JP3558823B2 - 位相リング支持部の弛み点検方法 - Google Patents
位相リング支持部の弛み点検方法 Download PDFInfo
- Publication number
- JP3558823B2 JP3558823B2 JP11958497A JP11958497A JP3558823B2 JP 3558823 B2 JP3558823 B2 JP 3558823B2 JP 11958497 A JP11958497 A JP 11958497A JP 11958497 A JP11958497 A JP 11958497A JP 3558823 B2 JP3558823 B2 JP 3558823B2
- Authority
- JP
- Japan
- Prior art keywords
- phase ring
- support frame
- vibration sensor
- vibration
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images












Description
【発明の属する技術分野】
この発明は、回転電機の固定子コイル同士を結合する位相リングを、支持枠にガラスバンドで縛って支持する位相リング支持部の縛り部の弛みを点検する弛み点検方法に関するものである。
【0002】
【従来の技術】
一般に、回転電機の各固定子コイルは、巻線を構成するために各端部同士が位相リングで結合されており、各固定子コイルは通電時に電磁力が作用し振動する。そして、この固定子コイルの振動により位相リングが振動すると、固定子コイルと位相リングとを接続する相リード接ぎ部に大きな応力が発生し支障を来す。このため、位相リングはフレームに固定された支持枠にガラスバンドで縛り接着剤で固定されることにより振動が抑制されている。
【0003】
しかしながら、このようなガラスバンドによる縛り構造では、ガラスバンドのクリープや接着剤としてのエポキシ樹脂の枯れ等で時間の経過とともに少しずつ弛みが発生し、位相リングの振動の抑制が困難になる恐れがあるので、適当な期間を介して位相リングが支持枠に隙間なくガラスバンドで縛り固定されているか否かを点検する必要がある。
【0004】
図12は従来の位相リング支持部周辺の構成を示す斜視図、図13は位相リング支持部の構成を示す正面図、図14は図13における線XIV−XIVに沿った断面を示す断面図である。
図において、1は固定子フレーム、2、3は固定子上口コイルおよび固定子下口コイル、4は固定子フレーム1上に配設される支持枠5によって支持される位相リングで、相リード6を介して固定子上口コイル2および固定子下口コイル3にそれぞれ接続され、各コイル2、3の端部同士を結合することにより巻線を構成している。7は位相リング4を支持枠5上に縛りつけるガラスバンド、8はこのガラスバンド7と位相リング4との間に介在される増し締め用の治具である。
【0005】
そして、上記のように構成された位相リング支持部のガラスバンド7の弛みは、通電して振動を実測することが簡単にできないため、図13に示すようにスキミゲージ9を位相リング4と支持枠5との間に挿入することによって隙間を確認し、もし隙間が確認されると位相リング4と治具8との間に、隙間を埋めるに必要な厚みを有するスペーサを挿入し、ガラスバンド7を増し締めすることにより解消されている。
【0006】
【発明が解決しようとする課題】
従来の位相リング支持部は上記のように構成され、ガラスバンド7の弛みはスキミゲージ9による隙間の確認や、目視点検に頼っているため、弛みの判断には熟練を要するとともに判断に個人差が生じて定量的な点検が困難であるという問題点があった。
【0007】
この発明は上記のような問題点を解消するためになされたもので、位相リング支持部のバンドの弛みを、定量的に点検することが可能な位相リング支持部の弛み点検方法を提供することを目的とするものである。
【0008】
【課題を解決するための手段】
この発明の請求項1に係る位相リング支持部の弛み点検方法は、位相リングの一側面を支持枠の支持面に当接させ位相リングを支持枠にバンドで縛って支持する位相リング支持部の位相リング側に第1の振動センサを、支持枠側に第2の振動センサをそれぞれ固着し、第1の振動センサの近傍を打撃してこの打撃による振動を両振動センサで検知し、両振動センサの各応答時間の差値が予め設定された基準値を越えると弛み有りと判断するようにしたものである。
【0009】
又、この発明の請求項2に係る位相リング支持部の弛み点検方法は、請求項1において、第1の振動センサは位相リング側に一緒に縛られた増し締め用の治具上に固着され治具を打撃するようにしたものである。
【0010】
又、この発明の請求項3に係る位相リング支持部の弛み点検方法は、位相リングの一側面を支持枠の支持面に当接させ位相リングを支持枠にバンドで縛って支持する位相リング支持部の位相リング側に第1の振動センサを、支持枠側に第2の振動センサをそれぞれ固着し、第1の振動センサの近傍を打撃し両振動センサで検出される各変位を減算することにより相対変位を求めるとともに、相対変位と打撃時における加振力とから低周波領域での伝達関数を求め、伝達関数が予め設定された基準値を越えると弛み有りと判断するようにしたものである。
【0011】
又、この発明の請求項4に係る位相リング支持部の弛み点検方法は、位相リングの一側面を支持枠の支持面に当接させ位相リングを支持枠にバンドで縛って支持する位相リング支持部の支持枠側に振動センサを固着し、位相リング側を打撃してこの打撃による振動を振動センサで検出し、振動センサで得られる信号の振幅を各周波数領域毎に時間の変動としてパターン処理化し各周波数領域の低周波領域でピークが表れると弛み有りと判断するようにしたものである。
【0012】
又、この発明の請求項5に係る位相リング支持部の弛み点検方法は、位相リングの一側面を支持枠の支持面に当接させ位相リングを支持枠にバンドで縛って支持する位相リング支持部の支持枠側近傍に騒音計を配置し、位相リング側を打撃してこの打撃による騒音を騒音計で検出し、騒音計で得られる信号の振幅を各周波数領域毎に時間の変動としてパターン処理化し各周波数領域の低周波領域でピークが表れると弛み有りと判断するようにしたものである。
【0013】
【発明の実施の形態】
実施の形態1.
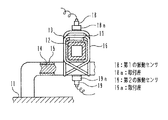
図1はこの発明の実施の形態1における位相リング支持部の弛み点検方法が適用される位相リング支持部の構成を示す正面図、図2は図1における線II−IIに沿った断面を示す断面図、図3は図1における両振動センサでそれぞれ検出される振動の波形を比較して示す特性図である。
【0014】
図において、11は固定子フレーム、12は図示しない固定子上口コイルおよび固定子下口コイルにそれぞれ接続され、各コイルの端部同士を結合することにより巻線を構成する位相リングで、断面ロ字状の角銅部材で構成され表面は絶縁テープ13で被覆されている。14は固定子フレーム11上に配設され支持面14aを介して位相リング12を支持する支持枠で、断面中実状の角鋼材で構成され表面は絶縁テープ15で被覆されている。16は支持枠14に位相リング12を縛りつけて保持するガラスバンドである。
【0015】
17はこのガラスバンド16と位相リング12との間に介装される増し締め用の治具、18はこの治具17を縛りつけているガラスバンド16上に速硬化型のエポキシ系接着剤で固着された取付座18aに、ネジ止めにより固定された第1の振動センサ、19は支持枠14の表面に速硬化型のエポキシ系接着剤で固着された取付座19aに、ネジ止めにより固定された第2の振動センサ、20、21は第1および第2の振動センサ18、19でそれぞれ検出される振動を信号処理する信号処理回路、22はこれら両信号処理回路20、21で処理された振動波形を比較して示す記録計、23はハンマである。
【0016】
次に、この発明の実施の形態1における位相リング支持部の弛み検出方法について説明する。
まず、ハンマ23により治具17を縛りつけているガラスバンド16上を図中矢印で示すように打撃する。すると、第1の振動センサ18にはこの打撃による振動が直接伝達されて検出される。一方、第2の振動センサ19にはこの打撃による振動が、治具17と位相リング12との当接面および位相リング12と支持枠14との当接面をそれぞれ介して伝達されて検出される。そして、このようにして両振動センサ18、19で検出された振動は、それぞれ各信号処理回路20、21で信号処理された後、記録計22に両振動波形A、Bが比較して記録表示される。
【0017】
今、何らかの原因でガラスバンド16に弛みが発生すると、当然のことながら、第2の振動センサ19で検出される振動が伝達される両当接面、すなわち、治具17と位相リング12との当接面および位相リング12と支持枠14との当接面における接触が悪くなったり隙間が生じる。すると、これら当接面を伝達される振動の速度が遅くなるため、ハンマ23の打撃により同時に送出される振動でも、両振動センサ18、19で検出される応答時間には図3で示すように差値Tが生じる。
【0018】
よって、この応答時間の差値Tの程度を確認すれば、弛みを検出することができるわけである。そして、実験の結果、応答時間の差値Tの程度については、100μsec程度であればガラスバンド16に弛みはなく振動的に問題ないが、120μsecを越えるとガラスバンド16に弛みが発生しており、振動的に問題の生じることが確認された。したがって、120μsecを基準値として予め設定しておき、両振動センサ18、19における両振動波形A、Bの応答時間の差値Tが基準値を越えると弛み有りと判断するようにすれば、定量的な評価が可能となり個人差も解消される。
【0019】
なお、上記実施の形態1では、治具17を縛りつけているガラスバンド16上を打撃するようにしているので、第2の振動センサ19で検出される振動が2箇所の当接面を介して伝達されることになり、第1の振動センサ18で検出される振動の伝達速度との差を大きくとることができるため、両振動波形A、Bの比較が容易となり点検の精度を向上させることができるが、第1の振動センサ18の近傍、すなわち、位相リング12側を打撃するようにしても、初期の目的を達成しうることは言うまでもない。
【0020】
実施の形態2.
図4はこの発明の実施の形態2における位相リング支持部の弛み点検方法が適用される位相リング支持部の構成を示す正面図、図5は図4における線V−Vに沿った断面を示す断面図、図6は位相リングと支持枠との間に隙間が有る場合と、無い場合の伝達関数を比較して示す特性図である。
【0021】
図において、上記実施の形態1におけるものと同様な部分は同一符号を付して説明を省略する。24はハンマ23の先端に取り付けられた荷重計、25は第1および第2の振動センサ18、19でそれぞれ検出され、各信号処理回路20、21で信号処理された変位信号X1、X2を、減算処理して相対変位信号(X1−X2)を送出する減算処理回路、26は荷重計24で検出される加振力を信号処理して加振力信号Fを送出する信号処理回路、27は減算処理回路25から送出される相対変位信号(X1−X2)および信号処理回路26から送出される加振力信号Fから、伝達関数(X1−X2)/Fを演算して求める分析回路である。
【0022】
次に、この発明の実施の形態2における位相リング支持部の弛み検出方法について説明する。
まず、上記実施の形態1におけると同様に、ハンマ23により治具17を縛りつけているガラスバンド16上を図中矢印で示すように打撃する。すると、両振動センサ18、19によりこの打撃によって生じる変位がそれぞれ検出され、これらの変位は各信号処理回路20、21でそれぞれ信号処理され変位信号X1、X2として送出される。
【0023】
次いで、これらの変位信号X1、X2は減算処理回路25で減算処理され、相対変位信号(X1−X2)として送出される。一方、打撃時における加振力はハンマ23の先端に取り付けられた荷重計24によって検出され、この加振力は信号処理回路26で信号処理されて加振力信号Fとして送出される。そして、これら減算処理回路25および信号処理回路26からそれぞれ送出された相対変位信号(X1−X2)および加振力信号Fは、分析回路27に導入されて演算処理され伝達関数(X1−X2)/Fが求められる。
【0024】
このようにして求められる伝達関数(X1−X2)/Fは、位相リング12と支持枠14との間に隙間が存在する場合は、図6中の波形Aで示すように隙間が存在しない場合の波形Bより大きな値を示す。したがって、予め実験により隙間の存在しない場合の伝達関数の上限値に基づいて基準値を設定しておき、分析回路27で求められた伝達関数(X1−X2)/Fがこの基準値を越えると隙間が存在する、すなわち、ガラスバンド16に弛みがあると判断すれば良く、又、図6中の両波形A、Bから明らかなように、10〜50Hzの低周波領域では波形が安定しているため比較が容易となり、精度の高い定量的な評価が可能になる。
【0025】
実施の形態3.
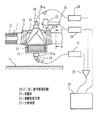
図7はこの発明の実施の形態3における位相リング支持部の弛み点検方法が適用される位相リング支持部の構成を示す正面図、図8は図7における線VIII−VIIIに沿った断面を示す断面図、図9は図7におけるCRTで表示される隙間が存在しない場合の3Dグラフを示す図、図10は図7におけるCRTで表示される隙間が存在する場合の3Dグラフを示す図である。
【0026】
図において、上記各実施の形態1、2におけるものと同様な部分は同一符号を付して説明を省略する。28は支持枠14を縛りつけているガラスバンド16上に速硬化型のエポキシ系接着剤で固着された取付座28aに、ネジ止めにより固定された振動センサ、29はこの振動センサ28で検出された振動を信号処理して振幅信号を送出する信号処理回路、30は信号処理回路29から送出される振幅信号を、各周波数領域毎に時間の変動としてパターン化処理するパターン処理回路、31はこのパターン処理回路30で処理されたパターンを、例えば図9および図10に示すような3Dグラフ画面で表示するCRT、32はこのCRT31に表示される画面をプリントするプリンタである。
【0027】
次に、この発明の実施の形態3における位相リング支持部の弛み検出方法について説明する。
まず、ハンマ23により治具17を縛りつけているガラスバンド16上を図中矢印で示すように打撃する。すると、振動センサ28によりこの打撃によって生じる振動が検出され、この振動は信号処理回路29で信号処理され振幅信号として送出される。次いで、この振幅信号はパターン処理回路30で、各周波数領域毎に時間の変動としてパターン化処理され、CRT31により3Dグラフ画面で表示されるとともに、必要に応じてプリンタ32によりプリントされる。
【0028】
そして、CRT31に表示される3Dグラフは、位相リング12と支持枠14との間に弛みが無い場合は、隙間なく接触しているため、図9に示すように周波数の高い領域で振幅のピークが表れ、弛みが有る場合は隙間が発生し剛性が低下するため、図10に示すように周波数の低い領域で振幅のピークが表れる。したがって、この特徴を利用して例えば図10に示すように周波数の低い領域にピークを有するパターンを、基準パターンとして予め設定しておき、CRT31に表示される画面上のパターンが、この基準パターンに一致する場合に弛み有りと判断するようにすれば良く、信号に含まれる弛み診断に不要な回り振動の影響を認識でき、精度の高い定量的な評価が可能になる。
【0029】
なお、図7に示す振動センサ28に代えて、図11に示すように、支持枠14の近傍に例えば指向性マイクロフォン等のような騒音計33を配置し、この騒音計33で検出される騒音に基づいて上記と同様な処理を行い、CRT31で3Dグラフに表示するようにしても良く、上記と同様の効果を発揮し得ることは勿論のこと、振動センサ28が取り付けられないような狭い部分の診断も、騒音計を近づけるだけで可能となる。
【0030】
【発明の効果】
以上のように、この発明の請求項1によれば、位相リングの一側面を支持枠の支持面に当接させ位相リングを支持枠にバンドで縛って支持する位相リング支持部の位相リング側に第1の振動センサを、支持枠側に第2の振動センサをそれぞれ固着し、第1の振動センサの近傍を打撃してこの打撃による振動を両振動センサで検知し、両振動センサの各応答時間の差値が予め設定された基準値を越えると弛み有りと判断するようにしたので、位相リング支持部のバンドの弛みを、定量的に点検することが可能な位相リング支持部の弛み点検方法を提供することができる。
【0031】
又、この発明の請求項2によれば、請求項1において、第1の振動センサは位相リング側に一緒に縛られた増し締め用の治具上に固着され治具を打撃するようにしたので、位相リング支持部のバンドの弛みを、定量的に容易に点検することが可能な位相リング支持部の弛み点検方法を提供することができる。
【0032】
又、この発明の請求項3によれば、位相リングの一側面を支持枠の支持面に当接させ位相リングを支持枠にバンドで縛って支持する位相リング支持部の位相リング側に第1の振動センサを、支持枠側に第2の振動センサをそれぞれ固着し、第1の振動センサの近傍を打撃し両振動センサで検出される各変位を減算することにより相対変位を求めるとともに、相対変位と打撃時における加振力とから低周波領域での伝達関数を求め、伝達関数が予め設定された基準値を越えると弛み有りと判断するようにしたので、位相リング支持部のバンドの弛みを、定量的に高精度で点検することが可能な位相リング支持部の弛み点検方法を提供することができる。
【0033】
又、この発明の請求項4によれば、位相リングの一側面を支持枠の支持面に当接させ位相リングを支持枠にバンドで縛って支持する位相リング支持部の支持枠側に振動センサを固着し、位相リング側を打撃してこの打撃による振動を振動センサで検出し、振動センサで得られる信号の振幅を各周波数領域毎に時間の変動としてパターン処理化し各周波数領域の低周波領域でピークが表れると弛み有りと判断するようにしたので、位相リング支持部のバンドの弛みを、定量的に容易に点検することが可能な位相リング支持部の弛み点検方法を提供することができる。
【0034】
又、この発明の請求項5によれば、位相リングの一側面を支持枠の支持面に当接させ位相リングを支持枠にバンドで縛って支持する位相リング支持部の支持枠側近傍に騒音計を配置し、位相リング側を打撃してこの打撃による騒音を騒音計で検出し、騒音計で得られる信号の振幅を各周波数領域毎に時間の変動としてパターン処理化し各周波数領域の低周波領域でピークが表れると弛み有りと判断するようにしたので、位相リング支持部のバンドの弛みを、狭い場所でも定量的に容易に点検することが可能な位相リング支持部の弛み点検方法を提供することができる。
【図面の簡単な説明】
【図1】この発明の実施の形態1における位相リング支持部の弛み点検方法が適用される位相リング支持部の構成を示す正面図である。
【図2】図1における線II−IIに沿った断面を示す断面図である。
【図3】図1における両振動センサでそれぞれ検出される振動の波形を比較して示す特性図である。
【図4】この発明の実施の形態2における位相リング支持部の弛み点検方法が適用される位相リング支持部の構成を示す正面図である。
【図5】図4における線V−Vに沿った断面を示す断面図である。
【図6】位相リングと支持枠との間に隙間が有る場合と、無い場合の伝達関数を比較して示す特性図である。
【図7】この発明の実施の形態3における位相リング支持部の弛み点検方法が適用される位相リング支持部の構成を示す正面図である。
【図8】図7における線VIII−VIIIに沿った断面を示す断面図である。
【図9】図7におけるCRTで表示される隙間が存在しない場合の3Dグラフを示す図である。
【図10】図7におけるCRTで表示される隙間が存在する場合の3Dグラフを示す図である。
【図11】この発明の実施の形態3における図7におけるとは異なる位相リング支持部の弛み点検方法が適用される位相リング支持部の構成を示す正面図である。
【図12】従来の位相リング支持部周辺の構成を示す斜視図である。
【図13】位相リング支持部の構成を示す正面図である。
【図14】図13における線XIV−XIVに沿った断面を示す断面図である。
【符号の説明】
11 固定子フレーム、12 位相リング、14 支持枠、
16 ガラスバンド、17 治具、18 第1の振動センサ、
19 第2の振動センサ、20,21,26,29 信号処理回路、
22 記録計、23 ハンマ、24 荷重計、25 減算処理回路、
27 分析回路、28 振動センサ、30 パターン処理回路、31 CRT、
32 プリンタ、33 騒音計。
Claims (5)
- 位相リングの一側面を支持枠の支持面に当接させ上記位相リングを上記支持枠にバンドで縛って支持する位相リング支持部の上記位相リング側に第1の振動センサを、上記支持枠側に第2の振動センサをそれぞれ固着し、上記第1の振動センサの近傍を打撃してこの打撃による振動を上記両振動センサで検知し、上記両振動センサの各応答時間の差値が予め設定された基準値を越えると弛み有りと判断するようにしたことを特徴とする位相リング支持部の弛み点検方法。
- 第1の振動センサは位相リング側に一緒に縛られた増し締め用の治具上に固着され上記治具を打撃するようにしたことを特徴とする請求項1記載の位相リング支持部の弛み点検方法。
- 位相リングの一側面を支持枠の支持面に当接させ上記位相リングを上記支持枠にバンドで縛って支持する位相リング支持部の上記位相リング側に第1の振動センサを、上記支持枠側に第2の振動センサをそれぞれ固着し、上記第1の振動センサの近傍を打撃し上記両振動センサで検出される各変位を減算することにより相対変位を求めるとともに、上記相対変位と上記打撃時における加振力とから低周波領域での伝達関数を求め、上記伝達関数が予め設定された基準値を越えると弛み有りと判断するようにしたことを特徴とする位相リング支持部の弛み点検方法。
- 位相リングの一側面を支持枠の支持面に当接させ上記位相リングを上記支持枠にバンドで縛って支持する位相リング支持部の上記支持枠側に振動センサを固着し、上記位相リング側を打撃してこの打撃による振動を上記振動センサで検出し、上記振動センサで得られる信号の振幅を各周波数領域毎に時間の変動としてパターン処理化し上記各周波数領域の低周波領域でピークが表れると弛み有りと判断するようにしたことを特徴とする位相リング支持部の弛み点検方法。
- 位相リングの一側面を支持枠の支持面に当接させ上記位相リングを上記支持枠にバンドで縛って支持する位相リング支持部の上記支持枠側近傍に騒音計を配置し、上記位相リング側を打撃してこの打撃による騒音を上記騒音計で検出し、上記騒音計で得られる信号の振幅を各周波数領域毎に時間の変動としてパターン処理化し上記各周波数領域の低周波領域でピークが表れると弛み有りと判断するようにしたことを特徴とする位相リング支持部の弛み点検方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11958497A JP3558823B2 (ja) | 1997-05-09 | 1997-05-09 | 位相リング支持部の弛み点検方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11958497A JP3558823B2 (ja) | 1997-05-09 | 1997-05-09 | 位相リング支持部の弛み点検方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10313555A JPH10313555A (ja) | 1998-11-24 |
| JP3558823B2 true JP3558823B2 (ja) | 2004-08-25 |
Family
ID=14764989
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP11958497A Expired - Lifetime JP3558823B2 (ja) | 1997-05-09 | 1997-05-09 | 位相リング支持部の弛み点検方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3558823B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114065808B (zh) * | 2021-11-03 | 2025-06-03 | 山东核电有限公司 | 一种松动部件检测方法、装置、电子设备及存储介质 |
-
1997
- 1997-05-09 JP JP11958497A patent/JP3558823B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10313555A (ja) | 1998-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101030325B1 (ko) | 다이나믹 댐퍼용 고유진동수 측정장치 | |
| JP6648305B2 (ja) | トルク検出装置および車両 | |
| JP4869249B2 (ja) | 固定子鉄心緩み診断装置および固定子鉄心緩み診断方法 | |
| Sanderson | Direct measurement of moment mobility: Part II: An experimental study | |
| US20070096724A1 (en) | Robust detection of strain with temperature correction | |
| JP2022532253A (ja) | 機械システムの健全性及び性能を監視するための装置及び方法 | |
| JP3558823B2 (ja) | 位相リング支持部の弛み点検方法 | |
| US7621189B2 (en) | Apparatus and method for generating and sensing torsional vibrations using magnetostriction | |
| JP2012141244A (ja) | タイヤのねじり共振周波数の測定方法 | |
| JP4542957B2 (ja) | 電気機器の積層鉄板鉄心のゆるみ検出方法および装置 | |
| JP2008513217A (ja) | 装着具に設置されたセンサを備えた超音波トランスジューサ | |
| JP3145625B2 (ja) | 配管系疲労評価装置 | |
| JPS6098330A (ja) | ラケツトの品質の測定方法 | |
| JP3940540B2 (ja) | 残留応力測定方法及び装置 | |
| JP4571333B2 (ja) | 振動発生機における転倒モーメント測定方法 | |
| Boulandet et al. | A sensorless method for measuring the point mobility of mechanical structures | |
| US3943755A (en) | Method and apparatus for measuring the magnitude of a clamping load applied to a laminated iron core of an electric machine | |
| ITPD20010204A1 (it) | Sensore e metodo di misura di microdeformazioni statiche e dinamiche | |
| JPS6126905Y2 (ja) | ||
| JP3652444B2 (ja) | 応力測定装置 | |
| JPH0749406Y2 (ja) | 弾性率測定装置 | |
| JPH0381633A (ja) | タイミングベルトの振動測定装置 | |
| JP3802200B2 (ja) | 果実の熟度測定方法と熟度測定装置 | |
| JPH11201886A (ja) | 材料試験機 | |
| JP2005114439A (ja) | 打撃試験方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040510 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040518 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040519 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080528 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090528 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100528 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100528 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110528 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110528 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120528 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120528 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130528 Year of fee payment: 9 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140528 Year of fee payment: 10 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |