JP2009013479A - 耐応力腐食割れ性に優れた高強度アルミニウム合金材及びその製造方法 - Google Patents
耐応力腐食割れ性に優れた高強度アルミニウム合金材及びその製造方法 Download PDFInfo
- Publication number
- JP2009013479A JP2009013479A JP2007177881A JP2007177881A JP2009013479A JP 2009013479 A JP2009013479 A JP 2009013479A JP 2007177881 A JP2007177881 A JP 2007177881A JP 2007177881 A JP2007177881 A JP 2007177881A JP 2009013479 A JP2009013479 A JP 2009013479A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- aluminum alloy
- corrosion cracking
- stress corrosion
- strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Continuous Casting (AREA)
Abstract
【解決手段】横軸にZn含有量(質量%)を、縦軸にMg含有量(質量%)を示す図1において、点A(6.0,1.5)、B(12.0,1.5)、C(12.0,1.75)、D(9.0,2.5)、E(6.0,2.5)で囲まれる量のMgとZn、1.0〜2.5質量%のCu及び0.08〜0.20質量%のZrを含むアルミニウム合金の熱間加工又は冷間加工材を溶体化処理し、その後に、150〜350℃の範囲の所定温度に焼入れし、該所定温度に1秒〜30分の時間保持した後水冷し、その後に、自然時効又は人工時効して、相隣る結晶粒の方位差が10°以上の結晶粒界における析出物の大きさが長径で50〜250nmで、さらに結晶粒内にGPゾーン及び/又はη’‐MgZn2中間相等を有するミクロ組織を有するものとして、高強度と優れた耐SCC性を発現させる。
【選択図】図1
Description
すなわち、Al‐Zn‐Mg‐Cu系合金材に溶体化処理後に人工時効処理を施す(いわゆるT6処理を施す)と、高い強度が得られるが、応力腐食割れ(以下、「SCC」と記す。)を起こし易くなる。このため、応力を負荷した腐食環境のもとでは長時間の使用はできない。
この問題を解消するために、一旦溶体化処理した後に人工時効処理(いわゆるT6処理)したものに、より高温で短時間の過時効を行う復元処理を施し、その後に再度低温での人工時効処理を施してT6材並みの強度とT73材並みの耐SCC性を確保する処理法(いわゆるT77処理)も提案されている。しかしながら、上記のT77処理法は熱処理工程が多く、しかも複雑であるため量産には適さない。
このような背景のもとで、簡便な熱処理法の採用により、高い強度と優れた耐SCC性を確保する技術が特許文献1で提案されている。
しかしながら、この熱処理方法によっても、高い強度が得られているとは言えない。
本発明は、このような問題を解消すべく案出されたものであり、Al‐Zn‐Mg‐Cu系合金材でさらに強度が高く、しかも高い伸びを呈し、優れた耐SCC性を備えたアルミニウム合金材を提供することを目的とする。
そして、相隣る結晶粒の方位差が10°以上の結晶粒界における析出物の大きさが長径で50〜250nmであるミクロ組織を有していることが好ましい。
また、従前の方法と比べて所定温度への焼入れ後の保持時間を短時間に抑えるのみで、強度が高くしかも優れた耐SCC性を有するアルミニウム合金材が得られるので、生産効率も一段と高めることができる。
確かに、前記特許文献1で提案された技術は有効な熱処理法ではあるが、強度が低下すると言った問題点を抱えている。この問題点を検討する際、強度が低下する原因が、所定温度への焼入れ後の保持時間が長すぎたために、結晶粒界に形成される析出物が大きく成長しすぎ、粒内の合金元素固溶量が減少したことにあると予測した。そこで、焼入れ後の保持時間を短くすることにより、結晶粒界上に形成される析出物の成長を抑制し、固溶量を確保して強度低下を防いだ。
以下に、その詳細を説明する。
Znは時効処理で強度を増加させるための最も重要な元素であって、その含有量が6.0質量%未満では所望の強度が得られない。また12.0質量%を超えると本提案の方法を適応しても短い期間にSCCが発生して好ましくない。MgもZnと同様に時効処理で強度向上に重要な元素であって、その含有量が1.5質量%未満では所望の強度が得られない。また2.5質量%を超えると本提案の方法を適応しても短い期間にSCCが発生し易く好ましくない。
Zn及びMgの含有量が点C(12.0,1.75)と点D(9.0,2.5)を結ぶ線分CDの上方部分は、Cu含有量の増加に伴って合金の融点が低下し部分溶解し易くなって強度、伸び等を低下させるので除いた。
Cuは、ZnやMgと同様に時効処理で強度向上に重要な元素であって、その含有量が1.0質量%未満では所望の強度が得られない。逆に2.5質量%を超えるほどに含有させると合金の融点が低下し過ぎて均質化処理温度を下げ、十分な均質化効果が得られない。
Zrは、Zr‐Al化合物として析出し、この析出物の存在によって合金材の再結晶化を遅滞させて回復組織を安定化し、強度の向上と耐SCC性の向上に資する。その含有量が0.08質量%に満たないと再結晶化の遅滞効果が少なく、また、0.20質量%を超えるほどに多く含有させると粗大な金属間化合物を形成し、展延性を害することになる。したがって、Zr含有量は0.08〜0.20質量%とする。
Cr:0.05〜0.25質量%
V:0.05〜0.15質量%
Mn,Cr,VはいずれもZrと同様に再結晶化を遅滞させる作用を有するので、一種以上を必要に応じて含有させる。Zrと併せて含有させることにより、再結晶化の遅滞効果が向上される。それぞれ、規定量に満たないと再結晶化の遅滞効果は認められない。また、規定量を超えるほどに多く含ませると粗大な化合物が晶出して靭性や展延性を害することになる。
Si:0.20質量%以下
Al合金材に含まれる不可避的不純物としてはFe及びSiが量的に最も多い。これらの元素が過剰に含まれていると粗大な金属間化合物を形成し、展延性を害することになる。したがって、Fe含有量及びSi含有量はいずれも0.20質量%以下に規制する。
その他の不可避的不純物はそれぞれで0.10質量%以下、好ましくは0.05質量%以下、その他の不可避的不純物の合計で0.3質量%以下、好ましくは0.15質量%以下である。
なお、鋳造に際して鋳塊の鋳造割れを防止するために、0.005〜0.20質量%のTi添加又は0.005〜0.20質量%のTiと0.0005〜0.20質量%のBの併用添加、若しくは若干量のTiCの添加を行っても良い。
相隣る結晶粒の方位差が10°以上の結晶粒界における析出物の大きさ:50〜250nm
本発明においては、耐応力腐食割れ性に関連する析出物の位置を相隣る結晶粒の方位差が10°以上の結晶粒界と規定する。その理由は析出物が相隣る結晶粒の方位差が10°未満の結晶粒界に析出してもその場合は、応力腐食割れが発生するまでの期間が、方位差が10°以上の結晶粒界に析出した場合と比較して10倍程度長期間であり、応力腐食割れに関与する割合が低いからである。
時効処理を施したAl合金材において、所要の強度を発現させるためには、結晶粒界上に形成される析出物の大きさを調整することが必要である。特許文献1で提案された技術では、この析出物の大きさが300nmを超えていたために強度が低下していた。本発明では、成分組成と適切条件の熱処理を組み合わせることにより析出物の大きさを長径で50〜250nmの範囲に調整することによって、強度の低下を抑制することができている。
連続鋳造や均質化処理、熱間加工及び/又は冷間加工とその後の溶体化処理までの工程には特に制限はない。通常通りの方法で、溶体化処理まで行う。
しかしながら、酸化物粒子や粗大な金属間化合物粒子の混入は好ましくないので、上記組成を有する合金溶湯を、脱ガス、脱滓の後、フィルターを通過させて前記粒子を除去した後に鋳塊に鋳造することが好ましい。
DC、CC等を含む連続鋳造法で前記鋳塊を鋳造する。連続鋳造法を採用する理由は、生産性の向上のためである。鋳造装置に付属させる設備、例えば超音波付与装置、低周波付与装置等の使用も任意である。鋳塊の用途目的に応じて適宜選択・採用すればよい。
保持時間は目標温度に到達して60分以上保持することにより均質化する。保持時間は24時間以内とすることが好ましい。長時間保持しても効果は飽和し、経済的でない。
中間焼鈍処理を施しても良い。シート形状の場合は熱間圧延しても良いが、冷間圧延のみでも良く、両者を併用しても良い。所要厚さの冷延板とする。冷間圧延のときに中間焼鈍を施しても良い。
この温度で溶体化処理後、直ちに150〜350℃の温度範囲の所定温度に焼き入れ、この焼入れ温度に30分以内の条件で保持し、その後水冷する。
上記条件を採用することにより、組織的には、合金元素の一部が結晶粒界上において優先的に析出し、大きさが長径で50〜250nmの析出物を生成する。特許文献1で提案された技術と比べて小さな析出物を分散させることになるため、強度、伸びを高くすることができる。さらに、上記条件の採用により、結晶粒界に析出した上記析出物の周囲にPFZ(無析出ゾーン)が生成され、7075合金のT77熱処理材と少なくとも同等或いはそれ以上の耐SCC性が発現される。
次に具体的な実施例について説明する。
表1に示す成分組成のアルミニウム合金溶湯を溶製し、連続鋳造法で直径200mmのビレットを鋳造した。鋳塊の結晶粒の平均円相当径は約40μmであった。そして、鋳塊断面で結晶粒径の変動は±10μmであった。
得られたビレットを460℃×6hで均質化処理し、押出し比20の44.5mm直径の押出し棒に、400℃で熱間押出し、460℃×1hの溶体化処理を施し、溶体化処理温度から200℃の塩浴に焼入れし、その温度に20分間保持し、最後に水冷する処理を施した。その後、120℃×24hの人工時効処理を施して供試材とした。
機械的特性は、JIS Z2201の4号試験片を使用してJIS Z2241に準拠して引張試験し、0.2%耐力、引張強さ、伸びを求めた。
組織観察は、供試材を研磨のまま及び0.5%HF水溶液でエッチングした状態で、主に局部溶融の発生の有無を判定した。また、透過電子顕微鏡で結晶粒内及び粒界の析出物を観察した。 その結果を表2に示す。
一方、本発明の範囲外である試料番号13〜17は、いずれかの特性に劣っていることがわかる。特に、A7075になる試料番号17は結晶粒界や粒内に粗大粒子が多く、伸び率が低くなっていることがわかる。

上記表1でJ6及びJ8で示す合金組成を有するアルミニウム合金溶湯を溶製し、連続鋳造法で直径200mmのビレットを鋳造した。鋳塊の結晶粒の平均円相当径は約40μmであった。そして、鋳塊断面で結晶粒径の変動は±10μmであった。
得られたビレットを実施例1と同様に、460℃×6hで均質化処理し、押出し比20の44.5mm直径の押出し棒に、400℃で熱間押出し、表3に示す熱処理条件で熱処理を施して供試材とした。
機械的特性は、実施例1と同様に、0.2%耐力、引張強さ、伸びを求めた。
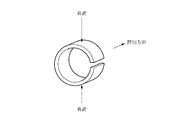
耐SCC性の評価は、JIS H8711のアルミニウム合金の応力腐食割れ試験方法に準拠し、押出し棒より図2に示すように押出し方向と垂直に負荷できるようにCリング試験片を作製し、0.2%耐力の75%の応力を負荷し、25℃の3.5%食塩水中に交互浸漬し、応力腐食割れの発生の有無、発生の時間などを求めた。なお、浸漬時間は最大30日とした。
組織観察は、実施例1と同様に、局部溶融の発生の有無と、結晶粒内及び粒界の析出物を観察した。この実施例2では特に方位差10°以上の高角結晶粒界における析出物の大きさを測定した。
その結果を表4,5に示す。
一方、本発明の熱処理条件範囲から外れる試料番号25,26,27及び34,35,36は、いずれかの特性で劣っていることがわかる。すなわち、溶体化処理後の焼入れ温度が高すぎたり、保持時間が長すぎたりすると、析出物が大きく成長し、機械的性質を低下させている(試料番号25,27及び34,36)。また、溶体化処理温度が高すぎると(試料番号26及び35)、局部溶融が発生し、伸びが低下している。
Claims (4)
- 横軸にZn含有量(質量%)を、縦軸にMg含有量(質量%)を示す図1において、点A(6.0,1.5)、B(12.0,1.5)、C(12.0,1.75)、D(9.0,2.5)及びE(6.0,2.5)で囲まれる量のMgとZn、1.0〜2.5質量%のCu及び0.08〜0.20質量%のZrを含み、残部がAl及び不可避的不純物からなり、該不可避的不純物としてのFeを0.20質量%以下に、Siを0.20質量%以下に規制した組成を有するとともに、引張り強さが650MPa以上、0.2%耐力/引張り強さ比が0.7〜0.95、伸びが10%以上、耐応力腐食割れ性が7075合金のT77熱処理材と同等以上である特性を有することを特徴とする耐応力腐食割れ性に優れた高強度アルミニウム合金材。
- さらに、0.05〜0.5質量%のMn、0.05〜0.25質量%のCr及び0.05〜0.15質量%のVのうちの一種以上を含む請求項1に記載の耐応力腐食割れ性に優れた高強度アルミニウム合金材。
- 相隣る結晶粒の方位差が10°以上の結晶粒界における析出物の大きさが長径で50〜250nmであるミクロ組織を有している請求項1又は2に記載の耐応力腐食割れ性に優れた高強度アルミニウム合金材。
- 請求項1又は2に記載の組成を有するアルミニウム合金の連続鋳造材を均質化処理し、熱間加工又は冷間加工、或いは両加工を併用して加工した後、溶体化処理し、その後に、150〜350℃の範囲の所定温度に焼入れし、該所定温度に1秒〜30分の時間保持した後水冷し、その後に、自然時効又は人工時効することを特徴とする耐応力腐食割れ性に優れた高強度アルミニウム合金材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007177881A JP5343333B2 (ja) | 2007-07-06 | 2007-07-06 | 耐応力腐食割れ性に優れた高強度アルミニウム合金材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007177881A JP5343333B2 (ja) | 2007-07-06 | 2007-07-06 | 耐応力腐食割れ性に優れた高強度アルミニウム合金材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009013479A true JP2009013479A (ja) | 2009-01-22 |
| JP5343333B2 JP5343333B2 (ja) | 2013-11-13 |
Family
ID=40354742
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007177881A Expired - Fee Related JP5343333B2 (ja) | 2007-07-06 | 2007-07-06 | 耐応力腐食割れ性に優れた高強度アルミニウム合金材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5343333B2 (ja) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010236665A (ja) * | 2009-03-31 | 2010-10-21 | Nippon Light Metal Co Ltd | 高力アルミニウム合金ボルトの製造方法 |
| JP2014037557A (ja) * | 2012-08-10 | 2014-02-27 | Nippon Light Metal Co Ltd | アルミニウム−亜鉛系合金押出材およびその製造方法 |
| RU2544331C1 (ru) * | 2014-01-23 | 2015-03-20 | Общество с ограниченной ответственностью "Объединенная Компания РУСАЛ Инженерно-технологический центр" | Алюминиевый сплав |
| JP2015063747A (ja) * | 2013-08-30 | 2015-04-09 | 株式会社Uacj | 高強度アルミニウム合金押出薄肉形材およびその製造方法 |
| EP2714954A4 (en) * | 2011-05-21 | 2015-08-19 | Questek Innovations Llc | ALUMINUM ALLOYS |
| JP2016141880A (ja) * | 2015-02-05 | 2016-08-08 | アイシン軽金属株式会社 | アルミニウム合金及び材料、並びに押出材の製造方法 |
| WO2016132994A1 (ja) * | 2015-02-20 | 2016-08-25 | 日本軽金属株式会社 | アルミニウム合金加工材及びその製造方法 |
| WO2016132995A1 (ja) * | 2015-02-20 | 2016-08-25 | 日本軽金属株式会社 | アルミニウム合金加工材及びその製造方法 |
| JP2017052989A (ja) * | 2015-09-08 | 2017-03-16 | 株式会社Uacj | 構造用アルミニウム合金板及びその製造方法 |
| WO2017169962A1 (ja) * | 2016-03-30 | 2017-10-05 | アイシン軽金属株式会社 | 耐食性に優れ、良好な焼入れ性を有する高強度アルミニウム合金押出材及びその製造方法 |
| JP2017203198A (ja) * | 2016-05-13 | 2017-11-16 | 日本軽金属株式会社 | アルミニウム合金製バット用素管及びバット並びにその製造方法 |
| WO2018025275A1 (en) * | 2016-08-04 | 2018-02-08 | Indian Institute Of Technology, Bombay | Four-step thermal aging method for improving environmentally assisted cracking resistance of 7xxx series aluminium alloys |
| WO2018100867A1 (ja) * | 2016-11-30 | 2018-06-07 | アイシン軽金属株式会社 | 押出材用アルミニウム合金及びそれを用いた押出材並びに押出材の製造方法 |
| EP3730639A4 (en) * | 2017-12-22 | 2021-07-28 | NHK Spring Co., Ltd. | ALUMINUM ALLOY, ALUMINUM ALLOY SPRING AND ALUMINUM ALLOY FIXING ELEMENT |
| JP2022532347A (ja) * | 2019-06-03 | 2022-07-14 | ノベリス・インコーポレイテッド | 超高強度アルミニウム合金製品及びその作製方法 |
| CN116237498A (zh) * | 2022-12-26 | 2023-06-09 | 佛山市三水凤铝铝业有限公司 | 一种高抗应力腐蚀铝合金的制备方法 |
| CN118147590A (zh) * | 2024-03-08 | 2024-06-07 | 瀚蕾智造(广东)科技有限公司 | 非稳态铝合金及其制备方法、快速热冲压成形零件工艺和制得的薄壁铝合金零件 |
| CN118773527A (zh) * | 2024-06-28 | 2024-10-15 | 中国科学院金属研究所 | 一种7系铝合金板材及其制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5443814A (en) * | 1977-09-16 | 1979-04-06 | Mitsubishi Heavy Ind Ltd | Heat treatment method for damping alloy |
| JPH0247235A (ja) * | 1988-08-05 | 1990-02-16 | Showa Alum Corp | Al−Zn−Mg−Cu系合金を用いたオートバイ等の無継目リム |
| JPH03294445A (ja) * | 1990-04-13 | 1991-12-25 | Sumitomo Light Metal Ind Ltd | 成形加工性の良好な高力アルミニウム合金およびその製造法 |
| JPH08295977A (ja) * | 1995-04-21 | 1996-11-12 | Sumitomo Light Metal Ind Ltd | 疲労強度に優れた高強度アルミニウム合金押出材および該押出材からなるオートバイフロントフォークアウターチューブ材 |
| JP2004002983A (ja) * | 2002-03-27 | 2004-01-08 | Kobe Steel Ltd | アルミニウム合金製バット |
-
2007
- 2007-07-06 JP JP2007177881A patent/JP5343333B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5443814A (en) * | 1977-09-16 | 1979-04-06 | Mitsubishi Heavy Ind Ltd | Heat treatment method for damping alloy |
| JPH0247235A (ja) * | 1988-08-05 | 1990-02-16 | Showa Alum Corp | Al−Zn−Mg−Cu系合金を用いたオートバイ等の無継目リム |
| JPH03294445A (ja) * | 1990-04-13 | 1991-12-25 | Sumitomo Light Metal Ind Ltd | 成形加工性の良好な高力アルミニウム合金およびその製造法 |
| JPH08295977A (ja) * | 1995-04-21 | 1996-11-12 | Sumitomo Light Metal Ind Ltd | 疲労強度に優れた高強度アルミニウム合金押出材および該押出材からなるオートバイフロントフォークアウターチューブ材 |
| JP2004002983A (ja) * | 2002-03-27 | 2004-01-08 | Kobe Steel Ltd | アルミニウム合金製バット |
Non-Patent Citations (1)
| Title |
|---|
| JPN6012016381; 40周年記念事業実行委員会記念出版部会編集: アルミニウムの組織と性質 , 19911130, p.311-313, 日本軽金属学会発行 * |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010236665A (ja) * | 2009-03-31 | 2010-10-21 | Nippon Light Metal Co Ltd | 高力アルミニウム合金ボルトの製造方法 |
| EP2714954A4 (en) * | 2011-05-21 | 2015-08-19 | Questek Innovations Llc | ALUMINUM ALLOYS |
| JP2014037557A (ja) * | 2012-08-10 | 2014-02-27 | Nippon Light Metal Co Ltd | アルミニウム−亜鉛系合金押出材およびその製造方法 |
| JP2015063747A (ja) * | 2013-08-30 | 2015-04-09 | 株式会社Uacj | 高強度アルミニウム合金押出薄肉形材およびその製造方法 |
| RU2544331C1 (ru) * | 2014-01-23 | 2015-03-20 | Общество с ограниченной ответственностью "Объединенная Компания РУСАЛ Инженерно-технологический центр" | Алюминиевый сплав |
| JP2016141880A (ja) * | 2015-02-05 | 2016-08-08 | アイシン軽金属株式会社 | アルミニウム合金及び材料、並びに押出材の製造方法 |
| WO2016132994A1 (ja) * | 2015-02-20 | 2016-08-25 | 日本軽金属株式会社 | アルミニウム合金加工材及びその製造方法 |
| JP2016153516A (ja) * | 2015-02-20 | 2016-08-25 | 日本軽金属株式会社 | アルミニウム合金加工材及びその製造方法 |
| WO2016132995A1 (ja) * | 2015-02-20 | 2016-08-25 | 日本軽金属株式会社 | アルミニウム合金加工材及びその製造方法 |
| JP2016153517A (ja) * | 2015-02-20 | 2016-08-25 | 日本軽金属株式会社 | アルミニウム合金加工材及びその製造方法 |
| JP2017052989A (ja) * | 2015-09-08 | 2017-03-16 | 株式会社Uacj | 構造用アルミニウム合金板及びその製造方法 |
| WO2017169962A1 (ja) * | 2016-03-30 | 2017-10-05 | アイシン軽金属株式会社 | 耐食性に優れ、良好な焼入れ性を有する高強度アルミニウム合金押出材及びその製造方法 |
| JPWO2017169962A1 (ja) * | 2016-03-30 | 2019-02-14 | アイシン軽金属株式会社 | 耐食性に優れ、良好な焼入れ性を有する高強度アルミニウム合金押出材及びその製造方法 |
| US11136658B2 (en) | 2016-03-30 | 2021-10-05 | Aisin Keikinzoku Co., Ltd. | High strength aluminum alloy extruded material with excellent corrosion resistance and favorable quenching properties and manufacturing method therefor |
| EP3441491A4 (en) * | 2016-03-30 | 2019-09-25 | Aisin Keikinzoku Co., Ltd. | HIGH-RESISTANT EXTRUDED ALUMINUM ALLOY MATERIAL WITH EXCELLENT CORROSION RESISTANCE AND CHEAP DETECTION CHARACTERISTICS AND METHOD OF MANUFACTURING THEREOF |
| JP2017203198A (ja) * | 2016-05-13 | 2017-11-16 | 日本軽金属株式会社 | アルミニウム合金製バット用素管及びバット並びにその製造方法 |
| WO2018025275A1 (en) * | 2016-08-04 | 2018-02-08 | Indian Institute Of Technology, Bombay | Four-step thermal aging method for improving environmentally assisted cracking resistance of 7xxx series aluminium alloys |
| JP2018090839A (ja) * | 2016-11-30 | 2018-06-14 | アイシン軽金属株式会社 | 押出材用アルミニウム合金及びそれを用いた押出材並びに押出材の製造方法 |
| WO2018100867A1 (ja) * | 2016-11-30 | 2018-06-07 | アイシン軽金属株式会社 | 押出材用アルミニウム合金及びそれを用いた押出材並びに押出材の製造方法 |
| EP3730639A4 (en) * | 2017-12-22 | 2021-07-28 | NHK Spring Co., Ltd. | ALUMINUM ALLOY, ALUMINUM ALLOY SPRING AND ALUMINUM ALLOY FIXING ELEMENT |
| US11505851B2 (en) | 2017-12-22 | 2022-11-22 | Nhk Spring Co., Ltd. | Aluminum alloy, aluminum alloy spring, and fastening member made of aluminum alloy |
| JP2022532347A (ja) * | 2019-06-03 | 2022-07-14 | ノベリス・インコーポレイテッド | 超高強度アルミニウム合金製品及びその作製方法 |
| US11746400B2 (en) | 2019-06-03 | 2023-09-05 | Novelis Inc. | Ultra-high strength aluminum alloy products and methods of making the same |
| CN116237498A (zh) * | 2022-12-26 | 2023-06-09 | 佛山市三水凤铝铝业有限公司 | 一种高抗应力腐蚀铝合金的制备方法 |
| CN118147590A (zh) * | 2024-03-08 | 2024-06-07 | 瀚蕾智造(广东)科技有限公司 | 非稳态铝合金及其制备方法、快速热冲压成形零件工艺和制得的薄壁铝合金零件 |
| CN118773527A (zh) * | 2024-06-28 | 2024-10-15 | 中国科学院金属研究所 | 一种7系铝合金板材及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5343333B2 (ja) | 2013-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5343333B2 (ja) | 耐応力腐食割れ性に優れた高強度アルミニウム合金材の製造方法 | |
| US9869008B2 (en) | High-temperature efficient aluminum copper magnesium alloys | |
| JP6022882B2 (ja) | 高強度アルミニウム合金押出材及びその製造方法 | |
| JP4577218B2 (ja) | ベークハード性およびヘム加工性に優れたAl−Mg−Si合金板の製造方法 | |
| JP2022512876A (ja) | 7xxxシリーズアルミニウム合金製品 | |
| US11472532B2 (en) | Extrados structural element made from an aluminium copper lithium alloy | |
| KR102841879B1 (ko) | 내식성이 개선된 Al-Mg-Mn 합금 판 제품의 제조 방법 | |
| US20150376742A1 (en) | Aluminum alloy sheet for structural material | |
| JP6182490B2 (ja) | アルミニウム合金鍛造材 | |
| US20220389557A1 (en) | Aluminum alloy precision plates | |
| JP5231223B2 (ja) | 鍛造アルミニウムaa7000シリーズ合金製品および該製品の製造方法 | |
| CN105838927A (zh) | 高强度铝合金板 | |
| CN106062226A (zh) | 结构材料用铝合金板 | |
| KR101333915B1 (ko) | 알루미늄-아연-마그네슘-스칸듐 합금 및 이의 제조 방법 | |
| WO2016204043A1 (ja) | 高強度アルミニウム合金熱間鍛造材 | |
| JP2009167464A (ja) | 靱性に優れたアルミニウム合金材の製造方法 | |
| JP2004292937A (ja) | 輸送機構造材用アルミニウム合金鍛造材およびその製造方法 | |
| JP2025084953A (ja) | アルミニウム合金製鍛造部材及びその製造方法 | |
| JP2006257522A (ja) | Zrを含むAl−Zn−Mg−Cu系アルミニウム合金及びその製造方法 | |
| JP2006274415A (ja) | 高強度構造部材用アルミニウム合金鍛造材 | |
| JP2012201923A (ja) | アルミ押出形材及びその押出成形方法 | |
| JP6156260B2 (ja) | 冷延鋼板およびその製造方法 | |
| JPH04160131A (ja) | 強度かつ成形性に優れるAl―Mg―Si系合金板及びその製造方法 | |
| CA3028345C (en) | Method of making 6xxx aluminium sheets | |
| JP2024175575A (ja) | Al-Cu-Mg系合金材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100309 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120403 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120515 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130301 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130529 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130529 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130628 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130716 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130729 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5343333 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |