JP2009073151A - 二色成形品の製造方法 - Google Patents
二色成形品の製造方法 Download PDFInfo
- Publication number
- JP2009073151A JP2009073151A JP2007246834A JP2007246834A JP2009073151A JP 2009073151 A JP2009073151 A JP 2009073151A JP 2007246834 A JP2007246834 A JP 2007246834A JP 2007246834 A JP2007246834 A JP 2007246834A JP 2009073151 A JP2009073151 A JP 2009073151A
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- resin molded
- mold
- injection molding
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 68
- 229920005989 resin Polymers 0.000 claims abstract description 229
- 239000011347 resin Substances 0.000 claims abstract description 229
- 238000001746 injection moulding Methods 0.000 claims abstract description 104
- 238000000034 method Methods 0.000 claims abstract description 57
- 239000000047 product Substances 0.000 claims description 249
- 238000000465 moulding Methods 0.000 claims description 53
- 239000011265 semifinished product Substances 0.000 claims description 16
- 238000001179 sorption measurement Methods 0.000 claims description 2
- 238000002347 injection Methods 0.000 abstract description 10
- 239000007924 injection Substances 0.000 abstract description 10
- 239000000243 solution Substances 0.000 abstract 1
- 238000003780 insertion Methods 0.000 description 32
- 230000037431 insertion Effects 0.000 description 32
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 20
- 229920001971 elastomer Polymers 0.000 description 11
- 239000000806 elastomer Substances 0.000 description 11
- 239000004033 plastic Substances 0.000 description 9
- 229920003023 plastic Polymers 0.000 description 9
- 229930182556 Polyacetal Natural products 0.000 description 8
- 229920006324 polyoxymethylene Polymers 0.000 description 8
- 229920003002 synthetic resin Polymers 0.000 description 8
- 239000002952 polymeric resin Substances 0.000 description 7
- 238000005192 partition Methods 0.000 description 6
- 229920001707 polybutylene terephthalate Polymers 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 5
- -1 polybutylene terephthalate Polymers 0.000 description 5
- 238000003860 storage Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 239000012778 molding material Substances 0.000 description 3
- 239000003086 colorant Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000011550 stock solution Substances 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images











Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【解決手段】(1)第一射出成形機を用いてその第一金型に第一溶融樹脂を流し込みこれを固化させることにより射出成形を行い一種又は二種以上の樹脂成形品を得る第一工程と、
(2)工業用ロボットを用いて、樹脂成形品又は樹脂成形組立品を第二射出成形機の第二金型にセットしてチャックを外す中間工程と、
(3)第二射出成形機を用いて第二金型と樹脂成形品又は樹脂成形組立品との隙間に第二溶融樹脂を流し込みこれを樹脂成形品又は樹脂成形組立品と一体になるように固化させることにより射出成形を行い二色成形品を得る第二工程とからなることを特徴とする二色成形品の製造方法。
【選択図】図12
Description
上記(1)の人手による製造方法は、汎用の第一の射出成形機で一種類目のプラスチック部品を製造し、その一種類目のプラスチック部品を人手により汎用の第二の射出成形機の金型の所定の位置にセットして、二種類目のプラスチック部品を製造するという方法である。
特許文献3には、プログラムに従って制御作動される1本のロボットハンドが、把持穴に各カセット金型を把持して収納孔に収容されている固定側及び可動側カセット金型の各母型に対する嵌込みとその取り出しを行う射出成形機用金型自動交換装置が開示されている。
特許文献4には、シェル型繊維強化プラスチック部品の製造方法として、繊維マットから切り出された半製品(ブランク)が移動されつつ加工されていく点が開示されている。
特許文献6には、予め設定したプログラムに従ってロボットハンドがストッカから決められた可動側カセット金型と固定側カセット金型を取り出し、且つ、これら各金型を可動側と固定側の各母型に嵌込んでプラスチックの射出成形を行うとともに、金型の交換時には、上記のロボットハンドが各母型から各カセット金型を取り外し、且つ、これら取り外した各カセット金型を上記のストッカに送り戻して新たなカセット金型と交換するようにした射出成形機が開示されている。
特許文献8には、順次移動してくる複数のタイプの成形型に対応して単一の注入ロボットが異なった注入ヘッドを選択保持して該成形型に対して予め定められた方法で樹脂成分を注入する合成樹脂の注入成形方法が開示されている。
また、上記(2)の二色成形機を用いた製造方法や上記(3)の多色成形機を用いた製造方法では、これらの成形機用に専用設計された金型を使用しなければならないため、金型製作にコストが嵩むという問題があった。更に、これら二色成形機や多色成形機により二色成形品や多色成形品ではない通常の射出成形品を製造する場合は、一個又は一種の成形品しか製造できず、汎用性に欠けるという問題があった。
更に、特許文献3〜8に開示の技術によっても、上記(2)(3)の問題を解決することはできなかった。
二色成形機や多色成形機ではない汎用の第一射出成形機及び第二射出成形機と、製品又は半製品をチャック及び/又は吸着するハンドを備えた汎用の工業用ロボットと、前記製品又は半製品の置き場所である中間ステーションとを用いた二色成形品の製造方法であって、
前記第一射出成形機を用いてその第一金型に第一溶融樹脂を流し込みこれを固化させることにより射出成形を行い単数又は複数の樹脂成形品を作製する第一工程と、
前記工業用ロボットを用いて前記樹脂成形品をチャック及び/又は吸着して取り出すとともに
、前記樹脂成形品が複数からなる場合であって必要な場合には、これらを前記中間ステーションに移動してチャック及び/又は吸着を外し、前記複数の樹脂成形品を一つに組み立てて樹脂成形組立品とした後、前記樹脂成形品又は前記樹脂成形組立品をチャック及び/又は吸着して前記第二射出成形機の第二金型にセットし、チャック及び/又は吸着を外す中間工程と、
前記第二射出成形機を用いて前記第二金型と前記樹脂成形品又は前記樹脂成形組立品との隙間に第二溶融樹脂を流し込みこれを前記樹脂成形品又は前記樹脂成形組立品と一体になるように固化させることにより射出成形を行い二色成形品を作製する第二工程とを備えたことを要旨とする。
m回の前記第一工程を行った後、1回の前記第二工程を行うとよい。
1回の前記第一工程を行った後、m回の前記第二工程を行うとよい。
(二色成形品1)
図1は、本発明の一実施形態に係る二色成形品1として、各種配線ケーブルを纏めるために用いられる車載用のホルダーパイプの外観を示す斜視図である。同図のものに限らず、一般的に二色成形品は、複数種類又は複数色の所定の溶融樹脂を所定の金型に同時に又は順番に流し込みこれらを固化させることにより射出成形を行い製造されるものである。同図に示す二色成形品1は、その一例である。
二色成形品1は、図中散点で示していない部分がポリアセタールにより形成され、図中散点で示す部分がスチレン系エラストマーにより形成されているが、これらの樹脂種類は特に限定されず高分子樹脂(ポリブチレンテレフタレート等)であればよい。
二色成形品1の製造方法については後述するが、以降の説明のためにここで簡単に製造手順を簡単に説明すれば、
二色成形品1は、
(1)第一金型31(図5参照)に第一溶融樹脂(溶融状態のポリアセタール)を流し込みこれを固化させることにより射出成形を行い樹脂成形品2a,2bを作製し(第一工程)、
(2)樹脂成形品2a,2bを一つに組み立てて樹脂成形組立品3とし、樹脂成形組立品3を第二金型81(図11参照)へセットし(中間工程)、
(3)第二金型81と樹脂成形組立品3との隙間に第二溶融樹脂(溶融状態のスチレン系エラストマー)を流し込みこれを固化させることにより射出成形を行い二色成形品1を作製する(第二工程)、
ことにより製造される。
裏面被チャック部10aは、矢示B方向から裏面チャック55a(図8参照)によってチャック(挟持)される部分である。裏面被チャック部10aは、樹脂成形品2aの外形を模る外表面薄板11とクランプ溝5dとを掛け渡して設けられる仕切り片からなる。裏面被チャック部10bは、矢示B方向から裏面チャック55b(図8参照)によってチャック(挟持)される部分である。チャック支持部12は、裏面被チャック部10aによってチャック(挟持)されるときに、押さえ棒57(図8参照)によって押さえられる部分である。
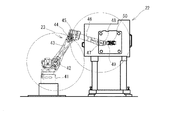
図3は、本発明の一実施形態に係る二色成形品製造システム21の概略構成を示すブロック図であり、図4は、その実際の配置図である。これらの図に示す二色成形品製造システム21(以下単に、システム21ともいう。)は、二色成形品1を製造するためのシステムである。システム21は、第一射出成形機22、工業用ロボット23、中間ステーション24、第二射出成形機25及び制御ボックス26を主要構成部として備える。第一射出成形機22、工業用ロボット23及び第二射出成形機25は、それぞれ、制御ボックス26と通信可能に接続される。
これらの図に示すように、工業用ロボット23は、第一軸41、第二軸42、アーム43、第三軸44、第四軸45、アーム46、第五軸47、アーム48、第六軸49、ハンド50等とからなる汎用の工業用ロボットであり、二色成形品の製造以外の用途にも用いることができる。工業用ロボット23は、図示を省略するが、制御部(CPU)、記憶装置(制御プログラムを格納したROM、RAM)、各種操作ボタン(中間工程開始ボタン、中間工程停止ボタン)、各種信号ボタン等が設けられている。ROMには、フローチャートの一部のプログラム(工程S3及びS9以外の工程S1〜S12等)が格納されている(図12参照)。
図9に図8を拡大して示すように、表面チャック54aは、左右対称に対向するL字状のチャック片61,61と、これらを開閉するチャック片駆動部62とを備える。チャック片61,61が開くと樹脂成形品2aの両側面を図2(a)矢示A方向から囲み、この囲んだ状態でチャック片61,61を閉じれば樹脂成形品2aをチャック(挟持)することができる。チャック片61,61の開閉はシリンダー63を用いて検知される。
裏面チャック55aは、左右対称に対向するチャック片70,70と、これらを開閉するチャック片駆動部71とを備える。チャック片70,70が開くと被チャック部10aを両側から囲み、この囲んだ状態でチャック片70,70を閉じれば被チャック部10aをチャック(挟持)することができる。チャック片70,70の開閉はシリンダー72を用いて検知される。
以上の構成により、ハンド50は、プログラム制御の下、所定のタイミングで樹脂成形品2a,2b等をチャック(挟持)したり、移動させたり、回転させたり、そのチャックを外したり(放したり)する。
図12は、二色成形品1の製造工程を示すフローチャーである。以下、このフローチャートを参照して、二色成形品1の製造方法について説明する。
(1)運転準備・各種初期設定(工程S1)
最初のみマニュアル操作で第一射出成形機22を用いて射出成形を行って第一金型31で樹脂成形品2a,2bが作製されて型開きがなされた状態としておく。そのため、以下に説明するように、制御ボックス26のシステム作動開始ボタンが作業者によって押された場合、工程S3の第一工程へは進まず、工程S4の中間工程から始まる。
(a)第一工程でできあがる個数又は組数を表すX1、そのカウンターであるC1、
(b)第二工程でできあがる個数又は組数を表すX2、そのカウンターであるC2、
(c)第一工程の繰返し回数を表すY1、
(d)第二工程の繰返し回数を表すY2を設定する。
(a)X2/X1=1ならば、Y1に1、Y2に1、C1に0、C2に0を設定し、
(b)X2/X1>1ならば、Y1にX2/X1、Y2に1、C1に0、C2に0を設定し、
(c)X2/X1<1ならば、Y1に1、Y2にX1/X2、C1に0、C2に0を設定する。
工業用ロボット23は、信号D0の受信を認識すると、以下[1]〜[3]の動作を行う。
[1]第一金型からの取り出し
工業用ロボット23の制御部は、装置各部の各種アームやハンド50を第一金型31の前まで移動させ、「第一金型31の前まで移動したことを合図するとともに、樹脂成形品2a,2bを排出(エジェクト)させる命令」として排出開始命令を制御ボックス26を介して第一射出成形機22へ送信する。すると、第一射出成形機22の制御部は、装置各部にエジェクト動作を行わせ、エジェクト動作が完了すると、エジェクト動作が完了したことを合図する排出完了信号を制御ボックス26を介して工業用ロボット23に送信する。
工業用ロボット23の制御部は、この排出完了信号を受信すると、各種アームやハンド50に対して、樹脂成形品2a,2bをチャック(挟持)して取出し動作を開始する。
ハンド50が、表面チャック盤51を第一金型31の可動型に向かい合わせて第一金型31に接近(すなわち、図2(a)矢示A方向から接近)していき、
(a)表面チャック54aが樹脂成形品2aの正面被チャック部9a,9aを、
(b)表面チャック54bが樹脂成形品2bの正面被チャック部9b、9bを、
(c)表面チャック54cがランナー固化部分9cを、
それぞれチャック(挟持)する。
工業用ロボット23の制御部は、チャック(挟持)完了を検知すると、チャック(挟持)した樹脂成形品2a,2b等を第一金型31から取り出す。このとき、ランナー固化部分9dは、サブマリンランナーの構造を有しているため、第一金型31から取り出される際に自動的に切り離され、ランナー固化部分9cとともに粉砕機に投入され、そのまま再利用される。
工業用ロボット23は、第一射出成形機22からエジェクタープレート33が元に戻ったことを合図する信号を制御ボックス26を介して受信すると、所定の移動動作や樹脂成形組立品3の組立を開始する。すなわち、工業用ロボット23は、第一射出成形機22の前の位置から退去する。そして、工業用ロボット23は、樹脂成形品2a,2bを中間ステーション24へ移動し、樹脂成形品2bの底面凹部をピンP1に被せることにより、樹脂成形品2bを固定し、ハンド50が表面チャック(挟持)54bのみを放す。次いで、ハンド50は、そのまま90°回転するとともに、挿通孔4が裏面被チャック部10bの真上にくるまで移動し、ハンド50は、そのまま下方へ移動し、挿通孔4に裏面被チャック部10bを挿通させる。これにより、樹脂成形組立品3が組み立てられる(図2(b)〜図2(c)参照)。
工業用ロボット23は、その制御部が信号D3を認識すると次の動作を行う。すなわち、ハンド50は、第二金型81の可動面へ移動し、第二金型81に樹脂成形組立品3を嵌め込むとともに、チャック(挟持)を外し、第二金型81から退去して、所定位置に戻る。工業用ロボット23の制御部は、これらの動作を終了したことを合図する信号を制御ボックス26に送信する。制御ボックス26は、その制御部がこの信号を認識すると、第二射出成形機25による射出成形(第二工程)を開始させる合図となる第二工程開始信号D2を第二射出成形機25に送信する。
第二射出成形機25の制御部は、制御ボックス26から第二工程開始信号D2を受信すると、装置各部に射出成形を行う旨の指令を送信し、第二射出成形機25において射出成形が行われる。すなわち、第二射出成形機25は、可動型が固定型の方へ向かって動いて型締めを行い、このときに、スライドバー82によってスライド入れ子83(内側の点線囲部分)が矢示H方向に動いて、溝裏面6,7が面一になった状態になる。そして、第二射出成形機25は、スチレン系エラストマーを第二金型81と樹脂成形組立品3(ただし、溝裏面6,7が面一になっている)との間に流し込み、これを固化させることにより二色成形品1を製造する。射出成形後、第二射出成形機25は、可動型が動いて型開きし、エジェクタープレート84が二色成形品1を払い出す方向へ移動し、二色成形品1が払い出される。払い出された二色成形品1は、可動型の払い出し部分の直下に置かれた袋等にそのまま投入される。
一方、第二射出成形機25は、第二工程開始信号D2が制御ボックス26から送信されるのを待機する状態に戻り、次の二色成形品1の製造を待機する。
第一射出成形機22は、その制御部が制御ボックス26から送信された第一工程開始信号D1を認識すると、装置各部に射出成形を行う旨の命令を送信し、これにより、第一射出成形機22は射出成形を行う。すなわち、第一射出成形機22は、第一金型31に第一溶融樹脂(ポリアセタール)を流し込み、型締め後、これを固化させることにより射出成形を行い、樹脂成形品2a,2bを製造し、型開きする。
また、第一射出成形機22の制御部は、型開きを開始した後のタイミングで制御ボックス26に、樹脂成形品2a,2bの取出準備完了信号を送信する。制御ボックス26の制御部は、取出準備完了信号を受信すると、工程S4の中間工程へ進む合図となる信号D0を工業用ロボット23へ送る。これにより、処理は工程S4に進む。また、第一射出成形機25は、第一工程開始信号D1が制御ボックス26から送信されるのを待機する状態に戻る。
(二色成形品91)
図13は、本発明の一実施形態に係る二色成形品91として車載用のエンドキャップの外観を示す斜視図である。二色成形品91は、図中白色で示す部分(図中散点で示していない部分、後述する樹脂成形品92に相当する部分)がポリブチレンテレフタレート(PBT)により形成され、図中散点で示す部分がスチレン系エラストマーにより形成されているが、これらの樹脂種類は特に限定されず高分子樹脂であればよい。
二色成形品91は、
(1)第一金型31で溶融状態のポリアセタールを固化させることにより樹脂成形品2a,2bを製造し(第一工程)、
(2)樹脂成形品92を第二金型81へセットし(中間工程)、
(3)樹脂成形品92と第二金型81との隙間で溶融状態のスチレン系エラストマーを固化させることにより二色成形品91が製造される(第二工程)。
上記第一及び第二の実施形態においては、中間工程において中間ステーション24で樹脂成形品を組み立てたり、あるいは、中間ステーション24を素通りして樹脂成形品を直接第二金型81にセットするものであったが、中間工程は、第一金型31から樹脂成形品をチャックして取り出した後、中間ステーション24で樹脂成形品をチャックし直してから第二金型81に樹脂成形品又は樹脂成形組立品をセットするものであってもよい。
上記第一実施形態の説明においては、第一工程において第一金型31から一度の射出成形で得られる樹脂成形品2a,2bは一組(二個)であり、これが一つの樹脂成形組立品3に組み立てられて、第二工程に移動される。第二工程ではこの一つの樹脂成形組立品3を対象に第二金型81において射出成形を行う。従って、1回当たりの第一工程により得られる樹脂成形品の組数が1組であり、1回当たりの第二工程により得られる二色成形品の個数が1個であるから、1回の第一工程に対して1回の第二工程を行えば良い。
すなわち、1回当たりの第一工程により得られる樹脂成形品の個数又は組数がn(nは自然数、以下同じ)個又はn組であり、1回当たりの第二工程により得られる二色成形品の個数がm(mは自然数、以下同じ)×n個である場合には、第一工程をm回行った後、第二工程を1回行うようにするとよい。
2a,2b,92 樹脂成形品
3 樹脂成形組立品
4 挿通孔
5a〜5e ケーブル溝
6,7 溝裏面
8 柱状部
9a,9b 正面被チャック部
9c,9d ランナー固化部分
10a,10b 裏面被チャック部
11 外表面薄板
12 チャック支持部
21 二色成形品製造システム
22 第一射出成形機
23 工業用ロボット
24 中間ステーション
25 第二射出成形機
26 制御ボックス
31 第一金型
32 スライドバー
33 エジェクタープレート
41 第一軸
42 第二軸
43 アーム
44 第三軸
45 第四軸
46 アーム
47 第五軸
48 アーム
49 第六軸
50 ハンド
51 表面チャック盤
52 裏面チャック盤
53 後端
54a,54b,54c 表面チャック
55a,55b 裏面チャック
56 チャック用孔
57 押さえ棒
61,64,67,70,73 チャック片
62,65,68,71,74 チャック片駆動部
63,66,69,72,75 シリンダー
76 バネ
81 第二金型
82 スライドバー
83 スライド入れ子
84 エジェクタープレート
P1,P2,P3,P4 ピン
挿通孔が形成された挿通孔付樹脂成形品と、前記挿通孔に挿通される柱状部が形成されるとともに底面凹部が形成された柱状部付樹脂成形品とからなる二色成形品の製造方法であって、
二色成形機や多色成形機ではない第一射出成形機及び第二射出成形機と、
製品又は半製品をチャックするハンドであって表面側に前記挿通孔付樹脂成形品及び前記柱状部付樹脂成形品をそれぞれチャックする第一表面チャック及び第二表面チャックが形成され、裏面側に前記挿通孔付樹脂成形品及び前記柱状部付樹脂成形品を組み立てて得られる樹脂成形組立品の仕切り片及び前記柱状部をそれぞれチャックする第一裏面チャック及び第二裏面チャックが形成された、表面・裏面間で回動可能なハンドを備えた工業用ロボットと、
前記製品又は半製品の置き場所及び/又は位置決め場所となる凸部であって前記柱状部付樹脂形成品の前記底面凹部が被さる凸部が形成された中間ステーションとを用いた二色成形品の製造方法であって、
前記第一射出成形機を用いてその第一金型に第一溶融樹脂を流し込みこれを固化させることにより射出成形を行い前記挿通孔付樹脂成形品及び前記柱状部付樹脂成形品を作製する第一工程と、
前記第一表面チャックで前記挿通孔付樹脂成形品をチャックするとともに、前記第二表面チャックで前記柱状部付樹脂成形品をチャックして、前記挿通孔付樹脂成形品及び前記柱状部付樹脂成形品を取り出し、前記柱状部付樹脂成形品の前記底面凹部を前記凸部に被せて前記第二表面チャックを外し、前記挿通孔を前記柱状部に挿通させることにより、前記挿通孔付樹脂成形品及び前記柱状部付樹脂成形品を一つに組み立てて樹脂成形組立品として前記第二表面チャックを外し、
前記第一裏面チャックで前記樹脂成形組立品の仕切り片をチャックするとともに、前記第二裏面チャックで前記柱状部をチャックして前記第二射出成形機の第二金型にセットし、チャックを外す中間工程と、
前記第二射出成形機を用いて前記第二金型と前記樹脂成形組立品との隙間に第二溶融樹脂を流し込みこれを前記樹脂成形組立品と一体になるように固化させることにより射出成形を行い二色成形品を作製する第二工程とを備えたことを要旨とする。
挿通孔が形成された挿通孔付樹脂成形品と、前記挿通孔に挿通される柱状部が形成されるとともに底面凹部が形成された柱状部付樹脂成形品とからなる二色成形品の製造方法であって、
二色成形機や多色成形機ではない第一射出成形機及び第二射出成形機と、
製品又は半製品をチャックするハンドであって表面側に前記挿通孔付樹脂成形品及び前記柱状部付樹脂成形品をそれぞれチャックする第一表面チャック及び第二表面チャックが形成され、裏面側に前記挿通孔付樹脂成形品及び前記柱状部付樹脂成形品を組み立てて得られる樹脂成形組立品の仕切り片及び前記柱状部をそれぞれチャックする第一裏面チャック及び第二裏面チャックが形成された、表面・裏面間で回動可能なハンドを備えた工業用ロボットと、
前記製品又は半製品の置き場所及び/又は位置決め場所となる凸部であって前記柱状部付樹脂形成品の前記底面凹部が被さる凸部が形成された中間ステーションとを用いた二色成形品の製造方法であって、
前記第一射出成形機を用いてその第一金型に第一溶融樹脂を流し込みこれを固化させることにより射出成形を行い前記挿通孔付樹脂成形品及び前記柱状部付樹脂成形品を作製する第一工程と、
前記第一表面チャックで前記挿通孔付樹脂成形品をチャックするとともに、前記第二表面チャックで前記柱状部付樹脂成形品をチャックして、前記挿通孔付樹脂成形品及び前記柱状部付樹脂成形品を取り出し、前記柱状部付樹脂成形品の前記底面凹部を前記凸部に被せて前記第二表面チャックを外し、前記挿通孔を前記柱状部に挿通させることにより、前記挿通孔付樹脂成形品及び前記柱状部付樹脂成形品を一つに組み立てて樹脂成形組立品として前記第一表面チャックを外し、
前記第一裏面チャックで前記樹脂成形組立品の仕切り片をチャックするとともに、前記第二裏面チャックで前記柱状部をチャックして前記第二射出成形機の第二金型にセットし、前記第一裏面チャック及び前記第二裏面チャックを外す中間工程と、
前記第二射出成形機を用いて前記第二金型と前記樹脂成形組立品との隙間に第二溶融樹脂を流し込みこれを前記樹脂成形組立品と一体になるように固化させることにより射出成形を行い二色成形品を作製する第二工程とを備えたことを要旨とする。
Claims (4)
- 二色成形機や多色成形機ではない汎用の第一射出成形機及び第二射出成形機と、製品又は半製品をチャック及び/又は吸着するハンドを備えた汎用の工業用ロボットと、前記製品又は半製品の置き場所である中間ステーションとを用いた二色成形品の製造方法であって、
前記第一射出成形機を用いてその第一金型に第一溶融樹脂を流し込みこれを固化させることにより射出成形を行い単数又は複数の樹脂成形品を作製する第一工程と、
前記工業用ロボットを用いて前記樹脂成形品をチャック及び/又は吸着して取り出すとともに
、前記樹脂成形品が複数からなる場合であって必要な場合には、これらを前記中間ステーションに移動してチャック及び/又は吸着を外し、前記複数の樹脂成形品を一つに組み立てて樹脂成形組立品とした後、前記樹脂成形品又は前記樹脂成形組立品をチャック及び/又は吸着して前記第二射出成形機の第二金型にセットし、チャック及び/又は吸着を外す中間工程と、
前記第二射出成形機を用いて前記第二金型と前記樹脂成形品又は前記樹脂成形組立品との隙間に第二溶融樹脂を流し込みこれを前記樹脂成形品又は前記樹脂成形組立品と一体になるように固化させることにより射出成形を行い二色成形品を作製する第二工程とを備えたことを特徴とする二色成形品の製造方法。 - 前記中間工程は、前記樹脂成形品をチャック及び/又は吸着して取り出すとともに、必要な場合には、これを前記中間ステーションでチャック及び/又は吸着し直した後、前記樹脂成形品を前記第二金型にセットする工程であることを特徴とする請求項1に記載の二色成形品の製造方法。
- 1回当たりの前記第一工程により得られる樹脂成形品の個数又は組数がn(nは自然数、以下同じ)個又はn組であり、1回当たりの前記第二工程により得られる二色成形品の個数がm(mは自然数、以下同じ)×n個である場合には、
m回の前記第一工程を行った後、1回の前記第二工程を行うことを特徴とする請求項1又は2に記載の二色成形品の製造方法。 - 1回当たりの前記第一工程により得られる樹脂成形品の個数がm×n個であり、1回当たりの前記第二工程により得られる二色成形品の個数がn個又はn組である場合には、
1回の前記第一工程を行った後、m回の前記第二工程を行うことを特徴とする請求項1から3のいずれかに記載の二色成形品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007246834A JP4104021B1 (ja) | 2007-09-25 | 2007-09-25 | 二色成形品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007246834A JP4104021B1 (ja) | 2007-09-25 | 2007-09-25 | 二色成形品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4104021B1 JP4104021B1 (ja) | 2008-06-18 |
| JP2009073151A true JP2009073151A (ja) | 2009-04-09 |
Family
ID=39608110
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007246834A Active JP4104021B1 (ja) | 2007-09-25 | 2007-09-25 | 二色成形品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4104021B1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011173243A (ja) * | 2010-02-23 | 2011-09-08 | Ube Machinery Corporation Ltd | 多層成形品の成形方法及び成形システム |
| DE102013016535A1 (de) | 2012-09-19 | 2014-03-20 | Fanuc Corporation | Fertigungsverfahren und spritzgiessystem für mehrfarbige formteile |
| CN103737814A (zh) * | 2014-01-02 | 2014-04-23 | 长春博超汽车零部件股份有限公司 | 一种用于汽车内饰件的注塑模具及成型方法 |
| CN103753758A (zh) * | 2014-01-02 | 2014-04-30 | 长春博超汽车零部件股份有限公司 | 一种用于汽车内饰件的注塑成型机及制备方法 |
| JP2014226846A (ja) * | 2013-05-22 | 2014-12-08 | 株式会社ソディック | 射出成形機 |
| JP2018176476A (ja) * | 2017-04-07 | 2018-11-15 | ファナック株式会社 | 射出成形システム |
| US12508755B2 (en) | 2023-02-24 | 2025-12-30 | Seiko Epson Corporation | Injection molding system and method for controlling injection molding system |
-
2007
- 2007-09-25 JP JP2007246834A patent/JP4104021B1/ja active Active
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011173243A (ja) * | 2010-02-23 | 2011-09-08 | Ube Machinery Corporation Ltd | 多層成形品の成形方法及び成形システム |
| DE102013016535A1 (de) | 2012-09-19 | 2014-03-20 | Fanuc Corporation | Fertigungsverfahren und spritzgiessystem für mehrfarbige formteile |
| DE102013016535B4 (de) | 2012-09-19 | 2025-01-16 | Fanuc Corporation | Fertigungsverfahren und spritzgiessystem für mehrfarbige formteile |
| JP2014226846A (ja) * | 2013-05-22 | 2014-12-08 | 株式会社ソディック | 射出成形機 |
| CN103737814A (zh) * | 2014-01-02 | 2014-04-23 | 长春博超汽车零部件股份有限公司 | 一种用于汽车内饰件的注塑模具及成型方法 |
| CN103753758A (zh) * | 2014-01-02 | 2014-04-30 | 长春博超汽车零部件股份有限公司 | 一种用于汽车内饰件的注塑成型机及制备方法 |
| JP2018176476A (ja) * | 2017-04-07 | 2018-11-15 | ファナック株式会社 | 射出成形システム |
| US10688699B2 (en) | 2017-04-07 | 2020-06-23 | Fanuc Corporation | Injection molding system |
| US12508755B2 (en) | 2023-02-24 | 2025-12-30 | Seiko Epson Corporation | Injection molding system and method for controlling injection molding system |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4104021B1 (ja) | 2008-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4104021B1 (ja) | 二色成形品の製造方法 | |
| US6210619B1 (en) | Method for manufacturing a two-piece plastic assembly | |
| KR20030045137A (ko) | 조립물체의 몰딩과 조립을 위한 절차와 기계장치 | |
| JP2922436B2 (ja) | 固定型を共用する複数の移動型による射出成形方法 | |
| JPH08197578A (ja) | 複合成形品の成形方法およびその装置 | |
| CN105658399B (zh) | 注射成型和组装设备以及将多个两种不同模制部件成型和组装的方法 | |
| JP3304832B2 (ja) | 中空成形品の多段成形方法および射出成形機 | |
| JPH0681696B2 (ja) | 複合射出成形機及び複合射出成形方法 | |
| WO2005030461A2 (en) | Injection molding apparatus and method | |
| JPH0558377B2 (ja) | ||
| JP2010274528A (ja) | ブロー成形用金型及びブロー成形方法 | |
| JP3419228B2 (ja) | 二段離型方式射出成形金型 | |
| US7331779B2 (en) | Concurrent cooling mold | |
| JPH03190714A (ja) | 2色成形用金型 | |
| KR100331347B1 (ko) | 디스크게이트의 제조방법 및 그 장치 | |
| JPH0426290B2 (ja) | ||
| KR20080010222A (ko) | 멀티 사출금형 | |
| JP7083535B1 (ja) | 射出成形金型、射出成形装置及び射出成形方法 | |
| JPH1119973A (ja) | 同時成形転写用金型装置 | |
| JP3469627B2 (ja) | 異種材料の接着成形方法およびその装置 | |
| JP2002264170A (ja) | 射出成形方法及び射出成形機 | |
| JPH09164555A (ja) | 射出成形品組立方法及び装置 | |
| JPH11297732A (ja) | Icタグの製造方法 | |
| JP2005246770A (ja) | 射出成形金型 | |
| JPH0671742B2 (ja) | 雄ねじを有する成形品の射出成形方法および該成形品の射出成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080319 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4104021 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110404 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110404 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140404 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |