JP2009096090A - 着磁建材及びその製造方法 - Google Patents
着磁建材及びその製造方法 Download PDFInfo
- Publication number
- JP2009096090A JP2009096090A JP2007270352A JP2007270352A JP2009096090A JP 2009096090 A JP2009096090 A JP 2009096090A JP 2007270352 A JP2007270352 A JP 2007270352A JP 2007270352 A JP2007270352 A JP 2007270352A JP 2009096090 A JP2009096090 A JP 2009096090A
- Authority
- JP
- Japan
- Prior art keywords
- magnetized
- hard magnetic
- building material
- molded body
- ceramic plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Finishing Walls (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
- Hard Magnetic Materials (AREA)
Abstract
【解決手段】着磁建材1は、セラミックス板状体2の裏面の全面に、着磁された硬質磁性体(永久磁石)3が設けられたものである。この着磁建材1は、乾式プレス又は押し出し法等により、坏土成形体と硬質磁性粉末成形体とを一体成形してなる複合成形体を、焼成し、次いで着磁加工を施すことにより製造される。坏土成形体の裏面に硬質磁性粉末成形体が配置された状態で焼成して着磁建材としているため、セラミックス板状体と着磁された硬質磁性体(永久磁石)とが強固に一体化されたものとなり、着磁された硬質磁性体(永久磁石)がセラミックス板状体から剥離し難いものとなる。
【選択図】図1
Description
(平均粒径1.10μm)
坏土粉末:長石40質量%、タルク50質量%及び粘土10質量%を混合してなる
乾燥粉体
水ガラス:三号水ガラス
第1の実施の形態(第1図〜第2図)の通りにして着磁建材を製造した。
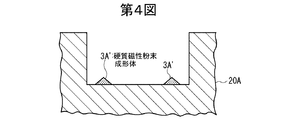
第2の実施の形態(第3図〜第4図)の通りにして着磁建材を製造した。
第3の実施の形態(第5図)の通りにして着磁建材を製造した。
2,2A,2B セラミックス板状体
3,3A,3B 着磁された硬質磁性体(永久磁石)
3A’ 硬質磁性粉末成形体
10 複合成形体
11 硬質磁性粉末
12 坏土粉末
13,13A 硬質磁性粉末成形体
14,14A 坏土成形体
14a 凹部
Claims (4)
- セラミックス板状体の裏面に、着磁された硬質磁性体が設けられてなる、磁力を有する着磁建材において、
坏土成形体の裏面に硬質磁性粉末成形体が配置されてなる複合成形体を焼成した後、着磁したものであることを特徴とする着磁建材。 - 請求項1において、前記セラミックス板状体の裏面に、前記着磁された硬質磁性体が間隔をおいて複数個配置されていることを特徴とする着磁建材。
- 請求項2において、前記着磁された硬質磁性体は裏面側に向って拡径していることを特徴とする着磁建材。
- セラミックス板状体の裏面に、着磁された硬質磁性体が設けられてなる、磁力を有する着磁建材を製造する方法において、
坏土成形体の裏面に硬質磁性粉末成形体が配置されてなる複合成形体を焼成した後、着磁することを特徴とする着磁建材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007270352A JP4971100B2 (ja) | 2007-10-17 | 2007-10-17 | 着磁建材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007270352A JP4971100B2 (ja) | 2007-10-17 | 2007-10-17 | 着磁建材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009096090A true JP2009096090A (ja) | 2009-05-07 |
| JP4971100B2 JP4971100B2 (ja) | 2012-07-11 |
Family
ID=40699550
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007270352A Active JP4971100B2 (ja) | 2007-10-17 | 2007-10-17 | 着磁建材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4971100B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITRE20130005A1 (it) * | 2013-02-01 | 2014-08-02 | Sacmi | Metodo per la fabbricazione di lastre ceramiche |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017155583A (ja) * | 2017-03-16 | 2017-09-07 | 吉野石膏株式会社 | 内装用建材 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61207761A (ja) * | 1985-03-11 | 1986-09-16 | 島 信義 | タイルの張付け方法 |
| JPH08127017A (ja) * | 1994-10-31 | 1996-05-21 | Sato Kagaku Kogyo Kk | 床タイルの製造方法 |
| JPH09184271A (ja) * | 1995-12-28 | 1997-07-15 | Hoshin Rin | 建築物の壁面仕上げ構造 |
| JP2001233686A (ja) * | 2000-02-23 | 2001-08-28 | Sousei Denshi:Kk | 着磁性を有する陶磁器 |
-
2007
- 2007-10-17 JP JP2007270352A patent/JP4971100B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61207761A (ja) * | 1985-03-11 | 1986-09-16 | 島 信義 | タイルの張付け方法 |
| JPH08127017A (ja) * | 1994-10-31 | 1996-05-21 | Sato Kagaku Kogyo Kk | 床タイルの製造方法 |
| JPH09184271A (ja) * | 1995-12-28 | 1997-07-15 | Hoshin Rin | 建築物の壁面仕上げ構造 |
| JP2001233686A (ja) * | 2000-02-23 | 2001-08-28 | Sousei Denshi:Kk | 着磁性を有する陶磁器 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITRE20130005A1 (it) * | 2013-02-01 | 2014-08-02 | Sacmi | Metodo per la fabbricazione di lastre ceramiche |
| EP2762284A1 (en) | 2013-02-01 | 2014-08-06 | SACMI Cooperativa Meccanici Imola Società Cooperativa | A method and a plant for manufacturing cladding slabs and cladding slab |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4971100B2 (ja) | 2012-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6284114B2 (ja) | セラミック部材およびその製造方法 | |
| JP4971100B2 (ja) | 着磁建材及びその製造方法 | |
| CN102261160A (zh) | 外墙用保温隔音墙板及其生产方法 | |
| JP2013510018A5 (ja) | ||
| CN106206610A (zh) | 可分离的衬底结构及其制备方法、显示装置的制造方法 | |
| CN108275977A (zh) | 一种抛光砖的制备方法 | |
| JP2007506557A (ja) | ハニカム構造の製造方法 | |
| JP2012071547A (ja) | セラミックス製品の製造方法、及びセラミックス成形用鋳型 | |
| CN211817339U (zh) | 一种隔热效果优异的建筑水泥砖 | |
| CN206999247U (zh) | 一种磁芯模具 | |
| CN113681689B (zh) | 一种双边燕尾槽瓷砖上模芯及制成瓷砖 | |
| JP7822841B2 (ja) | Si-SiC系複合構造体の製造方法 | |
| CN114961001A (zh) | 一种发泡陶瓷板 | |
| JP7501277B2 (ja) | 焼結磁石の製造方法 | |
| CN204282627U (zh) | 空心砖 | |
| CN101672082A (zh) | 双装饰混凝土砌块及其制造方法 | |
| JPH03265102A (ja) | 径方向異方性円筒状永久磁石及びその製造方法 | |
| KR100427089B1 (ko) | 전통 시멘트 블록 | |
| KR100693912B1 (ko) | 이방성 세라믹 다공질체의 제조방법 | |
| CN207972199U (zh) | 一种新型保温装饰板用模具 | |
| CN208880926U (zh) | 一种生产镶嵌构造砖坯的模具 | |
| CN109208813A (zh) | 一种轻质复合隔墙板及其生产方法 | |
| SG169401A1 (en) | Magnetic recording medium substrate and manufacturing method thereof, and magnetic recording medium and manufacturing method thereof | |
| JP2005036621A (ja) | 蓄光・蛍光成形体を表面に埋設した蓄光・蛍光成形体埋設コンクリート製品及びその製造方法。 | |
| JPS6189038A (ja) | ガラス表層を有する装飾タイルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101008 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110523 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110713 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20110714 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20110729 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120313 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120405 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150413 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4971100 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |