JP2013144403A - 当接部の製造方法 - Google Patents
当接部の製造方法 Download PDFInfo
- Publication number
- JP2013144403A JP2013144403A JP2012005972A JP2012005972A JP2013144403A JP 2013144403 A JP2013144403 A JP 2013144403A JP 2012005972 A JP2012005972 A JP 2012005972A JP 2012005972 A JP2012005972 A JP 2012005972A JP 2013144403 A JP2013144403 A JP 2013144403A
- Authority
- JP
- Japan
- Prior art keywords
- core
- bag
- manufacturing
- shaped member
- granular material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/02—Making preforms by dividing preformed material, e.g. sheets, rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/0023—Gripper surfaces directly activated by a fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/44—Removing or ejecting moulded articles for undercut articles
- B29C45/4457—Removing or ejecting moulded articles for undercut articles using fusible, soluble or destructible cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D22/00—Producing hollow articles
- B29D22/003—Containers for packaging, storing or transporting, e.g. bottles, jars, cans, barrels, tanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/02—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C41/14—Dipping a core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0046—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0065—Permeability to gases
- B29K2995/0067—Permeability to gases non-permeable
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Making Paper Articles (AREA)
- Bag Frames (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
【解決手段】弾性および気密性を有する素材(本実施形態ではゴム18)からなるゴム製の袋状部材6aと、該袋状部材6aの内部に充填される粒状物7と、を有する、把持装置1におけるワークと当接する部位を構成するための部材である当接部6の製造方法であって、粒状物7をバインダー11により固めて、袋状部材6aを成形するための芯材たる中子10を作成する工程と、中子10の周囲に弾性および気密性を有する素材たるゴム18製の被膜を形成して、袋状部材6aを形成する工程と、袋状部材6aの内部に存在する中子10を崩壊させる工程と、を有する。
【選択図】図10
Description
そして、このような把持装置においては、ワークと直接当接する部位である当接部をワークの形状に対応させて変形させることにより、確実な把持状態を確保することが可能になっており、形状を柔軟に変形できる態様と、形状を堅固に保持する態様の、相反する二つの態様を一つの部材で実現できる当接部を有する構成としている。
そして、例えば従来、ゴム製である袋状部材の製造方法に係る技術としては、例えば、以下に示す特許文献1に開示された技術が知られている。
そのような小さい開口部を有する当接部用袋体を製造するためには、従来、特許文献1に示すようなプレス装置等を用いた加硫接着による方法で製造するのが一般的になっている。このような従来の製造方法では、熟練した作業者が手作業で袋状部材の仕上げ作業等を行う必要があり、袋状部材およびそれを用いて構成する当接部の製造コストが増大するとともに、大量生産が困難な状況となっていた。
また、特許文献1で開示された技術で製造したゴム製の袋状部材を当接部として使用するためには、内部に合成ムライト等の粒状物を充填する工程を別途設ける必要があった。
まず始めに、本発明の一実施形態に係る製造方法により製造する当接部を有する把持装置の全体構成について、図1〜図3を用いて説明をする。
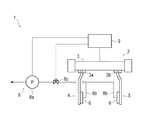
図1に示す如く、本発明の第一の実施形態に係る把持装置1は、ワーク等を把持して保持するための装置であり、把持部2、真空排気設備8、制御装置9等を備えている。
尚、各爪部4・5の形状は、把持対象となるワークの形状および大きさや、各スライダ部3a・3bのストローク量等を考慮して設定する。
爪部4は、支持部4aがスライダ部3aに対して固定されている。そして、制御装置9により、駆動部3を作動させてスライダ部3aをスライドさせて、各挟圧部4b・4bを、スライダ部3aのスライド方向に沿って往復動させる構成としている(図1参照)。
爪部5は、支持部5aがスライダ部3bに対して固定されている。そして、制御装置9により、駆動部3を作動させてスライダ部3bをスライドさせて、挟圧部5bを、スライダ部3bのスライド方向に沿って往復動させる構成としている(図1参照)。
前述した各爪部4・5は、所定の挟持力を達成するために、剛性を確保する必要があるため、鋼等所定の硬さを有する素材により構成するのが一般的である。
このため、ワークと各爪部4・5を直接当接させると、該各爪部4・5によってワークを破損等する可能性がある。
また、ワークは種々の形状に構成されるため、安定的な把持状態を実現するためには、各爪部4・5においてワークと当接する部位の形状をワークの形状に対応させる必要がある。
このため、把持部2においては、各挟圧部4b・4bおよび挟圧部5bのワークとの当接部位(各付設面4c・4c・5c)において、それぞれ各当接部6・6・6が付設される構成としている。
また、当接部6には、粒状物7を充填される構成としている。
尚、袋状部材6aは、切り傷等が生じることを抑制するために、外袋(図示せず)等によって、適宜被装される構成としてもよい。
また、袋状部材6aには孔部6fが形成されており、該孔部6fに、袋状部材6aの内外を連通するための部材である接続口6bが配設されている。
また、接続口6bには、真空配管8bが接続されており、接続口6bの袋状部材6aに内包される端部において、フィルター6eが配設されている。
そして、フィルター6eによって、粒状物7が接続口6bから排出されることを防止する構成としている、
また、本実施形態では、袋状部材6aの形状が、略直方体状である場合を例示しているが、本発明に係る把持装置を構成する当接部における袋状部材の形状をこれに限定するものではない。
尚、本発明の一実施形態に係る当接部6の製造方法においては、粒状物7として、鋳砂等としても用いることができる合成ムライトを使用する構成としている。
そして、使用する合成ムライトの粒径や充填量等を適宜調整することによって、上記1および2)等の要求される機能を発揮するように、当接部6の性質を調整する構成としている。
尚、本実施形態では、真空排気設備8に真空ポンプ8aが備えられる場合を例示しているが、真空ポンプ8a以外の排気手段(例えば、エジェクター等)を備える構成とすることも可能である。
また、本発明に係る把持装置において、当接部の硬化および軟化を実現させるための手段は、必ずしも真空排気設備である必要はなく、当接部の硬化および軟化を実現することができる種々の態様のものを採用し得る。
本発明の一実施形態に係る当接部6の製造方法では、図4に示すような中子10を用いて、袋状部材6aを製造する構成としている。
図4(a)に示す如く、中子10は複数の粒子の集合体である粒状物7を、バインダー11で結合して、略直方体の形状を有する固体として形成したものである。
尚、本発明の一実施形態に係る当接部6の製造方法に使用する中子10の形状は、略直方体に限定されず、所望する袋状部材6aの形状に対応させて、例えば、コーナー部をR形状としたり、面取り部を設けたりするような形状であってもよい。
ここではまず、第一の実施形態に係る中子10である第一の中子10Aの作成方法について説明をする。
図5(a)に示す如く、第一の中子10Aは、当接部6において袋状部材6aの中に充填されるべき部材である粒状物7を、第一のバインダー11たるレジン11Aで固めることによって、作成している。
レジン11Aは、鋳造において用いる中子を製作する際に、鋳砂を固めるために一般的に用いられるフェノール樹脂等からなる素材である。
そして、粒状物7とレジン11Aを混ぜ合わせたものを型16に入れておき、その状態で加熱することによりレジン11Aを軟化させて、粒状物7の各粒子を結合させることにより、所望する形状を有する第一の中子10Aを作成する構成としている。
そして、このようにして袋状部材6aの内容積を調整することによって、袋状部材6aの内容積に対する中子10に含まれる粒状物7の量の比率を調整することができる。
例えば、このような空隙部10aを形成する方法としては、ドライアイス等で作成した所定の体積を有する塊を包み込んだ状態で、中子10を作成することによって実現することができる。
図5(b)に示す如く、第二の中子10Bは、当接部6において袋状部材6aの中に充填されるべき部材である粒状物7を、第二のバインダー11たる水ガラス11Bで固めることによって、作成している。
水ガラス11Bは、鋳造において用いる中子を製作する際に、鋳砂を固めるために一般的に用いられる珪酸ナトリウム等からなる素材である。
そして、粒状物7と水ガラス11Bを混ぜ合わせたものを型16に入れておき、その状態で加熱することにより水ガラス11Bを軟化させて、粒状物7の各粒子を結合させることにより、所望する形状を有する第二の中子10Bを作成する構成としている。
図6(a)に示す如く、第三の中子10Cは、当接部6において袋状部材6aの中に充填されるべき部材である粒状物7を、第三のバインダー11たる無機塩11Cで固めることによって、作成している。
無機塩11Cは、鋳造において用いる中子を製作する際に、鋳砂を固めるために一般的に用いられる主として珪酸ソーダからなる素材である。
そして、粒状物7と無機塩11Cを混ぜ合わせたものを型16に入れておき、その状態で加熱することにより無機塩11Cを軟化させて、粒状物7の各粒子を結合させることにより、所望する形状を有する第三の中子10Cを作成する構成としている。
図6(b)に示す如く、第四の中子10Dは、当接部6において袋状部材6aの中に充填されるべき部材である粒状物7を、第四のバインダー11たる液体である水11Dで固めることによって、作成している。
この場合、粒状物7と水11Dを混ぜ合わせたものを型16に入れておき、その状態で冷却して水11Dを凝固させる(氷にする)ことにより、所望する形状を有する第四の中子10Dを作成する構成としている。
尚、本実施形態では、液体たる第四のバインダー11として水11Dを採用する場合を例示しているが、当該液体は、所定の温度域で凝固および溶解が可能な性質を有するものであればよく、第四のバインダー11として採用する液体を水11Dに限定するものではない。
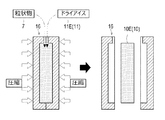
図7に示す如く、第五の中子10Eは、当接部6において袋状部材6aの中に充填されるべき部材である粒状物7を、第五のバインダー11たる液化することなく昇華する所定の体積を有する固体であるドライアイス11Eで固めることによって、作成している。
そして、粒状物7と粉末状のドライアイス11E等を混ぜ合わせたものを型16に入れておき、その状態で圧縮して、粒状物7をドライアイス11Eで固めることにより、所望する形状を有する第五の中子10Eを作成する構成としている。
尚、本実施形態では、液化することなく昇華する所定の体積を有する固体たる第五のバインダー11としてドライアイス11Eを採用する場合を例示しているが、当該固体は、所定の温度域で昇華することが可能なものであればよく、第五のバインダー11として採用する固体をドライアイス11Eに限定するものではない。
まずここでは、本発明の第一の実施形態に係る当接部6の製造方法について、説明をする。
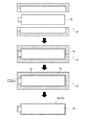
本発明の第一の実施形態に係る当接部6の製造方法では、これまでに説明した各実施形態に係る各中子10A〜10Eを用いて、いわゆる射出成形の手法によって、袋状部材6aを製造するようにしている。
このとき、図9に示すように、金型17における中子10の周囲には、所定の隙間を確保するように、中子10と金型17の間には適宜スペーサ等を介装しておく。
そして、金型17内に液状原料たるゴム18を射出すると、中子10の回りに弾性および気密性を有するゴム18の被膜が形成され、この被膜が袋状部材6aとなる。
例えば、図10(a)に示す如く、中子10が第一の中子10Aや第二の中子10Bである場合には、中子10を包み込んでいる状態の袋状部材6aに対して、外部から打撃を加えることによって、中子10を崩壊させることができる。
そして、中子10を崩壊させることによって、中子10を構成していた粒状物7を、各粒子が再び独立して流動することができる状態に復元することができる。
そして後は、開口部を形成したり、接続口6b等の必要な部材を組み付けたりするだけで、容易に当接部6を製造することが可能になる。
そして、中子10を崩壊させるとともに、袋状部材6a内を乾燥させることによって、中子10を構成していた粒状物7を、各粒子が再び独立して流動することができる状態に復元することができる。
このような構成により、袋状部材6aを形成するための芯材であって、粒状物7を含む中子10(第一〜第三の各中子10A・10B・10C)を容易に製造することができる。
このような構成により、袋状部材6aの内部で、容易に中子10(第一および第二の各中子10A・10B)を崩壊させることができる。これにより、袋状部材6aの内部に粒状物7を容易に充填することができる。
このような構成により、袋状部材6aの内部で、容易に中子10(第三の中子10C)を崩壊させることができる。これにより、袋状部材6aの内部に粒状物7を容易に充填することができる。
そして、中子10を崩壊させるとともに、袋状部材6a内を乾燥させることによって、中子10を構成していた粒状物7を、各粒子が再び独立して流動することができる状態に復元することができる。
このような構成により、袋状部材6aを形成するための芯材であって、粒状物7を含む中子10(第四の中子10D)を容易に製造することができる。
このような構成により、袋状部材6aの内部で、容易に中子10(第四の中子10D)を崩壊させることができる。これにより、袋状部材6aの内部に粒状物7を容易に充填することができる。
そして、中子10を崩壊させることによって、中子10を構成していた粒状物7を、各粒子が再び独立して流動することができる状態に復元することができる。
このような構成により、袋状部材6aを形成するための芯材であって、粒状物7を含む中子10(第五の中子10E)を容易に製造することができる。
このような構成により、袋状部材6aの内部で、容易に中子10(第五の中子10E)を崩壊させることができる。これにより、袋状部材6aの内部に粒状物7を容易に充填することができる。
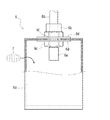
本発明の第二の実施形態に係る当接部6の製造方法では、これまでに説明した各実施形態に係る各中子10A〜10Eを用いて、いわゆるディップ(浸潰)成形の手法によって、袋状部材6aを製造するようにしている。
図12に示す如く、液状原料たるゴム18に、芯材となる中子10を浸潰させると、中子10の回りに弾性および気密性を有するゴム18の被膜を形成することができ、この被膜が袋状部材6aとなる。
そしてさらに、本発明の第一および第二の各実施形態に係る当接部6の製造方法においては、中子10を芯材とする袋状部材6aにおいて、その袋状部材6aの内部で中子10を崩壊させることによって、容易に袋状部材6aの中に粒状物7を充填する構成としている。
このような構成により、袋状部材6aに粒状物7を充填するための工程を別途設けることなく、容易に当接部6を製造することができる。
2 把持部
6 当接部
6a 袋状部材
10 中子
11 バインダー
12 金型
Claims (8)
- 弾性および気密性を有する素材からなる袋状部材と、
該袋状部材の内部に充填される粒状物と、
を有する、把持装置におけるワークと当接する部位を構成するための部材である当接部の製造方法であって、
前記粒状物をバインダーにより固めて、前記袋状部材を成形するための芯材たる中子を作成する工程と、
前記中子の周囲に前記弾性および気密性を有する素材からなる被膜を形成して、前記袋状部材を形成する工程と、
前記袋状部材の内部に存在する前記中子を崩壊させる工程と、
を有する、
ことを特徴とする当接部の製造方法。 - 前記中子を作成する工程は、
前記粒状物と前記バインダーたる液化することなく昇華する所定の体積を有する固体を含む混合物を型の内部において圧縮し、所定の形状に成型することにより行う、
ことを特徴とする請求項1に記載の当接部の製造方法。 - 前記中子を崩壊させる工程は、
前記袋状部材を加熱して、あるいは、放置して、
前記袋状部材の内部に存在する前記中子を構成する前記所定の体積を有する固体を昇華させることにより行う、
ことを特徴とする請求項2に記載の当接部の製造方法。 - 前記中子を作成する工程は、
前記粒状物と前記バインダーを含む混合物を型の内部において加熱し、所定の形状に成型することにより行う、
ことを特徴とする請求項1に記載の当接部の製造方法。 - 前記中子を崩壊させる工程は、
前記袋状部材に外力を付与して、
前記袋状部材の内部に存在する前記中子を粉砕することにより行う、
ことを特徴とする請求項4に記載の当接部の製造方法。 - 前記中子を崩壊させる工程は、
前記袋状部材の内部に水を注入して、
前記袋状部材の内部に存在する前記中子を構成する前記バインダーを溶解させることにより行う、
ことを特徴とする請求項4に記載の当接部の製造方法。 - 前記中子を作成する工程は、
前記粒状物と前記バインダーたる液体を含む混合物を型の内部において冷却することにより前記液体を凝固させて、所定の形状に成型することにより行う、
ことを特徴とする請求項1に記載の当接部の製造方法。 - 前記中子を崩壊させる工程は、
前記袋状部材を加熱して、あるいは、放置して、
前記袋状部材の内部に存在する前記中子を構成する凝固させた前記液体を溶解させることにより行う、
ことを特徴とする請求項7に記載の当接部の製造方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012005972A JP5765248B2 (ja) | 2012-01-16 | 2012-01-16 | 当接部の製造方法 |
| PCT/IB2013/000042 WO2013108106A2 (en) | 2012-01-16 | 2013-01-14 | Manufacturing method of bag body |
| EP13705006.8A EP2804748B1 (en) | 2012-01-16 | 2013-01-14 | Manufacturing method of bag body with a granular filling |
| PL13705006T PL2804748T3 (pl) | 2012-01-16 | 2013-01-14 | Sposób wytwarzania korpusu workowego z granulowanym wypełnieniem |
| US14/372,303 US9409317B2 (en) | 2012-01-16 | 2013-01-14 | Manufacturing method of bag body |
| CN201380005680.XA CN104039538B (zh) | 2012-01-16 | 2013-01-14 | 具有颗粒状填充物的袋体的制造方法 |
| BR112014016985-3A BR112014016985B1 (pt) | 2012-01-16 | 2013-01-14 | método de fabricação de corpo de bolsa |
| IN5858DEN2014 IN2014DN05858A (ja) | 2012-01-16 | 2014-07-14 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012005972A JP5765248B2 (ja) | 2012-01-16 | 2012-01-16 | 当接部の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013144403A true JP2013144403A (ja) | 2013-07-25 |
| JP5765248B2 JP5765248B2 (ja) | 2015-08-19 |
Family
ID=47739407
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012005972A Expired - Fee Related JP5765248B2 (ja) | 2012-01-16 | 2012-01-16 | 当接部の製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9409317B2 (ja) |
| EP (1) | EP2804748B1 (ja) |
| JP (1) | JP5765248B2 (ja) |
| CN (1) | CN104039538B (ja) |
| BR (1) | BR112014016985B1 (ja) |
| IN (1) | IN2014DN05858A (ja) |
| PL (1) | PL2804748T3 (ja) |
| WO (1) | WO2013108106A2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190134159A (ko) * | 2018-05-25 | 2019-12-04 | 정덕채 | 고무백 및 고무백 제조 방법 |
| CN111673957A (zh) * | 2020-07-11 | 2020-09-18 | 厦门新旺新材料科技有限公司 | 一种中空复材构造件成型辅助充气气模 |
| JP2021524783A (ja) * | 2018-05-21 | 2021-09-16 | ザ・ユニバーシティ・オブ・シドニー | 鋳造物を加工する方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108724237B (zh) * | 2016-12-24 | 2021-10-29 | 宁波亿诺维信息技术有限公司 | 一种工业机器人 |
| CN106426187B (zh) * | 2016-12-24 | 2019-04-19 | 聊城鑫泰机床有限公司 | 工业机器人控制方法 |
| JP6588935B2 (ja) * | 2017-03-13 | 2019-10-09 | 株式会社東芝 | 把持ツール、把持システム、および把持性能の評価方法 |
| JP7006404B2 (ja) * | 2018-03-15 | 2022-01-24 | トヨタ自動車株式会社 | ワークの支持装置、支持方法及びロボットアーム |
| CN111059107B (zh) * | 2018-10-17 | 2024-10-22 | 杨斌堂 | 自适应夹持摆动体 |
| CN111204006A (zh) * | 2020-01-16 | 2020-05-29 | 大成普道新材料技术有限公司 | 一种中空聚双环戊二烯制品的生产方法及应用 |
| DE102021105844A1 (de) * | 2021-03-10 | 2022-09-15 | Fit Ag | Verfahren zur Herstellung eines elastisch verformbaren Formteils |
| CN117245829A (zh) * | 2022-07-11 | 2023-12-19 | 郑州大学第一附属医院 | 一种可根据个人手掌大小制造乳胶手套的自动佩戴装置 |
| CN116901124A (zh) * | 2023-08-21 | 2023-10-20 | 广东电网有限责任公司 | 一种仪表检定夹爪及其使用方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61254309A (ja) * | 1985-05-07 | 1986-11-12 | Asahi Organic Chem Ind Co Ltd | 硬化性プラスチックスの成型方法 |
| JPS6482910A (en) * | 1987-09-26 | 1989-03-28 | Idemitsu Petrochemical Co | Molding method of molded product having hollow part |
| JPH09123082A (ja) * | 1995-11-01 | 1997-05-13 | Kao Corp | 物品把持装置 |
| JPH11123723A (ja) * | 1997-10-23 | 1999-05-11 | Yokohama Rubber Co Ltd:The | ゴム製容器の製造方法 |
| JP2011230260A (ja) * | 2010-04-28 | 2011-11-17 | Toyota Motor Corp | 把持装置 |
| WO2012001803A1 (ja) * | 2010-07-01 | 2012-01-05 | 株式会社クロスエフェクト | 中空構造体の樹脂成形体の製造方法及び中子 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR588657A (fr) * | 1924-11-07 | 1925-05-13 | Goodyear Tire & Rubber | Noyau pour pièces creuses en caoutchouc et sa méthode d'établissement |
| GB621046A (en) * | 1946-03-12 | 1949-04-04 | Dunlop Rubber Co | Improvements in or relating to compositions for games ball cores and to the production of games balls therefrom |
| JPS5820430A (ja) * | 1981-07-28 | 1983-02-05 | Dainichi Nippon Cables Ltd | 狭口容器の製造方法 |
| US4424183A (en) * | 1982-07-06 | 1984-01-03 | Baker International Corporation | Destructible core structure and method for using same |
| JPS62117707A (ja) * | 1985-11-18 | 1987-05-29 | Takagi Kogyo Kk | プラスチツク製品の成形法 |
| FI922716A7 (fi) * | 1992-06-11 | 1993-12-12 | Harri Sahari | Menetelmä muovikappaleiden valmistuksessa |
| US5516477A (en) * | 1994-08-01 | 1996-05-14 | Ford Motor Company | Resin molding process utilizing a glass core |
| JP3839004B2 (ja) | 2003-08-06 | 2006-11-01 | バンドー化学株式会社 | ゴム製袋体とその製造方法 |
| JP2008273604A (ja) | 2007-05-02 | 2008-11-13 | Newlong Industrial Co | 熱溶着性合成樹脂袋への粉粒体充填封緘方法 |
| US8882165B2 (en) * | 2010-04-15 | 2014-11-11 | Cornell University | Gripping and releasing apparatus and method |
-
2012
- 2012-01-16 JP JP2012005972A patent/JP5765248B2/ja not_active Expired - Fee Related
-
2013
- 2013-01-14 CN CN201380005680.XA patent/CN104039538B/zh not_active Expired - Fee Related
- 2013-01-14 US US14/372,303 patent/US9409317B2/en not_active Expired - Fee Related
- 2013-01-14 BR BR112014016985-3A patent/BR112014016985B1/pt not_active IP Right Cessation
- 2013-01-14 WO PCT/IB2013/000042 patent/WO2013108106A2/en not_active Ceased
- 2013-01-14 PL PL13705006T patent/PL2804748T3/pl unknown
- 2013-01-14 EP EP13705006.8A patent/EP2804748B1/en not_active Not-in-force
-
2014
- 2014-07-14 IN IN5858DEN2014 patent/IN2014DN05858A/en unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61254309A (ja) * | 1985-05-07 | 1986-11-12 | Asahi Organic Chem Ind Co Ltd | 硬化性プラスチックスの成型方法 |
| JPS6482910A (en) * | 1987-09-26 | 1989-03-28 | Idemitsu Petrochemical Co | Molding method of molded product having hollow part |
| JPH09123082A (ja) * | 1995-11-01 | 1997-05-13 | Kao Corp | 物品把持装置 |
| JPH11123723A (ja) * | 1997-10-23 | 1999-05-11 | Yokohama Rubber Co Ltd:The | ゴム製容器の製造方法 |
| JP2011230260A (ja) * | 2010-04-28 | 2011-11-17 | Toyota Motor Corp | 把持装置 |
| WO2012001803A1 (ja) * | 2010-07-01 | 2012-01-05 | 株式会社クロスエフェクト | 中空構造体の樹脂成形体の製造方法及び中子 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021524783A (ja) * | 2018-05-21 | 2021-09-16 | ザ・ユニバーシティ・オブ・シドニー | 鋳造物を加工する方法 |
| JP2022110010A (ja) * | 2018-05-21 | 2022-07-28 | ザ・ユニバーシティ・オブ・シドニー | 鋳造物を加工する方法 |
| JP7120664B2 (ja) | 2018-05-21 | 2022-08-17 | ザ・ユニバーシティ・オブ・シドニー | 鋳造物を加工する方法 |
| US11518069B2 (en) | 2018-05-21 | 2022-12-06 | The University Of Sydney | Method of fabricating a casting |
| JP7373865B2 (ja) | 2018-05-21 | 2023-11-06 | ザ・ユニバーシティ・オブ・シドニー | 鋳造物を加工する方法 |
| KR20190134159A (ko) * | 2018-05-25 | 2019-12-04 | 정덕채 | 고무백 및 고무백 제조 방법 |
| KR102114290B1 (ko) * | 2018-05-25 | 2020-05-22 | 정덕채 | 고무백 및 고무백 제조 방법 |
| CN111673957A (zh) * | 2020-07-11 | 2020-09-18 | 厦门新旺新材料科技有限公司 | 一种中空复材构造件成型辅助充气气模 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104039538B (zh) | 2016-08-17 |
| EP2804748B1 (en) | 2015-07-01 |
| US20140374942A1 (en) | 2014-12-25 |
| PL2804748T3 (pl) | 2015-12-31 |
| WO2013108106A2 (en) | 2013-07-25 |
| EP2804748A2 (en) | 2014-11-26 |
| IN2014DN05858A (ja) | 2015-05-22 |
| BR112014016985A8 (pt) | 2017-07-04 |
| US9409317B2 (en) | 2016-08-09 |
| WO2013108106A3 (en) | 2013-10-31 |
| CN104039538A (zh) | 2014-09-10 |
| JP5765248B2 (ja) | 2015-08-19 |
| BR112014016985A2 (pt) | 2017-06-13 |
| BR112014016985B1 (pt) | 2020-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5765248B2 (ja) | 当接部の製造方法 | |
| WO2008117193A3 (en) | Method for manufacturing slabs of ceramic material | |
| CN102822916A (zh) | 各向异性粘结磁铁的制造方法及其制造装置 | |
| CN105346129B (zh) | 磁场等静压机 | |
| JP4944261B1 (ja) | モールドコイルの製造方法 | |
| JP2007509760A (ja) | 金属鋳造用フィーダエレメント | |
| CN103906615A (zh) | 注塑模具装置 | |
| CN101982255B (zh) | 具有气控活动挡砂盖板的射砂斗 | |
| JP5473855B2 (ja) | 鋳型造型方法および鋳型用造型材 | |
| JP5818060B2 (ja) | 繊維強化プラスチックの成形方法 | |
| US20160158837A1 (en) | Sand casting device and associated method with improved mechanical properties | |
| CN111531809B (zh) | 一种球形塑料网一次成型用散点重组式模具 | |
| CN201871691U (zh) | 具有气控活动挡砂盖板的射砂斗 | |
| CN104972594A (zh) | 用于制造永久磁体的方法、用于制造作为双组分构件的永久磁体的方法及永久磁体 | |
| CN103545104A (zh) | 一种变压器的浇注方法 | |
| CN203485445U (zh) | 压合装置以及3d打印机 | |
| JP3869072B2 (ja) | 圧粉体の成形方法 | |
| KR101965669B1 (ko) | 고압 다이캐스팅용 코어 및 고압 다이캐스팅 코어 제조방법 | |
| Xie | Experimental investigation of air impact molding machine with formed squeeze head for combined mould of green sand of motor housing. | |
| JP2005161575A (ja) | タイヤ成形用金型に用いるピース金型の製造方法 | |
| JP2020157746A (ja) | 樹脂の射出成形方法 | |
| TW201318809A (zh) | 用以澆注塑膠板/管的模具以及澆注塑膠板/管的方法 | |
| JP5247832B2 (ja) | 可動結合体の製造方法 | |
| Dai et al. | New method of injection and compression molding. | |
| JPH0437437A (ja) | 鋳造用中空中子の成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140409 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150224 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150519 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150601 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5765248 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |