JP2012509200A - 両面型切削インサート及びこれを備える切削工具 - Google Patents
両面型切削インサート及びこれを備える切削工具 Download PDFInfo
- Publication number
- JP2012509200A JP2012509200A JP2011537341A JP2011537341A JP2012509200A JP 2012509200 A JP2012509200 A JP 2012509200A JP 2011537341 A JP2011537341 A JP 2011537341A JP 2011537341 A JP2011537341 A JP 2011537341A JP 2012509200 A JP2012509200 A JP 2012509200A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- insert
- pair
- double
- sided
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
- B23C5/1009—Ball nose end mills
- B23C5/1027—Ball nose end mills with one or more removable cutting inserts
- B23C5/1045—Ball nose end mills with one or more removable cutting inserts having a cutting insert, the cutting edge of which subtends substantially 90 degrees
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/2204—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert
- B23C5/2208—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert for plate-like cutting inserts
- B23C5/2213—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert for plate-like cutting inserts having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/16—Fixation of inserts or cutting bits in the tool
- B23C2210/168—Seats for cutting inserts, supports for replacable cutting bits
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
- Y10T407/1924—Specified tool shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1946—Face or end mill
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1952—Having peripherally spaced teeth
- Y10T407/1962—Specified tooth shape or spacing
- Y10T407/1964—Arcuate cutting edge
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Abstract
【解決手段】本発明による切削工具は、工具本体と、工具本体に装着される1つ以上の両面型切削インサートとを備え、工具本体は、1つ以上の両面型切削インサートを収容するための1つ以上のインサートポケットを備える。1つ以上のインサートポケットは、下部壁と、下部壁の内側から上向き延在する側壁と、下部壁及び側壁から外向き延在する後方壁と、後方壁に形成される雄型結合部とを備える。1つ以上の両面型切削インサートは、楕円形の上部面及び下部面を有する両面型切削インサートであり、上部面及び下部面の両側端の間をそれぞれ連結する第1側面及び第2側面と、第1側面及び第2側面の両端をそれぞれ連結する一対のコーナー部と、上部面と第1側面との境界部及び下部面と第2側面との境界部にそれぞれ形成される曲線状の第1切削エッジ及び第2切削エッジとを備える。上部面と下部面は、楕円形の長軸を中心に180゜回転対称であり、一対のコーナー部のうちの1つにインサートポケットの雄型結合部と結合するための凹状の雌型結合部が形成される。
【選択図】図3
Description
本発明による切削工具は、ボールノーズエンドミルであることが望ましい。
本発明による切削工具の切削インサートは、上部面と第1側面とがなす角度及び下部面と第2側面とがなす角度は65°ないし90°であることが望ましい。
本発明による切削工具の切削インサートの雌型結合部はV状であってもよく、特にV状の夾角は100゜ないし180゜であることが望ましい。
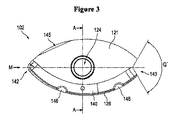
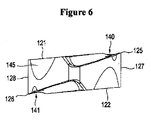
図3は、本発明による切削インサートの正面図であり、図4は、図3のA−A線における切削インサートの断面図である。切削インサート102は、楕円形の上部面121及び下部面122を有し、第1側面127及び第2側面128が上部面121と下部面122との間を連結する。上部面121と下部面122の端部には、一対のコーナー部142、143が形成される。上部面121と第1側面127との間の境界部には、曲線状の第1切削エッジ125が形成され、下部面122と第2側面128との間の境界部には、曲線状の第2切削エッジ126が形成される。
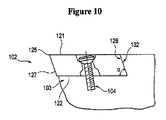
図8ないし図10を参照して、本発明の切削インサート及びインサートポケットの結合構成を詳細に説明する。
Claims (7)
- 工具本体と、前記工具本体に装着される1つ以上の両面型切削インサートとを備えるミリング加工用切削工具であって、
前記工具本体は、前記1つ以上の両面型切削インサートを収容するための1つ以上のインサートポケットを備え、
前記1つ以上のインサートポケットは、下部壁と、前記下部壁の内側から上向き延在する側壁と、前記下部壁及び側壁から外向き延在する後方壁と、前記後方壁に形成される雄型結合部とを備え、
前記1つ以上の両面型切削インサートは、楕円形の上部面及び下部面と、前記上部面と下部面との間を連結する一対の側面と、前記一対の側面のうち第1側面と上部面との間及び前記一対の側面のうち第2側面と下部面との間にそれぞれ形成される第1切削エッジ及び第2切削エッジと、前記上部面及び下部面の端部に形成される一対のコーナー部とを備え、
前記上部面と下部面は、楕円形の長軸を中心に180゜回転対称であり、
前記一対のコーナー部のうちの1つにインサートポケットの雄型結合部と結合するための雌型結合部が形成される、
切削工具。 - 前記切削工具はボールノーズエンドミルである、請求項1に記載の切削工具。
- 前記両面型切削インサートは、前記上部面と第2側面との間及び前記下部面と第1側面との間に形成される一対の半径方向支持面をさらに備え、
前記インサートポケットは、前記一対の半径方向支持面のうちの1つと結合するように前記側壁に形成される支持壁をさらに備える、請求項1または請求項2に記載の切削工具。 - 前記上部面と第1側面とがなす角度及び前記下部面と第2側面とがなす角度は65゜ないし90゜である、請求項1または請求項2に記載の切削工具。
- 前記雌型結合部はV状であり、前記V状の夾角は100゜ないし180゜である、請求項1または請求項2に記載の切削工具。
- 楕円形の上部面及び下部面と、
前記上部面と下部面との間を連結する一対の側面と、
前記一対の側面のうち第1側面と上部面との間及び前記一対の側面のうち第2側面と下部面との間にそれぞれ形成される第1切削エッジ及び第2切削エッジと、
前記上部面及び下部面の端部に形成される一対のコーナー部と、
を備え、
前記上部面と下部面は、楕円形の長軸を中心に180゜回転対称であり、
前記一対のコーナー部のうちの1つにインサートポケットの雄型結合部と結合するための雌型結合部が形成される、
両面型切削インサート。 - 前記両面型切削インサートは、前記上部面と第2側面との間及び前記下部面と第1側面との間に形成される一対の半径方向支持面をさらに備える、請求項6に記載の両面型切削インサート。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/KR2008/007003 WO2010061988A1 (en) | 2008-11-27 | 2008-11-27 | Double sides cutting insert and cutting tool with the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012509200A true JP2012509200A (ja) | 2012-04-19 |
| JP5350484B2 JP5350484B2 (ja) | 2013-11-27 |
Family
ID=42225843
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011537341A Active JP5350484B2 (ja) | 2008-11-27 | 2008-11-27 | 両面型切削インサート及びこれを備える切削工具 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8573897B2 (ja) |
| EP (1) | EP2352610B1 (ja) |
| JP (1) | JP5350484B2 (ja) |
| KR (2) | KR101432000B1 (ja) |
| CN (1) | CN102227278B (ja) |
| BR (1) | BRPI0823281A2 (ja) |
| WO (1) | WO2010061988A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013191259A1 (ja) * | 2012-06-21 | 2013-12-27 | 株式会社タンガロイ | 切削インサート、該切削インサートを装着可能な工具本体及びこれらを備えた刃先交換式ボールエンドミル |
| WO2014181811A1 (ja) * | 2013-05-10 | 2014-11-13 | 株式会社タンガロイ | 切削インサート、該切削インサートを装着可能な工具ボデー並びにこれらを備えた刃先交換式切削工具及びボールエンドミル |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202010002303U1 (de) | 2010-02-11 | 2011-06-09 | KENNAMETAL INC., Pa. | Wendeplatte |
| JP5060626B2 (ja) * | 2011-03-03 | 2012-10-31 | 日立ツール株式会社 | 刃先交換式ボールエンドミル |
| WO2013005601A1 (ja) * | 2011-07-04 | 2013-01-10 | 株式会社タンガロイ | 切削インサートおよび切削工具 |
| KR101673628B1 (ko) | 2011-09-19 | 2016-11-07 | 현대자동차주식회사 | 차량의 하이브리드 파워트레인 |
| KR101407168B1 (ko) * | 2012-08-07 | 2014-06-12 | 대구텍 유한회사 | 절삭 인서트 및 이를 포함하는 절삭 공구 |
| AT13251U1 (de) * | 2012-08-28 | 2013-09-15 | Ceratizit Luxembourg S A R L | Fräswerkzeugaufnahme und ovale doppelseitige Wendeschneidplatte |
| US9700947B2 (en) | 2014-06-27 | 2017-07-11 | Kennametal Inc. | Ballnose cutting tool and ballnose cutting insert |
| TWI494182B (zh) * | 2014-07-28 | 2015-08-01 | 張新添 | Discarded structure of discarded blades |
| KR101677716B1 (ko) * | 2016-01-12 | 2016-11-18 | 한국야금 주식회사 | 절삭 인서트 및 이를 장착한 절삭 공구 |
| KR101895851B1 (ko) * | 2016-12-28 | 2018-09-06 | 한국야금 주식회사 | 양면형 절삭 인서트 및 이를 장착한 절삭 공구 |
| CN109570595B (zh) * | 2018-12-25 | 2022-02-08 | 株洲钻石切削刀具股份有限公司 | 一种球头铣削刀片及球头铣削刀具 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6099512A (ja) * | 1983-10-31 | 1985-06-03 | Daijietsuto Kogyo Kk | 切削工具のスロ−アウエイチツプ |
| JPH0567414U (ja) * | 1992-02-14 | 1993-09-07 | 三菱マテリアル株式会社 | スローアウェイチップ及び該スローアウェイチップを用いたボールエンドミル |
| JPH0727050Y2 (ja) * | 1987-09-16 | 1995-06-21 | 三菱マテリアル株式会社 | 回転工具 |
| JPH08507004A (ja) * | 1993-12-21 | 1996-07-30 | イスカー・リミテツド | チップ切削工具 |
| WO2010059705A2 (en) * | 2008-11-19 | 2010-05-27 | Kennametal Inc. | Double-sided ball end mill cutting insert and tool therefor |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4588331A (en) * | 1982-09-16 | 1986-05-13 | Mizuki Yoshinori | Throwaway-type ball end mill and throwaway tip used in same |
| EP0123887A3 (en) * | 1983-04-29 | 1985-04-17 | NOUVA CA.ME.S. S.p.A. | Device for fixing the cutting insert to the support in a sectional milling cutter |
| DE3807165A1 (de) * | 1987-03-04 | 1988-09-15 | Mitsubishi Metal Corp | Umstellbarer schneideinsatz |
| DE3807195A1 (de) * | 1987-03-04 | 1988-09-15 | Mitsubishi Metal Corp | Umstellbarer schneideinsatz |
| DE3844785C2 (ja) * | 1987-03-04 | 1992-03-12 | Mitsubishi Materials Corp., Tokio/Tokyo, Jp | |
| KR950001371Y1 (ko) * | 1987-09-16 | 1995-03-03 | 미쓰비시 마데리알 가부시기가이샤 | 드로우어웨이팁 |
| JPH0567414A (ja) | 1991-09-06 | 1993-03-19 | Toshiba Corp | 真空バルブ |
| SE502541C2 (sv) * | 1992-02-05 | 1995-11-06 | Sandvik Ab | Spånavskiljande skär med exakta lägesbestämmande mått, samt förfarande för dess framställning |
| JPH0615517A (ja) * | 1992-07-01 | 1994-01-25 | Sumitomo Electric Ind Ltd | スローアウェイチップ及び正面フライスカッタ |
| JP3166022B2 (ja) * | 1993-12-28 | 2001-05-14 | 三菱マテリアル株式会社 | スローアウェイチップおよびその製造方法 |
| US5562370A (en) * | 1995-03-27 | 1996-10-08 | Kennametal Inc. | Insert having sinusoidal undulations for ball nose end mill |
| JPH08290316A (ja) * | 1995-04-19 | 1996-11-05 | Dijet Ind Co Ltd | スローアウェイ式ボールエンドミル |
| DE19624342C1 (de) * | 1996-06-19 | 1997-12-11 | Walter Ag | Schneidplatte und Fräser, insbesondere Kugelstirnfräser oder Kopierfräser |
| DE19709436C2 (de) * | 1997-03-07 | 1999-03-04 | Felix Leeb | Zirkularbohrfräser |
| FR2765507A1 (fr) * | 1997-07-07 | 1999-01-08 | Safety Fabrique De Carbure De | Fraise hemispherique et plaquette pour une telle fraise |
| JPH11123609A (ja) * | 1997-10-23 | 1999-05-11 | Dijet Ind Co Ltd | スローアウェイ式エンドミル及びスローアウェイチップ |
| IL127175A (en) | 1998-11-20 | 2003-06-24 | Iscar Ltd | Cutting insert for mounting on a milling cutter |
| SE515070C2 (sv) | 1999-10-22 | 2001-06-05 | Sandvik Ab | Dubbelnegativt skär till verktyg för spånavskiljande bearbetning |
| JP2002283119A (ja) * | 2001-03-28 | 2002-10-03 | Kyocera Corp | ボールエンドミル用スローアウェイチッップ |
| EP1252955A1 (en) | 2001-04-26 | 2002-10-30 | Mitsubishi Materials Corporation | Indexable insert |
| SE526109C2 (sv) * | 2003-03-17 | 2005-07-05 | Seco Tools Ab | Fräsverktyg och indexerbart skär med samverkande utsprång och urtagningar |
| DE602004028936D1 (de) * | 2003-03-17 | 2010-10-14 | Seco Tools Ab | Schneideinsatz mit ecken mit unterschiedlichen radien |
| IL160223A (en) | 2004-02-04 | 2008-11-26 | Carol Smilovici | Double-sided cutting insert and milling cutter |
| JP2006326755A (ja) * | 2005-05-26 | 2006-12-07 | Kyocera Corp | スローアウェイチップおよびそれを備える転削用工具 |
| SE528710C2 (sv) * | 2005-06-01 | 2007-01-30 | Sandvik Intellectual Property | Indexerbart frässkär med kopplingsmedlet anordnat på en släppningsyta |
| AT8743U1 (de) * | 2005-10-19 | 2006-12-15 | Ceratizit Austria Gmbh | Fräswerkzeug |
| US7510353B2 (en) * | 2006-02-16 | 2009-03-31 | Remark Technologies, Inc. | Indexable cutting tool insert and cutting tool |
-
2008
- 2008-11-27 EP EP08878451.7A patent/EP2352610B1/en active Active
- 2008-11-27 BR BRPI0823281-4A patent/BRPI0823281A2/pt not_active IP Right Cessation
- 2008-11-27 US US13/131,525 patent/US8573897B2/en active Active
- 2008-11-27 JP JP2011537341A patent/JP5350484B2/ja active Active
- 2008-11-27 KR KR1020137013347A patent/KR101432000B1/ko active Active
- 2008-11-27 CN CN200880132188.8A patent/CN102227278B/zh active Active
- 2008-11-27 WO PCT/KR2008/007003 patent/WO2010061988A1/en not_active Ceased
- 2008-11-27 KR KR1020117012218A patent/KR101314882B1/ko active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6099512A (ja) * | 1983-10-31 | 1985-06-03 | Daijietsuto Kogyo Kk | 切削工具のスロ−アウエイチツプ |
| JPH0727050Y2 (ja) * | 1987-09-16 | 1995-06-21 | 三菱マテリアル株式会社 | 回転工具 |
| JPH0567414U (ja) * | 1992-02-14 | 1993-09-07 | 三菱マテリアル株式会社 | スローアウェイチップ及び該スローアウェイチップを用いたボールエンドミル |
| JPH08507004A (ja) * | 1993-12-21 | 1996-07-30 | イスカー・リミテツド | チップ切削工具 |
| WO2010059705A2 (en) * | 2008-11-19 | 2010-05-27 | Kennametal Inc. | Double-sided ball end mill cutting insert and tool therefor |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013191259A1 (ja) * | 2012-06-21 | 2013-12-27 | 株式会社タンガロイ | 切削インサート、該切削インサートを装着可能な工具本体及びこれらを備えた刃先交換式ボールエンドミル |
| CN104364040A (zh) * | 2012-06-21 | 2015-02-18 | 株式会社钨钛合金 | 切削刀片、能够装接该切削刀片的工具主体及具备该切削刀片和工具主体的刀头更换式球头立铣刀 |
| JP5825435B2 (ja) * | 2012-06-21 | 2015-12-02 | 株式会社タンガロイ | 切削インサート、該切削インサートを装着可能な工具本体及びこれらを備えた刃先交換式ボールエンドミル |
| EP2865473A4 (en) * | 2012-06-21 | 2016-01-27 | Tungaloy Corp | CUTTING INSERT, TOOLBODY WITH SAW-MOUNTED CUTTING INSERT AND BALL MILL WITH EXCHANGEABLE KNIFE THEREOF |
| CN104364040B (zh) * | 2012-06-21 | 2016-08-31 | 株式会社钨钛合金 | 切削刀片、能够装接该切削刀片的工具主体及具备该切削刀片和工具主体的刀头更换式球头立铣刀 |
| WO2014181811A1 (ja) * | 2013-05-10 | 2014-11-13 | 株式会社タンガロイ | 切削インサート、該切削インサートを装着可能な工具ボデー並びにこれらを備えた刃先交換式切削工具及びボールエンドミル |
| JPWO2014181811A1 (ja) * | 2013-05-10 | 2017-02-23 | 株式会社タンガロイ | 切削インサート、該切削インサートを装着可能な工具ボデー並びにこれらを備えた刃先交換式切削工具及びボールエンドミル |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102227278B (zh) | 2015-01-07 |
| US20110243672A1 (en) | 2011-10-06 |
| WO2010061988A1 (en) | 2010-06-03 |
| EP2352610B1 (en) | 2017-08-02 |
| EP2352610A1 (en) | 2011-08-10 |
| CN102227278A (zh) | 2011-10-26 |
| US8573897B2 (en) | 2013-11-05 |
| KR101314882B1 (ko) | 2013-10-14 |
| JP5350484B2 (ja) | 2013-11-27 |
| KR101432000B1 (ko) | 2014-08-20 |
| BRPI0823281A2 (pt) | 2015-06-16 |
| KR20130079605A (ko) | 2013-07-10 |
| EP2352610A4 (en) | 2013-05-08 |
| KR20110094015A (ko) | 2011-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5350484B2 (ja) | 両面型切削インサート及びこれを備える切削工具 | |
| EP2670552B2 (en) | Milling cutter with a tangential cutting insert | |
| KR100988410B1 (ko) | 접선 절삭 삽입체 및 밀링 커터 | |
| KR101103216B1 (ko) | 원형 형상을 갖는 양면형 절삭 삽입체 및 이를 사용하는 절삭 공구 | |
| JP5209202B2 (ja) | 切り屑除去のための工具及び切削インサート | |
| KR101431891B1 (ko) | 8개의 주절삭날과 와이퍼날을 가진 절삭 인서트 및 절삭 인서트를 포함하는 절삭 공구 | |
| CN102413971B (zh) | 切削工具及其所用的切削刀片 | |
| JP3065343U (ja) | 切削インサ―ト | |
| US20120076596A1 (en) | Reversible Cutting Insert and Tool Assembly Having the Same | |
| JP2009534210A (ja) | 側方係止インサートおよび側方係止インサートを用いた材料除去工具 | |
| KR20130052561A (ko) | 절삭 공구 | |
| NZ551122A (en) | Drill with releasably mounted cutting head axially supported by the tool shank at four spaced apart axial support regions on shank support surfaces | |
| KR20100095897A (ko) | 절삭 인서트 및 이를 포함하는 절삭 툴 | |
| KR20140108192A (ko) | 절삭 인서트 및 이를 장착한 절삭 공구 | |
| JP2012519087A (ja) | 切削インサート用ツールホルダークランプアセンブリ及びその圧力板{Toolholderclampassemblyforcuttinginsertsanditspressingplate} | |
| US20150183033A1 (en) | Cutting Insert and Cutting Tool Including the Same | |
| CA2780045C (en) | Cutting tool assembly | |
| TW201726282A (zh) | 具有單切割刃式之實心嵌件的切斷刀具總成及硬式嵌件座工具 | |
| JP3868741B2 (ja) | 切削用インサートと切削ツール組立体 | |
| KR102809671B1 (ko) | 횡방향 인서트용 인서트 홀더, 절삭 공구 및 절삭 인서트 | |
| EP1355755A1 (en) | Cutting tool and cutting inserts | |
| JP7004189B1 (ja) | 切削インサート及び切削工具 | |
| KR20130029199A (ko) | 접선방향 절삭인서트 | |
| KR20160009242A (ko) | 절삭 인서트 및 이를 포함하는 절삭 공구 | |
| JP6761604B2 (ja) | 切削インサート及び切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121019 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130805 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130821 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5350484 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |