドHLa〜HLc,HLd〜HLfを2組備え、その2組のレーザヘッドから同時に照射された6つのレーザ光La〜Lfをパルス状に照射しながら、各レーザ光La〜Lfの集光点Pa〜Pfをウェハ10の表裏面10b,10aに対して水平方向に直交する2方向(X,Y方向)に移動させることにより、ウェハ10に対して格子状に配置された6本の切断予定ラインKa〜Kfに沿った複数個の改質領域Rから成る6本の改質領域群Ga〜Gfを同時に形成している。
従って、第5実施形態によれば、X方向とY方向の両方向にそれぞれ3本ずつの改質領域群を構成する各改質領域Rを同時に形成可能になるため、第3実施形態または第4実施形態よりも更に加工効率を高くできる。
尚、第5実施形態では3個1組のレーザヘッドHLa〜HLc,HLd〜HLfを2組用いて6本の改質領域群Ga〜Gfを形成しているが、2個1組または4個以上を1組とするレーザヘッドを3組以上用いることにより、複数本の改質領域群を形成するようにしてもよい。
尚、第5実施形態では3個1組のレーザヘッドHLa〜HLc,HLd〜HLfを2組用いて6本の改質領域群Ga〜Gfを形成しているが、2個1組または4個以上を1組とするレーザヘッドを3組以上用いることにより、複数本の改質領域群を形成するようにしてもよい。
<第6実施形態>
図11(A)(B)は、第6実施形態におけるレーザ照射装置22の底面図である。
第6実施形態において、第3実施形態または第4実施形態と異なるのは、レーザ照射装置22内に設けられた各レーザヘッドHLa〜HLcが、少なくとも各レーザヘッドHLa〜HLcのX方向の幅分だけ、X方向にずらして配置されている点だけである。
図11(A)(B)は、第6実施形態におけるレーザ照射装置22の底面図である。
第6実施形態において、第3実施形態または第4実施形態と異なるのは、レーザ照射装置22内に設けられた各レーザヘッドHLa〜HLcが、少なくとも各レーザヘッドHLa〜HLcのX方向の幅分だけ、X方向にずらして配置されている点だけである。
従って、第6実施形態によれば、各駆動装置51a〜51cを用いて各レーザヘッドHLa〜HLcのY方向の位置を調整することにより、各光軸OAa〜OAcの間隔tの最小値をゼロにまですることが可能であり、当該間隔tを第3実施形態または第4実施形態に比べて小さく設定できることから、ウェハ10から切断分離されるチップのサイズが小さな場合にも容易に対応することができる。
<別の実施形態>
本発明は上記各実施形態に限定されるものではなく、以下のように具体化してもよく、その場合でも、上記各実施形態と同等もしくはそれ以上の作用・効果を得ることができる。
本発明は上記各実施形態に限定されるものではなく、以下のように具体化してもよく、その場合でも、上記各実施形態と同等もしくはそれ以上の作用・効果を得ることができる。
[1]上記実施形態はバルクシリコンウェハに適用したものであるが、本発明の適用はこれに限られるものではなく、多層構造の半導体基板を作成するための半導体材料から成るウェハに適用してもよい。
その場合、ウェハとしては、例えば、貼り合わせSOI(Silicon On Insulator)構造のウェハ、SIMOX(Separation by IMplanted OXygen)構造のウェハ、ガラスなどの絶縁基板上に多結晶シリコンまたは非晶質シリコンを固相成長法や溶融再結晶化法により形成したSOI構造のウェハ、サファイアなどの基板上にIII−V族化合物半導体層を結晶成長させた半導体発光素子に用いられるウェハ、陽極接合を用いてシリコン基板とガラス基板とを貼り合わせて形成したウェハなどがある。
その場合、ウェハとしては、例えば、貼り合わせSOI(Silicon On Insulator)構造のウェハ、SIMOX(Separation by IMplanted OXygen)構造のウェハ、ガラスなどの絶縁基板上に多結晶シリコンまたは非晶質シリコンを固相成長法や溶融再結晶化法により形成したSOI構造のウェハ、サファイアなどの基板上にIII−V族化合物半導体層を結晶成長させた半導体発光素子に用いられるウェハ、陽極接合を用いてシリコン基板とガラス基板とを貼り合わせて形成したウェハなどがある。
その場合、1台のレーザ加工装置20に複数のレーザヘッドHLa〜HLfを設けてあるため、異なる材質のウェハを複数枚積層させた多層構造のウェハに対して、各レーザヘッドHLa〜HLfから照射するレーザ光La〜Lfの波長および開口数を多層構造の各層の材質に対応した最適なものに設定しておけば、各層に最適なレーザ光を照射することが可能になることから、各層毎に正常な改質領域Rを確実に成形することができる。
従来、異なる材質のウェハを複数枚積層させた多層構造のウェハの各層に対して改質領域Rを形成するには、多層構造の各層の材質に対応したレーザ光を照射するレーザヘッドを備えたレーザ加工装置を各層毎に用意しておき、1つの層に改質領域Rを形成する度に別のレーザ加工装置にウェハを移し替える必要があった。
しかし、上記各実施形態を多層構造のウェハのレーザ加工に適用すれば、1台のレーザ加工装置20を用いるだけで、多層構造の各層の材質に対応した最適なレーザ光を照射可能であることから、別のレーザ加工装置にウェハを移し替えることなく、各層に同時もしくは連続して改質領域Rを形成可能なため、加工効率が向上すると共に、複数のレーザ加工装置を設置した場合に比べて装置の設置スペースを削減できる。
しかし、上記各実施形態を多層構造のウェハのレーザ加工に適用すれば、1台のレーザ加工装置20を用いるだけで、多層構造の各層の材質に対応した最適なレーザ光を照射可能であることから、別のレーザ加工装置にウェハを移し替えることなく、各層に同時もしくは連続して改質領域Rを形成可能なため、加工効率が向上すると共に、複数のレーザ加工装置を設置した場合に比べて装置の設置スペースを削減できる。
[2]上記実施形態はバルクシリコンウェハに適用したものであるが、本発明の適用はこれに限られるものではなく、半導体基板(例えば、ガリウム砒素基板など)を作成するための半導体材料(例えば、ガリウム砒素など)から成るウェハであれば、どのようなウェハに適用してもよい。
また、本発明は、半導体基板を作成するための半導体材料から成るウェハに限らず、種々の材料(例えば、ガラスを含む材料など)から成るウェハに適用してもよい。
また、本発明は、半導体基板を作成するための半導体材料から成るウェハに限らず、種々の材料(例えば、ガラスを含む材料など)から成るウェハに適用してもよい。
その場合、多光子吸収による改質領域Rは、上記各実施形態のような溶融処理領域を含むものに限らず、ウェハの形成材料に合わせた適宜なものにすればよい。例えば、ウェハの形成材料がガラスを含む場合には、多光子吸収による改質領域Rを、クラック領域を含むものか又は屈折率が変化した領域を含むものにすればよい。
尚、クラック領域または屈折率が変化した領域を含む改質領域については、特許文献1に開示されているため、説明を省略する。
尚、クラック領域または屈折率が変化した領域を含む改質領域については、特許文献1に開示されているため、説明を省略する。
[3]上記実施形態では、ダイシングフィルム11を伸張させることによりウェハ10を切断分離している。しかし、曲率を有した物(例えば、半球状の物)の曲面(膨らんだ方の面)をウェハ10の切断予定ラインに押し当てて押圧力を印加することにより、改質領域Rに剪断応力を発生させ、ウェハ10を切断分離するようにしてもよい。
10…ウェハ
10a…ウェハ10の裏面
10b…ウェハ10の表面
11…ダイシングフィルム
20…レーザ加工装置
21…ウェハ載置装置
22…レーザ照射装置
23…制御装置(垂直移動手段、水平移動手段)
31…回転テーブル
32…移動テーブル
41a〜41c…駆動装置(垂直移動手段)
51a〜51c…駆動装置(水平移動手段)
HLa〜HLf…レーザヘッド
La〜Lf…レーザ光
CVa〜CVc…集光レンズ
Pa〜Pf…集光点
OAa〜OAc光軸
R…改質領域
Ga〜Gf…改質領域群
K…切断予定ライン
10a…ウェハ10の裏面
10b…ウェハ10の表面
11…ダイシングフィルム
20…レーザ加工装置
21…ウェハ載置装置
22…レーザ照射装置
23…制御装置(垂直移動手段、水平移動手段)
31…回転テーブル
32…移動テーブル
41a〜41c…駆動装置(垂直移動手段)
51a〜51c…駆動装置(水平移動手段)
HLa〜HLf…レーザヘッド
La〜Lf…レーザ光
CVa〜CVc…集光レンズ
Pa〜Pf…集光点
OAa〜OAc光軸
R…改質領域
Ga〜Gf…改質領域群
K…切断予定ライン
Claims (10)
- ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工装置であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドを備え、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光をそれぞれ異なる集光点に合わせ、ウェハの表面から深さ方向に間隔をあけた複数層の改質領域を同時に形成することと、
ウェハの切断予定ラインに沿って、前記複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数層の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することと
を特徴とするレーザ加工装置。 - ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工装置であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドと、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光の光軸の間隔を、ウェハに配置された複数本の平行な切断予定ラインの間隔に合わせるように、前記複数個のレーザヘッドを前記切断予定ラインと直交する水平方向に移動させる水平移動手段と
を備え、
前記複数本の切断予定ラインに沿って、前記複数個のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数のレーザ光の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数本の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することと
を特徴とするレーザ加工装置。 - 請求項1または請求項2に記載のレーザ加工装置において、
前記レーザ光の波長または前記集光レンズの開口数の少なくともいずれか一方を調整することにより、前記複数の集光点のウェハの内部における深さ位置を設定することを特徴とするレーザ加工装置。 - 請求項1または請求項2に記載のレーザ加工装置において、
前記複数のレーザヘッドをそれぞれウェハの表面に対して垂直方向に移動させる垂直移動手段を備え、
その垂直移動手段によって前記複数のレーザヘッドを移動させることにより、前記複数の集光点のウェハの内部における深さ位置を設定することを特徴とするレーザ加工装置。 - 請求項1〜4のいずれか1項に記載のレーザ加工装置において、
前記複数のレーザヘッドを複数組備え、
その複数組のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記複数のレーザ光の集光点をウェハの表裏面に対して水平方向に直交する2方向に移動させることにより、ウェハに対して格子状に配置された複数本の切断予定ラインに沿った複数個の改質領域から成る複数本の改質領域群を同時に形成することを特徴とするレーザ加工装置。 - ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工方法であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドを用い、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光をそれぞれ異なる集光点に合わせ、ウェハの表面から深さ方向に間隔をあけた複数層の改質領域を同時に形成することと、
ウェハの切断予定ラインに沿って、前記複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数層の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することと
を特徴とするレーザ加工方法。 - ウェハの内部に集光点を合わせてレーザ光を照射することにより、当該ウェハの内部に多光子吸収による改質領域を形成するレーザ加工方法であって、
レーザ光を発生させて出射するレーザ光源と、そのレーザ光源の出射したレーザ光を前記集光点に集光させる集光レンズとを有する複数個のレーザヘッドを用い、
前記複数個のレーザヘッドから同時に照射された複数のレーザ光の光軸の間隔を、ウェハに配置された複数本の平行な切断予定ラインの間隔に合わせるように、前記複数個のレーザヘッドを前記切断予定ラインと直交する水平方向に移動させることと、
前記複数本の切断予定ラインに沿って、前記複数個のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記ウェハに対して前記複数のレーザ光の集光点を相対的に移動させることにより、前記ウェハの表裏面に対して水平方向に間隔をあけて形成された複数個の改質領域から成る複数本の改質領域群を同時に形成することと、
前記複数のレーザ光をウェハの表面に対して垂直方向に入射させることと、
ウェハの表面から深い位置の改質領域が必ず先に形成されるように、ウェハに対する前記複数の集光点の移動方向を設定すると共に、前記複数の集光点のウェハの内部における深さ位置を設定することと
を特徴とするレーザ加工方法。 - 請求項6または請求項7に記載のレーザ加工方法において、
前記レーザ光の波長または前記集光レンズの開口数の少なくともいずれか一方を調整することにより、前記複数の集光点のウェハの内部における深さ位置を設定することを特徴とするレーザ加工方法。 - 請求項6または請求項7に記載のレーザ加工方法において、
前記複数のレーザヘッドをそれぞれウェハの表面に対して垂直方向に移動させることにより、前記複数の集光点のウェハの内部における深さ位置を設定することを特徴とするレーザ加工方法。 - 請求項6〜9のいずれか1項に記載のレーザ加工方法において、
前記複数のレーザヘッドを複数組用い、
その複数組のレーザヘッドから同時に照射された複数のレーザ光をパルス状に照射しながら、前記複数のレーザ光の集光点をウェハの表裏面に対して水平方向に直交する2方向に移動させることにより、ウェハに対して格子状に配置された複数本の切断予定ラインに沿った複数個の改質領域から成る複数本の改質領域群を同時に形成することを特徴とするレーザ加工方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005331220A JP2007142000A (ja) | 2005-11-16 | 2005-11-16 | レーザ加工装置およびレーザ加工方法 |
| JP2005331222A JP2007142001A (ja) | 2005-11-16 | 2005-11-16 | レーザ加工装置およびレーザ加工方法 |
| US11/598,653 US7968432B2 (en) | 2005-11-16 | 2006-11-14 | Laser processing apparatus and laser processing method |
| CN2006101485359A CN1967783B (zh) | 2005-11-16 | 2006-11-15 | 激光加工设备和激光加工方法 |
| DE102006053898A DE102006053898B4 (de) | 2005-11-16 | 2006-11-15 | Laserbearbeitungsvorrichtung und Laserbearbeitungsverfahren |
| KR1020060113419A KR100825884B1 (ko) | 2005-11-16 | 2006-11-16 | 레이저 가공장치 및 레이저 가공방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005331220A JP2007142000A (ja) | 2005-11-16 | 2005-11-16 | レーザ加工装置およびレーザ加工方法 |
| JP2005331222A JP2007142001A (ja) | 2005-11-16 | 2005-11-16 | レーザ加工装置およびレーザ加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007142000A true JP2007142000A (ja) | 2007-06-07 |
Family
ID=38037934
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005331222A Pending JP2007142001A (ja) | 2005-11-16 | 2005-11-16 | レーザ加工装置およびレーザ加工方法 |
| JP2005331220A Pending JP2007142000A (ja) | 2005-11-16 | 2005-11-16 | レーザ加工装置およびレーザ加工方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005331222A Pending JP2007142001A (ja) | 2005-11-16 | 2005-11-16 | レーザ加工装置およびレーザ加工方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7968432B2 (ja) |
| JP (2) | JP2007142001A (ja) |
| KR (1) | KR100825884B1 (ja) |
| CN (1) | CN1967783B (ja) |
| DE (1) | DE102006053898B4 (ja) |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008016486A (ja) * | 2006-07-03 | 2008-01-24 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2008131008A (ja) * | 2006-11-24 | 2008-06-05 | Disco Abrasive Syst Ltd | ウエーハのレーザー加工方法およびレーザー加工装置 |
| WO2009102002A1 (ja) * | 2008-02-15 | 2009-08-20 | Cyber Laser Inc. | レーザによる透明基板の加工方法および装置 |
| EP2139049A1 (de) * | 2008-06-25 | 2009-12-30 | Schneeberger Holding AG | Vorrichtung zur Strukturierung eines Solarmoduls |
| WO2011021627A1 (ja) * | 2009-08-21 | 2011-02-24 | 浜松ホトニクス株式会社 | レーザ加工方法及びチップ |
| WO2011030802A1 (ja) * | 2009-09-10 | 2011-03-17 | アイシン精機株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP2011110591A (ja) * | 2009-11-27 | 2011-06-09 | Pioneer Electronic Corp | レーザ加工装置 |
| CN102091869A (zh) * | 2009-12-11 | 2011-06-15 | 株式会社迪思科 | 激光加工装置 |
| JP2011151299A (ja) * | 2010-01-25 | 2011-08-04 | Disco Abrasive Syst Ltd | レーザー加工方法 |
| JP2011206838A (ja) * | 2010-03-30 | 2011-10-20 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2012004321A (ja) * | 2010-06-16 | 2012-01-05 | Showa Denko Kk | レーザ加工方法 |
| JP2012004316A (ja) * | 2010-06-16 | 2012-01-05 | Showa Denko Kk | レーザ加工方法 |
| JP2012004315A (ja) * | 2010-06-16 | 2012-01-05 | Showa Denko Kk | レーザ加工方法 |
| WO2012108056A1 (ja) * | 2011-02-10 | 2012-08-16 | 信越ポリマー株式会社 | 内部応力層形成単結晶部材および単結晶基板製造方法 |
| WO2012108055A1 (ja) * | 2011-02-10 | 2012-08-16 | 信越ポリマー株式会社 | 単結晶基板製造方法および内部改質層形成単結晶部材 |
| JP2012520768A (ja) * | 2009-03-17 | 2012-09-10 | ウクシィ サンテック パワー カンパニー リミテッド | 一体的に並置した複数の放射源を用いたプレートの照射 |
| JP2013004957A (ja) * | 2011-06-17 | 2013-01-07 | National Cheng Kung Univ | 発光素子構造及びその製造方法 |
| JPWO2012063342A1 (ja) * | 2010-11-10 | 2014-05-12 | トヨタ自動車株式会社 | 半導体装置の製造方法 |
| JP2014170901A (ja) * | 2013-03-05 | 2014-09-18 | Disco Abrasive Syst Ltd | ウエーハの加工方法 |
| KR101481080B1 (ko) | 2011-07-04 | 2015-01-13 | 한미반도체 주식회사 | 반도체 패키지의 레이저 가공방법 |
| JP2015107491A (ja) * | 2013-12-03 | 2015-06-11 | 株式会社ディスコ | レーザー加工方法 |
| JP2015174127A (ja) * | 2014-03-17 | 2015-10-05 | 株式会社ディスコ | 板状物の加工方法 |
| JP5917677B1 (ja) * | 2014-12-26 | 2016-05-18 | エルシード株式会社 | SiC材料の加工方法 |
| JP2017069510A (ja) * | 2015-10-02 | 2017-04-06 | 日亜化学工業株式会社 | 半導体素子の製造方法 |
| KR102934159B1 (ko) | 2020-02-25 | 2026-03-04 | 가부시기가이샤 디스코 | 칩의 제조 방법 |
Families Citing this family (104)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4716663B2 (ja) * | 2004-03-19 | 2011-07-06 | 株式会社リコー | レーザ加工装置、レーザ加工方法、及び該加工装置又は加工方法により作製された構造体 |
| JP2006150385A (ja) * | 2004-11-26 | 2006-06-15 | Canon Inc | レーザ割断方法 |
| JP2007235008A (ja) * | 2006-03-03 | 2007-09-13 | Denso Corp | ウェハの分断方法およびチップ |
| JP2008283069A (ja) * | 2007-05-11 | 2008-11-20 | Sony Corp | 照射装置、半導体装置の製造装置、半導体装置の製造方法および表示装置の製造方法 |
| JP5243098B2 (ja) * | 2008-05-09 | 2013-07-24 | 株式会社ディスコ | レーザー加工装置 |
| JP5286485B2 (ja) * | 2008-11-18 | 2013-09-11 | 株式会社日立情報通信エンジニアリング | レーザ加工装置及びレーザ加工方法 |
| JP2010177277A (ja) * | 2009-01-27 | 2010-08-12 | Tokyo Seimitsu Co Ltd | レーザーダイシング方法及びレーザーダイシング装置 |
| JP2011061043A (ja) * | 2009-09-10 | 2011-03-24 | Disco Abrasive Syst Ltd | 加工方法および半導体デバイスの製造方法 |
| JP2011201759A (ja) * | 2010-03-05 | 2011-10-13 | Namiki Precision Jewel Co Ltd | 多層膜付き単結晶基板、多層膜付き単結晶基板の製造方法および素子製造方法 |
| JP4948629B2 (ja) * | 2010-07-20 | 2012-06-06 | ウシオ電機株式会社 | レーザリフトオフ方法 |
| JP5480169B2 (ja) * | 2011-01-13 | 2014-04-23 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| US8933367B2 (en) * | 2011-02-09 | 2015-01-13 | Sumitomo Electric Industries, Ltd. | Laser processing method |
| CN102152003B (zh) * | 2011-02-24 | 2014-03-12 | 华中科技大学 | 双激光束分离光学晶体方法及装置 |
| KR101311898B1 (ko) * | 2011-05-31 | 2013-09-27 | (주)하드램 | 빔의 형태 및 에너지 분포 조절이 가능한 레이저 커팅 장치 |
| JP2013046924A (ja) * | 2011-07-27 | 2013-03-07 | Toshiba Mach Co Ltd | レーザダイシング方法 |
| JP5140198B1 (ja) * | 2011-07-27 | 2013-02-06 | 東芝機械株式会社 | レーザダイシング方法 |
| US8569086B2 (en) * | 2011-08-24 | 2013-10-29 | Taiwan Semiconductor Manufacturing Company, Ltd. | Semiconductor device and method of dicing semiconductor devices |
| JP2013144312A (ja) * | 2011-10-07 | 2013-07-25 | Canon Inc | レーザ加工方法、レーザ加工装置及びインクジェットヘッドの製造方法 |
| JP5964580B2 (ja) * | 2011-12-26 | 2016-08-03 | 株式会社ディスコ | ウェーハの加工方法 |
| KR101361777B1 (ko) * | 2012-04-03 | 2014-02-13 | 주식회사 이오테크닉스 | 레이저 가공방법 |
| JP5965239B2 (ja) * | 2012-07-31 | 2016-08-03 | 三星ダイヤモンド工業株式会社 | 貼り合わせ基板の加工方法並びに加工装置 |
| WO2014079478A1 (en) | 2012-11-20 | 2014-05-30 | Light In Light Srl | High speed laser processing of transparent materials |
| EP2754524B1 (de) | 2013-01-15 | 2015-11-25 | Corning Laser Technologies GmbH | Verfahren und Vorrichtung zum laserbasierten Bearbeiten von flächigen Substraten, d.h. Wafer oder Glaselement, unter Verwendung einer Laserstrahlbrennlinie |
| EP2781296B1 (de) | 2013-03-21 | 2020-10-21 | Corning Laser Technologies GmbH | Vorrichtung und verfahren zum ausschneiden von konturen aus flächigen substraten mittels laser |
| CN105102178B (zh) | 2013-03-27 | 2018-03-13 | 浜松光子学株式会社 | 激光加工装置及激光加工方法 |
| WO2014156689A1 (ja) | 2013-03-27 | 2014-10-02 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| WO2014156687A1 (ja) | 2013-03-27 | 2014-10-02 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| DE112014001676B4 (de) * | 2013-03-27 | 2024-06-06 | Hamamatsu Photonics K.K. | Laserbearbeitungsvorrichtung und Laserbearbeitungsverfahren |
| DE102013207480A1 (de) * | 2013-04-24 | 2014-10-30 | Smartrac Technology Gmbh | Verfahren zur Vereinzelung eines Wafers in Chips |
| JP2015062943A (ja) * | 2013-09-26 | 2015-04-09 | 株式会社ディスコ | レーザ加工装置、レーザ加工方法 |
| JP6246561B2 (ja) * | 2013-11-01 | 2017-12-13 | 株式会社ディスコ | レーザー加工方法およびレーザー加工装置 |
| US10442719B2 (en) | 2013-12-17 | 2019-10-15 | Corning Incorporated | Edge chamfering methods |
| US9676167B2 (en) | 2013-12-17 | 2017-06-13 | Corning Incorporated | Laser processing of sapphire substrate and related applications |
| US9850160B2 (en) | 2013-12-17 | 2017-12-26 | Corning Incorporated | Laser cutting of display glass compositions |
| US11556039B2 (en) | 2013-12-17 | 2023-01-17 | Corning Incorporated | Electrochromic coated glass articles and methods for laser processing the same |
| US20150165560A1 (en) | 2013-12-17 | 2015-06-18 | Corning Incorporated | Laser processing of slots and holes |
| US9815730B2 (en) | 2013-12-17 | 2017-11-14 | Corning Incorporated | Processing 3D shaped transparent brittle substrate |
| US9701563B2 (en) | 2013-12-17 | 2017-07-11 | Corning Incorporated | Laser cut composite glass article and method of cutting |
| US10293436B2 (en) | 2013-12-17 | 2019-05-21 | Corning Incorporated | Method for rapid laser drilling of holes in glass and products made therefrom |
| JP6324796B2 (ja) * | 2014-04-21 | 2018-05-16 | 株式会社ディスコ | 単結晶基板の加工方法 |
| JP6336817B2 (ja) | 2014-05-12 | 2018-06-06 | 太陽誘電株式会社 | 弾性波デバイス及びその製造方法 |
| KR20150130835A (ko) * | 2014-05-14 | 2015-11-24 | 주식회사 이오테크닉스 | 금속층이 형성된 반도체 웨이퍼를 절단하는 레이저 가공 방법 및 레이저 가공 장치 |
| LT6240B (lt) | 2014-05-16 | 2016-01-25 | Valstybinis mokslinių tyrimų institutas Fizinių ir technologijos mokslų centras | Skaidrių terpių lazerinis pjovimo būdas ir įrenginys |
| TWI730945B (zh) | 2014-07-08 | 2021-06-21 | 美商康寧公司 | 用於雷射處理材料的方法與設備 |
| TWI614914B (zh) | 2014-07-11 | 2018-02-11 | 晶元光電股份有限公司 | 發光元件及其製造方法 |
| EP3169479B1 (en) | 2014-07-14 | 2019-10-02 | Corning Incorporated | Method of and system for arresting incident crack propagation in a transparent material |
| WO2016010949A1 (en) * | 2014-07-14 | 2016-01-21 | Corning Incorporated | Method and system for forming perforations |
| KR20170028943A (ko) * | 2014-07-14 | 2017-03-14 | 코닝 인코포레이티드 | 조정가능한 레이저 빔 촛점 라인을 사용하여 투명한 재료를 처리하는 방법 및 시스템 |
| CN107073641B (zh) | 2014-07-14 | 2020-11-10 | 康宁股份有限公司 | 接口块;用于使用这种接口块切割在波长范围内透明的衬底的系统和方法 |
| CN111430511A (zh) * | 2014-07-25 | 2020-07-17 | 晶元光电股份有限公司 | 发光元件及其制造方法 |
| TWI574767B (zh) * | 2014-07-29 | 2017-03-21 | Improved laser structure | |
| JP6293017B2 (ja) * | 2014-08-15 | 2018-03-14 | 株式会社ディスコ | ウエーハの加工方法 |
| JP2016042516A (ja) * | 2014-08-15 | 2016-03-31 | 株式会社ディスコ | ウエーハの加工方法 |
| US10047001B2 (en) | 2014-12-04 | 2018-08-14 | Corning Incorporated | Glass cutting systems and methods using non-diffracting laser beams |
| CN107406293A (zh) | 2015-01-12 | 2017-11-28 | 康宁股份有限公司 | 使用多光子吸收方法来对经热回火的基板进行激光切割 |
| US11773004B2 (en) | 2015-03-24 | 2023-10-03 | Corning Incorporated | Laser cutting and processing of display glass compositions |
| KR20170131638A (ko) | 2015-03-27 | 2017-11-29 | 코닝 인코포레이티드 | 가스 투과성 유리창 및 이의 제작방법 |
| WO2017011296A1 (en) | 2015-07-10 | 2017-01-19 | Corning Incorporated | Methods of continuous fabrication of holes in flexible substrate sheets and products relating to the same |
| JP6680494B2 (ja) * | 2015-09-15 | 2020-04-15 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP6529404B2 (ja) * | 2015-09-28 | 2019-06-12 | 株式会社ディスコ | ウエーハの加工方法 |
| KR102503846B1 (ko) * | 2015-10-30 | 2023-02-27 | 삼성디스플레이 주식회사 | 레이저 절단 장치 |
| JP6521837B2 (ja) * | 2015-11-05 | 2019-05-29 | 株式会社ディスコ | ウエーハの加工方法 |
| CN106881531A (zh) * | 2015-12-10 | 2017-06-23 | 彭翔 | 用于切割脆硬材料的方法和系统 |
| US20170313617A1 (en) * | 2016-04-27 | 2017-11-02 | Coherent, Inc. | Method and apparatus for laser-cutting of transparent materials |
| JP6938543B2 (ja) | 2016-05-06 | 2021-09-22 | コーニング インコーポレイテッド | 透明基板からの、輪郭設定された形状のレーザ切断及び取り外し |
| US10410883B2 (en) | 2016-06-01 | 2019-09-10 | Corning Incorporated | Articles and methods of forming vias in substrates |
| LT3468742T (lt) * | 2016-06-14 | 2022-12-12 | Evana Technologies, Uab | Daugiasegmentis fokusavimo lęšis ir lazerinio apdirbimo sistema plokštelių sudalinimui arba pjaustymui |
| CN107511596A (zh) * | 2016-06-16 | 2017-12-26 | 南京魔迪多维数码科技有限公司 | 多层材料的激光处理装置和方法 |
| US10794679B2 (en) | 2016-06-29 | 2020-10-06 | Corning Incorporated | Method and system for measuring geometric parameters of through holes |
| KR20190035805A (ko) | 2016-07-29 | 2019-04-03 | 코닝 인코포레이티드 | 레이저 처리를 위한 장치 및 방법 |
| KR102423775B1 (ko) | 2016-08-30 | 2022-07-22 | 코닝 인코포레이티드 | 투명 재료의 레이저 가공 |
| US10730783B2 (en) | 2016-09-30 | 2020-08-04 | Corning Incorporated | Apparatuses and methods for laser processing transparent workpieces using non-axisymmetric beam spots |
| KR102428350B1 (ko) | 2016-10-24 | 2022-08-02 | 코닝 인코포레이티드 | 시트형 유리 기판의 레이저 기반 기계 가공을 위한 기판 프로세싱 스테이션 |
| US10752534B2 (en) | 2016-11-01 | 2020-08-25 | Corning Incorporated | Apparatuses and methods for laser processing laminate workpiece stacks |
| CN108213697A (zh) * | 2016-12-14 | 2018-06-29 | 上海新昇半导体科技有限公司 | SiC晶体切片设备及切片方法 |
| CN106493474B (zh) * | 2016-12-19 | 2019-06-18 | 北京中科镭特电子有限公司 | 一种激光双面切划装置 |
| US10688599B2 (en) | 2017-02-09 | 2020-06-23 | Corning Incorporated | Apparatus and methods for laser processing transparent workpieces using phase shifted focal lines |
| US11078112B2 (en) | 2017-05-25 | 2021-08-03 | Corning Incorporated | Silica-containing substrates with vias having an axially variable sidewall taper and methods for forming the same |
| US10580725B2 (en) | 2017-05-25 | 2020-03-03 | Corning Incorporated | Articles having vias with geometry attributes and methods for fabricating the same |
| US10626040B2 (en) | 2017-06-15 | 2020-04-21 | Corning Incorporated | Articles capable of individual singulation |
| JP6980444B2 (ja) * | 2017-07-28 | 2021-12-15 | 浜松ホトニクス株式会社 | 積層型素子の製造方法 |
| JP7223828B2 (ja) * | 2017-07-28 | 2023-02-16 | 浜松ホトニクス株式会社 | 積層型素子の製造方法 |
| JP6981800B2 (ja) * | 2017-07-28 | 2021-12-17 | 浜松ホトニクス株式会社 | 積層型素子の製造方法 |
| US20190067049A1 (en) * | 2017-08-23 | 2019-02-28 | Asm Technology Singapore Pte Ltd | Radiative wafer cutting using selective focusing depths |
| US10347534B2 (en) * | 2017-09-12 | 2019-07-09 | Nxp B.V. | Variable stealth laser dicing process |
| TWI648524B (zh) * | 2017-10-03 | 2019-01-21 | 財團法人工業技術研究院 | 多層材料加工裝置及其方法 |
| JP7066368B2 (ja) * | 2017-10-24 | 2022-05-13 | 住友重機械工業株式会社 | レーザ加工機の制御装置、レーザ加工方法、及びレーザ加工機 |
| CN109848573A (zh) * | 2017-11-30 | 2019-06-07 | 北京中科镭特电子有限公司 | 一种激光切割装置 |
| US12180108B2 (en) | 2017-12-19 | 2024-12-31 | Corning Incorporated | Methods for etching vias in glass-based articles employing positive charge organic molecules |
| JP7112204B2 (ja) * | 2018-02-07 | 2022-08-03 | 株式会社ディスコ | 非破壊検出方法 |
| US11554984B2 (en) | 2018-02-22 | 2023-01-17 | Corning Incorporated | Alkali-free borosilicate glasses with low post-HF etch roughness |
| JP2021516159A (ja) * | 2019-02-12 | 2021-07-01 | ハンズ レーザー テクノロジー インダストリー グループ カンパニー リミテッド | 硬脆材料製品の加工方法、装置及びシステム |
| CN110181179B (zh) * | 2019-05-31 | 2021-12-14 | 大族激光科技产业集团股份有限公司 | 激光切割设备及激光切割方法 |
| US11646228B2 (en) * | 2019-09-11 | 2023-05-09 | Chongqing Institute Of East China Normal University | Stealth dicing method including filamentation and apparatus thereof |
| US11199658B2 (en) | 2019-12-20 | 2021-12-14 | Magic Leap, Inc. | Singulation of optical waveguide materials |
| EP4172678B1 (en) | 2020-06-25 | 2026-02-25 | Magic Leap, Inc. | Eyepiece for head-mounted display and method for making the same |
| CN215545785U (zh) * | 2020-10-30 | 2022-01-18 | 苏州创鑫激光科技有限公司 | 一种光学系统及激光加工设备 |
| CN112935528B (zh) * | 2021-01-29 | 2023-05-23 | 西安工业大学 | 一种针对厚度较大晶圆进行高质量切割的方法和装置 |
| CN113634878A (zh) * | 2021-08-17 | 2021-11-12 | 南京魔迪多维数码科技有限公司 | 用于激光切割多层材料的光学系统和方法 |
| US20230253251A1 (en) * | 2022-02-10 | 2023-08-10 | Texas Instruments Incorporated | Singulating semiconductor wafers |
| CN115609166A (zh) * | 2022-10-26 | 2023-01-17 | 中国科学院微电子研究所 | 碳化硅的激光切割方法 |
| CN116984760A (zh) * | 2023-07-19 | 2023-11-03 | 中国科学院微电子研究所 | 激光加工碳化硅晶圆的方法及系统 |
| CN117733361B (zh) * | 2023-10-18 | 2024-04-30 | 四川交通职业技术学院 | 汽车钣金过程的智能化激光切割装置及其控制方法 |
| CN118417721B (zh) * | 2024-06-26 | 2024-11-08 | 广东先导院科技有限公司 | 一种GaAs基芯片的激光切割方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002205180A (ja) * | 2000-09-13 | 2002-07-23 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2003266185A (ja) * | 2002-03-12 | 2003-09-24 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2004337903A (ja) * | 2003-05-14 | 2004-12-02 | Hamamatsu Photonics Kk | レーザ加工装置及びレーザ加工方法 |
| JP2005109323A (ja) * | 2003-10-01 | 2005-04-21 | Tokyo Seimitsu Co Ltd | レーザーダイシング装置 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5418797B2 (ja) * | 1974-08-31 | 1979-07-10 | ||
| JP3024990B2 (ja) * | 1990-08-31 | 2000-03-27 | 日本石英硝子株式会社 | 石英ガラス材料の切断加工方法 |
| JPH06106378A (ja) * | 1992-09-30 | 1994-04-19 | Olympus Optical Co Ltd | レーザ加工装置 |
| JPH06114577A (ja) * | 1992-10-05 | 1994-04-26 | Fujitsu Ltd | 微細加工装置 |
| JPH0810970A (ja) | 1994-06-22 | 1996-01-16 | Sony Corp | レーザ加工装置及び方法 |
| JP3292294B2 (ja) | 1997-11-07 | 2002-06-17 | 住友重機械工業株式会社 | レーザを用いたマーキング方法及びマーキング装置 |
| US6449235B1 (en) * | 1998-04-04 | 2002-09-10 | Lg Electronics, Inc. | Optical pick-up apparatus and optical recording/reproducing apparatus using the same |
| DE19840927B4 (de) | 1998-09-08 | 2009-07-02 | Hell Gravure Systems Gmbh & Co. Kg | Laserstrahlungsquelle hoher Leistungsdichte und hoher Energie zur Materialbearbeitung |
| JP4644329B2 (ja) * | 2000-02-24 | 2011-03-02 | 株式会社トプコン | 表面検査装置 |
| TW522395B (en) * | 2000-07-10 | 2003-03-01 | Koninkl Philips Electronics Nv | Optical scanning device |
| JP4659300B2 (ja) * | 2000-09-13 | 2011-03-30 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体チップの製造方法 |
| AU2003211581A1 (en) | 2002-03-12 | 2003-09-22 | Hamamatsu Photonics K.K. | Method of cutting processed object |
| US6787732B1 (en) * | 2002-04-02 | 2004-09-07 | Seagate Technology Llc | Method for laser-scribing brittle substrates and apparatus therefor |
| JP4110219B2 (ja) | 2002-08-30 | 2008-07-02 | 株式会社東京精密 | レーザーダイシング装置 |
| GB2402230B (en) | 2003-05-30 | 2006-05-03 | Xsil Technology Ltd | Focusing an optical beam to two foci |
| JP2005028438A (ja) * | 2003-07-11 | 2005-02-03 | Disco Abrasive Syst Ltd | レーザ光線を利用する加工装置 |
| JP2005109322A (ja) * | 2003-10-01 | 2005-04-21 | Tokyo Seimitsu Co Ltd | レーザーダイシング装置 |
| JP2005138143A (ja) * | 2003-11-06 | 2005-06-02 | Disco Abrasive Syst Ltd | レーザ光線を利用する加工装置 |
| JP4054773B2 (ja) | 2004-02-27 | 2008-03-05 | キヤノン株式会社 | シリコン基板割断方法 |
| TWI250910B (en) | 2004-03-05 | 2006-03-11 | Olympus Corp | Apparatus for laser machining |
| JP4716663B2 (ja) * | 2004-03-19 | 2011-07-06 | 株式会社リコー | レーザ加工装置、レーザ加工方法、及び該加工装置又は加工方法により作製された構造体 |
| JP2006007619A (ja) | 2004-06-25 | 2006-01-12 | Aisin Seiki Co Ltd | レーザ加工方法及びレーザ加工装置 |
| JP4354376B2 (ja) * | 2004-09-28 | 2009-10-28 | 株式会社ディスコ | レーザ加工装置 |
| US8093530B2 (en) * | 2004-11-19 | 2012-01-10 | Canon Kabushiki Kaisha | Laser cutting apparatus and laser cutting method |
| US7511816B2 (en) * | 2005-06-16 | 2009-03-31 | Kla-Tencor Technologies Corp. | Methods and systems for determining drift in a position of a light beam with respect to a chuck |
| KR20070097189A (ko) * | 2006-03-28 | 2007-10-04 | 삼성전자주식회사 | 기판 절단 방법 및 이에 사용되는 기판 절단 장치 |
-
2005
- 2005-11-16 JP JP2005331222A patent/JP2007142001A/ja active Pending
- 2005-11-16 JP JP2005331220A patent/JP2007142000A/ja active Pending
-
2006
- 2006-11-14 US US11/598,653 patent/US7968432B2/en not_active Expired - Fee Related
- 2006-11-15 CN CN2006101485359A patent/CN1967783B/zh not_active Expired - Fee Related
- 2006-11-15 DE DE102006053898A patent/DE102006053898B4/de not_active Expired - Fee Related
- 2006-11-16 KR KR1020060113419A patent/KR100825884B1/ko not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002205180A (ja) * | 2000-09-13 | 2002-07-23 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2003266185A (ja) * | 2002-03-12 | 2003-09-24 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2004337903A (ja) * | 2003-05-14 | 2004-12-02 | Hamamatsu Photonics Kk | レーザ加工装置及びレーザ加工方法 |
| JP2005109323A (ja) * | 2003-10-01 | 2005-04-21 | Tokyo Seimitsu Co Ltd | レーザーダイシング装置 |
Cited By (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008016486A (ja) * | 2006-07-03 | 2008-01-24 | Hamamatsu Photonics Kk | レーザ加工方法 |
| US8431467B2 (en) | 2006-07-03 | 2013-04-30 | Hamamatsu Photonics K.K. | Laser working method |
| JP2008131008A (ja) * | 2006-11-24 | 2008-06-05 | Disco Abrasive Syst Ltd | ウエーハのレーザー加工方法およびレーザー加工装置 |
| WO2009102002A1 (ja) * | 2008-02-15 | 2009-08-20 | Cyber Laser Inc. | レーザによる透明基板の加工方法および装置 |
| EP2139049A1 (de) * | 2008-06-25 | 2009-12-30 | Schneeberger Holding AG | Vorrichtung zur Strukturierung eines Solarmoduls |
| WO2009155717A3 (de) * | 2008-06-25 | 2010-04-22 | Atec Holding Ag | Vorrichtung zur strukturierung eines solarmoduls |
| JP2012520768A (ja) * | 2009-03-17 | 2012-09-10 | ウクシィ サンテック パワー カンパニー リミテッド | 一体的に並置した複数の放射源を用いたプレートの照射 |
| US8790997B2 (en) | 2009-08-21 | 2014-07-29 | Hamamatsu Photonics K.K. | Laser machining method and chip |
| US9029987B2 (en) | 2009-08-21 | 2015-05-12 | Hamamatsu Photonics K.K. | Laser machining method and chip |
| JP2011041966A (ja) * | 2009-08-21 | 2011-03-03 | Hamamatsu Photonics Kk | レーザ加工方法及びチップ |
| WO2011021627A1 (ja) * | 2009-08-21 | 2011-02-24 | 浜松ホトニクス株式会社 | レーザ加工方法及びチップ |
| WO2011030802A1 (ja) * | 2009-09-10 | 2011-03-17 | アイシン精機株式会社 | レーザ加工方法及びレーザ加工装置 |
| TWI465309B (zh) * | 2009-09-10 | 2014-12-21 | Aisin Seiki | Laser processing method and laser processing device |
| EP2476505A4 (en) * | 2009-09-10 | 2012-07-18 | Aisin Seiki | LASER PROCESSING METHOD AND LASER PROCESSING DEVICE |
| KR101364384B1 (ko) | 2009-09-10 | 2014-02-19 | 아이신세이끼가부시끼가이샤 | 레이저 가공 방법 및 레이저 가공 장치 |
| JP2011110591A (ja) * | 2009-11-27 | 2011-06-09 | Pioneer Electronic Corp | レーザ加工装置 |
| CN102091869A (zh) * | 2009-12-11 | 2011-06-15 | 株式会社迪思科 | 激光加工装置 |
| JP2011121099A (ja) * | 2009-12-11 | 2011-06-23 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| JP2011151299A (ja) * | 2010-01-25 | 2011-08-04 | Disco Abrasive Syst Ltd | レーザー加工方法 |
| JP2011206838A (ja) * | 2010-03-30 | 2011-10-20 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2012004321A (ja) * | 2010-06-16 | 2012-01-05 | Showa Denko Kk | レーザ加工方法 |
| JP2012004316A (ja) * | 2010-06-16 | 2012-01-05 | Showa Denko Kk | レーザ加工方法 |
| JP2012004315A (ja) * | 2010-06-16 | 2012-01-05 | Showa Denko Kk | レーザ加工方法 |
| JPWO2012063342A1 (ja) * | 2010-11-10 | 2014-05-12 | トヨタ自動車株式会社 | 半導体装置の製造方法 |
| WO2012108055A1 (ja) * | 2011-02-10 | 2012-08-16 | 信越ポリマー株式会社 | 単結晶基板製造方法および内部改質層形成単結晶部材 |
| WO2012108056A1 (ja) * | 2011-02-10 | 2012-08-16 | 信越ポリマー株式会社 | 内部応力層形成単結晶部材および単結晶基板製造方法 |
| JPWO2012108056A1 (ja) * | 2011-02-10 | 2014-07-03 | 信越ポリマー株式会社 | 内部応力層形成単結晶部材および単結晶基板製造方法 |
| JP5875122B2 (ja) * | 2011-02-10 | 2016-03-02 | 信越ポリマー株式会社 | 単結晶基板製造方法および内部改質層形成単結晶部材 |
| JP2013004957A (ja) * | 2011-06-17 | 2013-01-07 | National Cheng Kung Univ | 発光素子構造及びその製造方法 |
| KR101481080B1 (ko) | 2011-07-04 | 2015-01-13 | 한미반도체 주식회사 | 반도체 패키지의 레이저 가공방법 |
| JP2014170901A (ja) * | 2013-03-05 | 2014-09-18 | Disco Abrasive Syst Ltd | ウエーハの加工方法 |
| JP2015107491A (ja) * | 2013-12-03 | 2015-06-11 | 株式会社ディスコ | レーザー加工方法 |
| JP2015174127A (ja) * | 2014-03-17 | 2015-10-05 | 株式会社ディスコ | 板状物の加工方法 |
| JP5917677B1 (ja) * | 2014-12-26 | 2016-05-18 | エルシード株式会社 | SiC材料の加工方法 |
| WO2016103977A1 (ja) * | 2014-12-26 | 2016-06-30 | エルシード株式会社 | SiC材料の加工方法 |
| JP2017069510A (ja) * | 2015-10-02 | 2017-04-06 | 日亜化学工業株式会社 | 半導体素子の製造方法 |
| KR102934159B1 (ko) | 2020-02-25 | 2026-03-04 | 가부시기가이샤 디스코 | 칩의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20070202619A1 (en) | 2007-08-30 |
| US7968432B2 (en) | 2011-06-28 |
| KR100825884B1 (ko) | 2008-04-28 |
| CN1967783A (zh) | 2007-05-23 |
| CN1967783B (zh) | 2010-05-19 |
| JP2007142001A (ja) | 2007-06-07 |
| DE102006053898B4 (de) | 2013-01-17 |
| DE102006053898A1 (de) | 2007-05-31 |
| KR20070052227A (ko) | 2007-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007142000A (ja) | レーザ加工装置およびレーザ加工方法 | |
| JP4198123B2 (ja) | レーザ加工方法 | |
| TWI389756B (zh) | Laser processing methods and semiconductor wafers | |
| KR102484045B1 (ko) | SiC 웨이퍼의 생성 방법 | |
| KR101757937B1 (ko) | 가공대상물 절단방법 | |
| KR102341602B1 (ko) | 웨이퍼의 생성 방법 | |
| JP4776994B2 (ja) | 加工対象物切断方法 | |
| KR102354665B1 (ko) | 웨이퍼의 생성 방법 | |
| KR100833339B1 (ko) | 웨이퍼 및 웨이퍼 분단방법 | |
| KR102341597B1 (ko) | 웨이퍼의 생성 방법 | |
| US20110132885A1 (en) | Laser machining and scribing systems and methods | |
| TWI522199B (zh) | A laser processing apparatus, a processing method of a workpiece, and a method of dividing a workpiece | |
| JP2007260773A (ja) | 基板切断方法及びこれを用いた基板切断装置 | |
| CN109420855A (zh) | 使用选择性聚焦深度的辐射晶片切割 | |
| CN103839956A (zh) | 采用晶圆级封装方式的图像传感器芯片晶圆的切割方法 | |
| JP2020113664A (ja) | ウエーハ、及びウエーハの生成方法 | |
| CN103862180A (zh) | 玻璃盖片激光划片装置 | |
| JP5240267B2 (ja) | レーザー加工装置、被加工物の加工方法および被加工物の分割方法 | |
| CN103846560A (zh) | 具有图案的基板的分割方法 | |
| JP2008110400A (ja) | レーザ加工方法 | |
| JP2008012542A (ja) | レーザ加工方法 | |
| JP5037082B2 (ja) | レーザ加工方法及びレーザ加工装置 | |
| JP2012076093A (ja) | レーザー加工装置、被加工物の加工方法および被加工物の分割方法 | |
| CN203804424U (zh) | 玻璃盖片激光划片装置 | |
| CN103842305B (zh) | 玻璃基板的激光加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100119 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100518 |