JP2013144804A - マスキング用粘着テープ - Google Patents
マスキング用粘着テープ Download PDFInfo
- Publication number
- JP2013144804A JP2013144804A JP2013059313A JP2013059313A JP2013144804A JP 2013144804 A JP2013144804 A JP 2013144804A JP 2013059313 A JP2013059313 A JP 2013059313A JP 2013059313 A JP2013059313 A JP 2013059313A JP 2013144804 A JP2013144804 A JP 2013144804A
- Authority
- JP
- Japan
- Prior art keywords
- sensitive adhesive
- pressure
- masking
- adhesive tape
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
【課題】形状追従性が高く、高温下での端部剥がれが起こりにくく、また、高温下で剥離させても糊残りの少ないマスキング用粘着テープを提供する。
【解決手段】フッ素樹脂多孔質膜を用いた基材と、シリコーン系粘着剤を含む粘着剤層とを有するマスキング用粘着テープとする。フッ素樹脂多孔質膜の気孔率は、40〜85%であることが好ましい。粘着剤層の厚さは、2〜30μmであることが好ましく、基材の厚さは20〜200μmであることが好ましい。
【選択図】なし
【解決手段】フッ素樹脂多孔質膜を用いた基材と、シリコーン系粘着剤を含む粘着剤層とを有するマスキング用粘着テープとする。フッ素樹脂多孔質膜の気孔率は、40〜85%であることが好ましい。粘着剤層の厚さは、2〜30μmであることが好ましく、基材の厚さは20〜200μmであることが好ましい。
【選択図】なし
Description
本発明は、ターゲット材とバッキングプレートとをボンディング材で接合してスパッタリングターゲットを製造する際に、余分な半田の付着を防止するために主に用いられるマスキング用粘着テープに関する。また、本発明は、マスキング用粘着テープを用いたスパッタリングターゲットの製造方法に関する。
従来より、スパッタリングターゲットには、薄膜を形成しようとする材料からなるターゲット材を、導電性・熱伝導性に優れた材料からなるバッキングプレートに取り付けたものが一般的に用いられている。スパッタリングターゲットは、単にターゲット材をバッキングプレートにネジ止めする場合もあるが、一般に、ターゲット材をバッキングプレートにボンディング材で接合した構造のものが採用されてきた(例えば、特許文献1および2参照)。その際、ボンディング材としては、ターゲット材をバッキングプレート側から冷却し、また電気的な接点を確実に得るため、主に低融点半田が用いられている。また、ターゲット材はITO(インジウム−スズ酸化物)焼結体が用いられ、バッキングプレートは、銅またはその合金、ステンレス類等が用いられることが多い。
このようなスパッタリングターゲットを製造するには、ターゲット材とバッキングプレートとの接合を行うために、一旦半田等のボンディング材をその融点以上に加熱する必要がある。このとき、流動性の高くなったボンディング材が、接合部の外側にはみ出すことがあり、はみ出したボンディング材を除去しないと商品性が大きく低下することになる。
このため、特許文献2には、銅板などで壁を作り、継ぎ目を粘着テープでマスキングすることが記載されている。また、スパッタリングターゲットへの傷や異物付着を防止するために、各種マスク材を粘着テープで貼り付けたり、粘着テープそのものでマスキングしていた。このような粘着テープは、ターゲット材とバッキングプレートとを接合した後、不要になるため引き剥がされる。
一方、ターゲット材とバッキングプレートの線膨張率の違いによる剃りや、応力残りを防止するために、接合されたスパッタリングターゲットは、急冷せずに自然放置による冷却を行うのが通常である。このため、すぐに温度が下がらないのにも係わらず、作業効率を考えてできるだけ速やかに粘着テープを剥離させることが望まれている。
マスキング用粘着テープとしては、耐熱性の良いポリイミドフィルムを基材に用いたものがあるが、基材の柔軟性が乏しいため、バッキングプレートのコーナー部等で形状追従性が悪く、しわや浮きが発生して半田漏れが発生することがあった。また、130〜200℃程度まで温度が下がった時点でバッキングプレート等から粘着テープを剥離すると、高温のため、粘着剤の一部がバッキングプレート等の被着体に残るいわゆる「糊残り」が起こることが判明した。付着した粘着剤は、半田等の付着よりも除去は容易であるが、溶剤を用いた拭き取り作業等が必要であり、作業性の低下をもたらすものである。また、溶剤を用いることで衛生面でも好ましくない。
そこで、特許文献3などには、柔軟性の高いフッ素樹脂フィルムを基材に用い、シリコーン系粘着剤の凝集力を上げることにより、形状追従性が高く、高温下でも糊残りなく剥離させることができるマスキング用粘着テープが提案されている。
特開平6−293963号公報
特開平11−200028号公報
特開2003−193226号公報
しかし、特許文献3に記載のマスキング用粘着テープは、初期は簡易な貼り付けによる良好な作業性が得られるが、高温下で端部剥がれが発生することがあった。端部剥がれは、半田漏れの原因となるものである。
そこで、本発明の目的は、形状追従性が高く、高温下での端部剥がれが起こりにくく、また、高温下で剥離させても糊残りの少ないマスキング用粘着テープを提供することにある。また、本発明の別の目的は、高い歩留まりおよび生産効率でスパッタリングターゲットを製造可能な方法を提供することにある。
本発明のマスキング用粘着テープは、フッ素樹脂多孔質膜を用いた基材と、シリコーン系粘着剤を含む粘着剤層とを有するマスキング用粘着テープである。
本発明のスパッタリングターゲットの製造方法は、ターゲット材とバッキングプレートとをボンディング材で接合してスパッタリングターゲットを製造する方法において、ターゲット材および/またはバッキングプレートを、フッ素樹脂多孔質膜を用いた基材と、シリコーン系粘着剤を含む粘着剤層とを有するマスキング用粘着テープを用いてマスキングすることを含む製造方法である。
本発明のマスキング用粘着テープでは、フッ素樹脂多孔質膜が基材に用いられているため、形状追従性に優れ、簡便にしわや浮きなく多種の形状に貼り付けることができる。また、基材をより柔軟性の高い多孔質膜としたため、高温下での端部剥がれが抑制されている。この結果、粘着剤層の厚さを小さくすることが可能となり、糊残りを低減できるとともに、剥離強度も低くすることができ、作業性が向上する。
本発明の製造方法によれば、マスキング用粘着テープにしわや浮きが発生しにくく、高温下での端部剥がれも抑制されているので、半田等のボンディング材の漏れが起こりにくい。また、糊残りが発生しにくいため、作業効率もよい。従って、高い歩留まりおよび生産効率でスパッタリングターゲットを製造することができる。
本発明は、フッ素樹脂多孔質膜を用いた基材と、シリコーン系粘着剤を含む粘着剤層とを有するマスキング用粘着テープである。
本発明では、柔軟性の高いフッ素樹脂膜を基材に用いることにより、マスキング用粘着テープの形状追従性が優れたものとなっており、テープを簡便にしわや浮きなく多種の形状に貼り付けることができる。また、フッ素樹脂膜は、耐熱性が高く、半田溶融温度でも基材に必要な特性を発揮することができる。基材を構成するフッ素樹脂としては、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン−へキサフルオロプロピレン共重合体(FEP)、ポリクロロトリフルオロエチレン(PCTFE)、テトラフルオロエチレン−エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVdF)等が例示でき、これらのうち、多孔化しやすいことからPTFE、FEP、ETFEが好ましい。
本発明においては、フッ素樹脂を多孔質膜の形態で用いる。フッ素樹脂の多孔質膜は、柔軟性にさらに富み、形状追従性がより高い。従って、基材にフッ素樹脂多孔質膜を用いることにより、基材の復元力が低くなり、テープ端部の剥がれを抑制することができる。フッ素樹脂多孔質膜の気孔率としては、40〜85%が好ましい。気孔率が40%より低いと、基材の柔軟性および形状追従性が不足するおそれがある。一方、気孔率が85%より高いと、基材の強度が不足するおそれがある。気孔率としてより好ましくは、60〜85%であり、さらに好ましくは、70〜80%である。
基材の厚さは、十分な強度および形状追従性が得られるように、気孔率を考慮しつつ適宜選択すればよい。厚さが小さすぎると、テープが伸びやすくなり、また破れが起きるおそれがある。さらに、シリコーン粘着剤の染み出し(裏抜け)も起こる可能性がある。そのため、基材の厚さは、20μm以上が好ましい。一方、厚さが大きすぎると、形状追従性が悪化し、作業性が低下するおそれがある。また、収縮力が強くなり、端部浮きが発生しやすくなるおそれがある。そのため、基材の厚さは、200μm以下が好ましく、100μm以下がより好ましい。
なお、基材には、粘着剤の投錨力を高めるために、一般的に、コロナ放電処理、スパッタ処理、低圧UV処理、プラズマ処理、アルカリ金属エッチング処理等の表面処理が行われるが、フッ素樹脂多孔質膜を用いた基材の場合、気孔中に粘着剤が入り込んでアンカー効果が発現するため、これらの表面処理を行わなくても投錨性を得ることができる。この場合、液状の粘着剤を塗布して乾燥させることで良好な投錨性が得られる。シリコーン粘着剤を乾燥させて基材に貼り合わせる場合には、加熱ロールに通して粘着剤を気孔内に入り込ませるなどして必要な投錨性を得るとよい。無論、前記表面処理を併用してより高い投錨性を実現しても問題は無い。一方、基材の粘着剤層が設けられていない方の面には、剥離処理等の背面処理を施してもよい。
本発明のマスキング用粘着テープの粘着剤層は、シリコーン系粘着剤を含む。シリコーン系粘着剤は、フッ素樹脂多孔質膜を用いた基材に対する粘着力が高く、耐熱性に優れるという利点を有する。シリコーン系粘着剤としては、半田付け時の加熱温度に対して耐熱性を有するものであればよく、例えば、特開2003−193226号公報に記載の、トルエン不溶分が35%以上のシリコーン系粘着剤などを用いることができる。
粘着剤層は、必要に応じ、タッキファイヤー、酸化防止剤等の添加剤を含んでいてもよい。
粘着剤層の厚さは、被着体となる金属の表面粗さに追従し、貼り付けおよび引き剥がし作業を行いやすい接着力が得られるような厚さを適宜選択すればよい。特に、マスキング用粘着テープの接着力が低い方が、引き剥がしの作業性がよいため、粘着剤層の厚さは薄い方が望ましい。本発明においては、フッ素樹脂多孔質膜が基材に用いられているため、形状追従性に優れ、高温下での端部剥がれが抑制されている。この結果、粘着剤層の厚さを小さくすることが可能であり、粘着剤層の厚さとしては、2〜30μmが好ましい。このような厚さを採用すれば、通常のシリコーン系粘着剤を用いても、糊残りを低減できるとともに、剥離強度も低くすることができ、作業性が向上する。
本発明のマスキング用粘着テープは、常法に従い作製することができる。例えば、フッ素樹脂多孔質膜を用いた基材に、粘着剤を含む溶液を、リバースコート法、ファンテンコート法、ディッピング法等の方式で塗工して乾燥した後、それぞれの架橋方式(加熱、UV照射等)によりキュアーさせて作製することができる。
本発明のマスキング用粘着テープは、基材にフッ素樹脂多孔質膜を、粘着剤層にシリコーン系接着剤を用いているために、耐熱性を有する。従って、半田付けを行う際のマスキング等の耐熱性が要求されるマスキングに好適に使用することができ、特に、ターゲット材とバッキングプレートとを半田で接合してスパッタリングターゲットを製造する際のマスキングに最適である。また、スパッタリングターゲットを製造する際に、各種マスク材の貼り付けにも用いることができる。
本発明のマスキング用粘着テープをスパッタリングターゲットの製造に用いることにより、余分な半田の付着を防止できる。本発明のマスキング用粘着テープは、形状追従性に優れ、簡便にしわや浮きなく多種の形状に貼り付けることができ、高温下での端部剥がれが抑制されている。この結果、粘着剤層の厚さを小さくすることが可能となり、糊残りを低減できるとともに、剥離強度も低くすることができ、作業性が向上する。
次に、本発明はまた、ターゲット材とバッキングプレートとをボンディング材で接合してスパッタリングターゲットを製造する方法において、
ターゲット材および/またはバッキングプレートを、フッ素樹脂多孔質膜を用いた基材と、シリコーン系粘着剤を含む粘着剤層とを有するマスキング用粘着テープを用いてマスキングすることを含む製造方法である。
ターゲット材および/またはバッキングプレートを、フッ素樹脂多孔質膜を用いた基材と、シリコーン系粘着剤を含む粘着剤層とを有するマスキング用粘着テープを用いてマスキングすることを含む製造方法である。
ターゲット材、およびバッキングプレートとしては従来公知のものが何れも使用でき、例えばターゲット材の材質としては、ITO焼結体等が使用でき、バッキングプレートの材質としては銅またはその合金、ステンレス類などが使用できる。両者を接合するボンディング材には、半田、特に低融点半田を用いることが好ましく、例えばIn系、Sn系等の金属が使用できる。
上記製造方法として具体的には、まず、ターゲット材および/またはバッキングプレートの半田等のボンディング材の付着を防止したい箇所に、上述のマスキング用粘着テープを貼り付ける。次に、ターゲット材とバッキングプレートとを、ボンディング材を融点以上に加熱し、冷却することにより接合する。接合後、マスキング用粘着テープを剥離させる。剥離時の温度は、作業効率の観点から、130℃以上が好ましく、150℃以上がより好ましく、200℃以上がさらに好ましい。ターゲット材とバッキングプレートの具体的な接合方法および接合形態は、特開平6−293963号公報、特開平11−200028号公報、特開昭61−250167号公報、特開平5−25620号公報、特開平2−43362号公報、特開平4−365857号公報などを参照すればよい。
上記のマスキング用粘着テープを用いた本発明の製造方法によれば、マスキング用粘着テープにしわや浮きが発生しにくく、高温下での端部剥がれも発生しにくいため、ボンディング材の漏れが起こりにくい。また、糊残りも発生しにくいため、作業効率もよい。従って、高い歩留まりおよび生産効率でスパッタリングターゲットを製造することができる。
以下、本発明の構成と効果を具体的に示す実施例等について説明するが、本発明は、これら実施例に制限されるものではない。
(実施例1)
シリコーン系粘着剤(東レ・ダウコーニングシリコーン(株)製SH−4280)の固形分100重量部に対し、過酸化ベンゾイル(ナイパーBW:日本油脂(株)製)を1.6重量部配合し、ディスパーで攪拌して分散した。得られた塗布液を、約80μm厚のフッ素樹脂多孔質膜(日東電工(株)製NTF−1133、PTFE、気孔率約80%)にアプリケータで塗布した。200℃で10分間乾燥・キュアーし、粘着剤層の厚さが30μm、テープの厚さが110μmのサンプル1を得た。
シリコーン系粘着剤(東レ・ダウコーニングシリコーン(株)製SH−4280)の固形分100重量部に対し、過酸化ベンゾイル(ナイパーBW:日本油脂(株)製)を1.6重量部配合し、ディスパーで攪拌して分散した。得られた塗布液を、約80μm厚のフッ素樹脂多孔質膜(日東電工(株)製NTF−1133、PTFE、気孔率約80%)にアプリケータで塗布した。200℃で10分間乾燥・キュアーし、粘着剤層の厚さが30μm、テープの厚さが110μmのサンプル1を得た。
(実施例2)
塗布液の塗布量を変えた以外は実施例1と同様にして、粘着剤層の厚さが5μmのサンプル2を得た。
塗布液の塗布量を変えた以外は実施例1と同様にして、粘着剤層の厚さが5μmのサンプル2を得た。
(実施例3)
約40μm厚のフッ素樹脂多孔質膜(日東電工(株)製NTF−1740、PTFE、気孔率約70%)を用いた以外は実施例2と同様にして、サンプル3を得た。
約40μm厚のフッ素樹脂多孔質膜(日東電工(株)製NTF−1740、PTFE、気孔率約70%)を用いた以外は実施例2と同様にして、サンプル3を得た。
(比較例1)
基材をポリイミド(PI)フィルム(東レデュポン(株)製カプトン100H、表面処理:なし、厚さ25μm)とした以外は実施例2と同様にして、サンプル4を得た。
基材をポリイミド(PI)フィルム(東レデュポン(株)製カプトン100H、表面処理:なし、厚さ25μm)とした以外は実施例2と同様にして、サンプル4を得た。
(比較例2)
基材をフッ素樹脂フィルム(日東電工(株)製No.901、PTFE(非多孔質)、表面処理:アルカリ金属エッチング処理、厚さ50μm)とした以外は実施例2と同様にして、サンプル5を得た。
基材をフッ素樹脂フィルム(日東電工(株)製No.901、PTFE(非多孔質)、表面処理:アルカリ金属エッチング処理、厚さ50μm)とした以外は実施例2と同様にして、サンプル5を得た。
得られたこれらのサンプルを用いて、下記の評価試験を行った。結果を表1に示す。
(糊残り評価)
無酸素銅板(大きさ約10×150×50mm)を#1000のサンドペーパーで研磨し、トルエンで清浄した後、乾拭きしてバッキングプレートモデルを準備した。各サンプルを銅板に貼り付け、乾燥機中で200℃で2時間加熱した。銅板を乾燥機より取り出した後、直ちにサンプルを手で剥離し、目視で糊残りを評価した。また、実際のスパッタリングターゲットの製造時における150℃冷却時を再現して評価するために、各サンプルを貼り付けた銅板を200℃に加熱した後、150℃の乾燥機中に30分間放置した。銅板を乾燥機より取り出した後、直ちにサンプルを手で剥離し、目視で糊残りを評価した。評価基準は、次の通りである。
○:糊残り無し、△:一部に糊残りあり、×:全面に糊残り
無酸素銅板(大きさ約10×150×50mm)を#1000のサンドペーパーで研磨し、トルエンで清浄した後、乾拭きしてバッキングプレートモデルを準備した。各サンプルを銅板に貼り付け、乾燥機中で200℃で2時間加熱した。銅板を乾燥機より取り出した後、直ちにサンプルを手で剥離し、目視で糊残りを評価した。また、実際のスパッタリングターゲットの製造時における150℃冷却時を再現して評価するために、各サンプルを貼り付けた銅板を200℃に加熱した後、150℃の乾燥機中に30分間放置した。銅板を乾燥機より取り出した後、直ちにサンプルを手で剥離し、目視で糊残りを評価した。評価基準は、次の通りである。
○:糊残り無し、△:一部に糊残りあり、×:全面に糊残り
(貼り付け作業性評価および出来上がり外観評価)
厚さ2cm、直径10cmの円状に作製した無酸素銅板の円周部分に各サンプルを貼り付け、その際の作業性を評価した。さらに、各サンプルを貼り付けた銅板を乾燥機中で200℃で2時間加熱して取り出した後の出来上がり外観を評価した。評価基準は、次の通りである。
・貼り付け作業性
○:シワ、浮き(気泡)なし
△:わずかに浮き(気泡)あり
×:シワ、浮き(気泡)あり
・出来上がり外観
○:端部剥がれ、浮き(気泡)なし
△:1〜5mmの端部剥がれ、または直径1〜5mmの浮き(気泡)あり
×:5mm超の端部剥がれ、または直径5mm超の浮き(気泡)あり
厚さ2cm、直径10cmの円状に作製した無酸素銅板の円周部分に各サンプルを貼り付け、その際の作業性を評価した。さらに、各サンプルを貼り付けた銅板を乾燥機中で200℃で2時間加熱して取り出した後の出来上がり外観を評価した。評価基準は、次の通りである。
・貼り付け作業性
○:シワ、浮き(気泡)なし
△:わずかに浮き(気泡)あり
×:シワ、浮き(気泡)あり
・出来上がり外観
○:端部剥がれ、浮き(気泡)なし
△:1〜5mmの端部剥がれ、または直径1〜5mmの浮き(気泡)あり
×:5mm超の端部剥がれ、または直径5mm超の浮き(気泡)あり
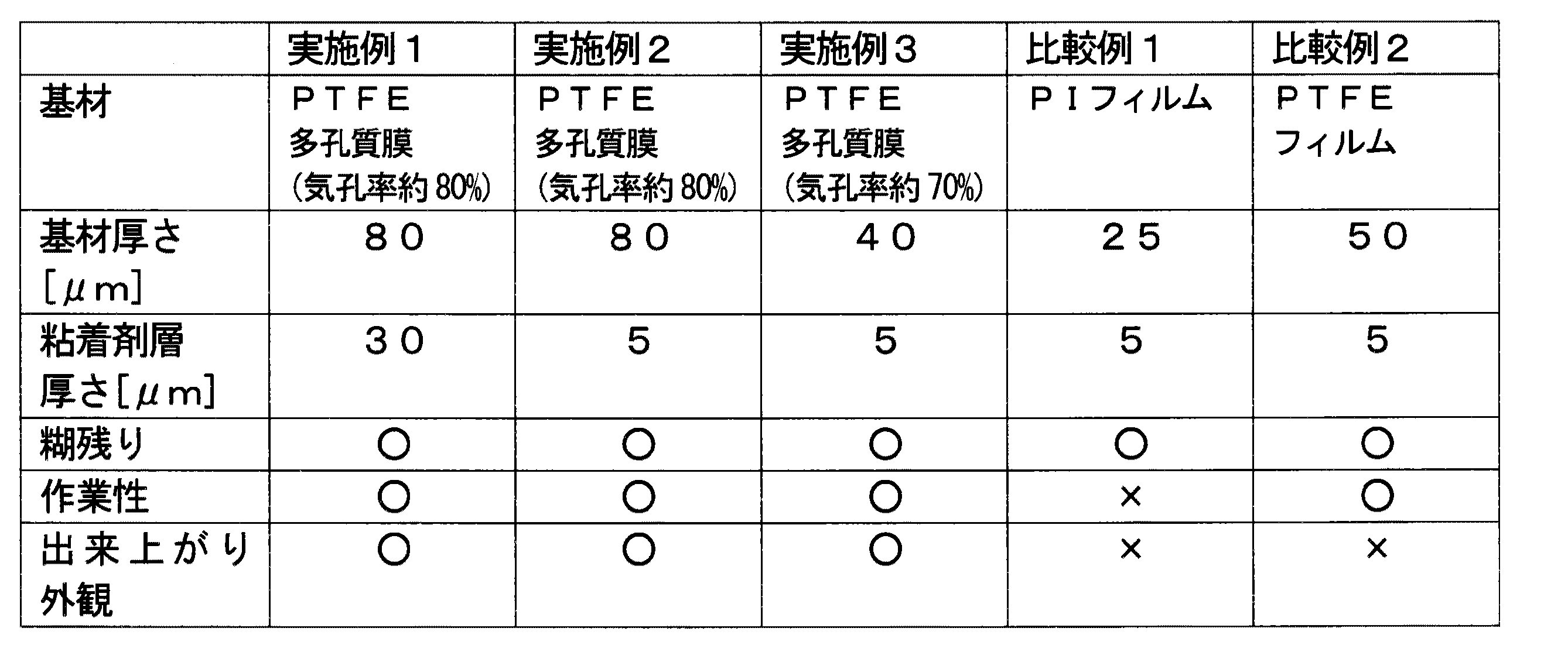
表1からわかるように、ポリイミドフィルムを基材に用いた比較例1では、作業性が悪く端部剥がれが発生した。非多孔質のPTFEフィルムを基材に用いた比較例2でも、端部剥がれが発生した。一方、フッ素樹脂多孔質膜を基材に用いた実施例では、糊残り、作業性、出来上がり外観のすべてについて良好な結果が得られた。
本発明のマスキング用粘着テープは、半田付けを行う際のマスキング等の耐熱性が要求されるマスキングに好適に使用することができ、特に、ターゲット材とバッキングプレートとを半田等のボンディング材で接合してスパッタリングターゲットを製造する際のマスキングに最適である。
Claims (5)
- フッ素樹脂多孔質膜を用いた基材と、シリコーン系粘着剤を含む粘着剤層とを有するマスキング用粘着テープ。
- 前記フッ素樹脂多孔質膜の気孔率が、40〜85%である請求項1に記載のマスキング用粘着テープ。
- 前記粘着剤層の厚さが、2〜30μmである請求項1または2に記載のマスキング用粘着テープ。
- 前記基材の厚さが、20〜200μmである請求項1〜3のいずれかに記載のマスキング用粘着テープ。
- 前記多孔質膜を構成するフッ素樹脂が、ポリテトラフルオロエチレン、テトラフルオロエチレン−へキサフルオロプロピレン共重合体、またはテトラフルオロエチレン−エチレン共重合体である請求項1〜4のいずれかに記載のマスキング用粘着テープ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013059313A JP2013144804A (ja) | 2013-03-22 | 2013-03-22 | マスキング用粘着テープ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013059313A JP2013144804A (ja) | 2013-03-22 | 2013-03-22 | マスキング用粘着テープ |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008005779A Division JP5231815B2 (ja) | 2008-01-15 | 2008-01-15 | マスキング用粘着テープおよびスパッタリングターゲットの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013144804A true JP2013144804A (ja) | 2013-07-25 |
Family
ID=49040760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013059313A Pending JP2013144804A (ja) | 2013-03-22 | 2013-03-22 | マスキング用粘着テープ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013144804A (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02258879A (ja) * | 1989-03-30 | 1990-10-19 | Nitto Denko Corp | マスキングテープ |
| JPH07258624A (ja) * | 1994-01-14 | 1995-10-09 | Dow Corning Corp | シロキシル化アリルオキシプロパンジオールコポリマーを添加剤として含有するホットメルトシリコーン感圧接着剤組成物 |
| JPH09157607A (ja) * | 1995-12-07 | 1997-06-17 | Nitto Denko Corp | シール材用テープおよびそれを用いたシール材の製法 |
| JP2000212518A (ja) * | 1999-01-26 | 2000-08-02 | Nitto Denko Corp | 熱接着シ―ト |
| JP2002275450A (ja) * | 2001-03-21 | 2002-09-25 | Nitto Denko Corp | シリコーン系感圧接着剤組成物およびそれを用いた感圧接着テープ |
| JP2002368497A (ja) * | 2001-06-12 | 2002-12-20 | Nitto Denko Corp | フレキシブルプリント配線板への電子部品の実装方法 |
| JP2003193226A (ja) * | 2001-12-25 | 2003-07-09 | Nitto Denko Corp | マスキング用粘着テープ及びその使用方法 |
| JP2003206464A (ja) * | 2002-01-15 | 2003-07-22 | Hitachi Chem Co Ltd | 接着剤組成物、接着フィルム、半導体搭載用配線基板及び半導体装置とその製造方法 |
| JP2003286568A (ja) * | 2002-03-28 | 2003-10-10 | Nitto Denko Corp | マスキング用粘着テープ |
-
2013
- 2013-03-22 JP JP2013059313A patent/JP2013144804A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02258879A (ja) * | 1989-03-30 | 1990-10-19 | Nitto Denko Corp | マスキングテープ |
| JPH07258624A (ja) * | 1994-01-14 | 1995-10-09 | Dow Corning Corp | シロキシル化アリルオキシプロパンジオールコポリマーを添加剤として含有するホットメルトシリコーン感圧接着剤組成物 |
| JPH09157607A (ja) * | 1995-12-07 | 1997-06-17 | Nitto Denko Corp | シール材用テープおよびそれを用いたシール材の製法 |
| JP2000212518A (ja) * | 1999-01-26 | 2000-08-02 | Nitto Denko Corp | 熱接着シ―ト |
| JP2002275450A (ja) * | 2001-03-21 | 2002-09-25 | Nitto Denko Corp | シリコーン系感圧接着剤組成物およびそれを用いた感圧接着テープ |
| JP2002368497A (ja) * | 2001-06-12 | 2002-12-20 | Nitto Denko Corp | フレキシブルプリント配線板への電子部品の実装方法 |
| JP2003193226A (ja) * | 2001-12-25 | 2003-07-09 | Nitto Denko Corp | マスキング用粘着テープ及びその使用方法 |
| JP2003206464A (ja) * | 2002-01-15 | 2003-07-22 | Hitachi Chem Co Ltd | 接着剤組成物、接着フィルム、半導体搭載用配線基板及び半導体装置とその製造方法 |
| JP2003286568A (ja) * | 2002-03-28 | 2003-10-10 | Nitto Denko Corp | マスキング用粘着テープ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5283838B2 (ja) | 熱剥離性粘着シート及び被着体回収方法 | |
| JP6145231B2 (ja) | 粘着テープ | |
| JP2011162586A (ja) | 両面粘着シート | |
| JP5231815B2 (ja) | マスキング用粘着テープおよびスパッタリングターゲットの製造方法 | |
| JP2016151006A (ja) | 粘着シート、その製造方法及び電子機器 | |
| JP6832222B2 (ja) | 両面粘着テープ及びその製造方法 | |
| JP6572788B2 (ja) | 静電チャック装置 | |
| CN115667448A (zh) | 电剥离性粘合片及电剥离性粘合片的剥离方法 | |
| JP2016222863A (ja) | マスキング用粘着テープ | |
| JP4204835B2 (ja) | 粘着テープ及び粘着テープの使用方法 | |
| JP2016155950A (ja) | 粘着シート、その製造方法及び電子機器 | |
| JP2015201639A (ja) | 熱拡散シート | |
| JP5289007B2 (ja) | マスキング用粘着シートおよびテープならびにスパッタリングターゲットの製造方法 | |
| JP2016195252A (ja) | 熱拡散シート | |
| JP6566115B2 (ja) | 粘着テープ、放熱シート及び電子機器 | |
| JP2010278183A (ja) | 電解コンデンサ及び電解コンデンサ用巻き止めテープ | |
| JP2013144804A (ja) | マスキング用粘着テープ | |
| JP4060585B2 (ja) | マスキング用粘着テープ及びその使用方法 | |
| JP6583152B2 (ja) | 粘着テープ、放熱シート、物品及び粘着テープの製造方法 | |
| JP2018020299A (ja) | 粘着テープの製造方法 | |
| JP2015007229A (ja) | 溶射マスキングテープ | |
| WO2006054473A1 (ja) | 加熱圧着用複合シート及びその製造方法 | |
| JP7685354B2 (ja) | 両面粘着シート | |
| JP6544590B2 (ja) | 粘着テープ及び放熱シート | |
| JP6601294B2 (ja) | 粘着テープ、放熱シート、物品及び粘着テープの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140507 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140909 |