JP2019072902A - プリフォーム、プラスチックボトル及びその製造方法 - Google Patents
プリフォーム、プラスチックボトル及びその製造方法 Download PDFInfo
- Publication number
- JP2019072902A JP2019072902A JP2017199943A JP2017199943A JP2019072902A JP 2019072902 A JP2019072902 A JP 2019072902A JP 2017199943 A JP2017199943 A JP 2017199943A JP 2017199943 A JP2017199943 A JP 2017199943A JP 2019072902 A JP2019072902 A JP 2019072902A
- Authority
- JP
- Japan
- Prior art keywords
- preform
- injection
- intermediate layer
- layer
- injected
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/263—Moulds with mould wall parts provided with fine grooves or impressions, e.g. for record discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/261—Moulds having tubular mould cavities
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
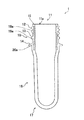
【解決手段】プリフォーム1は、口部10、胴部16、及び底部17を軸方向に順次有し、口部10が中間層を有するように構成されて、中間層20は外層18aと内層19aとの間にあり、中間層20aは、耐熱性等を有する。
【選択図】図1
Description
前記口部の外周にネジが形成され、
前記ネジ上端と前記口部の天面との間の少なくとも一部に、天面に近づくほど外径が曲線を描くような形状で増大するアンダーカット部を設けたプラスチック製容器であり、
前記プラスチック製容器の密閉が、(イ)前記口部のネジ上端と前記口部の天面との間の、前記キャップのアウターリングとの接触部であるアウターリング接触部、(ロ)前記口部の天面と前記キャップのコンタクトリングとの接触部であるコンタクトリング接触部、および(ハ)前記口部内側と前記キャップのインナーリングとの接触部であるインナーリング接触部において、前記口部と前記キャップとが密着することによって実現されることを特徴とする、プラスチック製容器が開示されている。
また、口天面を基材層で覆う構成とすることで、中間層が口天面に露出する構成とする場合よりも、基材層と中間層の剥離を防ぐことができる。口部に対する衝撃等で、口部に剥離が起きた場合、例えば飲料用ペットボトルに本発明のプリフォームを用いる場合には、口部と人の口が接触することとなる。このことから、基材層が口天面を覆っている構成とすることにより、さらに安全性の高いプラスチックボトルの元となる、プリフォームを提供することができる。
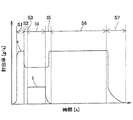
更に、本発明は、一つの材料を射出するとともに他の材料を射出する共射出成形によるプリフォームの製造方法において、第一の成形材料を前記射出開始時から前記射出終了時まで始終射出しており、第二の成形材料は前記射出開始時直後に射出が開始され、かつ第二の材料の射出量が、プリフォーム全体に対し1.5重量パーセント〜3重量パーセントに達した時に第二の材料の射出を終了することを特徴とする。この方法により、口天面に中間層が露出しない安全なプリフォームを製造することができる。
この図の射出タイミングに従い射出成形を行うことで、口天面に中間層20aが露出していない、本発明のプリフォームの一形態を成形することができる。
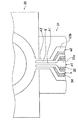
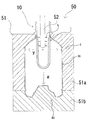
加熱されたプリフォーム1は次に、ブロー成形機によって、プラスチックボトル例えばPETボトル2に成形される。図9は、プリフォーム1と、ブロー成形後のPETボトル2とが模式的に示された断面図である。ブロー成形機の一例としての二軸延伸ブロー成形装置50は、金型51と、延伸ロッド52と、図示せぬ高圧エア供給装置と、これらを制御する図示せぬ制御装置とを備えている。なお、図9には、下向きのブロー成形方法が例示されているものの、材料が重力の影響を受けにくい上向きのブロー成形方法が用いられても良い。
[実施例1]
外層18、及び内層19にはポリエチレンテレフタレート(PET樹脂a)が用いられ、中間層20には、ポリアレート(耐熱性樹脂b)が用いられ、全体で22 gのプリフォーム1が図3等本明細書に示される方法によって作製された。プリフォーム1の全体に占める耐熱性樹脂bの割合は3重量パーセントとされた。プリフォームの重量は21.8gであった。
比較例1では、耐熱性樹脂bを使用せず、PET樹脂aのみを用いて単層のプリフォームが作製された。プリフォームの重量は21.8gであった。そして、図10等に示される満注容量が295 mlのPETボトル2がブロー成形によって作製された。ブロー成形機にはLB01が用いられた。PETボトル2には、280mlの水が充填された後に蓋が装着され、充填体が作製された。
(耐熱層の材料の使用量)
実施例1、並びに比較例1の各PETボトルに使用された耐熱層の材料の質量によって使用量の削減が達成できているか否かが判定された。使用量の削減の判定には、各PETボトル(各プリフォーム)の全体に占める耐熱性樹脂bの割り合いが20 wt%より大か、以下か、及び5 wt%より大か、以下かが閾値として設定された。表1には、各PETボトルにおける耐熱層の材料使用量の削減率についての評価の結果が示され、◎:削減率が極めて高い、○:削減率が高い、×:削減率が低い、で表記されている。
実施例1並びに比較例1の各ペットボトルで、耐熱性が十分に達成できているか否かが判定された。耐熱性の判定には、各ペットボトルに常温水を充填し、キャップをしめ、70度で保温庫に1週間保存した。その後、口栓部の寸法を測定し、その膨張変化量を比較した。それをまとめたものが表2ある。
上述された耐熱層の材料の使用量、耐熱性に基づいて、実施例1〜3並びに比較例1〜2の各PETボトル(各充填体)の総合評価がなされた。表1には、総合評価の結果が示されている。総合評価は、◎:極めて良好、○:良好、×:適性なし、で表記されている。
2 PETボトル(プラスチックボトル)
10 口部
14 サポートリング
15 口天面
16 胴部
17 底部
18 PETボトル2の外層
18a プリフォーム1の外層
19 PETボトル2の内層
19a プリフォーム1の内層
20 PETボトル2の中間層
20a プリフォーム1の中間層
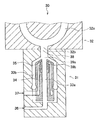
30 上部
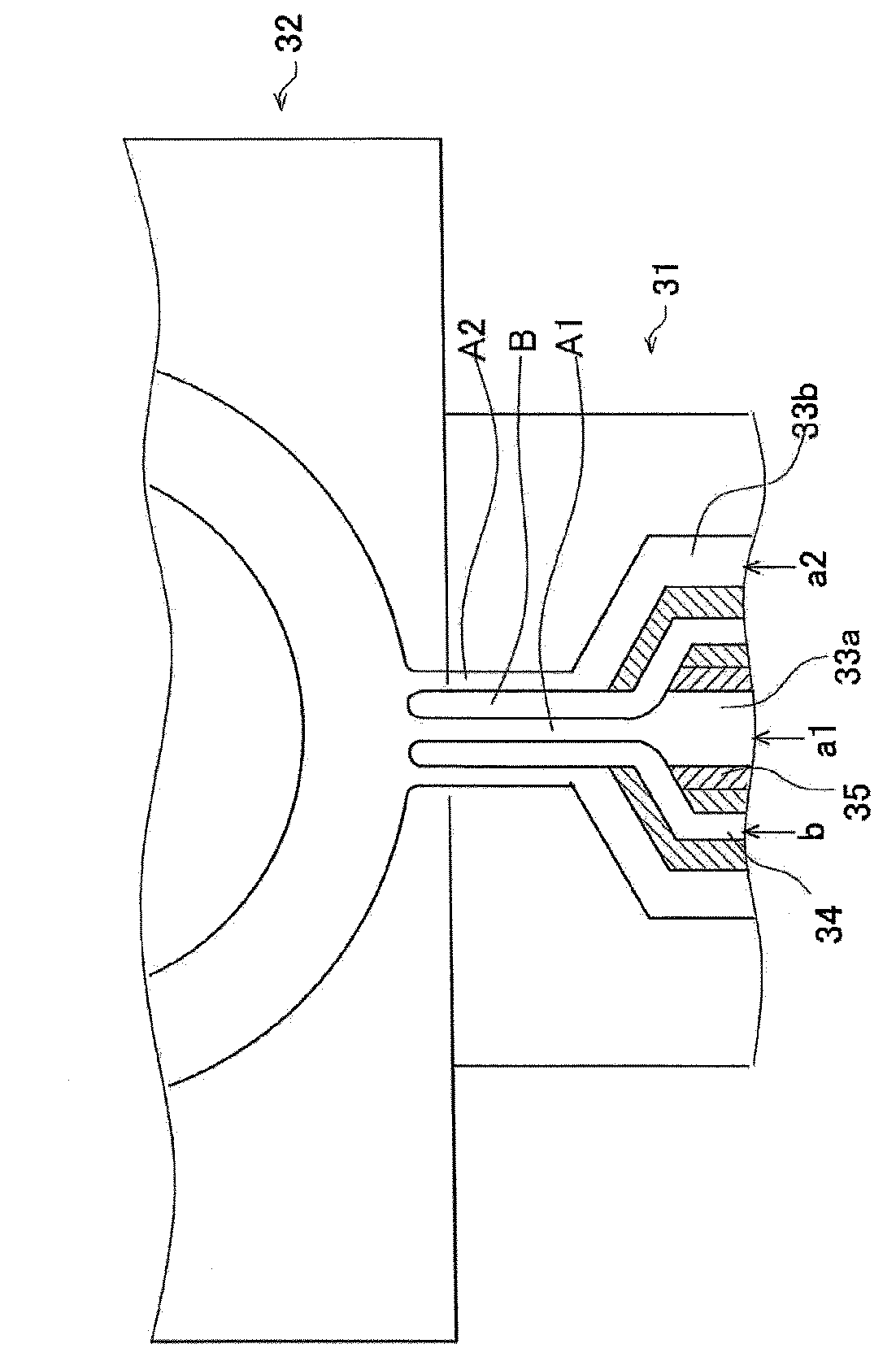
31 ホットランナーノズル
32 金型
32a キャビティ
32b ゲート
33a 直線状流路
33b 第1の円筒状流路
34 第2の円筒状流路
35 チェック弁(開閉弁)
36 第1の注入口
37 第2の注入口
39a 第1の合流点
39b 第2の合流点
70 胴部
80 底部
Claims (8)
- 口部、胴部、底部を備え、前記口部に外側に向かって突出する環状のサポートリングを有する多層構造のプリフォームにおいて、中間層は、前記口部において基材層に囲まれ、かつ連続して設けられていることを特徴とする、プリフォーム。
- 前記中間層は耐熱材料よりなることを特徴とする請求項1に記載のプリフォーム。
- 前記中間層は、前記口部の口天面から前記底部に向けて1mm離隔した位置から、前記サポートリングより前記底部に向けて3mmの範囲で離隔した位置までの間に設けられていることを特徴とする、請求項1〜2に記載のプリフォーム。
- 前記中間層は、前記口天面から前記底部に向けて3mm離隔した位置から、前記サポートリングから前記底部に向けて4mm離隔した位置まで連続して設けられていることを特徴とする、請求項1〜2に記載のプリフォーム。
- 前記中間層の重量は、1.5重量パーセント〜3重量パーセントであることを特徴とする、請求項1〜4に記載のプリフォーム。
- 一つの材料を射出するとともに他の材料を射出する共射出成形によるプリフォームの製造方法において、第一の材料を射出開始時から射出終了時まで始終射出しており、第一の材料の射出開始の後、第二の材料が第一の材料に挟まれて射出が開始され、該第二の材料は前記射出開始時または前記射出開始時直後までの間に第一の材料とともに射出を開始し、かつ第二の材料の配合比率は、プリフォーム全体に対し1.5重量パーセント〜3重量パーセントであることを特徴とする、請求項1〜5記載のプリフォームの製造方法。
- 一つの材料を射出するとともに他の材料を射出する共射出成形によるプリフォームの製造方法において、前記第一の材料を前記射出開始時から前記射出終了時まで始終射出しており、前記第二の材料は前記射出開始時直後に射出が開始され、かつ前記第二の材料の射出量が、プリフォーム全体に対し1.5重量パーセント〜3重量パーセントに達した時に前記第二の材料の射出を終了することを特徴とする、請求項1〜5記載のプリフォームの製造方法。
- 請求項1〜5に記載のプリフォームを、ブロー成形により成形したことを特徴とする、プラスチックボトル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017199943A JP2019072902A (ja) | 2017-10-13 | 2017-10-13 | プリフォーム、プラスチックボトル及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017199943A JP2019072902A (ja) | 2017-10-13 | 2017-10-13 | プリフォーム、プラスチックボトル及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019072902A true JP2019072902A (ja) | 2019-05-16 |
Family
ID=66543546
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017199943A Pending JP2019072902A (ja) | 2017-10-13 | 2017-10-13 | プリフォーム、プラスチックボトル及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019072902A (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03136813A (ja) * | 1989-10-23 | 1991-06-11 | Nissei Ee S B Kikai Kk | 耐熱性合成樹脂容器のプリフォーム及びその成形方法 |
| JPH03275327A (ja) * | 1990-03-27 | 1991-12-06 | Toppan Printing Co Ltd | 延伸ブロー成形容器 |
| JPH04331148A (ja) * | 1991-05-02 | 1992-11-19 | Yamamura Glass Co Ltd | 耐熱性pet容器 |
-
2017
- 2017-10-13 JP JP2017199943A patent/JP2019072902A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03136813A (ja) * | 1989-10-23 | 1991-06-11 | Nissei Ee S B Kikai Kk | 耐熱性合成樹脂容器のプリフォーム及びその成形方法 |
| JPH03275327A (ja) * | 1990-03-27 | 1991-12-06 | Toppan Printing Co Ltd | 延伸ブロー成形容器 |
| JPH04331148A (ja) * | 1991-05-02 | 1992-11-19 | Yamamura Glass Co Ltd | 耐熱性pet容器 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2248106C (en) | Multilayer container resistant to elevated temperatures and pressures, and method of making the same | |
| US10793313B2 (en) | Assembly comprising a wide-mouth plastic preform or container having a reinforced neck finish and a screwable closure | |
| KR101308299B1 (ko) | 내열압성 폴리에스테르 병 및 그 제조 방법 | |
| JP2002103428A (ja) | 多層プリフォームおよびこれを用いて製造した多層ボトル | |
| JP4734896B2 (ja) | プラスチックボトル容器の製造方法 | |
| JP2017007264A (ja) | プリフォーム、プラスチックボトル、及びプラスチックボトルの製造方法 | |
| JP7059563B2 (ja) | プリフォームの製造方法 | |
| JP4333280B2 (ja) | プラスチックボトル容器 | |
| JPH01254539A (ja) | 耐熱圧性多層容器及びその製法 | |
| JP2018122920A (ja) | プラスチックボトル、プリフォーム、及びプリフォームの製造方法 | |
| JP7188550B2 (ja) | プリフォーム及びプラスチックボトルの製造方法 | |
| JP7355185B2 (ja) | プリフォーム、プリフォームの製造方法及びプラスチックボトルの製造方法 | |
| JP2019072902A (ja) | プリフォーム、プラスチックボトル及びその製造方法 | |
| JP6589289B2 (ja) | プリフォーム、及びプラスチックボトルの製造方法 | |
| JPH0323336B2 (ja) | ||
| JP3740955B2 (ja) | 底部白化の防止された二軸延伸ポリエステル容器の製法 | |
| JP7006101B2 (ja) | プリフォーム及びプラスチックボトルの製造方法 | |
| JP3740968B2 (ja) | 底部白化の防止された二軸延伸ポリエステル容器の製法 | |
| JPS61259943A (ja) | ガスバリヤ−性多層ポリエステル容器及びその製法 | |
| JP2004168039A (ja) | プリフォーム及びその製法、並びにこのプリフォームから成る二軸延伸容器 | |
| JPH05193636A (ja) | 中空壁を有する樹脂製予備成形体、その製造方法及びそれを用いた二軸延伸ブロー成形容器 | |
| JP4186431B2 (ja) | 延伸ブロー成形容器 | |
| JPS61268434A (ja) | 多層プラスチツク容器及びその製法 | |
| JPH0577233A (ja) | 予備成形体及びその製造方法 | |
| JPH0376645B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200828 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210525 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210716 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20211109 |