JP3554824B2 - 魚肉練り製品及びその製造方法 - Google Patents
魚肉練り製品及びその製造方法 Download PDFInfo
- Publication number
- JP3554824B2 JP3554824B2 JP2001194791A JP2001194791A JP3554824B2 JP 3554824 B2 JP3554824 B2 JP 3554824B2 JP 2001194791 A JP2001194791 A JP 2001194791A JP 2001194791 A JP2001194791 A JP 2001194791A JP 3554824 B2 JP3554824 B2 JP 3554824B2
- Authority
- JP
- Japan
- Prior art keywords
- cut
- rod
- fish meat
- length direction
- extruded product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 235000013372 meat Nutrition 0.000 title claims description 36
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 241000251468 Actinopterygii Species 0.000 claims description 31
- 235000012438 extruded product Nutrition 0.000 claims description 29
- 238000005520 cutting process Methods 0.000 claims description 25
- 238000000034 method Methods 0.000 claims description 19
- 239000000463 material Substances 0.000 claims description 15
- 239000002994 raw material Substances 0.000 claims description 15
- 229920006280 packaging film Polymers 0.000 claims description 13
- 239000012785 packaging film Substances 0.000 claims description 13
- 238000001816 cooling Methods 0.000 claims description 10
- 238000010025 steaming Methods 0.000 claims description 9
- 235000019465 surimi Nutrition 0.000 claims description 6
- 235000011194 food seasoning agent Nutrition 0.000 claims description 4
- 239000001044 red dye Substances 0.000 claims description 4
- 239000004278 EU approved seasoning Substances 0.000 claims description 3
- 238000004898 kneading Methods 0.000 claims description 3
- 150000003839 salts Chemical class 0.000 claims description 3
- 238000009938 salting Methods 0.000 claims description 2
- 238000007789 sealing Methods 0.000 claims description 2
- 238000004804 winding Methods 0.000 description 16
- 229940023462 paste product Drugs 0.000 description 9
- 238000001125 extrusion Methods 0.000 description 7
- 238000004806 packaging method and process Methods 0.000 description 5
- 239000001054 red pigment Substances 0.000 description 5
- 235000012149 noodles Nutrition 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- DHMQDGOQFOQNFH-UHFFFAOYSA-N Glycine Chemical compound NCC(O)=O DHMQDGOQFOQNFH-UHFFFAOYSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- QCVGEOXPDFCNHA-UHFFFAOYSA-N 5,5-dimethyl-2,4-dioxo-1,3-oxazolidine-3-carboxamide Chemical compound CC1(C)OC(=O)N(C(N)=O)C1=O QCVGEOXPDFCNHA-UHFFFAOYSA-N 0.000 description 1
- 102000002322 Egg Proteins Human genes 0.000 description 1
- 108010000912 Egg Proteins Proteins 0.000 description 1
- 235000009419 Fagopyrum esculentum Nutrition 0.000 description 1
- 240000008620 Fagopyrum esculentum Species 0.000 description 1
- 241001313700 Gadus chalcogrammus Species 0.000 description 1
- 239000004471 Glycine Substances 0.000 description 1
- 241000269908 Platichthys flesus Species 0.000 description 1
- 241001098054 Pollachius pollachius Species 0.000 description 1
- 241000785681 Sander vitreus Species 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- FFBHFFJDDLITSX-UHFFFAOYSA-N benzyl N-[2-hydroxy-4-(3-oxomorpholin-4-yl)phenyl]carbamate Chemical compound OC1=C(NC(=O)OCC2=CC=CC=C2)C=CC(=C1)N1CCOCC1=O FFBHFFJDDLITSX-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- PXEDJBXQKAGXNJ-QTNFYWBSSA-L disodium L-glutamate Chemical compound [Na+].[Na+].[O-]C(=O)[C@@H](N)CCC([O-])=O PXEDJBXQKAGXNJ-QTNFYWBSSA-L 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 235000014103 egg white Nutrition 0.000 description 1
- 210000000969 egg white Anatomy 0.000 description 1
- 239000000796 flavoring agent Substances 0.000 description 1
- 235000019634 flavors Nutrition 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 235000013923 monosodium glutamate Nutrition 0.000 description 1
- 235000014593 oils and fats Nutrition 0.000 description 1
- 235000015067 sauces Nutrition 0.000 description 1
- 229940073490 sodium glutamate Drugs 0.000 description 1
- 235000013555 soy sauce Nutrition 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000000346 sugar Nutrition 0.000 description 1
Images





Landscapes
- Fish Paste Products (AREA)
Description
【発明の属する技術分野】
本発明は、カニの足肉に類似した魚肉練り製品及びその製造方法に関するものである。
【0002】
【従来の技術】
従来、カニの足肉に類似した魚肉練り製品が販売されている。この種の魚肉練り製品は、一般にカニ蒲鉾とも称されて外観及び食感共にカニ足肉にそっくりであり、味も良いことから人気を博している。
この魚肉練り製品は、スケトウダラ等の魚肉すり身を主体とし、これに必要な調味料や添加物を加えて攪拌することによりペースト状の原料を調製し、このペースト状原料を押し出し成形機により所定幅の連続薄板状に押し出し成形し、蒸煮処理及び冷却処理した後、一対の溝成形ロールにかけて押し出し成形物の表面に一定の間隔をあけて長さ方向に沿う多数の凹溝を並設し、この後押し出し成形物を幅方向に巻いて棒状物を形成し、この棒状物の表面要所に食用赤系色素を付着させた後に所定の長さに切断することで製造している。
【0003】
【発明が解決しようとする課題】
上記魚肉練り製品は、長さ方向に沿って多数の凹溝が形成されているため、噛んだ時に細線状に分離し易くなっており、カニ足肉の食感に近づけてより一層類似性を高めている。これを一歩進めて、はじめから細線状に分離している魚肉練り製品を製造すれば、カニ足肉に酷似したサクサクとした歯触りと食感が得られる筈である。このような魚肉練り製品を製造するには、前記押し出し成形物に凹溝を形成する替わりに、長さ方向に沿って細線状に切断する必要が生じる。
【0004】
しかしながら、押し出し成形物を長さ方向に沿って細線状に切断すると、バラバラとなるため前記幅方向に巻いて棒状物を形成する工程ができなくなってしまう。一方、前記ペースト状原料を薄板状に押し出し成形する替わりに、はじめから細線状に押し出して棒状に形成する方法も考えられるが、そのためには細線状に押し出し成形する新規な押し出し成形機が必要となり、多額の開発費や設備費が要求されることになる。
【0005】
本発明は、このような従来の事態に鑑みなされたもので、細線状に押し出し成形する成形機を用いることなく、従来の溝成形ロールに替えて特殊なスリッターを用いることで、細線状に切り裂いた切り裂き部と非切り裂き部とを交互に有する魚肉練り製品及びその製造方法を提供することを目的とする。
【0006】
【課題を解決するための手段】
上記の目的を達成するための技術的手段として、本発明は、魚肉のすり身を主体として調製及び成形した所定幅の連続薄板状の押し出し成形物に、その幅方向に並列する切り裂き部を長さ方向に沿って一定の間隔をあけて設け、これらの切り裂き部の間には長さ方向に短い非切り裂き部が存在し、この押し出し成形物を幅方向に巻き付けて棒状物に形成し、この棒状物の表面要所に長さ方向に沿って食用赤系色素を付着し、この棒状物を所定の長さに切断し、その切断棒状物は複数の前記非切り裂き部を有し、且つ両端に前記切り裂き部を有して成る魚肉練り製品を要旨とする。
又、この魚肉練り製品において、前記切断棒状物は、両端部が前記複数の非切り裂き部に対して斜め方向にそれぞれ切断されていることを特徴とする。
更に、本発明は、魚肉のすり身に食塩を添加し、必要に応じて副材料や調味料を添加し、攪拌器により塩ずりを行ってゲル化することによりペースト状原料を調製し、このペースト状原料を押し出し成形機により所定幅の連続薄板状に押し出し成形し、この押し出し成形物を蒸煮処理すると共に冷却処理した後に、スリッターに通すことで幅方向に並列する切り裂き部を長さ方向に沿って一定の間隔をあけて設け、これらの切り裂き部の間には長さ方向に短い非切り裂き部を存在させ、この押し出し成形物を幅方向に巻き付けて棒状物に形成し、この棒状物を包装用フィルムで包装すると共にその包装用フィルムの側端重合部を長さ方向に沿ってヒートシールし、この包装用フィルムの内面に付着してある食用赤系色素を棒状物に転写した後、カッタにより棒状物を所定の長さに切断して複数の前記非切り裂き部を有し、且つ両端に前記切り裂き部を有する切断棒状物を形成する魚肉練り製品の製造方法を要旨とする。
又、この魚肉練り製品の製造方法において、前記スリッターは、円周方向の切り刃が一定の間隔をあけて多数並設された一対の回転ロールを備え、この一対の回転ロールは相反方向に回転するように構成され、一方の回転ロールは所定幅の凹溝を回転ロールの長さ方向に沿って設けることにより前記多数並設された各切り刃を不連続としたことを特徴とする。
【0007】
本発明では、薄板状押し出し成形物は、スリッター間に通すことで長さ方向に沿って細線状に切り裂いた切り裂き部と、非切り裂き部とが交互に形成されるため、切り裂き部の両端部が非切り裂き部に連結していてバラバラにならず、押し出し成形物を幅方向に容易に巻くことができる。切り裂き部は細線状に切り裂かれているため、カニ足肉に酷似したサクサクとした歯触りと食感とを得ることができる。
又、新規の細線状押し出し成形機を用いることなく、従来の溝成形ロールに替えて特殊なスリッターを用いることで、細線状に切り裂いた切り裂き部と非切り裂き部とを有する魚肉練り製品を容易に製造することができる。
【0008】
【発明の実施の形態】
次に、本発明に係る魚肉練り製品及びその製造方法の実施形態に付いて、添付図面を参照しながら説明する。図1は、魚肉練り製品の製造工程を示すもので、魚肉すり身を主体としたペースト状原料を調製する原料調製工程1と、このペースト状原料を薄板状に押し出し成形する押し出し成形工程2と、この押し出し成形物をスチームによって連続蒸煮する蒸煮工程3と、蒸煮後に連続冷却する冷却工程4と、冷却後に押し出し成形物の長さ方向に沿って切り裂き部と非切り裂き部とを交互に形成するスリッター工程5と、押し出し成形物を幅方向に巻き付けて棒状物を形成する巻き付け工程6と、包装用フィルムで棒状物を包装し且つ棒状物の表面の一部に食用赤系色素を転写する包装・転写工程7と、所定の長さに切断する切断工程8とから構成されている。
【0009】
原料調製工程1では、例えばスケトウダラ、ホッケ、ヒラメ等の魚肉すり身に、1.5〜3質量%の食塩を添加し、必要に応じて油脂、澱粉、卵白等の副材料や、グルタミン酸ソーダ、グリシン、砂糖、醤油、ソース、各種フレーバー等の調味料を適量添加して、攪拌器によって塩ずりを行ってゲル化したペースト状原料を調製する。
【0010】
調製したペースト状原料は、押し出し成形工程2において、公知の押し出し成形機(図略)により連続薄板状に押し出し成形される。この後、約15℃で20時間程の「坐り」(後処理)を行うことが好ましい。この押し出し成形物は、幅がほぼ20cmで厚みは0.5〜3mm程度であり、坐りの後にコンベアベルト上に載せられて次の焙焼装置に送り込まれる。
【0011】
焙焼装置では、先ずスチームによる蒸煮工程3が連続して行われ、押し出し成形物を加熱処理し、次いでベルトコンベアにより移送されて冷気による冷却工程4が連続して行われる。蒸煮工程3での加熱処理条件は、通常95℃位で、通過時間は25〜55分程度であり、冷却工程4での冷却処理条件は5〜10℃で、通過時間は30分程度である。
【0012】
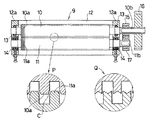
このようにして蒸煮・冷却された押し出し成形物は、スリッター工程5に送り込まれる。スリッター工程5では、図2に示すようなスリッター9が用いられ、このスリッター9は一対の回転ロール10、11を有し、一定の間隔をあけて円周方向の切り刃10a、11aがそれぞれ多数並設されている。
【0013】
回転ロール10、11は、いずれも両端部がフレーム12の側板12aに取り付けられた軸受け部13、14に軸支され、回転ロール10の軸棒10bには歯車15,16が軸着され、回転ロール11の軸棒11bには歯車17が軸着され、歯車15と17は同形の歯車であって互いに噛合している。従って、駆動源(図略)により回転ロール10の駆動用歯車16を回転させると、回転ロール10と11とは伝達用歯車15,17を介して互いに反対方向(回転ロール10は反時計回り、回転ロール11は時計回り)に同速で回転する。
【0014】
回転ロール10の切り刃10aと、回転ロール11の切り刃11aとは、図2のPに一部拡大して示すように先端部が相互に切り刃間に僅かに突入するようにしてあり、即ち互いの切り刃10a、10bによって切断部Cが形成される。
この場合、切り刃間は0.8〜1.5mmの範囲内に設定される。切り刃10a、11aの形状はこれに限定されることなく、例えば図2のQに示すような形状又は他の適宜の形状でよい。
【0015】
この種のスリッターは、ラーメンやそば等の製麺時において、麺帯を切断するために従来も使用されているが、本発明の場合は、図3に示すように一方の回転ロール10の切り刃部に回転ロール10の長さ方向に一定幅で凹溝18を設け、この凹溝18の部分ですべての切り刃10aを不連続としてある。凹溝18の溝幅は5〜8mm程度が好ましい。又、この場合では凹溝18は1個であるが、回転ロール10が大径の場合は円周方向に所要の間隔をあけて複数個平行に設けることもある。更に、凹溝18は他方の回転ロール11側に設けるようにしてもよい。
【0016】
上記の特殊な回転ロール10を備えたスリッター9に前記押し出し成形物を通すと、図4のように長さ方向に細線状に切り裂かれた切り裂き部Aと、帯状に横断する非切り裂き部Bとが交互に形成される。即ち、切り裂き部Aは前記切り刃10a、10bによる切断部Cにより切り裂かれ、非切り裂き部Bは前記凹溝18部分により切り裂かれないのである。従って、切り裂き部Aの切り目の間隔は、切断部Cの間隔(切り刃間)にほぼ合致し、切り目の長さは、回転ロール10の凹溝18を除く部分の円周長さにほぼ合致し、非切り裂き部Bの帯状幅は、凹溝18の溝幅にほぼ合致する。
【0017】
これにより、押し出し成形物Wの切り裂き部Aにおいては、あたかも素麺のように細線状に切り裂かれているが、両端部はそれぞれ非切り裂き部Bに連結しているためバラバラにならない。
【0018】
次いで、押し出し成形物Wを巻いて棒状物を形成する巻き付け工程6が行われる。この巻き付け工程6は、従来と同様に図5のようにベルトコンベア19上の側部に配設された略鼓形の巻き付けローラ20により行う。この巻き付けローラ20は、モータMにより回転され、この回転する巻き付けローラ20の上に押し出し成形物Wの先端における一方の側部を載せると、幅方向にくるくる巻かれて棒状物Sに形成される。
【0019】
細線状に切り裂かれている切り裂き部Aは、前記のように非切り裂き部Bに両端部が結合しているためバラバラにならず、巻き付けを容易に且つ確実に行うことができる。又、一定の間隔をあけて非切り裂き部Bが存在するため、巻き付けの際に押し出し成形物Wがちぎれることもない。従って、巻き付け工程6は円滑に行えてトラブルが生じない。
【0020】
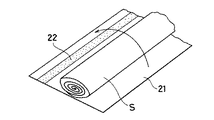
丸棒状に巻かれた後に、棒状物Sは包装・転写工程7に送り込まれる。包装・転写工程7では、図6のように包装用フィルム21を二つ折り状態にして棒状物Sを包むと共に、包装用フィルム21の側端重合部に沿ってヒートシールする。この包装用フィルム21の内面(上面)側要所には、食用赤系色素22が長さ方向に沿って帯状に添着されており、上記包装時にその食用赤系色素22は棒状物Sの表面に密着して転写される。尚、食用赤系色素は転写による他に、棒状物Sの表面要所に直接塗着する場合もある。
【0021】
この後、切断工程8に送り込まれてカッタ(図略)により所要の長さに切断される。図7の(a)〜(c)は切断例を示すものである。即ち、(a)は棒状物のほぼ中央部に非切り裂き部Bを有し、この非切り裂き部Bを挟んでその両側に切り裂き部Aを有するものである。(b)は2個の非切り裂き部Bを有し、(c)は4個の非切り裂き部Bを有し、非切り裂き部Bの間と両側端部にそれぞれ切り裂き部Aを有するものである。非切り裂き部Bの数は必ずしも限定されない。又、両側端部の切り裂き部Aは、(a)又は(c)のように非切り裂き部Bとほぼ平行に切断する場合と、(b)のように非切り裂き部Bに対して斜め方向にそれぞれ切断する場合とがあって限定されない。図示されていない前記包装用フィルム21は棒状物Sと共に切断される。
【0022】
このようにして製造された魚肉練り製品は、表面の一部に自然感のある食用赤系色素が転写されているのでカニ足肉に近い外観を呈し、しかも細線状に切り裂かれた切り裂き部Aを有するため、これを食べるとサクサクとした歯触りが得られ、且つカニ足肉と酷似した食感が得られる。更に、切り裂き部Aが非切り裂き部Bに連結しているため保型性に優れており、他の食材や料理に添加しても型崩れが生じ難くて体裁がよい。
【0023】
【発明の効果】
以上説明したように、本発明による魚肉練り製品は、細線状に切り裂いた切り裂き部と、非切り裂き部とを交互に有する構成としたので、切り裂き部が非切り裂き部に連結されていてバラバラにならず、棒状に巻き付ける際に容易に行うことができる。切り裂き部は細線状に切り裂かれているため、カニ足肉に酷似したサクサクとした歯触りと食感とを得ることができる。
【0024】
本発明に係る魚肉練り製品の製造方法によれば、ペースト状原料からなる所定幅の薄板状押し出し成形物をスリッターに通すことで、長さ方向に沿って細線状に切り裂いた切り裂き部と、非切り裂き部とを交互に簡単に形成することができる。又、新規の細線状押し出し成形機を用いることなく、従来の溝成形ロールに替えて凹溝を有する回転ロールを用いるだけでスリッターを構成できるため、多額の開発費や設備費が不要となる。このため、上記魚肉練り製品を安価に製造することができる。
【図面の簡単な説明】
【図1】本発明に係る魚肉練り製品の製造工程を示すブロック図
【図2】スリッターの一部破断概略平面図、
【図3】スリッターにおける一方の回転ロールの概略斜視図
【図4】スリッターにより切り裂き部と非切り裂き部とが交互に形成された状態を示す押し出し成形物の一部概略平面図
【図5】巻き付け工程を示す概略平面図
【図6】包装用フィルムによる包装・転写工程を示す説明図
【図7】(a)〜(c)は製造された魚肉練り製品をそれぞれ示す概略斜視図
【符号の説明】
1…原料調製工程
2…押し出し成形工程
3…蒸煮工程
4…冷却工程
5…スリッター工程
6…巻き付け工程
7…包装・転写工程
8…切断工程
9…スリッター
10、11…回転ロール
12…フレーム
13、14…軸受け部
15、16、17…歯車
18…凹溝
19…ベルトコンベア
20…巻き付けローラ
21…包装用フィルム
22…食用赤系色素
A…切り裂き部
B…非切り裂き部
W…押し出し成形物
S…棒状物
Claims (4)
- 魚肉のすり身を主体として調製及び成形した所定幅の連続薄板状の押し出し成形物に、その幅方向に並列する切り裂き部を長さ方向に沿って一定の間隔をあけて設け、これらの切り裂き部の間には長さ方向に短い非切り裂き部が存在し、この押し出し成形物を幅方向に巻き付けて棒状物に形成し、この棒状物の表面要所に長さ方向に沿って食用赤系色素を付着し、この棒状物を所定の長さに切断し、その切断棒状物は複数の前記非切り裂き部を有し、且つ両端に前記切り裂き部を有して成ることを特徴とする魚肉練り製品。
- 前記切断棒状物は、両端部が前記複数の非切り裂き部に対して斜め方向にそれぞれ切断されていることを特徴とする請求項1記載の魚肉練り製品。
- 魚肉のすり身に食塩を添加し、必要に応じて副材料や調味料を添加し、攪拌器により塩ずりを行ってゲル化することによりペースト状原料を調製し、このペースト状原料を押し出し成形機により所定幅の連続薄板状に押し出し成形し、この押し出し成形物を蒸煮処理すると共に冷却処理した後に、スリッターに通すことで幅方向に並列する切り裂き部を長さ方向に沿って一定の間隔をあけて設け、これらの切り裂き部の間には長さ方向に短い非切り裂き部を存在させ、この押し出し成形物を幅方向に巻き付けて棒状物に形成し、この棒状物を包装用フィルムで包装すると共にその包装用フィルムの側端重合部を長さ方向に沿ってヒートシールし、この包装用フィルムの内面に付着してある食用赤系色素を棒状物に転写した後、カッタにより棒状物を所定の長さに切断して複数の前記非切り裂き部を有し、且つ両端に前記切り裂き部を有する切断棒状物を形成することを特徴とする魚肉練り製品の製造方法。
- 前記スリッターは、円周方向の切り刃が一定の間隔をあけて多数並設された一対の回転ロールを備え、この一対の回転ロールは相反方向に回転するように構成され、一方の回転ロールは所定幅の凹溝を回転ロールの長さ方向に沿って設けることにより前記多数並設された各切り刃を不連続としたことを特徴とする請求項3記載の魚肉練り製品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001194791A JP3554824B2 (ja) | 2001-06-27 | 2001-06-27 | 魚肉練り製品及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001194791A JP3554824B2 (ja) | 2001-06-27 | 2001-06-27 | 魚肉練り製品及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003009822A JP2003009822A (ja) | 2003-01-14 |
| JP3554824B2 true JP3554824B2 (ja) | 2004-08-18 |
Family
ID=19032868
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001194791A Expired - Lifetime JP3554824B2 (ja) | 2001-06-27 | 2001-06-27 | 魚肉練り製品及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3554824B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014204676A (ja) * | 2013-04-11 | 2014-10-30 | 株式会社あじかん | 練り製品、その製造方法及び練り製品用スリッター |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101489289B1 (ko) | 2014-04-25 | 2015-02-04 | 주식회사 한국에이요 | 게맛살의 제조방법 및 그 장치 |
-
2001
- 2001-06-27 JP JP2001194791A patent/JP3554824B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014204676A (ja) * | 2013-04-11 | 2014-10-30 | 株式会社あじかん | 練り製品、その製造方法及び練り製品用スリッター |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003009822A (ja) | 2003-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4372734A (en) | Apparatus for mixing and extruding simulated meat mix for pet food | |
| US6203828B1 (en) | Method for forming a filled dough product | |
| US5216946A (en) | Precooked filled pasta products made by co-extrusion | |
| US5296247A (en) | Method of making pre-cooked filled pasta products by co-extrusion | |
| BRPI0808010B1 (pt) | aparelho e método para produção de pedaço de alimento conformado enrolado e pedaço de alimento conformado enrolado | |
| JPH0123111B2 (ja) | ||
| JP3554824B2 (ja) | 魚肉練り製品及びその製造方法 | |
| JPS63283532A (ja) | 可食性にしてベーキング可能な容器およびその製造方法 | |
| NZ294213A (en) | Making noodles by passing mixture through twin screw mixer and squeezing dough through oblong die and laminating it | |
| JP2000060505A (ja) | 調理用補助材 | |
| JPH0779665B2 (ja) | かに足肉状かまぼこ及びその製造方法 | |
| US6355293B1 (en) | Method for preparing filled dough products | |
| JP5677498B2 (ja) | 練り製品、その製造方法及び練り製品用スリッター | |
| JP3500457B2 (ja) | 魚肉練り製品用スリッター | |
| AU648011B2 (en) | Precooked filled pasta products made by co-extrusion | |
| JP3500454B2 (ja) | ペースト状食品原料の連続造粒装置およびそれを用いた魚肉練製品の製造装置 | |
| KR100416880B1 (ko) | 다색 혹은 다맛 스낵 제조 방법 및 그 장치 | |
| JPH0337902B2 (ja) | ||
| JP3056210B1 (ja) | かりんとう菓子の製造方法に使用される成形・切断機 | |
| JPH0740871B2 (ja) | チーズ被覆食品の製造法 | |
| JP4712647B2 (ja) | 嗜好食品の製造方法。 | |
| JPH0323111Y2 (ja) | ||
| JP2003174858A (ja) | タラバ肉状蒲鉾の製造方法と該方法により製造されたタラバ肉状蒲鉾製品 | |
| JPS61199767A (ja) | サキイカ風練製品 | |
| JPS62272943A (ja) | 新粉を用いた菓子ベ−スの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20031209 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040415 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3554824 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090521 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100521 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110521 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110521 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120521 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130521 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |