JP2013100967A - タワーボイラの建造方法 - Google Patents
タワーボイラの建造方法 Download PDFInfo
- Publication number
- JP2013100967A JP2013100967A JP2011245705A JP2011245705A JP2013100967A JP 2013100967 A JP2013100967 A JP 2013100967A JP 2011245705 A JP2011245705 A JP 2011245705A JP 2011245705 A JP2011245705 A JP 2011245705A JP 2013100967 A JP2013100967 A JP 2013100967A
- Authority
- JP
- Japan
- Prior art keywords
- heat transfer
- boiler
- boiler body
- rear transmission
- temperature side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title abstract description 11
- 238000012546 transfer Methods 0.000 claims abstract description 105
- 238000010276 construction Methods 0.000 claims abstract description 56
- 238000004904 shortening Methods 0.000 abstract description 3
- 230000002708 enhancing effect Effects 0.000 abstract 1
- 230000005540 biological transmission Effects 0.000 description 73
- BPGBAEXPBQHBSV-UHFFFAOYSA-N pyr1 Chemical compound C1=C2C3=C(C)C(C(NC=C4)=O)=C4C(C)=C3NC2=CC=C1OC(=O)C1=CC=CC=C1 BPGBAEXPBQHBSV-UHFFFAOYSA-N 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 239000000725 suspension Substances 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
Images




Landscapes
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
【解決手段】ボイラ本体を有するタワーボイラの建造方法である。タワーボイラの後伝部を構成する複数の伝熱管を、タワーボイラの建造現場以外の場所で仮固定具によって、ボイラ本体に組み付ける後伝部としての形態に並列配置する工程と、並列配置した伝熱管をその状態に保持して建造現場に移送し、建造中のボイラ本体の下方に搬入する工程と、搬入した伝熱管を、建造中のボイラ本体の下部に組み付ける工程と、を備える。
【選択図】図4
Description
これに対してタワーボイラは、前記接触伝熱面、すなわち後部伝熱部を、火炉の上側に配置するようにしたもので、接触伝熱面が火炉の後側に配置されている従来のボイラに比べ、設置スペースが約20%程度少なくなり、したがって据付場所の制約を受けるような場合に好適とされている。
このタワーボイラの建造において、前記ボイラ本体を建造するにあたっては、特に後伝部(後部伝熱部)はボイラ本体の高い位置に取付けられるため、その施工が難しくなっている。すなわち、後伝部の施工にあたっては、通常は後伝部を構成する伝熱管を予め工場で所定形状に曲げ加工しておき、これら伝熱管を現場に搬入する。そして、これら伝熱管を後伝部の構造に組み立てるとともに、ボイラ本体の構造内に組み付ける。
そこで、工場等の建造現場以外の場所において伝熱管を後伝部の構造に組み立てて後伝部エレメントとし、この後伝部エレメントを施工現場に搬入してボイラ本体の構造内に組み付けることが考えられる(例えば、特許文献2参照)。
また、たとえ後伝部エレメントをユニット化したとしても、組みあがったユニットの状態の後伝部エレメントはかなり大きくなるため、工場等から建造現場までのトラック輸送が困難である。
すなわち、ボイラ本体の下部を空けた状態とし、この空きスペースで搬入された伝熱管を後伝部の構造(後伝部エレメント)に組み立て、その後、組みあがった構造体(後伝部エレメント)をボイラ本体の取付け位置まで吊上げ、ボイラ本体の構造内に組み付けるようにしている。
したがって、伝熱管をボイラ本体内に組み付ける際には、寝かされて積層された状態の伝熱管を1本1本立ち上げ、順次接続して後伝部の構造(後伝部エレメント)に組み立てなくてはならず、効率が非常に悪い工程となっていた。そのため、この工程が工期短縮を損なう一因になっており、また、作業の安全性も損なっている。
タワーボイラの後伝部を構成する複数の伝熱管を、タワーボイラの建造現場以外の場所で仮固定具によって、前記ボイラ本体に組み付ける後伝部としての形態に並列配置する工程と、
並列配置した前記伝熱管をその状態に保持して前記建造現場に移送し、建造中のボイラ本体の下方に搬入する工程と、
搬入した前記伝熱管を、建造中のボイラ本体の下部に組み付ける工程と、を備えることを特徴とする。
まず、本発明のタワーボイラの建造方法によって建造されるタワーボイラの一例を、図1、図2を参照して説明する。なお、図1はタワーボイラの一例の側断面図、図2は図1に示したタワーボイラのA−A線矢視図である。
また、前記ボイラ本体7内の上下方向中間部から前記排ガス出口12までの間には、本発明における後伝部(後部伝熱部)となる熱交換装置14が設置されている。さらに、前記ボイラ本体7の上下方向中間部位置から上方には、前後側の炉壁1,2及び天井壁6の外部を包囲するようにして、ケーシング15が設けられている。このケーシング15の外周及びボイラ本体7の下部外周には、保温材16が設けられている。
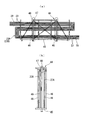
前記節炭器17、低温側再熱器18、低温側過熱器19、高温側再熱器20、高温側過熱器21は、それぞれ、図1に示すようにボイラ本体7内を前後方向に幅全体に亘って延びるパネル状の伝熱管23にて構成されている。このパネル状の伝熱管23は、図2のボイラ本体7内をその左右方向に多数並列された状態で配置されている。
なお、ボイラ本体7には、本例では図1中に破線で示すように熱交換装置14の上方、すなわち節炭器17の上方に、ガス流量調節ダンパ32,33が設けられている。
高圧の蒸気タービン29から出た蒸気は、低温側再熱器18に供給されて再熱された後、高温側再熱器20に導かれて更に過熱され、その後、中圧あるいは低圧の蒸気タービン30に供給されるようになっている。
本実施形態では、まず、タワーボイラの主柱を4本建造するとともに、これら主柱間にボイラ架構を形成する。なお、図1、図2では、ボイラ架構を鉄骨8として示している。
次いで、ジャッキ42に取り付けたワイヤロープ等の吊り材43に、ボイラ本体7の構成要素を上から順に取り付けつつ、順次吊り上げていく。吊り材43には、適宜な天秤(図示せず)を取り付け、この天秤にボイラ本体7の各構成要素を取り付けてもよい。また、天秤として、最終的に前記天井大梁間に配設する大梁41を用いてもよい。
そして、このようなエレメント間の接続を終了したら、後伝部エレメント23B(22E)から仮固定具44を取り外す。
その後、図4(c)に示すようにジャッキ42によってボイラ本体7の各要素(後伝部エレメント17E〜22E)等を吊り上げ、ボイラ本体7の残りの部分の組み立て(組み付け)を従来と同様にして行う。
よって、作業効率を従来に比べ格段に向上し、作業の困難性も改善することができ、したがって、全体の工期短縮を図るとともに、作業の安全性を高めることができる。
例えば、前記実施形態では、ハンガーチューブ過熱器22を形成するための伝熱管23(ハンガーチューブ25)を、ボイラ本体7に組み付けられてハンガーチューブ過熱器22となる形態の後伝部エレメント23B(22E)に並列配置させ、この後伝部エレメント23B(22E)を建造現場にてボイラ本体7に組み付けるようにしたが、後伝部、すなわち熱交換装置14の構成要素であれば、ハンガーチューブ過熱器22以外の節炭器17、低温側再熱器18、低温側過熱器19、高温側再熱器20、高温側過熱器21についても、同様にして後伝部エレメント23Bの形態に並列配置させ、これを建造現場にてボイラ本体7に組み付けるようにしてもよい。
Claims (2)
- ボイラ本体を有するタワーボイラの建造方法において、
タワーボイラの後伝部を構成する複数の伝熱管を、タワーボイラの建造現場以外の場所で仮固定具によって、前記ボイラ本体に組み付ける後伝部としての形態に並列配置する工程と、
並列配置した前記伝熱管をその状態に保持して前記建造現場に移送し、建造中のボイラ本体の下方に搬入する工程と、
搬入した前記伝熱管を、建造中のボイラ本体の下部に組み付ける工程と、を備えることを特徴とするタワーボイラの建造方法。 - 搬入した前記伝熱管を、建造中のボイラ本体の下部に組み付ける工程では、前記仮固定具で伝熱管を後伝部としての形態に並列配置した状態で行い、伝熱管をボイラ本体の下部に組み付けた後、前記仮固定具を取り外すことを特徴とする請求項1記載のタワーボイラの建造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011245705A JP5862213B2 (ja) | 2011-11-09 | 2011-11-09 | タワーボイラの建造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011245705A JP5862213B2 (ja) | 2011-11-09 | 2011-11-09 | タワーボイラの建造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013100967A true JP2013100967A (ja) | 2013-05-23 |
| JP5862213B2 JP5862213B2 (ja) | 2016-02-16 |
Family
ID=48621731
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011245705A Active JP5862213B2 (ja) | 2011-11-09 | 2011-11-09 | タワーボイラの建造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5862213B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5918305A (ja) * | 1982-07-23 | 1984-01-30 | 三菱重工業株式会社 | 吊下型ボイラの組立法 |
| JPH09229304A (ja) * | 1996-02-20 | 1997-09-05 | Mitsubishi Heavy Ind Ltd | タワー型ボイラプラントの建設工法 |
| JPH1061902A (ja) * | 1996-08-16 | 1998-03-06 | Babcock Hitachi Kk | 横置き伝熱管群の据付け方法と据付け構造体 |
| JPH11281002A (ja) * | 1998-03-27 | 1999-10-15 | Babcock Hitachi Kk | ボイラにおける熱回収装置の組立方法および据え付け方法並びに熱回収装置の組立て治具 |
-
2011
- 2011-11-09 JP JP2011245705A patent/JP5862213B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5918305A (ja) * | 1982-07-23 | 1984-01-30 | 三菱重工業株式会社 | 吊下型ボイラの組立法 |
| JPH09229304A (ja) * | 1996-02-20 | 1997-09-05 | Mitsubishi Heavy Ind Ltd | タワー型ボイラプラントの建設工法 |
| JPH1061902A (ja) * | 1996-08-16 | 1998-03-06 | Babcock Hitachi Kk | 横置き伝熱管群の据付け方法と据付け構造体 |
| JPH11281002A (ja) * | 1998-03-27 | 1999-10-15 | Babcock Hitachi Kk | ボイラにおける熱回収装置の組立方法および据え付け方法並びに熱回収装置の組立て治具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5862213B2 (ja) | 2016-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100472131C (zh) | 模块单元及构造排热回收锅炉的方法 | |
| ES2370317B2 (es) | Procedimiento de montaje de un generador de vapor. | |
| JP6429904B2 (ja) | モジュール式排熱回収ボイラを設置する方法 | |
| JP5362901B2 (ja) | 火力プラント | |
| CN104279541A (zh) | 废热锅炉 | |
| JP5862213B2 (ja) | タワーボイラの建造方法 | |
| JP2007107789A (ja) | ボイラ設備の据付工法 | |
| US2916263A (en) | Fluid heat exchange apparatus | |
| TWI791439B (zh) | 用於鍋爐的熱交換器及用於熱交換器的組裝便利裝置 | |
| CN202791938U (zh) | 一种水泥窑窑尾模块化余热锅炉 | |
| JP3970619B2 (ja) | 排熱回収ボイラの建設方法 | |
| JP2005042960A (ja) | 排熱回収ボイラ及びその据付方法 | |
| JP2002213707A (ja) | セパレート型ボイラプラント及びその建設工法 | |
| CN106066034A (zh) | 将热交换表面连到锅炉主要结构的方法、锅炉和锅炉模块 | |
| EP3249293B1 (en) | Hot water boiler | |
| JP3801267B2 (ja) | 横置き伝熱管群の据付け方法と据付け構造体 | |
| CN212158221U (zh) | 一种炉内高温大跨距下的气气换热器 | |
| JP7558793B2 (ja) | 輸送枠構造および輸送方法 | |
| JP4939060B2 (ja) | 排熱回収ボイラ及び該ボイラの組立方法。 | |
| JP7465792B2 (ja) | 排熱回収ボイラのサポート機構 | |
| JP7178256B2 (ja) | 配管溶接治具及び管束モジュールの製造方法 | |
| DK172592B1 (da) | Kedel | |
| JP5611678B2 (ja) | ボイラ装置 | |
| JP5005405B2 (ja) | ボイラ解体方法 | |
| EA032077B1 (ru) | Водогрейный котел |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150707 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150826 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150827 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151020 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20151105 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151214 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5862213 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |