JP2019156552A - 搬送装置、搬送方法、及び、搬送プログラム - Google Patents
搬送装置、搬送方法、及び、搬送プログラム Download PDFInfo
- Publication number
- JP2019156552A JP2019156552A JP2018044179A JP2018044179A JP2019156552A JP 2019156552 A JP2019156552 A JP 2019156552A JP 2018044179 A JP2018044179 A JP 2018044179A JP 2018044179 A JP2018044179 A JP 2018044179A JP 2019156552 A JP2019156552 A JP 2019156552A
- Authority
- JP
- Japan
- Prior art keywords
- transport
- conveyance
- path
- transported
- transport path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G43/00—Control devices, e.g. for safety, warning or fault-correcting
- B65G43/08—Control devices operated by article or material being fed, conveyed or discharged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/22—Devices influencing the relative position or the attitude of articles during transit by conveyors
- B65G47/26—Devices influencing the relative position or the attitude of articles during transit by conveyors arranging the articles, e.g. varying spacing between individual articles
- B65G47/28—Devices influencing the relative position or the attitude of articles during transit by conveyors arranging the articles, e.g. varying spacing between individual articles during transit by a single conveyor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/52—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices
- B65G47/68—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices adapted to receive articles arriving in one layer from one conveyor lane and to transfer them in individual layers to more than one conveyor lane or to one broader conveyor lane, or vice versa, e.g. combining the flows of articles conveyed by more than one conveyor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Conveyors (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Branching, Merging, And Special Transfer Between Conveyors (AREA)
Abstract
Description
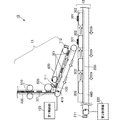
まず、図1を用いて、本発明が適用される一例について説明する。図1は、本発明の第1の実施形態に係る搬送装置の概要図である。例えば、搬送装置10は、インスタントラーメンの麺と小袋とを同梱するために、麺の上に小袋を搭載するために用いられる。
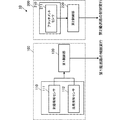
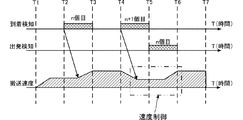
図1は、本発明の第1の実施形態に係る搬送装置の概要図である。図2は、本発明の第1の実施形態に係る搬送装置のブロック図である。図3は、本発明の第1の実施形態に係る搬送装置のタイムチャートである。図4は、本発明の第1の実施形態に係る搬送装置の動作を表すフローチャートである。
図5は、本発明の第2の実施形態に係る搬送装置の概要図である。
図6は、本発明の第3の実施形態に係る搬送装置の概要図である。
11…第1ワーク
12…第2ワーク
100…第1搬送路
110…第1センサ部
111、111A、111B…到着検知センサ
112…出発検知センサ
120…第1制御部
200…第2搬送路
210…第2センサ部
211…アタッチメントセンサ
220…第2制御部
301…第1搬送物
302…第2搬送物
410…第1搬送下コンベヤ
420…第1搬送上コンベヤ
430…供給搬送路
440…第2搬送コンベヤ
510…分断部
520…姿勢安定化部
Claims (7)
- 連続して個装された複数の第1搬送物を個々に分断する、分断部と、
前記分断部に接続され、前記第1搬送物を搬送する、第1搬送路と、
前記第1搬送路とは異なる経路によって、前記第1搬送物と同梱する第2搬送物を搬送し、前記第1搬送路の終点において、前記第1搬送物が投入される、第2搬送路と、
前記第1搬送路に備えられ、前記第1搬送物の通過を検知する、複数の第1センサと、
前記複数の第1センサが検知した、前記第1搬送物の位置または検出したタイミングに応じて、前記第1搬送路の動作速度を調整する、第1制御部と、
を備え、
前記複数の第1センサは、
前記第1搬送路の終点と、前記分断部との間に設けられている、到着検知センサと、
前記第1搬送路の前記終点に設けられている、出発検知センサと、を有する、
搬送装置。 - 前記第1制御部は、
前記第1搬送物を前記到着検知センサが検知してから、前記第1搬送物を前記出発検知センサが検知するまでの間に、
前記動作速度を調整する、請求項1に記載の搬送装置。 - 前記第2搬送路における、前記第2搬送物の位置を検知し、
前記第1センサと搬送時の同期をとるための第2センサを備えた、
請求項1または請求項2に記載の搬送装置。 - 前記到着検知センサは、
前記分断部に備えられている、請求項1乃至請求項3のいずれかに記載の搬送装置。 - 前記到着検知センサは、
前記第1搬送路の始点に備えられている、請求項1乃至請求項3のいずれかに記載の搬送装置。 - 連続して個装された被搬送物を、複数の第1搬送物に分断するステップと、
前記第1搬送物を搬送するステップと、
第2搬送物を搬送するステップと、
前記第1搬送物の通過を検知するステップと、
前記第1搬送物の位置または検出したタイミングに応じて、搬送速度を調整するステップと、
を有し、
前記第1搬送物の通過を検知するステップは、
第1搬送路の終点と、分断部との間において、到着検知するステップと、
前記第1搬送路の終点において、出発検知するステップと、
をコンピュータが実行する、搬送方法。 - 連続して個装された被搬送物を、複数の第1搬送物に分断するステップと、
前記第1搬送物を搬送するステップと、
第2搬送物を搬送するステップと、
前記第1搬送物の通過を検知するステップと、
前記第1搬送物の位置または検出したタイミングに応じて、搬送速度を調整するステップと、
を有し、
前記第1搬送物の通過を検知するステップは、
第1搬送路の終点と、分断部との間において、到着検知するステップと、
前記第1搬送路の終点において、出発検知するステップと、
をコンピュータに実行させる、搬送プログラム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018044179A JP6939656B2 (ja) | 2018-03-12 | 2018-03-12 | 搬送装置、搬送方法、及び、搬送プログラム |
| PCT/JP2019/001747 WO2019176288A1 (ja) | 2018-03-12 | 2019-01-22 | 搬送装置、搬送方法、及び、搬送プログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018044179A JP6939656B2 (ja) | 2018-03-12 | 2018-03-12 | 搬送装置、搬送方法、及び、搬送プログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019156552A true JP2019156552A (ja) | 2019-09-19 |
| JP6939656B2 JP6939656B2 (ja) | 2021-09-22 |
Family
ID=67907086
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018044179A Active JP6939656B2 (ja) | 2018-03-12 | 2018-03-12 | 搬送装置、搬送方法、及び、搬送プログラム |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6939656B2 (ja) |
| WO (1) | WO2019176288A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12178213B2 (en) * | 2022-12-16 | 2024-12-31 | Lawrence Equipment, Inc. | Multi-conveyor transfer system |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0359317A (ja) * | 1989-07-26 | 1991-03-14 | Jisedai Koukuuki Kiban Gijutsu Kenkyusho:Kk | ガスタービンの燃焼器の冷却構造 |
| JPH0444912A (ja) * | 1990-05-31 | 1992-02-14 | Fuji Mach Co Ltd | 横型製袋充填包装機の被包装物供給装置 |
| JPH06255748A (ja) * | 1993-03-02 | 1994-09-13 | Hitachi Kiden Kogyo Ltd | 仕分機における物品の制御方法 |
| JPH0920418A (ja) * | 1995-07-06 | 1997-01-21 | Mitsubishi Heavy Ind Ltd | 搬器間隔調整装置及び搬器間隔コントローラ |
| JP2004075213A (ja) * | 2002-08-09 | 2004-03-11 | Fuji Mach Co Ltd | 物品供給装置 |
| JP2005145608A (ja) * | 2003-11-13 | 2005-06-09 | Mitsubishi Electric Engineering Co Ltd | 搬送物品の等間隔整列方法及び装置 |
| US20090099687A1 (en) * | 2005-03-28 | 2009-04-16 | Multifeeder Technology, Inc. | Method and apparatus for continuous motion tipping of tip-on products onto continuously moving base products |
| JP5791286B2 (ja) * | 2011-02-03 | 2015-10-07 | 株式会社旭金属 | 搬送装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0818661B2 (ja) * | 1989-07-24 | 1996-02-28 | 第一工業株式会社 | 仕分け装置における積込ラインの速度制御方法 |
-
2018
- 2018-03-12 JP JP2018044179A patent/JP6939656B2/ja active Active
-
2019
- 2019-01-22 WO PCT/JP2019/001747 patent/WO2019176288A1/ja not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0359317A (ja) * | 1989-07-26 | 1991-03-14 | Jisedai Koukuuki Kiban Gijutsu Kenkyusho:Kk | ガスタービンの燃焼器の冷却構造 |
| JPH0444912A (ja) * | 1990-05-31 | 1992-02-14 | Fuji Mach Co Ltd | 横型製袋充填包装機の被包装物供給装置 |
| JPH06255748A (ja) * | 1993-03-02 | 1994-09-13 | Hitachi Kiden Kogyo Ltd | 仕分機における物品の制御方法 |
| JPH0920418A (ja) * | 1995-07-06 | 1997-01-21 | Mitsubishi Heavy Ind Ltd | 搬器間隔調整装置及び搬器間隔コントローラ |
| JP2004075213A (ja) * | 2002-08-09 | 2004-03-11 | Fuji Mach Co Ltd | 物品供給装置 |
| JP2005145608A (ja) * | 2003-11-13 | 2005-06-09 | Mitsubishi Electric Engineering Co Ltd | 搬送物品の等間隔整列方法及び装置 |
| US20090099687A1 (en) * | 2005-03-28 | 2009-04-16 | Multifeeder Technology, Inc. | Method and apparatus for continuous motion tipping of tip-on products onto continuously moving base products |
| JP5791286B2 (ja) * | 2011-02-03 | 2015-10-07 | 株式会社旭金属 | 搬送装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6939656B2 (ja) | 2021-09-22 |
| WO2019176288A1 (ja) | 2019-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7017321B2 (en) | Machine for sealing containers by applying a covering film | |
| US9051132B2 (en) | Transfer arrangement for transferring articles | |
| JP2016016915A (ja) | 物品をコンベヤに整列させる物品整列装置 | |
| JP6625436B2 (ja) | 袋異常検知装置及び袋異常検知方法 | |
| JP2010534600A (ja) | 食製品のアラインメント | |
| CN108351631A (zh) | 开环控制和/或闭环控制直线驱动器的方法、控制装置、直线驱动器和设备 | |
| JPH0444912A (ja) | 横型製袋充填包装機の被包装物供給装置 | |
| WO2014013607A1 (ja) | ロボットシステムおよび物品移送方法 | |
| JP5791286B2 (ja) | 搬送装置 | |
| JP2018034213A (ja) | ワーク取出システム | |
| JP2019156552A (ja) | 搬送装置、搬送方法、及び、搬送プログラム | |
| US10654672B2 (en) | Transport device for stacking partial book blocks | |
| US9156626B2 (en) | Work method and work device | |
| JP2009192938A5 (ja) | ||
| US20190161288A1 (en) | Separating element for the operation of a transport device | |
| JP2010202314A (ja) | 搬送コンベア合流部貨物衝突防止システムおよびその方法 | |
| US7997046B2 (en) | Machine for sealing containers by applying a covering film | |
| US20250019181A1 (en) | Method and Device for Conveying and Changing an Orientation of a Piece Product | |
| US10538403B2 (en) | Belt-form body conveyor | |
| TWI654043B (zh) | 分割切斷控制裝置 | |
| JP2015089842A (ja) | 搬送装置 | |
| CA2748803A1 (en) | Computer-controlled conveying system and conveying method | |
| US9073702B2 (en) | Feeding device | |
| JP7052321B2 (ja) | ロボットシステムの制御装置 | |
| JP2013222105A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200303 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210216 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210528 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210803 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210816 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6939656 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |