JP3670116B2 - リードフレームの製造方法 - Google Patents
リードフレームの製造方法 Download PDFInfo
- Publication number
- JP3670116B2 JP3670116B2 JP23396297A JP23396297A JP3670116B2 JP 3670116 B2 JP3670116 B2 JP 3670116B2 JP 23396297 A JP23396297 A JP 23396297A JP 23396297 A JP23396297 A JP 23396297A JP 3670116 B2 JP3670116 B2 JP 3670116B2
- Authority
- JP
- Japan
- Prior art keywords
- lead frame
- frame member
- bonded
- adhesive
- lead
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/02—Wire-cutting
Landscapes
- Lead Frames For Integrated Circuits (AREA)
Description
【発明の属する技術分野】
本発明は半導体装置に使用されるリードフレームの製造方法に関するものである。
【0002】
【従来の技術】
従来、リードフレームは、一枚のリードフレーム材にエッチング加工もしくはプレスによる打ち抜き加工を施すことにより形成されていた。
【0003】
【発明が解決しようとする課題】
現在、半導体装置のファインピッチ化が急速に進むにつれ、リードフレームの本数が増加する傾向にある。この場合、リードフレームの幅を細くせざるを得ず、後で詳細に説明するように、従来のような打ち抜き加工ではワイヤボンド領域が確保できないという問題点が生ずる。
【0004】
本発明は、半導体装置のファインピッチ化が急速に進み、リードフレームの本数が増加し、リードフレームの幅を細くせざるを得ない状況においても十分なワイヤボンド領域を確保できるリードフレームの形成方法を提供することを目的とする。
【0005】
【課題を解決するための手段】
第1の発明は、リードフレームの製造方法において、2つのリードフレーム材で構成され、それぞれの被ワイヤボンド面が接着力の弱い接着剤で接着されたリードフレーム部材を準備する工程と、このリードフレーム部材を打ち抜き加工することにより所望形状のリードフレーム部材を形成する工程と、この所望形状のリードフレーム部材の接着された被ワイヤボンド面を剥離し、接着剤を洗浄して除去することにより2つのリードフレームを形成する工程とを有するようにしたものである。
【0006】
【課題を解決するための手段】
第2の発明は、リードフレームの製造方法において、複数のリードフレーム材がその厚さ方向にそれぞれ接着力の弱い接着剤で接着されたリードフレーム部材を準備する工程と、このリードフレーム部材を打ち抜き加工することにより所望形状のリードフレーム部材を形成する工程と、この所望形状のリードフレーム部材の接着された面を剥離し、接着剤を洗浄して除去することによりその剥離面を被ワイヤボンド面とする複数のリードフレームを形成する工程とを有するようにしたものである。
【0007】
【発明の実施の形態】
(第1の実施の形態)
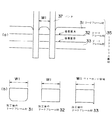
図1は、本発明の第1のリードフレームの製造方法を示す図である。
【0008】
まず、図1(a)に示すように、リードフレーム材11とリードフレーム材13で構成されるリードフレーム部材15をプレス台(図示せず)に設置する。このリードフレーム材11の裏面とリードフレーム材13の表面は接着されている。この接着面をAとする。ここで接着剤は後にリードフレームをはがすことを考慮し、接着力の弱いものを選択する。
【0009】
次に、図1(b)に示すように、リードフレーム部材15を所望の形状にパンチ17により打ち抜く。
【0010】
次に、接着面Aを剥離し、接着剤をアルコール洗浄等で除去することにより、2つのリードフレームが1度のパンチで形成できる。
【0011】
この時、それぞれのリードフレームのワイヤボンド面は、接着面A側となる。
【0012】
ここで、本発明の効果を明確にするために、比較のためのリードフレームの製造方法を示す図である図2を参照しながら1枚のリードフレーム材を打ち抜く場合について説明する。
【0013】
図2(a)に示すように、1枚のリードフレーム材21を図2(b)に示すようにパンチ27により打ち抜く。
【0014】
この場合、図2(c)に示すように、リードフレームの断面の両端がアール状になり実際のパンチ間隔W1よりもR1およびR2分だけワイヤボンド領域W2が狭くなる。
【0015】
これに対し、本発明のリードフレームの製造方法によれば、図1(b)に示すように、接着面Aについては、両端がアール状となることがなく、図1(c)に示すように、加工後のリードフレーム材11の接着面A側の面は、パンチ間隔W1のワイヤボンド領域が確保され、また、加工後のリードフレーム材13の接着面A側の面も、パンチ間隔W1のワイヤボンド領域が確保される。
【0016】
このように、2枚のリードフレーム材が貼り合わされたリードフレーム部材を打ち抜き加工し、貼り合わされた面を上面、すなわちワイヤボンド面とすれば、広いワイヤボンド領域を確保したリードフレームを形成することができる。
【0017】
従って、更に幅の狭いリードフレームの作成が可能となり、半導体装置のファインピッチ化に容易に対応できる。
(第2の実施の形態)
図3は、本発明の第2のリードフレームの製造方法を示す図である。
【0018】
まず、図3(a)に示すように、3枚のリードフレーム材31,32,33で構成されるリードフレーム部材35をプレス台(図示せず)に設置する。このリードフレーム材32の表面とリードフレーム材31の裏面は接着(接着面A)され、リードフレーム材32の裏面とリードフレーム材33の表面は接着(接着面B)されている。ここで接着剤は後にリードフレームをはがすことを考慮し、接着力の弱いものを選択する。
【0019】
次に、リードフレーム部材35を所望の形状にパンチ37により打ち抜く。
【0020】
次に、接着面Aおよび接着面Bを剥離し、接着剤をアルコール洗浄等で除去することにより、3つのリードフレームが1度のパンチで形成できる。
【0021】
この時、それぞれのリードフレームのワイヤボンド面は、接着面Aもしくは接着面B側となる。
【0022】
図3(a)に示すように、このリードフレームの製造方法によれば、接着面Aおよび接着面Bについては、その断面の両端がアール状となることがなく、図3(b)に示すように加工後のリードフレーム材31の接着面A側の面は、パンチ間隔W1のワイヤボンド領域が確保され、また、加工後のリードフレーム材33の接着面B側の面も、パンチ間隔W1のワイヤボンド領域が確保される。加工後のリードフレーム材32については、接着面A側、B側ともパンチ間隔W1が確保されるため、どちらをワイヤボンド面としてもよい。
【0023】
本実施の形態では、3枚のリードフレーム材を貼り合わせた場合を説明したが、4枚以上の複数枚のリードフレーム材を用いてもよい。
【0024】
このように、複数枚のリードフレーム材が貼り合わされたリードフレーム部材を打ち抜き加工し、貼り合わされた面を上面、すなわちワイヤボンド面とすれば、広いワイヤボンド領域を確保したリードフレームを形成することができる。
【0025】
従って、更に幅の狭いリードフレームの作成が可能となり、半導体装置のファインピッチ化に容易に対応できる。
【0026】
また、一度の打ち抜き加工で、効率的に複数枚のリードフレームを形成することができる。
【0027】
【発明の効果】
以上、詳細に説明した様に、第1の発明によれば、2枚のリードフレーム材が貼り合わされたリードフレーム部材を打ち抜き加工し、貼り合わされた面を上面、すなわちワイヤボンド面とすれば、広いワイヤボンド領域を確保したリードフレームを形成することができる。
【0028】
また、第2の発明によれば複数枚のリードフレーム材が貼り合わされたリードフレーム部材を打ち抜き加工し、貼り合わされた面を上面、すなわちワイヤボンド面とすれば、広いワイヤボンド領域を確保したリードフレームを形成することができる。
【0029】
このように、本発明によれば、更に幅の狭いリードフレームの作成が可能となり、半導体装置のファインピッチ化に容易に対応できる。
【0030】
また、一度の打ち抜き加工で、効率的に複数枚のリードフレームを形成することができる。
【図面の簡単な説明】
【図1】本発明の第1のリードフレームの製造方法を示す図である。
【図2】比較のためのリードフレームの製造方法を示す図である。
【図3】本発明の第2のリードフレームの製造方法を示す図である。
【符号の説明】
11,13,31,32,33 リードフレーム材
15,35 リードフレーム部材
17,37 パンチ
W1 パンチ間隔
Claims (2)
- リードフレームの製造方法において、
2つのリードフレーム材で構成され、それぞれの被ワイヤボンド面が接着力の弱い接着剤で接着されたリードフレーム部材を準備する工程と、
前記リードフレーム部材を打ち抜き加工することにより所望形状のリードフレーム部材を形成する工程と、
前記所望形状のリードフレーム部材の接着された被ワイヤボンド面を剥離し、前記接着剤を洗浄して除去することにより2つのリードフレームを形成する工程と、
を有することを特徴とするリードフレームの製造方法。 - リードフレームの製造方法において、
複数のリードフレーム材がその厚さ方向にそれぞれ接着力の弱い接着剤で接着されたリードフレーム部材を準備する工程と、
前記リードフレーム部材を打ち抜き加工することにより所望形状のリードフレーム部材を形成する工程と、
前記所望形状のリードフレーム部材の接着された面を剥離し、前記接着剤を洗浄して除去することによりその剥離面をワイヤボンド面とする複数のリードフレームを形成する工程と、
を有することを特徴とするリードフレームの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23396297A JP3670116B2 (ja) | 1997-08-29 | 1997-08-29 | リードフレームの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23396297A JP3670116B2 (ja) | 1997-08-29 | 1997-08-29 | リードフレームの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1174437A JPH1174437A (ja) | 1999-03-16 |
| JP3670116B2 true JP3670116B2 (ja) | 2005-07-13 |
Family
ID=16963367
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP23396297A Expired - Fee Related JP3670116B2 (ja) | 1997-08-29 | 1997-08-29 | リードフレームの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3670116B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113753846A (zh) * | 2021-09-07 | 2021-12-07 | 上海晶采微纳米应用技术有限公司 | 高精度金属光码盘制备方法及高精度金属光码盘 |
-
1997
- 1997-08-29 JP JP23396297A patent/JP3670116B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1174437A (ja) | 1999-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH0828455B2 (ja) | リードフレーム及びそれを用いた電子部品の製造方法 | |
| CN102132402A (zh) | 薄箔半导体封装 | |
| JP2923170B2 (ja) | 打抜き性に優れたフィルム及びこれを用いたリードフレーム | |
| JP2004349728A (ja) | カプセル化電子部品、特に集積回路の製造方法 | |
| TW200305261A (en) | Lead frame manufacturing method | |
| US7247931B2 (en) | Semiconductor package and leadframe therefor having angled corners | |
| JP3670116B2 (ja) | リードフレームの製造方法 | |
| JP3085278B2 (ja) | 半導体装置の製造方法および半導体製造装置 | |
| JP4889169B2 (ja) | 半導体装置およびその製造方法 | |
| JPH07335815A (ja) | リードフレーム及びこれを用いた半導体装置 | |
| JPH05144988A (ja) | 半導体装置の製造方法並びに半導体製造装置及びリードフレーム | |
| JP4418764B2 (ja) | 樹脂封止型半導体パッケージの製造方法 | |
| JP2955043B2 (ja) | 半導体装置用リードフレームの製造方法 | |
| JP2001127232A (ja) | リードフレーム及びその製造方法 | |
| JPH10154784A (ja) | リードフレームの製造方法 | |
| JPH0793399B2 (ja) | リードフレーム用溝成形加工法 | |
| JP2001144390A (ja) | 立体回路基板およびその製造方法 | |
| JP3566812B2 (ja) | 半導体装置の製造方法 | |
| JP3398198B2 (ja) | リードフレーム及びその製造方法 | |
| JPH0786490A (ja) | 半導体装置用リ−ドフレ−ム | |
| JPH09260563A (ja) | 半導体装置の製造方法およびダミー半導体装置 | |
| JP2669710B2 (ja) | リードフレームとその製造方法 | |
| JP3766206B2 (ja) | フィルム基板の固定方法 | |
| JPH06151681A (ja) | 半導体装置の製造方法およびその製造において用いるリードフレーム | |
| JPH05326812A (ja) | 半導体装置用リードフレーム、ワイヤボンディング装置及びこれらを用いた半導体チップのワイヤボンディング方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040412 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050412 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050413 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080422 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100422 Year of fee payment: 5 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100422 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110422 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120422 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120422 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |